

Регулировка клапанов — операция ответственная, стоит недешево. Владельцы многих современных авто избавлены от расходов благодаря гидроопорам (гидрокомпенсаторам) — они поддерживают нужный зазор автоматически. Но усложнение системы снижает ее надежность (пусть даже теоретически) и ремонтопригодность. Скажем, «Хонда», известная супернадежными моторами, не спешит отказываться от привычного упорного винта с контргайкой, тем более что заводская регулировка зачастую сохраняется и через 100 тыс. км. Из отечественных машин подобной стабильностью зазоров могут похвастать лишь отдельные экземпляры «самар» и «десяток».
В механизме с регулировочными шайбами (переднеприводные ВАЗы) при отсутствии посторонних звуков проверять зазоры достаточно раз в 30 тыс. км. На отечественных машинах с рычагами в приводе ГРМ («Жигули», «Москвич», «Волга», «Запорожец») это желательно делать при каждом ТО. Подобный привод в иномарках требует меньше внимания (например, на «Хонде» — раз в 40 тыс. км).
Основные принципы регулировки большинства моторов схожи. Прежде всего дайте двигателю остыть. Чем ближе будет его температура к указанной в руководстве по ремонту (обычно 15–25°С), тем точнее измерения. С увеличением температуры зазоры растут, и многие мастера регулируют их «на горячую», внося поправку. Однако для разных двигателей эта зависимость неодинакова, да и остывают детали с разной скоростью. Поэтому лучше не торопиться, а, пока остывает, сменить масло, фильтры, проверить работу светотехники и т. п.
На многих автомобилях зазор измеряется под регулировочным винтом и для его контроля достаточно обычного набора щупов шириной около 10 мм. Для «классики» понадобится широкий щуп (фото 1). Узкий может дать ошибку из-за перекоса рычага клапана. В «Жигулях» зазоры для впускных и выпускных клапанов одинаковы и равны 0,15 мм (допустимый разброс 0,14–0,17 мм). Измерить зазор с такой точностью одним щупом непросто, но подходящих наборов в продаже не встретишь, поэтому приходится тренировать чувствительность мышц. Если щуп 0,15 мм гнется, но в зазор не входит, клапан «пережат». Если щуп проходит почти без усилия, зазор велик.
Иногда точно выставить зазор не удается — при затяжке контргайки он «уходит». В этом случае его можно оставить больше, но ни в коем случае не меньше положенного. Многих вводит в заблуждение поправочная таблица, в которой указаны зазоры для «горячей» регулировки — они тем больше, чем горячее двигатель. Но не стоит забывать, что они даются для остановленного двигателя. На работающем моторе зазоры не увеличиваются, а, наоборот, уменьшаются, так как клапаны нагреваются (и удлиняются) намного сильнее других деталей газораспределительного механизма.
Мотор с «перетянутыми» клапанами работает тише, но на некоторых режимах клапан может перестать закрываться, его тарелка не сможет отдать тепло головке цилиндров, начнет перегреваться еще больше и т. д. Кончается этот процесс прогаром клапана; двигатель троит, не тянет. Иногда осколок тарелки повреждает поршень и цилиндр. Убедиться, что клапаны были перетянуты, можно, сняв распредвал: на тыльной (нерабочей) стороне кулачков увидите следы износа.
Как показывает опыт, нерабочая поверхность кулачков распредвала «Жигулей» не всегда идеальна: эксцентриситет (биение) порой достигает 0,04 мм. Это выяснится, если проверить зазор при разном положении кулачка — после закрытия клапана и перед его открытием. Так, установив распредвал в положение, когда метка (лунка) на его шестерне направлена вверх, проверяем зазоры у клапанов 6, 7, 8, 4. Повернув коленвал на 180° (распредвал повернется на 90°), проверяем клапаны 7, 4, 3, 1. Еще один поворот — 3, 1, 2, 5 и, наконец, 2, 5, 6, 8. Если результаты измерений совпали для всех клапанов — вам повезло. Иначе при выставлении зазора придется ориентироваться на наиболее «зажатое» место.
Читайте также: Притрутся ли клапана сами во время работы
Для регулировки зазоров на «Жигулях» продаются специальные приспособления с часовым индикатором. Теоретически они обеспечивают большую точность, чем щуп, и позволяют регулировать зазоры на неостывшем двигателе. На практике не все гладко. Так, в нашем приспособлении для одновременной регулировки пары клапанов (фото 2) оси отверстий под индикатор не совпадают с осями регулировочных болтов. В результате ножка индикатора смещается от середины рычага (в кружке на фото 2). В свободном состоянии рычаг нередко слегка перекошен, что вносит ошибку в измерения, хоть и небольшую. Другое приспособление (фото 3) мы вообще не смогли без доработки установить на двигатель: головка винта упиралась в индикатор. Пришлось сточить ее, как показано стрелкой на фото 4.
В двигателях, подобных VAZ 2108, где зазоры регулируют подбором шайб, точность регулировки обеспечить намного легче. Да и допуск для «Самары» втрое больше, чем для «классики». Зазоры впускных клапанов — 0,20±0,05 мм, выпускных — 0,35±0,05 мм. Если у впускных клапанов щуп 0,15 мм не входит в зазор между шайбой и распредвалом или же проходит щуп 0,25 мм (для выпускных — 0,3 и 0,4 мм соответственно) — регулировка обязательна. Для этого понадобится специальное приспособление (фото 5). Его закрепляем на шпильках крепления крышки головки цилиндров штатными гайками с шайбами.
Поворачиваем коленвал так, чтобы кулачок регулируемого клапана был направлен вверх. Маленьким шприцем отсасываем масло из углублений вблизи толкателей (фото 6) — так удобнее ориентировать толкатель и извлекать шайбу. Шилом или тонкой отверткой поворачиваем толкатель так, чтобы прямоугольный вырез «смотрел на нас» (фото 7). Нажимая рукой на рычаг приспособления, утапливаем толкатель и устанавливаем между его бортиком и распредвалом фиксатор (фото 5). Шилом подцепляем шайбу и пинцетом извлекаем ее (фото 8). Не суйте под распредвал пальцы — если фиксатор толкателя вдруг выскочит, серьезной травмы не избежать. Толщину новой шайбы (она маркирована на ее поверхности) подбираем с учетом фактической толщины старой, измеренной микрометром (фото 9). Если последняя несильно изношена, ее можно использовать повторно, при регулировке других клапанов. Для хранения шайб очень удобна касса с кармашками из полиэтиленовой пленки. Новую шайбу устанавливаем в толкатель маркировкой вниз, после чего приспособлением вновь утапливаем толкатель и извлекаем фиксатор.
Владельцы иномарок иногда переделывают «восьмерочное» приспособление, а порой обходятся и без него — фиксатором толкателя подходящего размера. Для этого, вывернув свечи, поворачивают коленвал, пока толкатель не утопит кулачок распредвала, вставляют фиксатор и аккуратно вращают валы дальше, пока кулачок не сойдет с шайбы. После замены шайбы вращают распредвал назад специальным ключом за его шестерню. За коленвал вращать нельзя, иначе ремень нагружается неправильно.
Использовать шайбы меньшего диаметра или обтачивать большие не стоит. Эрзац-шайба в таком ответственном и высоконагруженном узле быстро износится, а то и хуже — испортит другие детали. К тому же порой удается обойтись вообще без покупки шайб, просто поменяв их местами.
1. Дайте двигателю остыть до температуры 15–25°С.
2. Замеры проводите не менее двух раз, провернув распредвал на полный оборот. Если результаты не совпадают, измерьте зазоры еще раз.
3. По возможности используйте пару щупов — «проходной» и «непроходной».
Читайте также: Блок клапанов мерседес 220 управление пневмоподвеской
Как пользоваться микрометром?

1. Из чего состоит микрометр и для чего он нужен
Измерительный прибор служит для получения значений линейных размеров с высокой точностью. В отличие от других ручных средств измерений, например штангенциркуля, он позволяет получать данные с точностью до сотых долей миллиметра, т.е. до микрон. Можно измерять толщину деталей, их диаметр или сечение. Это требуется для контроля размеров, подгонки элементов, выполнения дублей деталей.
Существуют микрометры различных типов. О них вы можете почитать в статье на нашем сайте. Наиболее распространены так называемые гладкие приборы. Они находят применение как в профессиональной сфере, так и в быту. О них сейчас пойдет речь. И начнем мы с конструктивных особенностей.
Понять, как работать с микрометром, будет проще, когда вы познакомитесь с его деталями. Ведь так станет ясно, за что отвечает каждая. Для наглядности конструкцию прибора представляем на рис. 1.
Рис. 1. Устройство инструмента
Основой конструкции является С-образная скоба, с обеих сторон которой находятся измерительные поверхности – неподвижная пятка и подвижный винт. Между ними помещают измеряемую деталь. Зажим на скобе нужен для фиксации полученного значения, например, чтобы сравнивать одну деталь с другой.
Вторая часть устройства – это стебель с горизонтальной шкалой и барабан с вертикальной шкалой. На конце находится гайка с трещоткой – ее вращают для регулировки хода винта. Самое главное – шкалы измерений. На стебле нанесена горизонтальная шкала, которая уходит вглубь под цилиндр. Часть ее открывается при регулировке винта в зависимости от толщины зажимаемой детали. На шкале имеется прямая линия, которая является эталонной риской. С одной ее стороны расположены деления с шагом в 1 мм, а с другой – деления с таким же шагом, только они смещены на 0,5 мм в сторону. Это сделано с расчетом на то, что один поворот барабана смещает винт ровно на 0,5 мм. Вертикальная шкала на цилиндре барабана имеет деления с шагом в 0,01 мм.
Конструкция прибора достаточно проста, и при правильном использовании можно легко добиться точных измерений. Однако если вы впервые будете работать с микрометром, познакомьтесь с базовыми рекомендациями. Так вы сможете избежать наиболее распространенных ошибок и с первых же попыток будете с микрометром на «ты».
2. Подготовка к работе
Как пользоваться микрометром правильно? Для начала разберемся с его настройкой. Важным навыком является установка нулевой отметки. Это понадобится как в начале работ, допустим, для проверки точности устройства, так и в процессе эксплуатации, например, если вы предположили, что настройки сбились.
Измерительные поверхности нужно протереть. На них не должно быть грязи и пыли. Выкрутите барабан с винтом – отделите его от стебля микрометра. Цилиндр барабана пока не закреплен и находится в свободном вращении. Он становится неподвижным, когда его фиксирует гайка с трещоткой. Гайкой вращаем винт до тех пор, пока губки не сомкнутся. Трещоткой до щелчка подтягиваем винт, чтобы зафиксировать измерительные поверхности. Барабан вращают, пока нулевая точка на его шкале не совпадет с эталонной риской на стебле. Это и есть нулевое положение.
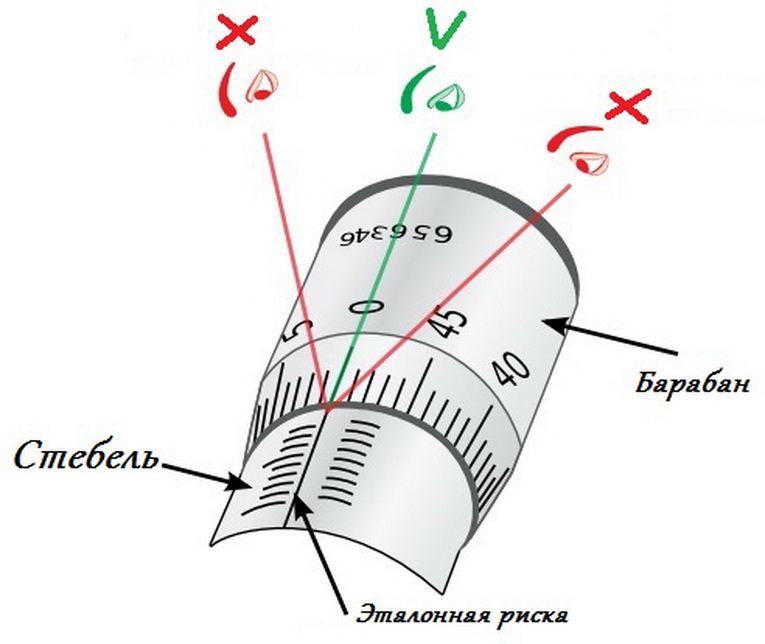
Важно знать! При выставлении нуля смотрите на шкалу под прямым углом и лучше со стороны барабана. Деления должны совпасть точно. Если смотреть сверху или снизу, визуально можно ошибиться с рисками и получить неверное нулевое положение. Верный принцип показан на рис. 2.
Рис. 2. Угол обзора при выставлении нуля
Когда деления совмещены правильно, нужно их зафиксировать. Здесь важно знать, как пользоваться микрометром: его держат за цилиндр и аккуратно подтягивают гайку. Ни в коем случае не держитесь за скобу, иначе настройка может сбиться.
Читайте также: Коромысло клапана с гидрокомпенсатором
Важно знать! У некоторых моделей в комплекте идет эталонный вкладыш, например, на 25 или 75 мм. Это микрометры, диапазон измерений которых начинается не с нуля, а со значения, соответствующего этому вкладышу. В таком случае нулевую отметку проверяют по этой эталонной детали. Пример показан на рис. 3.
Рис. 3. Инструмент с эталонным вкладышем

3. Как правильно проводить измерения
Чтобы научиться пользоваться микрометром, возьмите небольшую металлическую деталь. Это может быть гвоздь или сверло. Лучше заранее знать диаметр или его значение, которому он должен соответствовать (не факт, что заявленный размер соответствует действительности). Алгоритм измерений можно описать в 3 простых шага.
Шаг 1. Помещаем деталь между измерительными поверхностями. Для этого путем вращения барабана даем ход винту – раскрываем микрометр для измерения.
Шаг 2. Зажимаем деталь, вращая гайку трещотки. Как только вы услышите щелчки, вращение нужно прекратить.
Шаг 3. Смотрим значения. Размер вычисляется так: к значениям на горизонтальной шкале прибавляются значения на вертикальной шкале. Подробнее об этом расскажем дальше.
Важно знать! Не зажимайте деталь вращением барабана, иначе есть риск сдавить ее и получить неверные измерения. Такого не случится при фиксации трещоткой, так как она регулирует усилие и подает сигнал щелчками.
Рассмотрим пример на рис. 4. Сначала считаем целые значения на горизонтальной шкале – от нуля получается 4 деления. Затем смотрим на сотые – отметка после четырех делений на 0,5 мм четко совпала с началом барабана. Значит, по горизонтальной шкале получается 4,5 мм. Остаток сотых вычисляем по вертикальной шкале. В нашем примере с эталонной риской совпало 2 деления (что равно 0,02 мм). Значит, толщина детали составит 4,52 мм. Если метку на горизонтальной шкале в полмиллиметра не видно, надо сразу смотреть на значения вертикальной шкалы.
Рис. 4. Пример вычисления микрометром

Теперь вы знаете, как пользоваться микрометром. Есть еще одна полезная вещь, о которой вам следует знать. Использование зажима. Когда он нужен? Например, для восстановления подшипника необходимо среди множества металлических шариков найти 5 одинаковых по размеру. Берем первый, измеряем его диаметр по описанному выше алгоритму. Фиксируем винт в нужном положении, извлекаем шарик и затем подставляем разные шарики для совпадения размеров. Процесс ускоряется в разы, так как вам не придется раскручивать винт каждый раз при измерении нового экземпляра.
4. Правила ухода за устройством
Важно помнить, что точность измерений зависит от того, как вы обращаетесь с устройством и правильно ли за ним ухаживаете. Необходимо поддерживать в чистоте измерительные поверхности – после каждого использования очищать их, избегать механических воздействий и ударов. Ведь если торцы будут загрязнены или повреждены, контакт с поверхностью измеряемой детали будет неполный – отсюда погрешность и неверные измерения. Рекомендуется хранить микрометр в коробке отдельно от каких-либо инструментов. Так что заранее подготовьте для него аккуратный ящичек либо покупайте прибор уже в комплекте с ним. Для более бережного хранения можно обложить его тонким поролоном, особенно если вы планируете выездные работы.
У вас еще нет микрометра? Тогда пришло время купить его! Вы можете сделать это в нашем интернет-магазине. Мы предлагаем изделия ведущих производителей инструмента: FIT, SCHUT, TOPEX, Зубр, Мастак и др. Выбирайте свой вариант. И пусть ваши измерения будут точны!