

Втулки поступают в запасные части полуобработанными. Кроме расточки или развертывания внутреннего диаметра, они не требуют никакой обработки. Размеры наружного диаметра полуобработанных втулок такие же, как и у втулок стандартного размера, поэтому полуобработанные втулки
запрессовывают в отверстия без какой-либо механической обработки. При запрессовке втулок строго следят за совпаданием отверстий в них с соответствующими масляными каналами в блоке.
Окончательное растачивание или развертывание внутреннего диаметра втулок производят после запрессовки их в блок. Чтобы обеспечить соосность отверстий во втулках, их обрабатывают одновременно с помощью длинной и жесткой борштанги с насаженными на нее по числу опор резцами или развертками. За базу при обработке принимают гнезда коренных подшипников коленчатого вала. Параллельность осей распределительного и коленчатого валов должна быть в пределах 0,05 мм на всей длине блока, а расстояние между указанными осями (125,5+0,025) мм. Чтобы обеспечить надлежащие зазоры в подшипниках, все отверстия обрабатывают с допуском +0,050 +0,025 мм от номинального диаметра. Поверхности обработанных втулок должны быть чистыми и гладкими.
В головках цилиндров проверяют и ремонтируют вставные седла клапанов и направляющие втулки. Проверяют, нет ли трещин и следов начала
прогорания вставных седел клапанов, а также сохранность направляющих втулок.
От концентричности седла отверстия в направляющей втулке зависит плотность посадки клапана, что влияет на мощность и экономичность двигателя и долговечность клапана. Концентричность седла измеряют индикаторным приспособлением (рис. 57), базируясь по отверстию в направляющей втулке клапана. Допустимая неконценгричность не более 0,06 мм. Если зазор между стержнем клапана и его направляющей втулкой более 0,25 мм, то направляющую втулку клапана необходимо заменить новой.

Рис. 57. Измерение концентричности седла клапана относительно оси направляющей втулки

Рис. 58. Выпрессовка направляющих втулок клапанов
В запасные части выпускают только клапаны стандартного размера, а наравляющие втулки — с внутренним диаметром, уменьшенным на 0,3 мм. Припуск0,3 мм дают для развертывания под окончательный размер после запрессовки в головку цилиндров.
Изношенную направляющую втулку выпрессовывают с помощью специальной выколотки (рис. 58). Запрессовывают втулку со стороны коромысел с помощью специальной упорной оправки. После запрессовки втулки ее отверстие развертывают до диаметра 9+0,022 мм для впускных клапанов и до диаметра 11+0,022 мм — для выпускных. Седла клапанов удаляют фрезерованием твердосплавными зенкерами.
Перед установкой ремонтного седла гнездо в головке растачивают до размеров: для седла впускного клапана 49,25+0,027 мм, для седла выпускного клапана 38,75+0,027 мм.
Седла клапанов и направляющие втулки перед сборкой охлаждают в твердой двуокиси углерода (сухом льде — 70 °С), а головку нагревают до температуры 160 — 175 °С.
Направляющие втулки клапанов перед установкой в головку промасливают. Для этого погружают втулки в масло веретенное 3 и держат в нем в течение 2 ч при 85 — 95 °С. Седла и втулки при сборке вставляют в гнезда головки свободно или с небольшим усилием (под легким и уда рам и молотка по оправке седло и втулка должны сесть на место). Ни в коем случае не запрессовывать седло и втулку с большим усилием. При работе двигателя седло и втулка могут выпасть из своего гнезда. Седла и втулки устанавливают в головку очень быстро, так как головка горячая, а втулки и седла холодные. При выравнивании температур в этом соединении появляются большие натяги, при которых дальнейшая запрессовка седел и втулок невозможна без больших усилий.
Установленные седла прошлифовывают концентрично отверстию во втулке (рис. 59), для чего используют специальное приспособление. Разжимную оправку устанавливают в обработанное отверстие в направляющей втулке, а хвостовик оправки служит осью для шлифовального круга с фаской под углом в 45°. Привод шлифовального круга осуществляется от небольшого электродвигателя. При шлифовании обеспечивают концентричность рабочей фаски на седле клапана с отверстием во втулке в пределах 0,03 мм общих показателей индикатора. После шлифования седла к нему притирают клапан. При небольших повреждениях рабочей фаски клапана и седла для восстановления плотности посадки клапана в седло достаточно только притереть клапан к седлу без замены деталей.
- Сборка двигателя автомобиля ГАЗ-66, ГАЗ-53
- Как разобрать двигатель ГАЗ 53 — и не повредить его
- Снятие впускного коллектора.
- Как снять головку блока цилиндров
- Снимаем поддон картера.
- Подготовка для снятия шатунов и поршней.
- Как снять шатуны с поршнями
- Снятие передней крышки
- Снятие маховика
- Снятие коленвала
- Разборка коленвала.
- Снятие распрелвала
- Снятие гильз
- Разборка головки блока цилиндров
- 📹 Видео
Видео:Доработка Направляющей Клапана при Ремонте Головки ГАЗ 66Скачать

Сборка двигателя автомобиля ГАЗ-66, ГАЗ-53
Для сборки двигателя, так же как и для его разборки, блок цилиндров двигателя в сборе с картером сцепления закрепляют на стенде (см. рис. 1).
Все детали двигателя перед сборкой подбирают по размерам, тщательно промывают, продувают сжатым воздухом и протирают чистыми салфетками. Все резьбовые соединения (шпильки, пробки, штуцера и т. д.), если они вывертывались при разборке или были заменены, необходимо ставить на сурике или свинцовых белилах, разведенных натуральной олифой.
Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
К постановке на ремонтируемый двигатель не допускаются:
— шплинты и шплинтовочная проволока, бывшие в употреблении;
— пружинные шайбы, потерявшие упругость;
— болты и шпильки с вытянувшейся резьбой;
— гайки и болты с изношенными гранями;
— детали, имеющие на резьбе более двух забоин или вмятин или сорванные нитки резьбы;
Собирают двигатель в порядке, обратном разборке.
Ниже приводятся отдельные рекомендации и дополнительные требования по сборке двигателя.
При замене гильз цилиндров перед установкой гильзу подбирают по гнезду в блоке цилиндров.
Гильзы подбирают при помощи точной металлической линейки и набора щупов следующим образом:
— гильза, установленная на свое место в блоке цилиндров без уплотнительных прокладок, должна утопать относительно привалочной поверхности блока цилиндров.
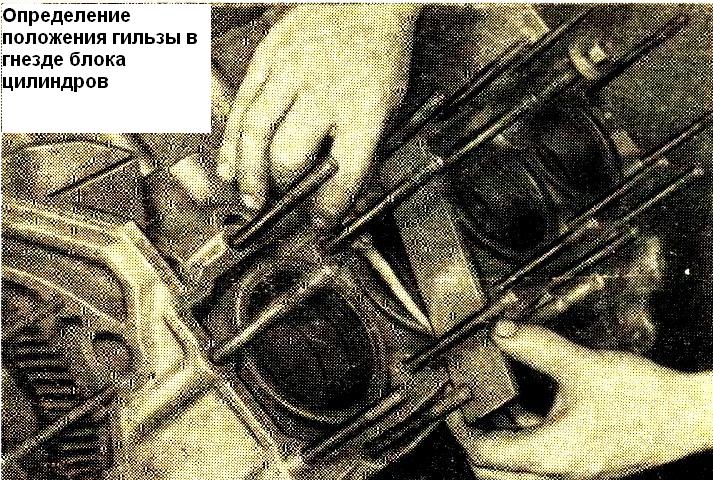
Линейку устанавливают на привалочную поверхность, а щуп вводят в зазор между линейкой и торцом гильзы (рис. 2).
Толщину прокладки выбирают таким образом, чтобы после установки гильзы с прокладкой было обеспечено возвышение ее над поверхностью блока цилиндров в пределах 0,02—0,09 мм.
Уплотнительные прокладки выпускают различной толщины:
0,3; 0,2; 0,15 и 0,1 мм. В зависимости от зазора на гильзу цилиндра надевают ту или иную прокладку, иногда необходимую величину получают набором прокладок различной толщины.
Читайте также: Регулирующий клапан dn100 с электроприводом
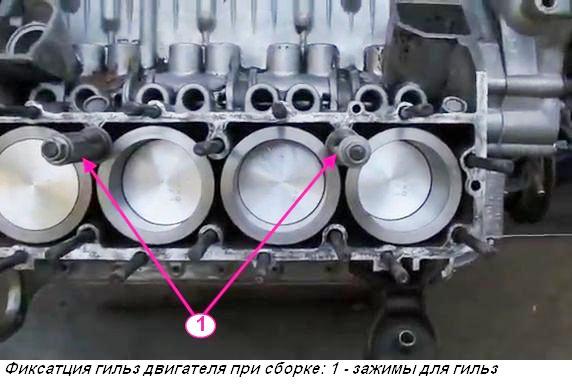
После установки в блок цилиндров гильзы закрепляют втулками-зажимами (см. рис. 3).
В качестве заднего сальника на двигателях применяют асбестовый шнур, пропитанный масляно-графитовой смесью. В гнезда блока цилиндров и сальникодержателя укладывают шнур длиной 140 мм. При помощи приспособления шнур опрессовывают в своих гнездах легкими ударами молотка, как указано на рис. 4. Не снимая приспособления, подрезают концы шнура заподлицо с плоскостью разъема сальникодержателя. Срез должен быть ровным, разлохмачивание концов и неровный срез не допускаются.

При сборке коленчатого вала с маховиком и сцеплением соблюдают следующие требования.
Гайки крепления маховика затягивают, обеспечивая момент 7,6—8,3 кГм.
При сборке сцепления ведомый диск устанавливают демпфером к нажимному диску и центрируют по подшипнику коленчатого вала (в качестве оправки может быть использован ведущий вал коробки передач).
Метки «О», выбитые на кожухе нажимного диска и маховика около одного из отверстий для болтов крепления кожуха, необходимо совместить.
Коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
При балансировке снимают лишнюю массу с тяжелой стороны высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм.
Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров.
Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.

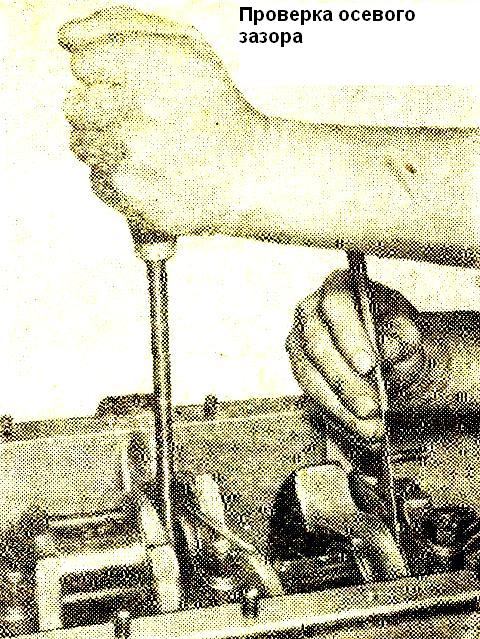
После напрессовки шестерни коленчатого вала (рис. 5) при помощи съемника и упорной втулки проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала (рис. 6). Зазор должен быть в пределах 0,075 — 0,175 мм.
При сборке деталей шатунно-поршневой группы необходимо соблюдать следующие требования.
Поршневые пальцы подбирают к шатунам так, чтобы при комнатной температуре (+18 0 С) слегка смазанный палец плавно перемещался в отверстии шатуна под легким усилием большого пальца руки.
Перед сборкой поршни нагревают в горячей воде до +70 0 С.
Запрессовка пальца в холодный поршень не допускается, так как это может привести к порче поверхностей отверстий бобышек поршня, а также к деформации самого поршня.
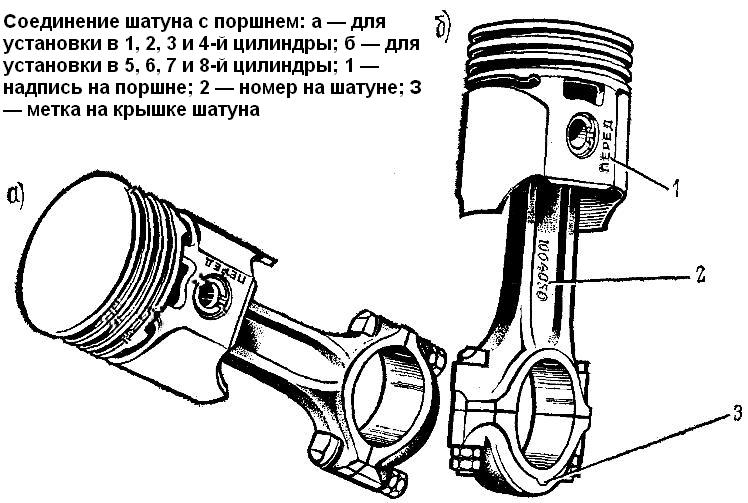
Шатуны и поршни при сборе ориентируют следующим образом: для поршней первого, второго, третьего и четвертого цилиндров надпись на поршне «перед» и номер, выштампованный на стержне шатуна, должны быть направлены в противоположные стороны, а для поршней пятого, шестого, седьмого и восьмого цилиндров — в одну сторону (рис. 7).
Стопорные кольца поршневого пальца устанавливают в канавки бобышек поршня так, чтобы отгиб усика был направлен наружу.
Поршневые кольца подбирают по гильзам, в которых они будут работать. Зазор, замеренный в стыке кольца, уложенного в гильзу, должен быть в пределах 0,3—0,5 мм для компрессионных и маслосъемных колец. В верхнюю поршневую канавку устанавливают хромированное, а во вторую — луженое компрессионное кольцо выточкой на внутренней стороне к днищу.
Перед установкой в гильзы цилиндров стыки поршневых колец расположить под углом в 120° друг к другу, а на шатунные болты следует надеть защитные латунные колпачки, чтобы избежать случайной порчи поверхности шатунных шеек.
При установке поршней в гильзы цилиндров следить за тем, чтобы надпись на поршне «перед» была направлена к переднему торцу блока цилиндров. Гайки болтов шатуна затянуть (момент 6,8 — 7,5 кгм) и законтрить.

После запрессовки шестерни на распределительный вал (рис. 8) проверить щупом осевой зазор между упорным фланцем и торцом шестерни распределительного вала. Зазор должен быть в пределах 0,08 — 0,2 мм.
Видео:Правильная замена направляющих втулок клапанов Инструменты Оправки На что обратить вниманиеСкачать
Как разобрать двигатель ГАЗ 53 — и не повредить его
Как разобрать двигатель ГАЗ 53, и не повредить его.Собрать двигатель гораздо проще. Шпильки и алюминиевый блок говорят сами за себя. Разборка двигателя начинается со снятия навесного оборудования. Радиатор. Стартер, генератор, водяная помпа, катушка зажигания.
От впускного коллектора к блоку двигателя идут толстые медные трубки. Они будут мешать . И их необходимо открутить. Трубки сильно притянуты к штуцерам. И если начать их откручивать. Первыми открутиться штуцер. И трубки погнуться. Поэтому нужно зафиксировать вторым гаечным ключом штуцер. Тогда трубки можно открутить.
Видео:Замена втулок направляющих на гбц змз 511Скачать

Снятие впускного коллектора.
Конструктивно первым на очереди разборки стоит впускной коллектор. Коллектор закреплен на шпильках и прикручен гайками. Из под прокладок отверстия, где находятся шпильки, попадает охлаждающая жидкость. Коллектор алюминиевый. И в тех местах, где проникает жидкость, алюминий окисляется. Шпильки ржавеют. И коллектор в этих местах тяжело снять. Приходится поддевать коллектор за имеющиеся выступы. При помощи монтировок. Делать приходится равномерно со всех сторон. Чтобы коллектор не шёл на перекос. Нельзя вставлять монтировки в места прилегания поверхностей. Так как это может их повредить. Потихоньку не спеша коллектор выходит из плена шпилек.
Сложность этой работы зависит от того насколько сильно забились отверстия пол шпильки. И однозначного решения проблемы здесь нет. Возможно даже что придется откручивать шпильки или хотя бы раскачать их влево вправо. Чтобы отошло образовавшееся окисление. И шпильки начали двигаться. Самое главное не повредить плоскости прилегания прокладок. Это получается потому что применяются при сборке не качественные прокладки. Со временем они разрушаются. И допускают протекание жидкости. Снятие коллектора открывает развал двигателя. Уже можно снимать головки. Но сначала необходимо. Открутить валы коромысел с обеих сторон. И вынуть штанги толкателей клапанов.
На впускном коллекторе установлен масляный фильтр. Его тоже можно разобрать. Корпус фильтра половинятся и оттуда вынимается масляный фильтр. Но лучше корпус фильтра открутит полностью, а потом разобрать его. Когда снимется корпус фильтра, можно будет увидеть штуцер в который он вкручивается. Штуцер имеет внутреннюю резьбу и наружные грани шестигранника. Этот штуцер крепит корпус редукционного клапана. Он одновременно является посадочным местом корпуса масляного фильтра. Если открутить штуцер снимется корпус редукционного клапана. Между ним и коллектором стоит резиновое кольцо. Его обязательно нужно поменять на новое. Как увидите это кольцо задубело. Потеряло эластичность. В любой момент может лопнуть и разломаться. А оно сдерживает в системе давление масла. При его отсутствии или разрушение . давление масла в двигателе не поднимется. Это очень часто бывает. Когда меняется масло в двигателе. Кольцо уже на грани. Насос закачивает свежее масло . давление из за этого в системе повышается. А кольцо не выдерживает и лопается Как ни старайся насос не может закачать масло. Сразу тяжело догадаться что проблема в этой высохшей резинке.
Читайте также: Ко обратный клапан характеристики вода
Видео:Как заменить направляющие втулки клапанов. Сделай Сам!Скачать

Как снять головку блока цилиндров
Чтобы снять головку блока. Необходимо раскрутить гайки. Которые, как и на коллекторе прикручены к шпилькам. И при снятии может возникнуть такая же проблема. Главное не спешить. А постепенно раскачивать головку. При помощи монтировки. Стараясь не повредить места прилегания прокладок. Здесь в ход идут и монтировки и деревянные бруски. В итоге все получиться. Главное для упора использовать выступающие места на головке. И не в коем случае не вставлять монтировку между головкой блоком в местах прилегания прокладок. После снятия головок мы увидим поршня, гильзы. Но на очереди поддон двигателя.
Видео:Как и чем выбить направляющие втулки клапанов из ГБЦ .Скачать

Снимаем поддон картера.
Для снятия поддона картера. Двигатель необходимо перевернуть шпильками вниз. Для этого необходимо приготовить деревянные бруски. Размер брусков выбирается из соображения того. Чтобы они проходили между шпильками. И были выше шпилек. ,Потому что когда блок перевернется. Шпильки не должны касаться поверхности стола. В противном случае повредиться резьба на шпильках. Когда двигатель расположился поддоном вверх можно откручивать гайки крепления поддона. Их множество. Поддон прилипает к прокладке, шпильки цепляются за него, И опять возникает сложность со снятием. Здесь можно поддевать сам поддон. А можно подложив деревянный брусок ударить по нему с боку в область дна. С одной и с другой стороны. И поддон отойдет. Когда снимется поддон необходимо снять маслоприёмник. Откручивается кронштейн от коренной крышки и гайка в основании маслоприемника.
Видео:Ремонт ГБЦ ГАЗ 53/66. Фрезеровка, замена сальников клапанов, притирка клапановСкачать

Подготовка для снятия шатунов и поршней.
Чтобы демонтировать шатуны необходимо провести небольшую подготовительную работу.
— По верхней кромке гильзы с внутренней стороны образуется небольшая полоса нагара. Она будет мешать, когда мы станем вытаскивать поршня из гильз. Её необходимо счистить на каждом цилиндре. В противном случае поршневые кольца будут в неё упираться. Поршень будет выходить с большим трудом. А может и вообще в этом месте заклинить.
-Обязательно требуется пометить крышки шатунов. Все крышки и шатуны пронумерованы согласно их положения в цилиндрах. На них выбиты цифры с боку. На крышке и соответственно на шатуне. Цифры очень плохо читаются. Три можно перепутать с восьмеркой или пятёркой. Единицу с четверкой или семеркой. Поэтому лучше поставить свои понятные метки. Это важно. При сборке нельзя путать шатуны местами. Иначе нарушится баланс. И у двигателя появится вибрация. Метить лучше всего крышки сверху по одной стороне. Каждую крышку по порядку как они стоят от переда двигателя. Метить можно зубилом. Первая крышка одна риска. Вторая две и так далее. При сборке эти метки если они нанесены по одной стороне. Помогут проверить правильность сборки.
Видео:Как заменить направляющие втулки клапанов ?Скачать

Как снять шатуны с поршнями
Шатуны крепятся к колен валу при помощи крышек. Что бы их снять необходимо открутить гайки головкой на 15. Если крышка тяжело снимается со шпилек шатуна необходимо немного осадить шатунные шпильки. Слегка ударить по ним через деревянный брусок или медную оправку. Далее при помощи деревянного бруска осадить шатун вместе с поршнем до его выхода из гильзы. Если нагар на кромке гильзы хорошо зачищен. Поршень выйдет без проблем.
Сразу следует закрутить крышку шатуна на своё место. Чтобы не перепутать крышки местами с другими шатунами. Крышки нельзя путать. В последствии, при установке с разными крышками шатуны заклинит.
Далее прокручивая колен вал в удобное для снятия положение. Снимаем все шатуны. Для того чтобы снять поршня с шатунов. Необходимо выбить палец. Палец зафиксирован в поршне стопорными пружинами. Они легко снимаются пассатижами. Палец выбивается при помощи оправки. Соответствующего диаметра. Нельзя ударять по пальцу если поршень лежит твердой поверхности. Пальцы нужно выбивать, держа поршень на вису в руках. В противном случае повредиться втулка верхней шейки шатуна. И может деформироваться поршень. Поршня не подвержены износу при нормальной работе двигателя. И могут использоваться повторно. Поэтому их лучше поберечь.
Видео:стоит ли менять направляющие клапановСкачать

Снятие передней крышки
Переднюю крышку можно было снять после удаления поддона. Потому что часть шпилек крепления поддона находятся на нижней плоскости передней крышки. Но это не принципиально. Откручиваем шкив. И при помощи съёмника снимаем фланец с колен вала. Это не вызывает затруднений. Если съёмник равномерно закреплен. Сложность может вызвать откручивание храповика. Он очень хорошо затянут, и ключ тут не поможет. Поможет молоток. Достаточно осадить молотком храповик. Чтобы немного ослабить действие стопорной шайбы. И ударить позацепам храповика в сторону противоположную закручиванию. Храповик легко открутится.
Сняв передний флянец и шпонку, на которой он сидит. Можно откручивать переднюю крышку. Она бывает тоже тяжело сходит со шпилек. Но это гораздо легче, чем бывает снять головку.
Видео:Замена клапанного сальника газ 53 не снимая головкуСкачать

Снятие маховика
Маховик крепится на коленвалу с помощью четырех болтов. Болты имеют потаи со стороны коленвала. Со стороны маховика откручиваем гайки. Предварительно разгибаются стопора. Кожух сцепления не помешает снятию маховика. Кожух желательно вообще не откручивать. Он испытывает большие нагрузки от Кпп и является опорой для двигателя. Как правило, после снятия установки кожуха. Как надежно его потом не прикручивай. Он все равно ослабляется. И в процессе работы начинает болтаться. Будет лучше если его не трогать.
При необходимости можно будет снять венец маховика. Для этого его требуется немного нагреть. До небольшой температуры. Главное не прогреть маховик. После чего кольцо легко сбивается со своего места.
Читайте также: Порядок регулировки клапанов камаз камминз 6isbe 300
Видео:На сколько надо разворачивать направляющие втулки ГБЦ .Развёртки для впускных и выпускных втулок ГБЦСкачать

Снятие коленвала
Переднюю крышку уже сняли. Теперь следует открутить крышку сальниковой набивки. Она крепится двумя гайками с внутренними гранями под шестигранник на 8 мм. После снятия гаек вытаскиваем крышку. Пойдет она тяжело так как расперта резиновыми уплотнениями по бокам. Имейте ввиду. После этого необходимо сделать свои отметки на крышках. Причина та же плохо читаются заводские цифры. И поэтому крышки можно попутать. Крышка поставленная не на свое место приведет к заклиниванию вала. Метить надо также спереди по ходу двигателя. С одной стороны крышки по порядку. Это поможет потом проверить свою работу при сборке. Снимаем крышки коленвала. И вытаскиваем коленвал. Его необходимо разобрать.
Видео:Ремонт головки ГАЗ 53 (ЗМЗ 511)Скачать

Разборка коленвала.
Первое что нужно сделать стянуть шестерню. При помощи съёмника она легко сходит. Шпонку на которой сидит шестерня тоже необходимо снять. Болты крепления маховика выбиваются. Они сидят с посадкой. При помощи медной оправки это не трудно сделать. Основное в разборке вала это откручивание пробок. Открутить их можно при помощи шестигранника на 16 мм. У пробок очень легко заминаются грани. Поэтому их необходимо тщательно очистить от нагара. Чтобы шестигранник полностью вошел в грани пробки. В противном случае он сомнет грани и пробку можно будет вообще не открутить.
Внутри коленвала очень плотный осадок нагара. Его требуется удалить. При помощи самодельной лопатки из сварочного электрода. Электрод сплющивается с одной стороны и конец 3- 4мм загибается под 90 градусов. Такой лопаткой очень удобно прочищать нагар. Затем все необходимо продуть воздухом. Старые мотористы не советуют промывать масляные каналы. А только прочищать и продувать. Связано это с тем что на промытой поверхности потом быстрее образуется нагар и каналы быстрее забиваются. Закрывать пробки не надо спешить. После шлифовки колнвала. В каналы попадает абразив и эмульсия. Их потом тоже придется тщательно вычистить..
В торце вала расположен опорный подшипник первичного вала КПП . Он выбивается при помощи специального съемника. Похожим на обратный молоток. У токарей всегда такие есть. Если подшипник в хорошем состоянии его снимать не нужно. Но как правило эти подшипники всегда подклинивают.
Видео:Ремонт головки газ 53.кавз тех процес который нужно выполнятьСкачать

Снятие распрелвала
Распредвал на своём месте удерживается с помощью пластины. Она зафиксирована на валу и крепится к блоку при помощи двух болтов. В шестерне распредвала имеются два большие отверстия. Вал необходимо прокрутить . И совместить отверстия с болтами. Откручиваются они с помощью головки. Но после того кА болты откручены вал не выйдет из блока. Ему будут мешать толкатели. Их все необходимо утопить. После этого вал легко выходит из шеек наружу. Распредвал является основным источником потери давления масла в двигателе. Потому его желательно менять на новый при переборке двигателя. Допустимые зазоры при выработке определит токарь. Если выработка есть. То необходимо менять вал со втулками. Втулки запрессованы в шейках распредвала. Операция по их замене ответственная. В случае если после установки втулка ослабнет и провернется двигатель придет в негодность. Поэтому операцию по снятию и установке втулок распредвала и самого распредвала. Лучше производить в условиях ремзавода. Втулки запрессовываются на свое место. Протачиваются при помощи специального станка. И после этого каждая шейка доводится до необходимого размера шлифовкой. Поэтому дальнейшую судьбу втулок и распредвала лучше отдать в руки токарей.
Видео:ЗМЗ 402 как перебрать ГБЦ своими руками. дифектовка, замена направляек, прирезка седел.Скачать

Снятие гильз
Снятие гильз на двигателе автомобиля газ 53 сложности не когда не вызывало. Они не имеют верхней опоры. И имеют только посадочное место в основании гильзы. Но все равно закоксоваваются и бывает что сидят очень плотно. Если есть съёмник гильз. Он легко с ними справляется. В отсутствии съёмника их можно выбить . Со стороны коленвала они выступают в полость картера двигателя. При помощи медной оправки можно нанести удары по выступающим краям гильзы. Удары необходимо наносить по очереди с противоположных сторон краёв гильзы. Так что бы она равномерно выходила со своего места. Самое главное не деформировать края. Чтобы гильза не расширилась. По большому счету Гильзы особенно жалеть ненужно. Если вы разобрали двигатель то гильзы лучше поменять на новые.
Во первых расточка гильз обойдется по цене немного дешевле чем стоит новая
Во вторых расточенные гильзы изнашиваются гораздо быстрее новых. Ремонтная поршневая выхаживает не больше 30000 км после чего двигатель начинает плохо тянуть и дымит
Исходя из этого новая поршневая группа обойдется просто дешевле. И прослужит гораздо дольше ремонтной.
Видео:Болтается направляющая втулка клапана - не беда. Не брать в пример.Скачать

Разборка головки блока цилиндров
Разборку головки блока цилиндров необходимо начинать со снятии клапанов. Вал коромысел уже снят при снятии головки. Клапана распрягаются при помощи съемника клапанов. Он надавливает на чашку. Пружина сжимается. Освобождаются сухари. После их удаления снимается чашка и пружины.
Есть еще один быстрый способ снятия сухарей. Для этого необходимо головку поставить на бруски. Чтобы выжатые клапана не смогли достать до поверхности стола. Затем взять трубку длиной шире ладони. И диметром немного меньше чем верхняя чашка пружины. Установить трубку на чашку. Чтобы она стояла ровно по оси клапана. Резко ударить. При этом сухари выскочат из чашки и клапан распряжется. Резко ударить. При этом сухари выскочат из чашки и клапан распряжется. Самое главное не дать сухарям разлететься из трубки. Установка сухарей все равно потребует съёмник клапанов.
Клапана свободно выходят из втулок. Направляющие втулки клапанов выбиваются со своего места. При помощи медной оправки. Выбивать нужно со стороны камеры сгорания. Втулки имеют стопорное кольцо. А в посадочном мест втулки имеется паз под это кольцо. Кольцо пружинит. При ударе и сжимается. И выходит из посадочного места. Тем самым дает возможность выйти втулке.
Осталось все очистить от грязи и нагара. Промыть поверхности и прочистить масляные каналы.
Разборка двигателя Газ 53 очень сильно усложняется тем что все детали крепятся на шпильках. И алюминиевый блок способствует вытягиванию внутренний резьбы. Резьбу можно нарушить даже при откручивании гаек при разборке. После того как получилось разобрать двигатель Газ 53. необходимо всё тщательно отчистить и отмыть. Чтобы произвести дефектовку
📹 Видео
ремонт газ 53. замена втулок распредвала в гараже.Скачать

переборка ГБЦ газель УАЗ замена направляющих клапана, прирезка седелСкачать

так бежит направляющая клапана , большой расход маслаСкачать

Замена седел и направляющих втулок ГБЦ своими силамиСкачать

Замена втулки распредвала газ53Скачать

замена направляющих втулок клапанов ваз mp4Скачать
