

Missing. Все водители знают эту проблему, только на народно – механическом сленге она называется чуть-чуть по-другому.
- Не работает один цилиндр, что делать?
- Где искать причину неработающего цилиндра
- Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
- Вероятные симптомы и причины
- Методы определения
- Как заделать поврежденные места
- Заделывание электросваркой
- Электродуговая сварка
- Заделка трещин ГБЦ
- Приварка заплаты
- Применение эпоксидной пасты
- Ремонт блока цилиндров двигателя
- Устранение трещин цилиндров и водяной рубашки
- Ремонт клапанных седел
- Ремонт направляющих втулок клапанов
- Ремонт направляющих толкателей
- Удаление накипи
- Удаление нагара
Не работает один цилиндр, что делать?
«Троит двигатель» — именно так называется неисправность, когда не работает один цилиндр в двигателе. Бывают случаи, когда не работают два цилиндра, сразу. Но, это происходит очень редко. Поэтому рассмотрим подробно ситуацию с тем, когда не работает один цилиндр.
Тем более, причины возникновения неисправности, их поиск и устранение, в одинаковой мере относятся к ситуации, когда не работают два цилиндра.
По каким признакам вы узнаете, что не работает один цилиндр двигателя? А всё просто. По вибрации кузова, перебоям в рабочем цикле и странному звуку отличающемуся от равномерной работы двигателя. Вы поймёте. Если троит двигатель, это нельзя не заметить по поведению авто.
У водителя мало знакомого с устройством и принципом работы ГБЦ и самого блока цилиндров, возникает вопрос, — а можно ли двигаться (более того долго ездить, если не работает один цилиндр).
В принципе, да, можно. Но, это продлится недолго. Двигатель выйдет из строя или вы «наездите» себе проблем с двигателем, количество которых заставит вас раскошелиться не на кругленькую, а на огромнокруглую цифру.
Прежде, чем проанализировать причины, по которым может не работать один/два цилиндра, коротко рассмотрим последствия пренебрежения данной неисправностью.

К чему приводит движение с неработающим цилиндром двигателя
Топливо, поступая в неработающий цилиндр, не сгорает. Оно перемешивается с маслом. Смывает его с зеркала цилиндра и поступает в картер. Мало того, что сухая поверхность цилиндра подвергается механическим повреждениям, т.н. задиры, так и масло разбавленное бензином, не выполняет свои функции по смазке остальных, работающих цилиндров.
Это, соответственно также ведет к выходу из строя остальных цилиндров. То есть расточка блока цилиндров, а может быть и гильзование, вам обеспечены на 100%.
Ещё одна неприятная новость, если не работает один цилиндр – возможность перегрева двигателя со всеми вытекающими последствиями. Двигатель начинает менять температурный режим. Он греется, ведь масло потеряло своё качество, а оно помимо смазки, выполняет и функцию теплоотвода.
Наверное, достаточно последствий для того, чтобы задуматься, — а можно ли продолжать ездить, если не работает один цилиндр.
Где искать причину неработающего цилиндра
Ремарка такова, что проверка и поиск причины проводятся в условиях гаража. Есть два варианта: механика и электрика (зажигание). Начинать нужно идти по лёгкому пути, а именно с диагностики зажигания.
- Свечи зажигания. Определяем их работоспособность по старинке. Визуально боковой электрод и изолятор должны быть светло-коричневыми, но никак не черными с хлопьями нагара. Закопченный электрод говорит либо о слишком обогащенной смеси, либо о том, что ее забрызгивает маслом. Искрообразование. Вставив свечу в ВВ провод подносим ее на расстояние 1-2 см к блоку цилиндров и делаем прокрутку стартером. Если искра это расстояние «проскакивает», то свеча в порядке, если нет, то меняем.

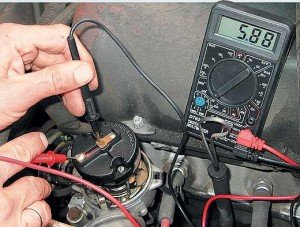
- Высоковольтные провода. Проверяем их на наличие механических повреждений. Проверяем их наконечники. Если на наконечнике ВВ провода есть налет светло-серого цвета, то это указывает на его работу в экстремальном режиме. Сопротивление ВВ проводов проверяется мультиметром. На разных двигателях разная длина ВВ проводов и разное сопротивление. Если не сказано другого, то за постоянную величину сопротивления принято считать 20 Ком. Если сопротивление выше, надо искать причину в ВВ проводе.
- Распределитель зажигания. Если свеча неисправна, то в крышке распределителя зажигания мы увидим «пробой». Обязательно проверяем «уголёк», можно чуть растянуть пружинку.
- Банально перепутаны ВВ провода. И именно из-за этого не работают один или два цилиндра.
Далее переходим к механике.
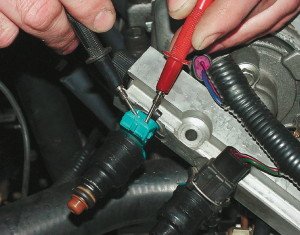
- Инжектор. Вполне возможно, что не работает один цилиндр из-за проблем с инжектором. Это либо неисправность самой форсунки, либо инжектор забился некачественным топливом, вернее тем, что в нём много есть. Кстати, будьте осторожны и разборчивы при применении «супер — чудо» очистителей топлива, которые продаются на каждом углу. В идеале, диагностику и чистку форсунок нужно проводить на стенде.
- ГРМ. Топливо – воздушная смесь попадает в цилиндры в неправильном количестве и неправильного качества. Здесь причин масса. Ремень неправильно установлен, выработка натяжителей, сальник. Выработка распределительного вала, износ гидрокомпенсаторов. Прогорела прокладка ГБЦ, как правило, из-за перегрева двигателя (внимательно посмотрите на себя, когда хотите спросить, — почему он перегрелся) во время спортивного стиля езды, или снижения уровня охлаждающей жидкости.
Вот такие они, традиционные причины того, что не работает один цилиндр двигателя. И это ещё неполный перечень. В любом случае поиск причины приведет вас к желаемому результат, и вы устраните эту неисправность. Самостоятельно либо при помощи сервиса.
Удачи вам в определении причины и устранении неисправности неработающего цилиндра.
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Вероятные симптомы и причины

Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
- Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ. Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
- Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
- Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
- В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
- Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
- Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
- Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.
Читайте также: Главный тормозной цилиндр ваз 2107 чертежи

Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Методы определения

Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
» alt=»»>
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как заделать поврежденные места
Заделывание электросваркой

Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты

Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
» alt=»»>
После просушки склеенный участок зачистить и выровнять шлифовкой.
Ремонт блока цилиндров двигателя
В процессе работы в блоке цилиндров появляются следующие дефекты:
- износ, задиры и риски на зеркале цилиндров;
- трещины цилиндров, водяной рубашки и головки цилиндров;
- износ, трещины и раковины клапанных седел;
- поломка шпилек и болтов крепления головки цилиндров;
- накипь в водяной рубашке;
- нагар в головке цилиндров.
Под действием коррозии, повышенной температуры, трения поршней и поршневых колец стенки цилиндров приобретают овальную форму (эллипсность) в плоскости качания шатуна и конусность по длине цилиндра.
Такой износ происходит по следующим причинам:
- При сгорании топлива в цилиндре газы прорываются в канавки поршневых колец и с силой отжимают их к стенкам цилиндра; при этом сила давления колец по мере движения поршня вниз уменьшается, вследствие чего износ цилиндра в верхней части больше, чем в нижней (конусность); кроме того, условия смазки верхней части цилиндра из-за более высоких температур хуже.
- Сила Р давления газов, действующая на поршень при рабочем ходе, разлагается на две составляющие: А (рис. а), направленную вдоль шатуна, и Б, направленную перпендикулярно оси цилиндра и прижимающую поршень к левой стороне стенки цилиндра (если смотреть со стороны радиатора). При сжатии передаваемая от коленчатого вала шатуну сила также разлагается на две составляющие, из которых одна действует вдоль шатуна и сжимает рабочую смесь, а другая прижимает поршень к правой стенке цилиндра (рис. б). Боковые силы действуют также при тактах впуска и выпуска, но в меньшей мере. В результате действия боковых сил цилиндр изнашивается больше в плоскости качания шатуна и приобретает эллипсность. Более интенсивен износ левой стенки цилиндра вследствие того, что боковая сила при рабочем ходе наибольшая.
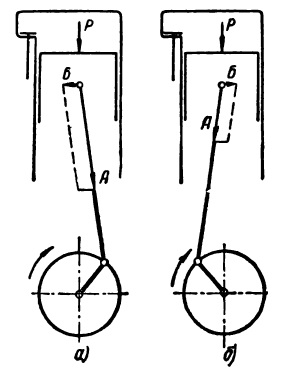
Рис. Схема действия сил:
а — при рабочем ходе; б — при сжатии.
Кроме эллипсности, боковые силы вызывают и конусность, так как по мере движения поршня вниз они уменьшаются.
Риски и задиры на зеркале цилиндра образуются вследствие перегрева двигателя, недостатка смазки и ее загрязненности, недостаточного зазора между поршнем и стенкой цилиндра, плохого крепления поршневого пальца и поломки поршневых колец.
Величину износов цилиндра (эллипсность и конусность) определяют индикатором.
Эллипсность цилиндра измеряют в поясе, расположенном на расстоянии 40—50 мм от верхней кромки цилиндра. Измерение производится в двух взаимно перпендикулярных плоскостях, имеющих износы: наименьший — по оси коленчатого вала и наибольший — в плоскости, перпендикулярной оси коленчатого вала. Разность размеров, показанных индикатором, есть величина эллипсности.
Читайте также: Компрессия в цилиндрах змз 405 евро 2
Для определения конусности индикатор перемещают вдоль цилиндра в плоскости, перпендикулярной оси коленчатого вала. Разность размеров в верхней и нижней частях цилиндра, показанных индикатором, есть величина конусности.
При измерениях индикатор нужно опускать строго по вертикали, не допуская его отклонений в стороны.
Если эллипсность превышает 0,04 мм, а конусность 0,06 мм и имеются риски и задиры, цилиндры необходимо ремонтировать.
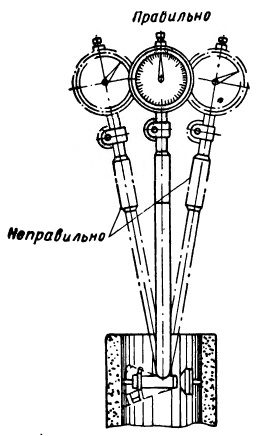
Рис. Установка индикатора в цилиндр.
При ремонте цилиндра увеличивают его диаметр до соответствующего ремонтного размера, затем устанавливают увеличенный поршень.
В зависимости от износа цилиндра применяют следующие способы ремонта:
- шлифование;
- растачивание с последующей доводкой;
- установку гильз (если износ цилиндра. превышает последний ремонтный размер).
Шлифование цилиндров двигателя производят на специальных внутришлифовальных станках. На этих станках шлифовальный камень устанавливают значительно меньшего диаметра, чем цилиндр. Шлифовальный камень имеет три движения: вокруг своей оси, со скоростью 2000—3000 об/мин, по окружности шлифуемого отверстия цилиндра со скоростью 200—300 об/мин и вдоль оси цилиндра.
Процесс шлифования цилиндров — сложный и длительный, особенно при необходимости снятия большого слоя металла. Поверхность цилиндра получается слегка волнистой и забивается наждачной пылью, которая проникает в поры чугуна, что в дальнейшем вызывает ускоренный износ поршневых колец и поршней. Шлифование цилиндров в настоящее время применяется редко.
Растачивание цилиндров производится на расточных станках стационарного или переносного типа. Вертикально-расточной станок переносного тийа прикрепляют при растачивании непосредственно к блоку цилиндров. При этом для растачивания первого и третьего цилиндров блока четырехцилиндрового двигателя станок укрепляют сверху блока болтами, пропущенными через второй цилиндр, а для растачивания второго и четвертого цилиндров — через третий. Перед окончательным закреплением станка на блоке его шпиндель центрируют четырьмя кулачками, раздвигаемыми конусом 12. Резец 10 шпинделя устанавливают на нужный размер по микрометру.
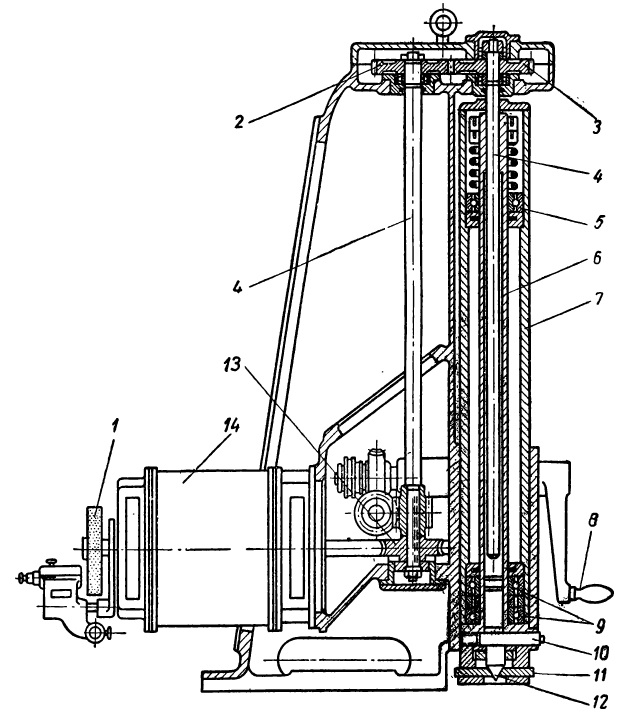
Рис. Вертикально-расточной переносной станок:
1 — шлифовальный камень для заточки резца; 2 и 3 — цилиндрические шестерни; 4 — вертикальные валы; 5 и 9 — шарикоподшипники шпинделя; 6 — шпиндель; 7 — гильза подачи; 8 — рукоятка подъема гильзы подачи; 10 — резец; 11 — кулачки для центрования шпинделя; 12 — центрирующий конус; 13 — червячная передача на вертикальный вал; 14 — электродвигатель.
Вращение от электродвигателя 14 через червячную передачу 13 и вал передается на цилиндрические шестерни 2 и 3 и далее через второй вертикальный вал 4 на шпиндель, соединенный с валом посредством шпонки. После пуска электродвигателя включают автоматическую подачу гильзы 7 и производят растачивание цилиндра. По окончании растачивания гильза возвращается вверх при помощи рукоятки 8. Этот станок позволяет растачивать цилиндры диаметром от 85 до 120 мм при длине растачивания 300 мм.
Недостатком указанного вида растачивания является необходимость доводки, так как на расточенной поверхности остаются следы резца.
Доводка цилиндров производится на специальных или вертикально-сверлильных станках, а также электродрелями при помощи доводочной головки, в которой устанавливают абразивные камни в виде брусков.
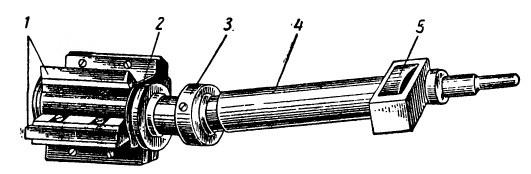
Рис. Доводочная головка:
1 — абразивные камни; 2 — стяжная пружина державок камней; 3 — сферический шарнир; 4 — полый валик; 5 — установочный диск с делениями.
Для разводки брусков внутри полого валика помещен стержень, соединенный шарнирно с винтом установочных конусов головки. На верхнем конце стержня имеется установочный диск. Поворот диска на одно деление изменяет диаметр на 0,005 мм. Доводочная головка свободно вставляется в цилиндр, а при ее вращении шлифовальные бруски под действием центробежной силы расходятся и прижимаются плотно к стенкам цилиндра. Наибольшая разводка камнедержателей не превышает 1,5 мм; поэтому камнедержатели надо подбирать в соответствии с диаметром цилиндра. Скорость вращения головки 200—300 об/мин. Возврагно-поступательное движение вверх и вниз равно от 60 до 80 двойных ходов в минуту.
В процессе доводки головку и стенки цилиндра следует обильно поливать керосином, который смывает частицы металла и камня, а также охлаждает полируемую поверхность цилиндра.
По окончании обработки конусность и эллипсность цилиндра не должны превышать 0,02 мм.
Тонкое растачивание (алмазное) производится резцами из твердых сплавов при больших скоростях резания (150—200 м/мин) и малых подачах резца (0,01—0,02 мм) на один оборот шпинделя. Для растачивания используют специальные вертикально-расточные станки стационарного и переносною типов. После тонкого растачивания доводки не требуется.
Установка гильзы применяется при износе цилиндра, превышающем последний ремонтный размер, или при наличии на его стенках глубоких рисок и задиров. При этом необходимо выполнить следующие операции:
- Расточить цилиндр до диаметра, обеспечивающего установку гильзы, толщина стенок которой должна равняться 2—3 мм после ее растачивания под номинальный размер. В верхней части цилиндра делают кольцевую выточку под буртик гильзы.
- Изготовить гильзу из материала, по возможности близкого к материалу цилиндра. По наружному диаметру гильза должна иметь припуск 0,05—0,15 мм на запрессовку.
- Смазать гильзу и стенки цилиндра маслом и запрессовать гильзу при помощи гидравлического пресса под давлением 20—40 г; в процессе запрессовки наблюдать за показаниями манометра пресса и при резком повышении давления прессование прекратить, так как это указывает на перекос гильзы и может вызвать трещины в блоке.
При отсутствии пресса гильзы можно запрессовывать ручным приспособлением.
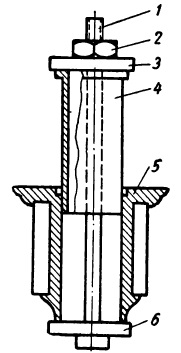
Рис. Приспособление для запрессовки гильзы ручным способом:
1 — винт; 2 — натяжная гайка; 3 и 6 — опорные шайбы; 4 — гильза цилиндра; 5 — блок цилиндров.
Затем следует расточить и прошлифовать гильзу под номинальный или уменьшенный размер цилиндра. Растачиванием под размер меньше номинального предусматривается возможность использования прошлифованных старых поршней.
Устранение трещин цилиндров и водяной рубашки
Трещины на стенках цилиндров и водяной рубашки являются следствием замерзания воды в блоке, заливки холодной воды в перегретый двигатель, неосторожного обращения с блоком при ремонте, запрессовки гильз с большим натягом.
Наличие трещин на стенке цилиндра сопровождается попаданием в него воды, что влечет за собой перебои в работе двигателя и падение мощности. При наличии трещин на стенке водяной рубашки получается подтекание воды по наружной поверхности двигателя. Трещины можно обнаружить путем испытания цилиндров и рубашки подкрашенной водой под давлением в течение 1—2 час. Цилиндры испытывают под давлением 20—25 ат, а водяную рубашку — под давлением 2—3 ат.
Место и размер трещины определяются отложением красящего вещества.
Иногда удается установить наличие трещины и более простым способом. Для этого предполагаемое место трещины смачивают керосином, а затем насухо вытирают и посыпают сухим порошком мела. Через 1—2 часа керосин, проникший в трещину, выйдет на поверхность и даст отчетливую желтую полоску, по которай легко определить наличие и границы трещины.
Читайте также: Если неисправен главный цилиндр сцепления какие признаки
Трещины цилиндра устраняют установкой гильз или газовой заваркой со стороны водяной рубашки (для этого специально вырезают кусок стенки водяной рубашки против трещины цилиндра); при этом подогревают весь блок цилиндров на древесном угле.
Операция заварки — сложная и ответственная и поэтому применяется редко.
Трещины водяной рубашки заделывают штифтовкой, наложением заплат, металлизацией, замазкой и реже сваркой.
Штифтовка производится в следующем порядке:
- Засверливают концы трещины сверлом 4,8 мм и просверливают отверстия по всей длине трещины на расстоянии 8 мм.
- Нарезают резьбу в отверстиях метчиком 6 мм, затем завертывают в отверстия стержни из красной меди и обрезают их ножовкой так, чтобы они выступали на 1,5—2 мм.
- Просверливают отверстия посредине между стержнями и нарезают в них резьбу, затем завертывают стержни, которые должны захватывать ввернутые раньше.
- наложить заплату на место трещины, легкими ударами пригнать ее по месту, пользуясь заплатой как шаблоном, накернить, просверлить отверстия в блоке сверлом 4,8 мм и нарезать в них резьбу метчиком 6 мм;
- смазать заплату суриком, наложить на место и привернуть ее стальными винтами; при наложении заплаты на головку блока под заплату нужно установить свинцовую прокладку;
- расчеканить края заплаты и опробовать блок водой под давлением 2—3 ат.
Металлизацией заделывают небольшие трещины, которые предварительно разделывают крейцмейселем, обезжиривают, после чего металлизируют посредством металлизатора.
Замазкой заделывают только небольшие трещины, причем замазку соответствующего состава наносят на подготовленную трещину и в течение 1—2 час. просушивают. Подготовка трещины заключается в зачистке ее и в обезжиривании.
Мелкие волосяные трещины можно заливать соляной кислотой в смеси с нашатырем; при этом трещина затягивается отлагающейся ржавчиной.
Заварку трещины производят в следующем порядке:
- расфасовывают трещину для получения скоса стенок под углом 45°;
- медленно нагревают блок до температуры 650—700° в термической печи;
- прогретый блок закрывают листовым асбестом, оставляя открытыми только места сварки;
- заваривают трещины чугунными электродами;
- помещают блок в печь и медленно его охлаждают (6—8 час);
- производят механическую обработку шва, затем испытывают блок водой.
Ремонт клапанных седел
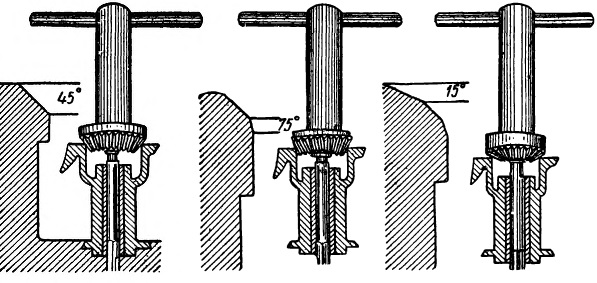
Рис. Последовательность фрезерования клапанного седла.
Небольшой износ клапанного седла устраняют притиркой к нему клапана. При значительном износе клапанное седло фрезеруют конусными фрезами, вначале черновой фрезой с углом 45° (седло выпускного клапана двигателя ЗИС-120 фрезеруют фрезой с углом 30°), затем фрезой с углом 75° (снимают нижнюю фаску) и, наконец, фрезой с углом 15° (снимают верхнюю фаску). После этого седло окончательно обрабатывают чистовой фрезой с углом 45°.
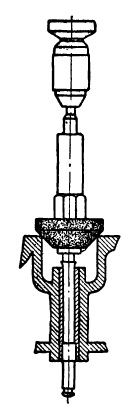
Рис. Шлифование клапанного седла.
Фрезерование можно производить только в том случае, если направляющие втулки клапанов мало изношены или они новые и обеспечивают плотную посадку стержня фрезы. При фрезеровании не следует снимать излишний слой металла, чтобы не уменьшить срок службы седла.
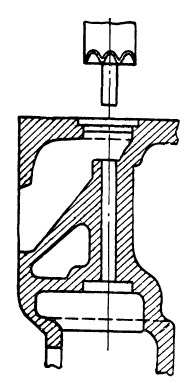
Рис. Растачивание седла клапана торцевой фрезой.
После фрезерования седло шлифуют конусным камнем при помощи электродрели и притирают клапан. При большом износе седла или после неоднократного фрезерования, когда верхняя кромка головки клапана опускается ниже кромки седла на 0,5 мм, гнездо растачивают на сверлильном станке торцевой фрезой и впрессовывают в него чугунное кольцо с натягом 0,12—0,2 мм, которое затем обрабатывают коническими фрезами в последовательности, указанной выше. Если же в блоке предусмотрена установка сменных седел, то изношенное седло заменяют новым ремонтного размера.
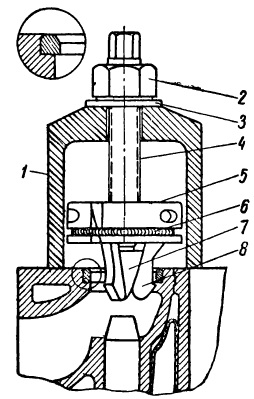
Рис. Съемник для выпрессовки вставного седла клапана:
1 — корпус съемника; 2 — натяжная гайка; 3 — опорная шайба; 4 — винт с разжимным конусом; 5 — гайка, на осях которой расположено три рычажка; 6 — пружина рычажков; 7 — разжимной конус рычажков; 8 — рычажок съемника.
Для замены седла клапана необходимо:
- Выпрессовать изношенное седло из блока, пользуясь специальным съемником; съемник установить в седло так, чтобы его рычажки были ниже кольцевого пояска седла; затем подвернуть винт разжимного конуса и натяжной гайкой выпрессовать седло.
- Расточить гнездо в блоке торцевой фрезой, учитывая посадку седла с натягом 0,12—0,2 мм.
- Запрессовать новое седло и расчеканить его края оправкой.
- Прошлифовать седло и притереть к нему клапан.
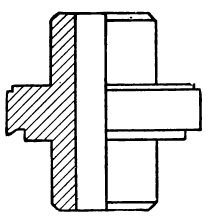
Рис. Оправка для расчеканки вставного седла клапана.
Заводы выпускают седла ремонтных размеров с наружным диаметром, увеличенным на 0,05 и 0,25 мм для двигателей ГАЗ-51 и М-20 «Победа» и на 0,5 мм — для двигателя автомобиля «Москвич».
Ремонт направляющих втулок клапанов
Изношенные направляющие втулки клапанов восстанавливают путем развертывания их удлиненной разверткой под увеличенный ремонтный размер стержня клапана. При значительном износе втулок их удаляют под прессом или выколоткой и заменяют новыми. Новую втулку запрессовывают в блок с натягом 0,03 мм, а затем развертывают внутренний ее диаметр под номинальный размер или под уменьшенный, так чтобы использовать старые клапаны с перешлифованными стержнями.
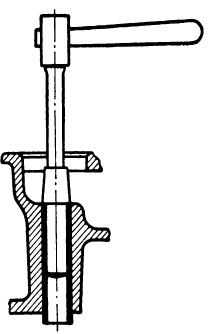
Рис. Удаление втулки клапана выколоткой.
Ремонт направляющих толкателей
Направляющие толкателей, выполненные непосредственно в блоке и в отдельных секциях, ремонтируют развертыванием под увеличенные ремонтные размеры стержней толкателей или развертыванием с последующей запрессовкой втулок.
Втулки изготовляют из серого чугуна и запрессовывают в предварительно развернутые отверстия с натягом 0,02—0,03 мм. Внутренние отверстия втулок развертывают под уменьшенные (перешлифованные) толкатели или под толкатели номинального размера с соблюдением необходимых зазоров.
Удаление накипи
Накипь в водяной рубашке ухудшает охлаждение двигателя, вызывает его перегрев и потерю мощности. Для удаления накипи все круглые отверстия водяной рубашки закрывают деревянными пробками, а к фасонным отверстиям привертывают пластины с резиновыми прокладками. Затем в рубашку заливают раствор следующего состава:
- Каустическая сода: 50 г.
- Керосин: 10 г.
- Вода: 1 л.
Через 6—8 час. раствор выпускают и рубашку промывают водой.
Блоки с алюминиевыми головками (автомобилей М-20 «Победа», ГАЗ-51) промывают 3%-ннм раствором соляной кислоты, который заливают на 30—40 мин.; после этого раствор выпускают и рубашку цилиндров промывают чистой водой.
Удаление нагара
Нагар на стенках камеры сгорания, на днищах поршней и клапанах образуется вследствие неполного сгорания топлива, попадания масла и твердых частиц с воздухом.
Нагар удаляют скребками или металлическими щетками при помощи электродрели. Для облегчения этой операции детали предварительно помещают в керосин на 1—2 часа.