

В конструкции поршня принято выделять следующие элементы (рис. 5.1):

головку 1 и юбку 2. Головка включает днище З, огневой (жаровой) 4 и уплотняющий 5 пояса. Юбка поршня состоит из бобышек б и направляющей части.
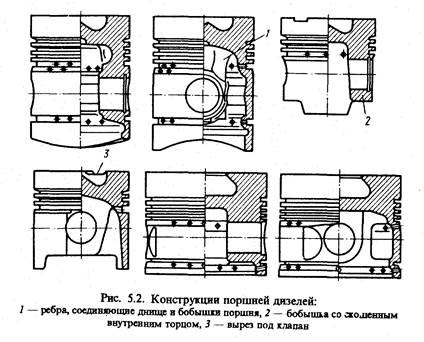
На рис. 5.2 и 5.3 представлены наиболее типичные в настоящее время Конструкции поршней автотракторных двигателей различного типа.
Сложная конфигурация поршня, быстро меняющиеся по величине и направлению тепловые потоки, воздействующие на его элементы, приводят к неравномерному распределению температур по его объему и, как следствие, к значительным переменным по времени локальным термическим напряжениям и деформациям (рис. 5.4).
Теплота, подводимая к поршню через его головку, контактирующую с рабочем телом в цилиндре двигателя, отводится в систему охлаждения через отдельные его элементы в следующем соотношении, %: в охлаждаемую стенку цилиндра через компрессионные кольца — 60. 70, через юбку поршня — 20. 30, в систему смазки через внутреннюю поверхность днища поршня — 5. 10. Поршень также воспринимает часть теплоты, выделяющейся в результате трения цилиндра и поршневой группы.

КОНСТРУКТИВНЫЕ ПАРАМЕТРЫ ОСНОВНЫХ
ЭЛЕМЕНТОВ ПОРШНЯ
При проектировании поршня используются статистические данные по конструктивным параметрам его элементов, отнесенным к диаметру цилиндра 1) (рис. 5.5, табл. 5.1).
Высота поршня Н определяется в основном высотой головки h При малой Н существенно возрастает влияние на характер движения поршня несоблюдение при производстве и эксплуатации зазоров, допускаемых между его элементами и зеркалом цилиндра, что может интенсифицировать процессы перекладин, нарушение газо- и маслоуплотнения, повышенные износы стенок канавок компрессионных колец.
Высота головки поршня определяет его габариты и массу, в связи с чем ее выбирают минимально необходимой для обеспечения нормального температурного режима ее элементов. Особое внимание при этом обращается на температуру в зоне канавки верхнего компрессионного кольца и в бобышках поршня.

МАТЕРИАЛЫ И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ
Для изготовления поршней автотракторных ДВС в настоящее время в основном используют алюминиевые сплавы, реже серый или ковкий чугун, а также композиционные материалы.
Алюминиевые сплавы имеют малую плотность, что позволяет снизить массу поршня и, следовательно, уменьшить инерционны нагрузки на элементы цилиндропоршневой группы и КШМ. При этом упрощается также проблема уменьшения термического со противления элементов поршня, что в сочетании с хорошей теплопроводностью, свойственной данным материалам, позволяет уменьшать теплонапряженность деталей поршневой группы. К положительным качествам алюминиевых сплавов следует отнести малые значения коэффициента трения в паре с чугунными или стальными гильзами.
Однако поршням из алюминиевых сплавов присущ ряд серьезных недостатков, основными из которых являются невысокая усталостная прочность, уменьшающаяся при повышении температуры, высокий коэффициент линейного расширения, меньшая, чем у чугунных поршней, износостойкость, сравнительно большая стоимость.
В настоящее время при изготовлении поршней используют два вида силуминов: эвтектические с содержанием кремния 11. 14% и заэвтектические — 17. 25%.
Увеличение содержания Si в сплаве приводит к уменьшению коэффициента линейного расширения, к повышению термо- и износостойкости, но при этом ухудшаются его литейные качества и растет стоимость производства.
Для улучшения физико-механических свойств силуминов в них вводят различные легирующие добавки. добавка в алюминиево-кремниевый сплав до 6% меди приводит к повышению усталостной прочности, улучшает теплопроводность, обеспечивает хорошие литейные качества и, следовательно, меньшую стоимость изготовления. Однако при этом несколько снижается износостойкость поршня. Использование в качестве легирующих добавок натрия, азота, фосфора увеличивает износостойкость сплава. Легирование никелем, хромом, магнием повышает жаропрочность и твердость конструкции.
Читайте также: Почему в работе рекомендуется стрелять только по неподвижному цилиндру
Заготовки поршней из алюминиевых сплавов получают путем отливки в кокиль или горячей штамповкой. После механической обработки они подвергаются термической обработке для повышения твердости, прочности и износостойкости, а также для предупреждения коробления при эксплуатации. Кованые поршни пока используются реже, чем литые.
Чугун в качестве материала для поршней по сравнению с алюминиевым сплавом обладает следующими положительными свойствами: более высокими твердостью и износостойкостью, жаропрочностью, одинаковым коэффициентом линейного расширения с материалом гильзы. Последнее позволяет существенно уменьшить и стабилизировать по режимам работы зазоры в сочленении юбка поршня — цилиндр. Однако большая плотность не позволяет использовать его широко для поршней высокооборотных автомобильных двигателей. Данный недостаток может быть частично нивелирован включением в структуру чугуна шаровидного графита, что позволяет отливать элементы поршня существенно меньшей толщины. Как следует из сказанного выше, ни силумины, ни чугун в полной мере не являются оптимальными материалами для изготовления поршней.
В связи с этим в настоящее время ведется активная работа по использованию для поршней керамических материалов, которые наилучшим образом отвечают требованиям, предъявляемым к материалам поршневой группы. Это малая плотность при высокой прочности, термо-, химико- и износостойкости, низкой теплопроводности и необходимом значении коэффициента линейного расширения.
Один из практических способов использования керамики состоит в изготовлении деталей поршня из металло- или полимерокомпозиционных материалов. Матрицей (основой) первого типа материалов является алюминий или магний, а в качестве наполнителя используют керамические и металлические порошки или волокла пористых материалов. Основу полимерокомпозиционных материалов составляют полимерные материалы с наполнителем из волокон углерода, стекла, порошков металлов или керамики. Они обладают малой плотностью, высокими антифрикционными свойствами и применяются для элементов с небольшими тепловыми нагрузками, например для изготовления юбки поршня.
Перспективным является армирование элементов поршня керамическими волокнами из оксида алюминия и диоксида кремния.
При содержании в основном материале до 40. 50% оксида алюминия получается аморфное керамическое волокно с диаметром 2. 3 мкм, успешно работающее при температуре 1200. 1300°С. Если содержание оксида алюминия превышает 70%, получается структура волокна, приближающаяся к кристаллической, что способствует высокой термической стабильности изделия.
Основными проблемами, сдерживающими широкое использование керамики для изготовления поршней автотракторных двигателей, являются хрупкость, низкая прочность на изгиб, склонность к трещинообразованию и усталости, а также высокая стоимость.
Материал поршня должен быть возможно малой плотности, иметь низкий коэффициент линейного расширения, обладать износостойкостью, высокой теплопроводностью, в том числе при повышенных температурах, иметь хорошую обрабатываемость. При этом важными являются комплексные характеристики материала, а не только отдельные его свойства. Так, уровень термических напряжений зависит от величины Еt и т.д. В зависимости от назначения двигателя и типа конструкции поршня могут быть применены различные материалы. Поршни двигателей многих типов, прежде всего автомобильных и тракторных, изготовляют из легких сплавов литьем в кокиль или штамповкой. В первом случае применяются эвтектические силумины типа 4Л25 (11-13% Si) и заэвтектические. содержащие присадки меди, никеля, магния и марганца. Поршни штампуют из сплавов АК4 и АК4-1, отличающихся высокими прочностными свойствами при повышенных темперах.
Читайте также: Регулировка тнвд мтз 1221 моторпал 6 цилиндров
Несмотря на то, что масса поршней из алюминиевого сплава меньше массы поршней из чугуна, последний также применяется для изготовления поршней быстроходных двигателей. Из легированного серого и высокопрочного чугунов типов СЧ 24-СЧ 45 и ВЧ 45-5 изготовляют поршни форсированных тепловозных и среднеоборотных двигателей. При повышенной по сравнению с алюминиевыми сплавами температуре плавления чугуна устраняется обгорание кромок на поверхностях, обращенных к камере сгорания.
В составных поршнях для изготовления головки применяют жаростойкие стали типа 2ОХЗМВФ. На изготовление из стали переходят, если максимальная температура в наиболее нагретых зонах поршня превышает ориентировочно 450С. В ряде случаев (накладки поршней двухтактных двигателей) применяют высоколегированные жаропрочные стали. В табл. 11 приведены некоторые теплофизические и механические характеристики ряда материалов поршней с учетом зависимости их от температуры.
Поршень двигателя внутреннего сгорания: технология упрочнения и новейшие достижения

Современные поршневые двигатели внутреннего сгорания — крайне сложные системы, в состав которых входит большое количество элементов. Один из них — поршень, наиболее важная и специфическая деталь в современных двигателях. Для того, чтобы выдерживать значительные механические нагрузки и тепловые удары, поршень должен быть одновременно и легким, и прочным.
О задачах, которые приходится решать при конструировании и производстве поршней, а также о современных технологиях их упрочнения рассказывает основатель проекта ZENTORN (компания-резидент Инновационного центра “Сколково”), Дмитрий Лебедев.
Почему поршень настолько важен?
Как и говорилось выше, он должен быть легким и прочным, чтобы выдерживать все расчетные нагрузки. Кроме того, поршень должен обладать одновременно высокой термоциклической стойкостью основных рабочих поверхностей, износостойкостью и низким трением тронковой части при минимально возможном зазоре в цилиндре.
Зачем? Это очень важно для герметизации камеры сгорания топливно-воздушной смеси, с тем, чтобы избежать прорыва газов из камеры сгорания в картер, а также поступления масла в обратном направлении. В идеальном варианте расход масла должен быть минимальным, а детали двигателя должны работать в режиме жидкостного трения.
В большинстве случаев причиной выхода из строя ДВС является износ элементов:
- В бензиновом двигателе основные повреждения получает поршень из-за высокой температуры его нагрева и резких перепадов температур. При протекании рабочего процесса происходит снижение предела прочности материала.
- В дизельном двигателе износу подвергаются и детали цилиндро-поршневой группы (ЦПГ), и камера внутреннего сгорания. Причиной служат переменные напряжения, вызванные воздействием переменного давления газов в цилиндре в течение рабочего цикла.
- Низкочастотные колебания температуры поршня, связанные со сменой режимов работы двигателя; высокочастотные циклические термические колебания, обусловленные изменением температуры материала в поверхностном слое камеры сгорания в течение каждого рабочего цикла.
Из-за разрушения элементов проявляются три основные проблемы: падает мощность двигателя, увеличивается расход горючего и смазочных материалов, возрастает объем выбрасываемых вредных газов.
Неслучайно поршень является центром концентрации технических новшеств, которые заложены в конструкцию двигателя. В последние годы автопроизводители идут по пути оптимизации конструкции поршня и уменьшение его массы для снижения инерционности — активнее используют поршни без вставок и пазов. Это объясняется тем, что автомобильные двигатели последнего поколения часто оснащаются алюминиевым блоком цилиндров. Соответственно, поршни понадобилось облегчить без ухудшения их термозащитных, прочностных и других эксплуатационных характеристик.
Читайте также: Как называется маленький сосуд в форме цилиндра
Кроме того, были разработаны и эффективные методы получения заготовок поршней, включая штамповку (ковку) и «жидкую» штамповку. Все это дало возможность усовершенствовать поршни и технологию их производства.
Методы упрочнения поверхности поршней
Существует ряд методов, один из них — технология электрического осаждения на поверхности металлов электрохимических покрытий с применением различных композиций. Метод осаждения состоит в следующем: из раствора электролита на поверхность днища поршня осаждаются неметаллические включения (бориды, сульфиды, карбиды, оксиды и т.д). Благодаря атомарному воздействию на поверхностные слои алюминия, прочностные характеристики полученного пленочного покрытия превышает твердость основного металла, что повышает термостойкость и прочностные характеристики.
Перспективным методом упрочнения является микродуговое оксидирование (МДО). Он заключается в формировании в поверхностных слоях группы вентильных металлов керамических покрытий с уникальным комплексом свойств, значительно превосходящих по своим термоизоляционным и прочностным характеристикам основной металл. Отличительной особенностью процесса в появлении на границе металл-электролит микроплазменных разрядов – плазмохимическом и термическом воздействии.
Технология ZENTORN: применение стэка технологий
Когда резервы свойств материалов практически исчерпаны, а эксплуатационные потребности в увеличении литровой мощности и нагрузки на элементы цилиндропоршневой группы неуклонно растут, возникает необходимость решения комплексной задачи: повышения эксплуатационных характеристик без изменений конструкции двигателя.
Результатом решения технической задачи группой разработчиков технологии «ZENTORN» является модель поршневого ДВС со штампованным поршнем с нирезистовой вставкой и двухслойным термобарьерным керамическим покрытием.
Был применен стэк технологий:
- Метод микродугового оксидирования за счет поверхностного упрочнения сплавов, который позволил достичь увеличения термоциклической стойкости и обеспечить тепловую динамическую защиту камеры сгорания ДВС (дна поршня и сферы головки цилиндра).
- Для уменьшения износа канавки первого компрессионного кольца при помощи изотермической штамповки и порошковой металлургии была изготовлена вставки из чугуна (нирезиста), что уменьшило износ в паре трения: поршень-компрессионное кольцо. Получаемые заготовки характеризуются повышенными механическими свойствами, хорошей проработкой микроструктуры и минимальными припусками.
Технический эффект от использования разработки:
- повышение температуры в камере сгорания;
- увеличение полноты сгорания топлива;
- снижение уровня выбросов угарного газа (СО), углекислого газа (СО2) и углеводородов в окружающую среду (достигнута конверсия углеводородов до 40% для бензиновых двигателей);
- уменьшение тепловой нагрузки на систему охлаждения и другие детали двигателя (предельная термостойкость модификационного слоя составляет до 490 С в рабочем режиме, тепловой удар — до 2600 С, теплоизоляция материала подложки — до 1 Вт*К/М);
- увеличение КПД ДВС /возможно увеличение до 20% в форсированном режиме;
- повышение надежности, износостойкого и эффективности работы штампованных поршней ДВС, твердость модификационного слоя составляет— до 2500 HV по Викерсу;
- снижение общего веса и инерционности двигателя, по сравнению с двигателями со стальными и составными поршнями.
Эффективность технологии была проверена на серийном шестицилиндровом дизельном двигателе. Также были подтверждены улучшенные технико-эксплуатационные характеристики. На испытаниях двигатель форсировали до максимального давления рабочего процесса (до 170 кгс/см²). Это позволило получить прирост мощности двигателя 21% в сравнении с базовым (540 л.с.) без снижения степени сжатия. При этом двигатель остался в работоспособном состоянии.