

В таблице помещён небольшой обзор применяемых для алюминиевого литья литейных процессов и соответствующих литейных форм. В нижеследующих подразделах описываются определённые литейные процессы, а также поясняются их преимущества и недостатки.
- Литьё в песчаные формы
- Литьё в кокиль
- Свободное литьё в кокиль
- Литьё в кокиль под низким давлением
- Литьё под давлением
- Прессование (Squeeze Casting)
- Изготовление гидроцилиндров
- Блок цилиндров двигателя
- Материал изготовления блока цилиндров и гильз цилиндров
- Преимущества блоков цилиндров из серого чугуна:
- Недостатки чугунов
- Блоки цилиндров из алюминия
- Производство гидроцилиндров
- Производство гидроцилиндров по индивидуальному техническому заданию (ТЗ) заказчика Наличие собственного конструкторского отдела обеспечивает постоянное обновление ассортимента выпускаемой продукции, внедрение в производство новых технологий
- Изготовление ГИДРОЦИЛИНДРОВ –одно из основных производственных направлений ООО «Гидротехмаш».
Литьё в песчаные формы
Литьё в песчаные формы является традиционной технологией литья в формы с разрушаемыми (теряемыми) песчаными формами. Формы, применяемые для одной единственной отливки, изготавливаются, в принципе, из кварцевого песка как основного материала формы с применением связующих средств. Изготовление форм производится копированием моделей из дерева, металла или пластмассы и позволяет получать отливки сложной формы путём разъёма и разделения модели и формы. После застывания отливок песчаные формы разрушаются, а песчаные стержни, служащие для достижения недоступных и необрабатываемых полостей, вытряхиваются или вымываются. Обычно применяемое литьё в песчаные формы играет в серийном производстве второстепенную роль. Главная область применения — изготовление прототипов и малых серий. Экономично литьё в песчаные формы в форме автоматизированного метода стержневого пакета (CPS = core package system). Чистый процесс литья в песчаные формы (форма и стержни изготовлены из песка) производится методом свободной заливки форм или методом литья под низким давлением. На Изображении 1 показано литьё в песчаные формы методом свободной заливки форм.
Литьё в кокиль
При литье в кокиль жидкий алюминий разливается в долговременные металлические формы из чугуна или жароупорных сталей. При данном методе литья конструкция и свобода её конструирования зависят, однако, от того, производится ли отливка методом свободной заливки форм или методом литья под низким давлением. По сравнению с литьём в песчаные формы при литье в кокиль достигается лучшее качество поверхности и большая точность размеров отливок
Свободное литьё в кокиль
При свободном литье в кокиль заполнение формы происходит исключительно под влиянием действующей на металл силы тяжести при атмосферном давлении. Отливка производится вручную или на частично или полностью автоматизированных литейных машинах. При данном методе существует достаточно большая свобода конструирования, поскольку возможно применение песчаных стержней (изобр. 3). Таким образом, реализуемы также разрезы сзади или полости, недостижимые механообработкой. Благодаря быстрому, направленному застыванию расплава при методе свободного литья в кокиль по сравнению с литьём в песчаные формы достигается более тонкая структура, более высокая прочность, а также неограниченные возможности по работе с теплом.
Литьё в кокиль под низким давлением
При литье под низким давлением расплав при относительно низком избыточном давлении (для алюминиевых сплавов — от 0,2 до 0,5 бар) поднимается в кокиль и при этом давлении застывает Речь идёт, — если речь идёт о давлении, — собственно, о давлении заполнения, необходимом для того, чтобы жидкий металл доставить в литейной машине наверх, в форму. Давление заполнения поддерживается до тех пор, пока не произойдёт затвердевание, от самого удалённого места до среза сифонного литника (входное отверстие литейной формы). Тем самым почти идеально происходящее, направленное затвердевание и заполнение формы без турбулентности являются существенным основанием высокой ценности отливок под низким давлением. Как и при свободном литье в кокиль, и при данном методе применимы стержни из песка, дающие в достаточной степени простор для конструирования формы.
Читайте также: Что такое клапан в цилиндре мотора
4. Литейная печь с расплавом
6. Подъёмное приспособление
Литьё под давлением
При литье под давлением расплав под высоким давлением и с большой скоростью впрыскивается в долговременные формы из улучшенной жаропрочной стали. Металл течёт под давлением в полости формы. В конце заполнения формы давление на жидкий металл возрастает до 700 — 1000 бар. Давление поддерживается в процессе затвердевания металла. Это позволяет получить самую точную передачу формы по сравнению с другими методами литья. Тем самым достижимы узкие поля допусков размеров, резкость контуров и качество поверхности с малыми припусками на обработку. Благодаря высокому съёму продукции с квадратного метра площади речь идёт об очень экономичном методе литья. Этот метод имеет, однако, также определённые недостатки. Так, увеличивающая прочность двойная термообработка, в общем, невозможна, поскольку заключённые в материале пузырьки воздуха или газовые поры, образующиеся из-за толчкообразного наполнения формы, при определённых условиях создадут трудности. Также следует назвать ещё имеющуюся в настоящее время ограниченную свободу конструирования, поскольку при литье под давлением не могут быть применены для литейных полостей никакие обычно применяемые песчаные стержни. Обычно применяемые песчаные стержни были бы разрушены высоким давлением литья и сделали бы отливку непригодной. Однако происходит дальнейшее развитие литейной технологии. В настоящее время разрабатываются такие песчаные стержни, которые могут выдерживать высокое давление литья в процессе литья под давлением.
Прессование (Squeeze Casting)
Речь идёт, в принципе, о литье под давлением с несколько иными преимуществами и недостатками. Конструкция литейной машины, однако, отличается. Создание давления при прессовании происходит в конце процесса заполнения формы, который идёт значительно медленнее, чем при литье под давлением. Расплав, в отличие от литья под давлением, выдавливается в форму не в течение нескольких миллисекунд; процесс литья длится значительно дольше, до нескольких секунд. Это особенно важно при заливке чувствительных заливаемых частей, таких, как, напр. Silizium Preforms (LOKASIL метод) или усиления волокном постели под подшипники. Впрыск расплава, как это делается при литье под давлением, повредил или разрушил бы эти чувствительные части, сделав данную отливку негодной. Благодаря отсутствию турбулентности при заполнении формы прессованные части полностью термообрабатываемы для увеличения прочности.
Изготовление гидроцилиндров
















Изготовление гидроцилиндров на заказ по чертежам.
По адресу: улица Горбунова 12к2с1.
Мастера своего дела трудятся в производственном цехе, который оборудован:
– стендом для разборки гидроцилиндров;
– кран-балкой грузоподъёмностью 5 тонн;
– токарным, фрезерным и прочими современными станками.
Производим гидравлические цилиндры любых размеров для спецтехники.
Этапы изготовления:
– согласование технических параметров и чертежа;
– подбор штока и гильзы;
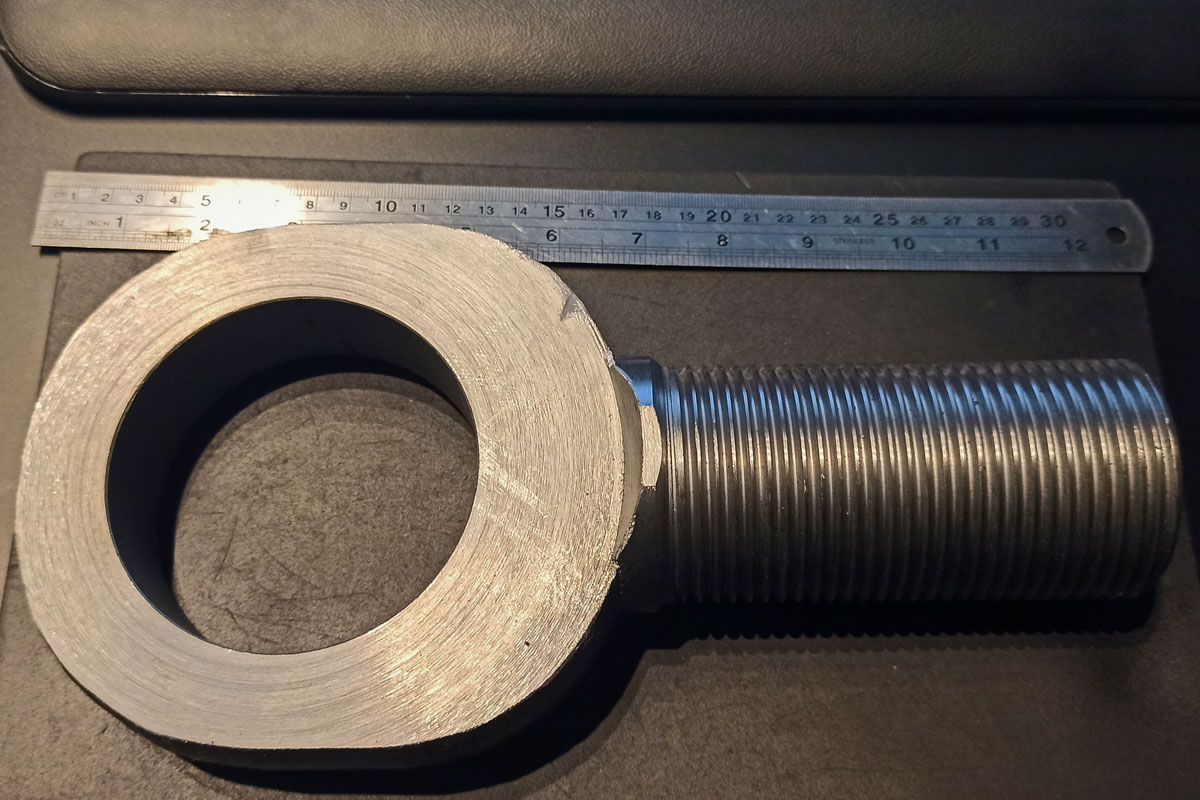
– изготовление поршня, буксы и проушин;
– изготовление ремкомплектов уплотнений методом точения на станке SKF;
– мехобработка и токарно-сварочные работы;
– сборка и наладка с последующей проверкой на герметичность.
На изготовленный гидроцилиндр предоставляется гарантия.
Обращайтесь к нашим специалистам за консультацией.
Блок цилиндров двигателя
Блок цили́ндров — неподвижная, цельная деталь кривошипно-шатунного механизма (далее КШМ), которая объединяет собой цилиндры двигателя. Изготавливается методом отлива из чугуна. Иногда блок цилиндров отливают из литейных алюминиевых, а также магниевых сплавов. В блоке цилиндров устанавливается коленчатый вал на специальные опорные поверхности. Верхняя часть блока цилиндров закрывается головкой блока цилиндров. А снизу к блоку цилиндров крепится картер. Блок цилиндров основная деталь двигателя, к которой крепятся другие детали двигателя.
Читайте также: Шланг рулевого цилиндра газ 3308
Двигатели с блоком цилиндров имеют водяную (жидкостную) систему охлаждения, а полости, по которым циркулирует охлаждающая жидкость, называются рубашкой охлаждения двигателя.
Материал изготовления блока цилиндров и гильз цилиндров
В зависимости от рабочего объёма и других технических и эксплуатационных характеристик, назначения, существует несколько вариантов компоновки (расположения цилиндров двигателя), а также несколько материалов для изготовления блока и цилиндра.
Так как в цилиндре возникают условия переменных давлений в надпоршневой полости, внутренняя поверхность стенок цилиндров соприкасается с пламенем и горячими газами (температура которых составляет от 1500—2500 °С), такая деталь должна изготавливаться из высокопрочных материалов с большой механической прочностью. Скорость скольжения поршневых колец по стенкам цилиндров достаточно большая от 12 до 15 м/сек, поэтому внутренние стенки цилиндра должны иметь повышенную жесткость. В этом случае увеличится срок службы цилиндра (гильзы цилиндра) и деталь будет более устойчива к разным видам износа (абразивным, коррозийным и эрозийным). Если поверхность блока цилиндров износилась выше допустимых пределов (что определется методом дефектации блока цилиндров), необходимо провести ремонт блока цилиндров.
Если нет ограничений по массе двигателя, например тракторный двигатель, то блок цилиндров изготавливается из перлитного чугуна.
На транспортных двигателях, где есть ограничения по массе, применяю более легкие алюминиевые и магниевые сплавы для изготовления блока цилиндров.
Преимущества блоков цилиндров из серого чугуна:
- низкая стоимость;
- высокая технологичность литья;
- стабильность свойств материала;
- возможность ремонта трещин блока (запайкой, заваркой, эпоксидным клеем);
- высокая твёрдость и жёсткость поверхностей, устойчивость к перегреву;
Недостатки чугунов
Главный недостаток чугуна большая масса (плотность выше в 2,7 раза), и меньшая теплопроводность.
Блоки цилиндров из алюминия
Алюминиевые сплавы более дорогие, но алюминиевые блок цилиндров имеют гораздо меньшую массу. Алюминиевые сплавы имеют ряд особенностей, которые следует учитывать при изготовлении и эксплуатации блоков цилиндров.
Производство гидроцилиндров
ООО «Гидротехмаш» | Производство гидроцилиндров и оборудования
Производство гидроцилиндров по индивидуальному техническому заданию (ТЗ) заказчика
Наличие собственного конструкторского отдела обеспечивает постоянное обновление ассортимента выпускаемой продукции, внедрение в производство новых технологий

Гидроцилиндр VOE 14523665
ковш экскаватора VOLVO EC240
Гидроцилиндр поворотного захвата
погрузчика BALKANCAR
Гидроцилиндр 52539192 выдвижения стрелы
MANITOU MLT 731-120 MLT 735, MLT 741
Гидроцилиндр 52597066 подъема стрелы
MANITOU MLT 731-120 MLT 735, MLT 741
Гидроцилиндр RE 231242 задней навески трактора JOHN DEERE
Гидроцилиндр 563/60104 стабилизации стрелы JCB 531-70, JCB 541-70
Гидроцилиндр 36005050 прессующей плиты мусоровоза NTM-KGH
Гидроцилиндр 6413350903003 PENTA (аналог)
Гидроцилиндр 36008050 подающей плиты мусоровоза NTM-KGH
Изготовление ГИДРОЦИЛИНДРОВ –одно из основных производственных направлений ООО «Гидротехмаш».
Мелкосерийное производство гидроцилиндров для :
- мобильной техники(автодорожная,строительная и сельскохозяйственная) АНАЛОГИ к MANITOU, JCB, HITACHI, DOOSAN, HYNDAI, KOMATSU, CATERPILLAR, BOBCAT, VOLVO, SDLG, XCMG, JOHN DEERE, NEW HOLLAND, FENDT, AMAZONE, LEMKEN, KVERNELEND, CLAAS, CASPARDO, KINZE.
- прессов различных типов
- нефтегазовой и горнодобывающей промышленности
- станков и оборудования
- подъемников различных типов
- Поступление от заказчика заявки на гидроцилиндр. Заявка может быть в любом виде. Это может быть эскиз, сборочный чертеж или вообще образец гидроцилиндра. На данном этапе происходит расчет стоимости гидроцилиндра.
- Разработка и согласование с заказчиком чертежа общего вида, на котором проставлены габаритные и присоединительные размеры. На этом этапе происходит согласование мелких технических моментов, которые не влияют на конечную цену гидроцилиндра.
- Разработка полного комплекта документации для изготовления гидроцилиндра. Все чертежи передаются в производство.
- Изготовление деталей и узлов гидроцилиндра.
- Сборка гидроцилиндра. При этом применяется специализированная оснастка и стендовое оборудование.
- Испытание гидроцилиндра. При этом контролируется работоспособность гидроцилиндра, проверка на прочность, герметичность и т.д.
- Окраска, упаковка в тару, если это необходимо, и отгрузка гидроцилиндра заказчику.
Типы производимых гидроцилиндров
Гидроцилиндр с проушинами
Гидроцилиндр с гидроклапанами
Гидроцилиндр с датчиком линейного перемещения
Конструктивные элементы гидроцилиндров
Проушина вилка гидроцилиндра
Проушина гидроцилиндра с внутренней резьбой
Проушина гидроцилиндра с наружной резьбой
Проушина передняя приварная
Крышка передняя гидроцилиндра на болтах
Крышка передняя гидроцилиндра на резьбе
Крышка передняя с флянцем
Производство гидроцилиндров по индивидуальному техническому заданию (ТЗ) заказчика.
В технологии изготовления гидроцилиндров применяем высококачественные комплектующие европейского производства: штоки и трубы хонингованные компании NIMET SRL, уплотнения ASTON SEALS (Англия), GUARNITEC (Италия), KASTAS (Турция-Германия)
Читайте также: Правильная четырехугольная пирамида описанная около цилиндра
Пример обозначения гидроцилиндра ГЦ200.100-400.01.01.0.D
| ГЦ | 200 | . | 100 | — | 400 | . | 01 | . | 01 | . | 0 | . | D |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
Пояснение к структурной схеме обозначения
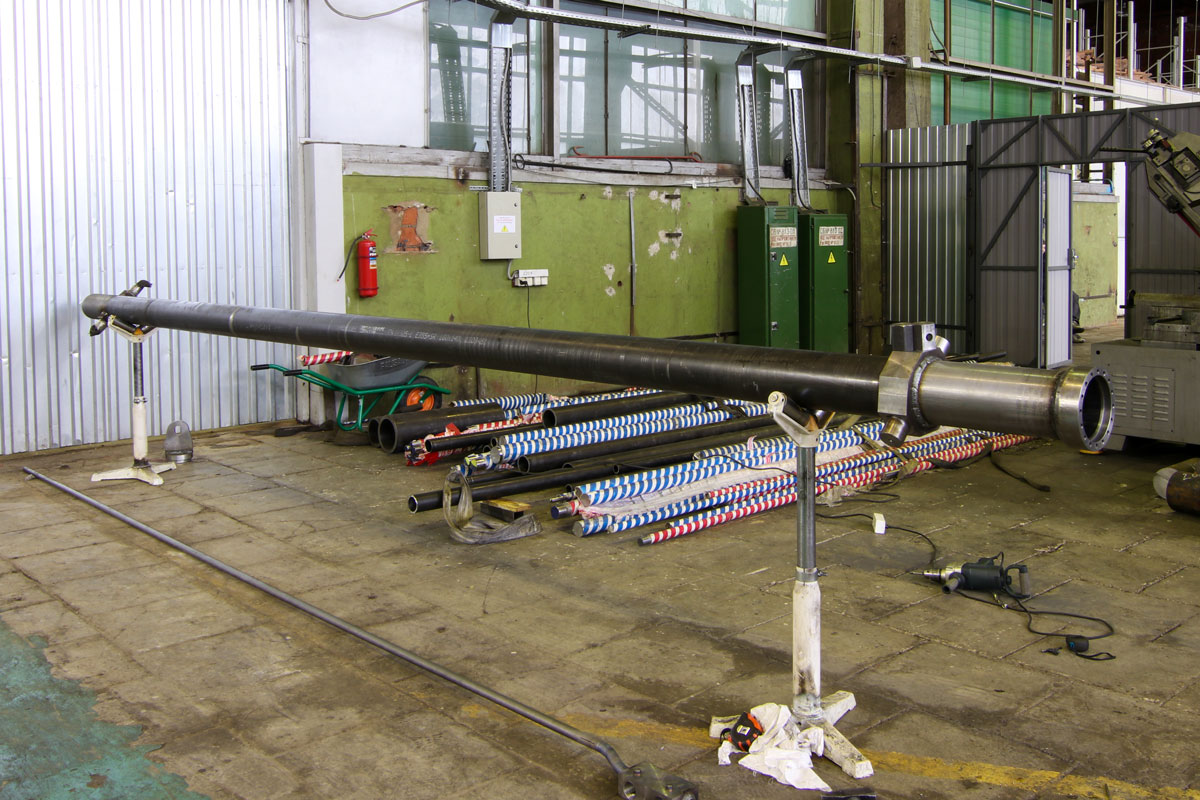
Изготовление нового гидроцилиндра по вашему образцу, чертежу или эскизу диаметром поршня до 320мм и ходом до 5м.
Гидроцилиндры с гидротормозами и клапанной аппаратурой.
Наша организация сотрудничает с предприятиями различных отраслей, и очень часто у наших заказчиков  возникает необходимость в изготовлении гидроцилиндров, которые конструктивно просты, но при этом работают в специфических условиях. Это могут быть гидравлические цилиндры, которые работают при экстремальных температурах, как положительных, например, для литейного производства, так и отрицательных, то есть для климатических условий с низкими температурами окружающей среды. Стоит учитывать и другие особенности эксплуатации изготавливаемых гидроцилиндров.
возникает необходимость в изготовлении гидроцилиндров, которые конструктивно просты, но при этом работают в специфических условиях. Это могут быть гидравлические цилиндры, которые работают при экстремальных температурах, как положительных, например, для литейного производства, так и отрицательных, то есть для климатических условий с низкими температурами окружающей среды. Стоит учитывать и другие особенности эксплуатации изготавливаемых гидроцилиндров.  В таком случае необходимо особенно ответственно подходить к выбору материалов для изготовления деталей цилиндра. Стоит упомянуть и о гидроцилиндрах с нестандартной конструкцией. На данный момент у наших клиентов все чаще возникает необходимость в производстве специализированных гидроцилиндров с нестандартной конструкцией. Прогресс не стоит на месте, оборудование становится все более и более сложным, и не всегда удается применить гидроцилиндры со стандартными техническими решениями. Это могут быть гидроцилиндры повышенной прочности, для повышения коэффициента запаса в условиях динамических нагрузок, гидроцилиндры с жесткими требованиями по габаритным ограничениям, высокоскоростные гидроцилиндры и т.д. В любом случае, технические специалисты нашей компании помогут с решением любых вопросов, которые касаются особенностей эксплуатации гидроцилиндров (гидравлических цилиндров).
В таком случае необходимо особенно ответственно подходить к выбору материалов для изготовления деталей цилиндра. Стоит упомянуть и о гидроцилиндрах с нестандартной конструкцией. На данный момент у наших клиентов все чаще возникает необходимость в производстве специализированных гидроцилиндров с нестандартной конструкцией. Прогресс не стоит на месте, оборудование становится все более и более сложным, и не всегда удается применить гидроцилиндры со стандартными техническими решениями. Это могут быть гидроцилиндры повышенной прочности, для повышения коэффициента запаса в условиях динамических нагрузок, гидроцилиндры с жесткими требованиями по габаритным ограничениям, высокоскоростные гидроцилиндры и т.д. В любом случае, технические специалисты нашей компании помогут с решением любых вопросов, которые касаются особенностей эксплуатации гидроцилиндров (гидравлических цилиндров).
Как правило, процесс заказа и изготовления гидроцилиндра выглядит следующим образом. 





На все гидроцилиндры предоставляется гарантия 12 месяцев.