


Клапан устанавливается на шариковые опоры. Индикатор настраивается на рабочую фаску клапана под прямым углом. Поворачивая клапан, по отклонению стрелки индикатора, определяется максимальное биение клапана.
Применяется для определения радиального биения рабочей фаски клапана относительно его стержня. Используется стрелочный индикатор, который быстро фиксируется зажимной системой прибора.
Производитель: Neway;
Страна: США.
Прибором очень доволен. Большой диапазон по клапанам, простота конструкции. Сделан добротно.
Прибор полезный, взял в 2015 себе в мастерскую. немного не привычно сначала в дюймах индикатор.
добротная вещь. заказывал в январе. уже во всю пользуюсь. индикатор действительно в дюймах, но привыкаешь быстро.
Добавить отзыв Отменить ответ
Прибор для проверки биения седла Neway
Направляющий легкоконусный пилот Neway 140 — d=7мм
Направляющий легкоконусный пилот Neway 140 — d=8мм
© 2009-2018 Neway.SU — интернет-магазин профессионального инструмента для ремонта седел, клапанов и втулок ДВС (ГБЦ). Официальный дистрибьютор компаний Neway, Classic и ZIP. На рынке с 1994 года. У нас можно купить: наборы для ремонта седел клапанов, фрезы (в простонародье — шарошки, зенкеры) Neway, ножи и пилоты к фрезам, втулки, термотаблетки, нутромеры, вакуум-тестеры, линейки поверочные, микрометры, выколотки, развертки и т.д.
Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости товара, пожалуйста, обращайтесь к менеджерам по продажам. Политика конфиденциальности. Согласие на обработку персональных данных.
Дефектовка клапанов, основные требования.

Реализовать оптимальную производительность клапанного механизма не так сложно, следует учитывать некоторые особенности о которых поговорим ниже. Клапанный механизм выполняет функцию регулирования фаз газораспределения, для наиболее эффективной работы двигателя нужно стремиться к наиболее гладкому беспрепятственному проходу топливовоздушной смеси в цилиндр, быстрому сжиганию и так же гладко отвести выхлопные газы. Клапаны осуществляют эту функцию в двигателях по-разному, имеются четкие различия между клапанами для спортивных двигателей и обычных городских. Во всяком случае некоторые стандарты в конструкции и качестве сохраняются. Для начала разберем каким требованиям должны соответствовать клапаны, а потом уже о том какие технологии применяются для гоночных моторов.
Дефектовка клапана


Современные высокопроизводительные впускные и выпускные клапаны, выполненные из различных материалов, имеющие различные покрытия и обработку поверхности.
При осмотре клапана особенно бывшего в работе, проверьте диаметр ножки в трех местах: около 3 см ниже кончика, в центре ножки, и в нижней части примерно 1.5см от выемки(сужения) на ножке. Таким образом проверяются все клапаны и делается запись.
Проверьте каждый клапан на биение или изгиб. Если тарелка клапана имеет более 0.025 мм биение, его следует заменить. Даже не пытайтесь выпрямить его. Биение можно проверить, поставив клапан на пару небольших V- образных блоков или специальным инструментом.
Проверка биения фаски тарелки с помощью циферблатного индикатора, клапан устанавливается на крестообразные опоры (можно изготовить из шариков подшипника) обязательно должен быть жесткий упор торца клапана, медленно вращаем клапан, наблюдаем показания индикатора. Проверяем биение самого стержня, на длине 100мм биение не должно превышать 0.015мм.Проверяется зазор в направляющей клапана, для этого необходим нутромер. Замер проводится по краям (наибольший износ именно там) примерно 3-4мм от кромки снизу и сверху, также замеряем повернув на 90 градусов. Проверяем наличие трещин и дефектов клапанов. Осматриваем визуально, для обнаружения микротрещин пользуемся методом магнитопорошковым (выпускные клапаны могут изготавливаться из специальных сталей с очень низкой магнитопроводностью) или проникающей краской. Особо внимательно следует осматривать выпускные клапаны, они постоянно находятся под действием высокой температуры, не имеют охлаждения свежей топливовоздушной смесью как у впускных клапанов, поэтому больше подвержены износу и появлению дефектов.

Измерения диаметра ножки микрометром в верхней части клапана.
Если диаметр ножки клапана выходит за допуски, или имеет небольшое биение, его можно отремонтировать. Ремонт провидится следующим образом, сначала шлифуется поверхность стержня пока не будут убраны недостатки, потом применяется хромирование или металлизация, снова шлифуется под нужный размер и конечно все это не в любом гараже, однако дешевле чем новый клапан. Если вы знаете где можно хромировать или нанести покрытие на клапаны напишите в комментариях, это может пригодится многим.
Читайте также: Клапан огнезадерживающий клоп 2 с электромеханическим приводом
Чаще всего причиной ремонта клапанного механизма является плохая герметичность клапан/седло и в большей степени на выпускных. Можно обнаружить прогар в рабочей поверхности тарелки, его хорошо заметно, обычно место прогара имеет не металлический цвет или из-за деформации, или нарушенного зазора, возможно появление черных точек, мелкие раковины очаги прогара, в том числе и на седле клапана. Для восстановления посадочного места клапана, поверхность заново шлифуется под углом обычно в 45 градусов, хотя возможны и другие углы посадочного места, почитайте Тюнинг ГБЦ часть 2.При шлифовке посадочного места клапанной тарелки следует учитывать, что теперь клапан будет глубже садится в седле и это увеличит объем камеры сгорания, уменьшит тепловой зазор, что потребует других регулировочных шайб в некоторых случаях.
И так как проводится шлифовка, возможны два метода. В первом случае клапан зажимается в патроне станка и вращается, стачивая поверхность об шлифовальный круг. Во втором случае клапан зажимается в патрон и вращается, стачиваясь об противоположно вращающийся шлифовальный круг. Оба этих метода обеспечивают достаточную точность, но чаще предпочтение отдается последнему.

Заточка рабочей фаски на тарелке клапана. Помните, что после проточки фаски, клапан будет глубже садится в седле и это увеличит объем камеры сгорания и следует как можно точно сохранять одинаковый объем во всех цилиндрах.

Головка двигателя Pontiac, прошла проверку глубину посадки клапана в седле. На головке нанесена маркировка в дюймах относительно первого цилиндра глубина в пределах -0.001 +0.005 дюйма
Это не последняя тема о клапанах, невозможно описать все моменты в одной статье. Общие требования к клапанам считаю достаточно раскрыты, Седло клапана в этой теме о том как заменить седла и подробнее о посадке клапана в седле. Производительность и технологии клапанов
Ремонт головки блока цилиндров — профессионально и доступно. Часть 1
Опубликовано: 23 марта, 2009
В последнее время мы неоднократно получаем обращения с просьбой подробнее рассказать о ремонте седел клапанов и о ручном инструменте для обработки седел клапанов головок блока цилиндров фирмы Neway. То ли это новое развивающееся поколение сервисменов стучится в ворота, то ли не на шутку разразившийся кризис велит подвязать пояса, а может, то и другое?
Как известно, новое – всего лишь хорошо забытое старое, и мы с удовольствием беремся в очередной раз напомнить о весьма эффективном инструменте, способном решить проблему ремонта седел и клапанов ГБЦ даже в самых неблагоприятных условиях без существенных затрат и с высоким качеством.
Технико-экономические показатели двигателя (мощность, крутящий момент, расход топлива и др.) в первую очередь зависят от совершенства протекания рабочих процессов в камере сгорания. Детали двигателя, ограничивающие камеру сгорания – втулка, седло, клапан — испытывают максимальные механические и термодинамические нагрузки, обусловливающие их повышенный износ.
Наиболее распространенными дефектами головок блока цилиндров двигателей по статистике являются: 1 — износ втулок клапанов (до 69% отечественных и до 75% зарубежных ДВС); 2 — износ клапанных седел (до 64% отечественных и до 83% зарубежных ДВС); 3 — износ фасок и стеблей клапанов; 4 — потеря упругости клапанных пружин; 5 — трещины перемычек между отверстиями под распылители форсунок и седлами клапанов; 6 — негерметичность стаканов форсунок и заглушек.
Вышеперечисленные дефекты устранимы заменой деталей либо ремонтом при условии наличия специального оборудования и инструмента. Особое место среди него занимает оборудование для ремонта седел клапанов, без которого обойтись просто невозможно. Назначение такого оборудования – восстановление требуемой геометрии и герметичности сопряжения седло – клапан, нарушенных вследствие воздействия конструктивных и эксплуатационных факторов. Ремонт седел обязателен, потому что измененная при эксплуатации форма контактирующих поверхностей клапана и седла, наличие микрощелей в сопряжениях ухудшают условия работы сопряженных деталей. В результате увеличивается интенсивность износа, наблюдается разрушение рабочих фасок, прогары тарелок клапанов, трещины седел, наличие на фасках смолистых отложений и продуктов неполного сгорания топлива. Такие дефекты вызывают усиленный прорыв газов, снижают степень сжатия, уменьшается мощность двигателя, увеличивается расход топлива и масла, затрудняется запуск, ухудшаются экологические характеристики двигателя.
Читайте также: Электромагнитный клапан управления давлением шевроле круз
Сегодня российский рынок наполнен так называемыми «головочными» станками зарубежного производства. Их поставщики ведут споры о преимуществах и недостатках моделей, что скорее напоминает выяснение личностных отношений и только все больше запутывает. Поэтому предлагаем уйти от сложных моделей, построенных методом анализа конечных элементов, а повторить простые и неоспоримые истины.
Итак, цель ремонта клапанных седел – обспечить правильную геометрию сопряжений «клапан-седло» и их герметичность, определяемые в свою очередь преимущественно вакуумметрическим давлением и «биением» фаски клапана и седла.
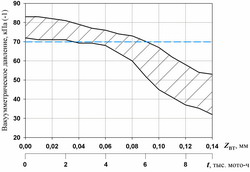
Вакуумметрическое давление (степень герметичности) во впускных сопряжениях клапан-седло двигателя Д-245 в зависимости от смещения оси направляющей втулки Zвт и по наработке t
Для достижения цели требуется обеспечить следующие условия:
1 – соосность седла и втулки;
2 – соответствие углов фасок седла и клапана;
3 – качество поверхностей сопрягаемых фасок (отсутствие дробления, задиров и др.).
Все оборудование для восстановления фаски седла в качестве установочной базы использует внутреннюю поверхность втулки (базирование по пилоту во втулке), поэтому, для соблюдения условия 1, ремонт седел начинают с дефектации втулки, ее замены при необходимости или восстановления. Только при наличии базы с правильной геометрией можно говорить о качественном ремонте (что касается, собственно, любого оборудования).
Степень обеспечения условий 2 и 3 характеризуется непосредственно технологичностью самого оборудования. В связи с тем, что станочное оборудование, как правило, влечет значительные капиталовложения, наибольшую популярность среди ремонтников получил специальный ручной инструмент, явно выигрывающий по себестоимости работ и сроках окупаемости.
Фрезерование седел с использованием ручных инструментов шарошей применяется с начала ХХ века. Шарошки – это набор фрез, каждая из которых предназначена для обработки фаски с заданным углом и выпускается для конкретной модели двигателя. Шароша жестко фиксируется на направляющем стержне, который затем вставляется и вращается в направляющей втулке клапана с зазором.
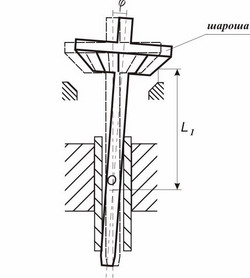
Схема установления шароша во втулке. Значительное отклонение оси обработки от оси втулки неизбежно
Привод фрезы обеспечивается воротком. К единственному преимуществу использования шарошей можно отнести лишь копеечную стоимость. А вот недостатки можно перечислять и перечислять:
— невысокая точность фрезерования фасок, т.к. в кинематической схеме используется вращающийся направляющий стержень который может совершать угловые перемещения в пределах зазора со втулкой;
— высокая вероятность появления эффекта «дробления» на обрабатываемой поверхности из-за равномерного расположения режущих пластин;
— низкая производительность в результате использования большого количества зубьев на фрезе (реализация малых контактных нагрузок режущей пластины на обрабатываемую деталь);
— необходимость перезаточки лезвий арошей после обработки 5….10 головок блока на специальном оборудовании;
— невозможность применения комплекта шарошей для других моделей двигателей в связи с фиксированным диаметром шарошек;
— невысокая точность изготовления комплекта шарошек.
Мотористы со стажем не понаслышке знакомы с ручным профессиональным инструментом Neway (США), который явился для многих первой ступенью в освоении технологии ремонта седел клапанов головок блока цилииндров. Залуженный авторитет и уважение интрумента Neway обуссловлено его высокой технологичностью. Технологичность исполнения инструмента Neway позволяет обеспечит выполнение всех трех основных условий ремонта клапанных седел, при этом, он начисто лишен недостатков, присущих шарошкам.
Основной комплект инструмента Neway включает:
— направляющий пилот легкоконусный (набор пилотов 3 – 4 шт. на один типоразмер) или с цанговым зажимом (более универсальный вариант);
— фрезу с твердосплавными сменными ножами;
Neway имеет схему базирования по жестко фиксируемому пилоту во втулке. Резание осуществляется вращающейся на пилоте фрезой. Зазор в сопряжении пилот – фреза составляет 0,003…0,005 мм. Это ограничивает угловые перемещения фрезы относительно оси (угол γ на рисунке).
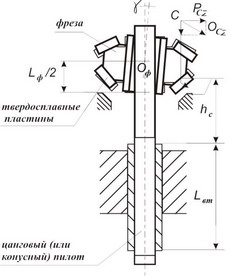
Жестко забазированный пилот Neway во втулке
Точность обработки седел с помощью Neway – биение фаски до 0,03 мм. Как и при использовании любого ручного инструмента, результат ремонта зависит от навыков мастера. Контроль точности обработки осуществляется с помощью приспособления Neway для проверки биения фаски седла.
Ножи на фрезах сделаны из сверхтвердого материала (карбида вольфрама, 85 HRC), сохраняющего режущие свойства на две и более тысячи седел без промежуточной заточки. Имеются фрезы с расположением ножей под углами 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80°. Для регулирования диаметра обработки, ножи могут перемещаться в своих пазах с дальнейшей фиксацией с помощью специальных зажимов. Например, фреза № 230 предназначена для обработки седел диаметром от 28 до 38 мм (ВАЗ, Москвич, малолитражные иномарки), то есть, каждый из ножей имеет диапазон настройки вылета +5мм. Универсальность применения фрез для различных моделей двигателей – одно из достоинств инструмента Neway. Большая гамма фрез, выпускаемая фирмой Neway, – это возможность обработки седел от мотоциклетных моторов до двигателей тяжелых грузовиков.
Читайте также: Регулировка клапанов ямз 534 газон некст зазоры
В соответствии с технологией ремонта седла и клапана необходимо обеспечить так называемый интерференционный угол (различия углов рабочей фаски клапана и седла на 0,5…1 о ). При работе ручным инструментом большое влияние имеет человеческий фактор, вызывающий дополнительные погрешности обработки. После обработки седла фрезами Neway образуется микрорельеф рабочей поверхности фаски седла для устранения подобных погрешностей, после первых 10-15 минут работы двигателя, клапан самостоятельно «прихлопывается» к седлу (находит свое место), что обеспечивает его более плотную посадку и идеальную герметичность. В конструкции фрез Neway заложено отклонение угла на 0,5 о , а геометрия режущей кромки типа «гребенка» создает микрорельеф рабочей поверхности.
Инструмент Neway для обработки седел можно подобрать в комплекте, либо сформировать для определенного типа машин. После приобретения первого комплекта Neway через некоторое время мотористы расширяют сферу деятельности за счет покупки дополнительных фрез других типоразмеров.
Сделать шаг от шарошей к профессиональному инструменту, от любительского уровня к профессионализму – просто, выгодно и необходимо. Главное подтверждение этому – динамика бизнеса наших партнеров, большинство из которых начинали отрабатывать технологию ремонта ГБЦ именно с инструментом Neway, а по истечении времени имели потребность в более производительном специальном станочном оборудовании.
За более чем десятилетний период работы в России, инструментом Neway отремонтированы тысячи головок легковых, грузовых и мотоциклетных двигателей. За это время ручные фрезы Neway успели не только стать популярными, но и любимыми. Трудно найти моториста, который не слышал или не работал инструментом Neway. Фрезами Neway работают и в специализированных дилерских центрах и автомастерских.
Американская компания Neway начала производить инструмент для ремонта деталей двигателей в далеком 1952 году. Актуальность выбранного направления и в наше время неоспорима. В активах фирмы целый комплекс простого, но вместе с тем эффективного и надежного инструмента. В номенклатуре выпускаемой продукции имеется приспособление Gizmatic для обработки клапанов, инструмент для ремонта втулок, приспособление для проверки биения фаски клапана.
Инструмент фирмы «NEWAY» официально рекомендован для применения производителями автомобилей США, Европы, Японии: GMC, FORD, MERCEDES, VW, AUDI, BMW, OPEL, VOLVO, ROVER, SAAB, SCANIA, MAN, PORSCHE, FIAT, PEUGEOT, RENAULT, CITROЁN, HONDA, MAZDA, TOYOTA, MITSUBISHI, MAN.

Оборудование для ремонта седел головок блока на выставках всегда вызывает повышенный интерес посетителей

Аварийный износ направляющих втулок и седел двигателя ЗМЗ

Аварийный износ направляющих втулок и седел двигателя Scania

Прогоревший клапан двигателя ВАЗ

Вакуум-тестер VC90
производства Rossi&Kramer
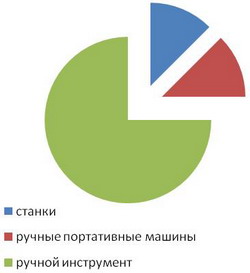
Относительное распределение оборудования для ремонта седел ГБЦ в РФ по трем классам

Эффект дробления поверхности – частый результат обработки седла шарошами

Инструмент Neway для ремонта седел

Пилоты Neway: легкоконусный (сверху)- для более жесткой фиксации и цанговый (снизу)- наиболее универсальный

Прибор для проверки биения фаски седла
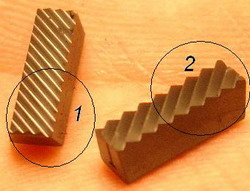
Карбид-вольфрамовые резцы Neway. Для седел стандартной твердости (до 45 HRC) – с мелким шагом режущих кромок (1) и седел повышенной твердости (более 45 HRC) – с крупным шагом режущих кромок (2). Благодаря расположению режущих кромок на резце по типу «гребенка» в процессе обработки участвуют две и более кромки, способствуя равномерности распределения нагрузки.
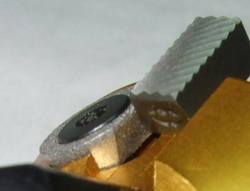
Специальный зажим ножа на фрезе Neway

Фреза — № 230. Регулирование расположения резцов на фрезе Newayпозволяет одной фрезой обрабатывать разные диаметры седел. На рисунке резец 1 настроен на минимальный диаметр обработки, резец 2 на максимальный
Фрезы Neway: слева с двухсторонняя с углами фасок 30 о и 45 о , в середине – двухстороння с углами фасок 15 о и 60 о , справа – односторонняя с угломфаски 60 о  Зацепление фрезы и вращающего ключа Neway по шестигранной поверхности обеспечивает легкую и точную установку. Втулка фрезы может быть перепрессована, если поверхность отверстия повреждена или сильно изношена.
Зацепление фрезы и вращающего ключа Neway по шестигранной поверхности обеспечивает легкую и точную установку. Втулка фрезы может быть перепрессована, если поверхность отверстия повреждена или сильно изношена. Технологически обеспеченный люфт ключа вращения, предохраняет от перекоса оси обработки относительно оси втулки при перехватывании
Технологически обеспеченный люфт ключа вращения, предохраняет от перекоса оси обработки относительно оси втулки при перехватывании
Специальный привод Neway для вращения фрезы