

- Своими силами проверяем зазор между поршнем и цилиндром
- Что происходит с зазором между поршнем и цилиндром
- Нормы соответствия поршней и цилиндров
- Как проверить эллипсность цилиндра
- Как отремонтировать постель коленвала
- Когда нужна хонинговка
- Виды износа поршней
- Хонингование в цифрах
- Дефектовка деталей шатунно-поршневой группы — Определение эллипсности головки шатуна
- Проверка состояния элементов ЦПГ
- Коленчатый вал
- Как читать показания штихмаса?
- Ремонт постелей коленчатого вала
- Способы ремонта постелей коленчатого вала
Своими силами проверяем зазор между поршнем и цилиндром
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
Что происходит с зазором между поршнем и цилиндром
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.

Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.

Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.
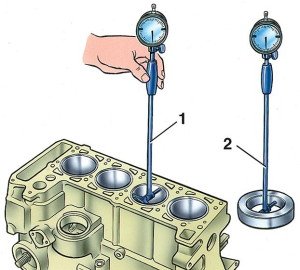
Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.

Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.
При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
Как проверить эллипсность цилиндра
Как отремонтировать постель коленвала
Наиболее частый дефект цилиндрических поверхностей — отклонение формы их поперечного сечения от окружности, проявляющееся в виде эллипсности. Причины различные. Эллипсность отверстий может возникнуть в результате нормальной, но продолжительной эксплуатации двигателя. Тогда наблюдается практически одинаковое увеличение диаметров всех отверстий в сравнении с номинальным значением. Причем деформируются наименее жесткие части опоры — коренные крышки. Такое характерно для большинства двигателей с чугунными блоками.

У двигателей с блоками из легких сплавов после пробега 200-300 тыс. км обнаруживается иная картина. Эллипсность отверстий постели образуется за счет увеличения их размера в плоскости разъема опор блока с коренными крышками. Как правило, разность диаметров, измеренная в плоскости разъема опоры и перпендикулярно ей, может составлять величину до 0,05 мм.
Читайте также: Ремонт заднего тормозного цилиндра опель астра h
Эллипсность отверстий постели может наблюдаться при малых пробегах как результат нарушения режима смазки коренных подшипников. Начальная стадия процесса сопровождается резким повышением температуры в зоне контакта шейки и вкладыша, что приводит к нагреву постели вала, непосредственно контактирующей с подшипниками. В результате происходит ослабление конструкционных элементов опор вала, прежде всего болтов и крышек. При этом геометрия отверстия в опоре нарушается.
Когда нужна хонинговка
Невозможно точно сказать, когда мотору понадобится расточка и хонинговка блока цилиндров – все очень индивидуально. Степень износа зависит от ряда факторов: качества бензина и моторного масла, стиля езды, работы охлаждающей системы и других параметров. Как правило, подобный ремонт требуется моторам с пробегом от 100 000 км.

Профессиональные автослесари-мотористы достаточно точно определяют, когда появились задиры, и мотору требуется хонинговка. Если вы заметите какой-либо из нижеперечисленных признаков, значит, нужно показать автомобиль специалисту:
- выхлоп окрасился в сизый цвет,
- заметно увеличился расход масла,
- на холостом ходу обороты нестабильны,
- снизилась мощность,
Сизый дым появляется, когда поршневое кольцо не может полностью собрать масло с поверхности цилиндра, и оно сгорает вместе с бензином. Это следствие изменившейся геометрии внутреннего канала, по которому двигается поршень. Расход смазки увеличивается по этой же причине.
Провалы на холостом ходу и потеря мощности тоже обусловлены нарушением геометрии изношенного цилиндра. Поршневые кольца уже не так плотно прилегают к стенкам цилиндра блока, появляются микроскопические зазоры, через которые газы прорываются в картер. В камере сгорания падает компрессия, что и становится причиной падения мощности.
Проскальзывающие мимо поршня продукты сгорания, не выполняют полезную работу, просто пролетают в картер. При одинаковой работе такой двигатель расходует больше горючего, чем полностью исправный агрегат. Отсюда повышенный расход топлива.
Виды износа поршней
Определить необходимость ремонта или замены деталей ЦПГ можно по состоянию поршней, колец и их посадочных мест.
О том, что следует принимать меры, предупреждающие поломку двигателя, говорят следующие явления:
- Залегание поршневых колец
- Износ канавок
- Износ отверстий в бобышках
- Износ поршня по диаметру
- Трещины и задиры на юбке
- Нагар на днище поршня
Нагар с днища поршня счищается при помощи тупого металлического скребка или щетки. Из канавок он удаляется при помощи специального приспособления.
Определить присутствие трещин на поршне можно на слух. Для этого деталь берется за головку, а по юбке наносятся легкие удары металлическим предметом. Глухой и дребезжащий звук свидетельствует о наличии трещин.
Поршни, имеющие трещины, глубокие царапины и большой износ по диаметру, не подлежат ремонту – только замене.
Изношенные канавки протачиваются на токарном станке при помощи кольца с наружным диаметром, равным внутреннему центрирующему пояску поршня. Это позволяет устанавливать кольца большей высоты. Протачивать канавки необходимо с учетом размеров установленных ремонтных колец.
Износ отверстий в бобышках устраняется их развертыванием под увеличенный диаметр при помощи раздвижной отвертки с направляющим хвостовиком. Короткие развертки использовать нельзя, так как ими можно легко нарушить перпендикулярность оси пальца с осью поршня. После операции развертывания необходимо произвести проверку перпендикулярности на специальном устройстве.
Делается это следующим образом. Поршень надевается на палец устройства и придвигается вплотную к стойке. Штифт индикатора, закрепленный на стойке, должен соприкасаться с поршнем. Стрелка индикатора покажет определенное отклонение – его величину необходимо зафиксировать. Далее поршень снимается и надевается на палец другой стороной. Разница в полученных измерениях не должна превышать 0,05 мм. Если она больше, поршень забраковывается.
Если на юбку поршня было нанесено заводское защитное покрытие, которое повредилось в процессе эксплуатации, крайне желательно провести операцию по его восстановлению. Специальные антифрикционные покрытия снижают коэффициент трения, способствуют дополнительному охлаждению поверхностей и уменьшают износ деталей.
Восстановить покрытие или нанести новый защитный слой позволяют материалы, выпускаемые сегодня в качестве более простых в нанесении и эффективных альтернатив заводским составам.
Рассмотрим технологию нанесения антифрикционного покрытия на юбку поршня на примере наиболее популярного материала – MODENGY Для деталей ДВС.

Первым делом поверхность юбки тщательно очищается доступным механическим или химическим способом от прочно сцепленных загрязнений: нагара, оксидных пленок, остатков старого покрытия и пр. Затем на поршень надевается трафарет, чтобы защитить те участки, на которые попадание нежелательно.
Далее поверхность юбки заливается Специальным очистителем-активатором MODENGY, который обеспечивает высокую адгезию покрытия и максимальный срок его службы. Через 15 мин Очиститель полностью испаряется, оставляя полностью подготовленную поверхность (касаться ее руками нельзя).
Покрытие MODENGY Для деталей ДВС упаковано в удобный аэрозольный баллон, который перед использование тщательно встряхивается.
Первый слой материала наносится на поверхность с расстояния 20-30 сантиметров. Процедура производится быстрыми повторяющимися движениями. Спустя 10 минут материал приобретает матовый оттенок и позволяет наносить второй слой покрытия (при необходимости). Общая толщина защитной пленки должна составлять 10-20 мкм.
Поршни со свежим покрытием не рекомендуется перемещать до его полной полимеризации (12 часов при комнатной температуре или 20 минут в печи при температуре +200 °C).
Читайте также: Блок цилиндров под расточку
После завершения работ сопло распылительной головки следует обязательно прочистить. Для этого нужно перевернуть баллон вверх дном и нажать на клапан распылительной головки, направляя струю от себя. Удерживайте его в таком положении необходимо до тех пор, пока из сопла не начнет выходить чистый газ.
Хонингование в цифрах
Каковы возможности хонингования по съему металла? Расточка или гильзовка оставляют под финишную обработку припуск величиной в «десятку» (0,1 мм). Или чуть больше – 0,15 мм. Дальше за дело берется хон.
Собственно хонингование проводится в три этапа на одном и том же станке.
Этап 1. Работают грубые бруски. Они уменьшают припуск до 0,05 мм.
Этап 2. Мастер меняет бруски на чистовые, которые выводят поверхность цилиндра в окончательный размер. Они же создают правильный рисунок сетки. Теперь масляная пленка будет надежно удерживаться на стенках цилиндра, а излишки масла будут сбрасываться маслосъемными кольцами в картер двигателя.
Этап 3. Чистовые бруски заменяются щетками из нейлоновых нитей с кремниевыми кристаллами. Щетки убирают острые вершины хонинговальных рисок и заусенцы. Образно говоря, обеспечивают «суперфинишную» обработку после финишной.
Дефектовка деталей шатунно-поршневой группы — Определение эллипсности головки шатуна
Определение эллипсности головки шатуна
16. Определите эллипсность нижней головки шатуна, для чего из большего измеренного значения надо вычесть меньшее. Если эллипсность превышает 0.05 мм, замените шатун вместе с крышкой.
17. Измерьте штангенциркулем толщину Т шатунных вкладышей.
18. Измерьте микрометром диаметр Dн шатунной шейки коленчатого вала.
19. Рассчитайте зазор z между шатунными вкладышами и шейками коленчатого вала по формуле z = Dв-2Т-Dн. Номинальный расчетный зазор составляет 0,018-0,045 мм. Предельно допустимый зазор равен 0.1 мм.
Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельно допустимого. нужно заменить вкладыши на этих шейках новыми номинальной толщины подходящего класса.
ПРИМЕЧАНИЕ
На торцовую поверхность шатунных вкладышей классов 1 и 3 нанесена маркировка, различающаяся по цвету: вкладыши класса 1 маркируют черной краской, класса 3 — зеленой. Вкладыши класса 2 не имеют маркировки.
20. Вставьте шатун в поршень, смажьте поршневой палец моторным маслом и запрессуйте его в шатун на том же приспособлении, на котором палец выпрессовывали, или с помощью молотка и подходящей оправки, вставленной во внутреннее отверстие пальца. Поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца, что позволит ему занять правильное положение. Направление запрессовки должно совпадать с направлением стрелки, нанесенной на верхнюю часть поршня.
21. Установите поршневые кольца двигателя Шкода Октавия на поршень в порядке, обратном снятию.
22. Сориентируйте замки колец, как показано на рис. 467. Установите кольца на остальные поршни.
23. Установите вкладыш в шатун, совместив установочный усик вкладыша с выемкой на шатуне. Смажьте рабочую поверхность вкладыша моторным маслом.
24. Смажьте моторным маслом зеркало цилиндра, поршень и поршневые кольца.
25. Установите на поршень оправку для сжатия колец и сожмите кольца.

Рис. 467. Расположение замков поршневых колец перед установкой поршня в цилиндр:
1 — замок верхнего кольца составного маслосъемного кольца; 2 — замок верхнего компрессионного кольца; 3 — замок нижнего кольца составного маслосъемного кольца; 4 — замок нижнего компрессионного кольца и расширителя маслосъемного кольца; 5 — поршневой палец.
Проверка состояния элементов ЦПГ
Общий принцип поиска неисправности скутера Проверка состояния поршневой группы скутера Поиск неисправности в системе питания скутера Поиск неисправности в системе зажигания скутера Диагностика состояния элементов ЦПГ скутера Диагностика состояния коленвала скутера Проверка состояния сцепления скутера Проверка состояния свечи скутера Ремонт бензобака скутера

Очевидно, что замена цилиндра необходима, если на его зеркале имеются задиры или наплывы алюминия после теплового прихвата. Однако в некоторых случаях возможна замена только поршня и колец. Если возникла необходимость ремонта ЦПГ, следует провести проверку эллипсности цилиндра. Это необходимо для принятия решения о способе ремонта.
Как правило, ЦПГ меняется только «в сборе», т.е. поршень с кольцами вместе с цилиндром. Это связано с тем, что износ цилиндра и колец происходит не равномерно, а по эллипсу, ввиду неравномерного давления колец на стенки цилиндра. Поэтому установка новых, идеально круглых колец в выработанный цилиндр попросту недопустима. Чтобы получить полную картину износа цилиндра, его нужно измерить в нескольких местах: в нижней, средней и верхней частях цилиндра (где образовалась кольцевая канавка от колец)- так вы проверите цилиндр на конусность. Сначала проделай это в плоскости вращения коленвала, а затем перпендикулярно ей — проверите его овальность. Если хочешь узнать изначальный диаметр рабочей поверхности, измерь верхний поясок, куда не доходят кольца. Но прежде тщательно отмой его от нагара. Максимально допустимая конусность — 0,05 мм.
Читайте также: Главный тормозной цилиндр ваз 2114 сборка
При отсутствии прибора можно проверить износ «на глаз», что, как правило, бывает достаточно для принятия решения о способе ремонта: вставив кольцо в цилиндр, необходимо поршнем, введённым снизу выровнять кольцо на расстоянии примерно 10 мм от верхней точки цилиндра. Причём стык колец надо соориентировать в соответствии с расположением стопора на поршне. Посмотрев в цилиндр на свет, можно явно обнаружить две щели, либо их отсутствие. В первом случае замена только колец и поршня недопустима, во втором она вполне возможна.
Расточка до ремонтного размера, (при наличии ремонтных поршневых) не всегда желательна. Процесс расточки цилиндра двухтактного двигателя в корне отличается от способов ремонта четырёхтактного: цилиндр должен иметь конусность по высоте, вместе с строгим соблюдением теплового зазора.
Коленчатый вал
При неисправности коленчатого вала, можно произвести восстановление. Основная функция здесь лежит на шейках. Если они повреждены их лучше заменить на новые. Особенно при тюнинге двигателя. Но если вы не желаете замены, можно произвести полировку шеек коленчатого вала. Что это даёт? Механическая нагрузка изнашивает детали. И даже незначительные шероховатости недопустимы. Полировка повышает работоспособность и износоустойчивость шеек коленчатого вала. Однако при ремонте двигателя полировка шеек, на практике часто исключается, для снижения стоимости ремонта. Но все-таки лучше полировку шеек делать в комплексе. Или отдельно от ремонта двигателя.
Как читать показания штихмаса?
Когда вращение барабана прекращается и микрометрический винт перестает двигаться, стопором закрепляют его и начинают смотреть на показания прибора. Он состоит из двух шкал, расположенных перпендикулярно друг к другу. Одна, основная, находится на стебле прибора. Цена одного деления на ней 1 мм. Когда пятка прикасается к микрометрическому винту, ноль на шкале барабана совпадает с нолём шкалы на стебле. Шкала барабана разделена 50 делениями. Цифры стоят через каждые 5 делений. Цена каждого 0,01 мм. Поэтому при полном повороте барабана винт сдвигается на 0,5 мм.
Но на стебле есть своя шкала. Ее длина 13 мм. Цена деления на ней 0,5 мм и 1 мм. Поэтому сначала оценивают показания на стебле. Затем смотрят на показания на фаске барабана. Складывают эти цифры. Но это еще не все. В большинстве случаев при измерении используется удлинитель. Его длину тоже нужно прибавить к полученному значению.

Максимальная длина без удлинителя 63 мм. Чтобы прикрепить удлинитель к прибору, снимают гайку со стебля. Устанавливают нужное количество удлинителей и закручивают гайку на конец последнего.
Самый короткий удлинитель 13 мм, самый длинный – 600 мм. Кроме них есть размером 25, 50, 100, 150 и 200 мм.
Ремонт постелей коленчатого вала
Чтобы восстановить постели коленчатого вала, необходимо устранить все отклонения отверстий постели от номинального значения, превышающие 0,02 мм.
Способы ремонта постелей коленчатого вала
Способ ремонта постели коленчатого вала выбирается в зависимости от глубины повреждения постели. Для нормальной работы подшипников коленчатого вала необходимо, чтобы отверстия имели точные размеры и строгую форму.
Основной способ ремонта постелей коленчатого вала — занижение высоты коренных крышек. Для этого требуется создать припуск на последующую механическую обработку под отверстия номинального размера. Обработка постели выполняется растачиванием или хонингованием.
Для восстановления постелей коленвала потребуется специальное оборудование. При выборе восстановления постелей методом занижения высоты коренных крышек следует учесть, что в таком случае оси отверстий тоже сместятся в сторону опорных поверхностей блока цилиндров. Это смещение при аккуратной обработке составит половину от величины эллипсности отверстий. Это приведет к тому, что ось коленвала, установленного в постели тоже сместится, на эту же величину. Если положение оси изменится больше, чем на 0,08 мм это может привести к незапланированным проблемам, таким как, неправильная стыковка двигателя с КПП или потеря герметичности в результате нарушения правильной установки сальников.
Если смещение вала повлияет на стыковку двигателя с КПП или АКПП, это может привести к нарушению нормальной работы агрегатов трансмиссии.
Критическое смещение для АКПП: 0,05 мм
Критическое смещение для МКПП: 0,1 мм
Также при смещении оси коленчатого вала изменяется размер камеры сгорания, соответственно изменяется степень сжатия. В некоторых конструкциях двигателей это грозит встречей поршня с головкой блока цилиндра.
При значительном повреждении одной из опор вала необходимо проверить остальные опоры вала и если требуется восстановить их, используя метод занижения крышек. Крышки поврежденных опор можно занизить на требуемую величину, также можно рассмотреть ремонт блока.
Здесь есть несколько вариантов: можно изготовить специальную П образную вставку, которую приваривают к поврежденной поверхности. Обработка отверстия по требуемому размеру проводится растачиванием с учетом оси уже обработанных отверстий.
Главной задачей при ремонте постелей коленчатого вала является выбор методов восстановления, которые позволят избежать значительных смещений оси вала и приведут к меньшим изменениям конструкции двигателя.