

1. С помощью металлической линейки и набора плоских щупов проверьте отклонение от плоскости поверхность головки блока Предельное значение: 0,05 мм (со стороны прокладки); 0,03 мм (со стороны коллектора).
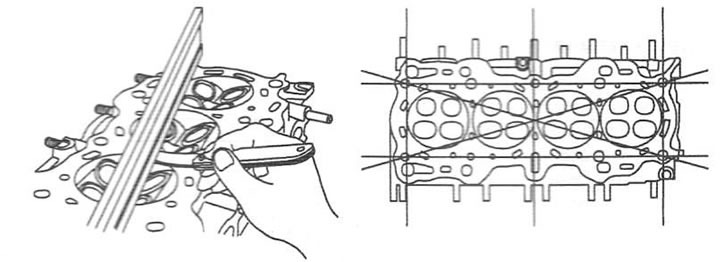
2. Проверьте камеры сгорания, впускные и выпускные каналы и зеркало цилиндра на отсутствие трещин. При обнаружении повреждений замените головку блока.
- Направляющие втулки клапанов
- Замена направляющей втулки
- Ремонтные размеры направляющих втулок клапанов
- Клапаны
- Седла клапанов
- Замена седла клапана
- Ремонтные размеры седел клапанов
- Пружины клапанов
- Распределительный вал
- Проверка зазора в подшипнике
- Проверка осевого зазора
- Регулятор фазы ГРМ
- Гидравлические толкатели
- Сайт о внедорожниках УАЗ, ГАЗ, SUV, CUV, кроссоверах, вездеходах
- Замена направляющей втулки клапана Hyundai Accent 2 (Solaris 2)
- Порядок выполнения
- 2.2.11. Замена направляющей втулки клапана
Направляющие втулки клапанов
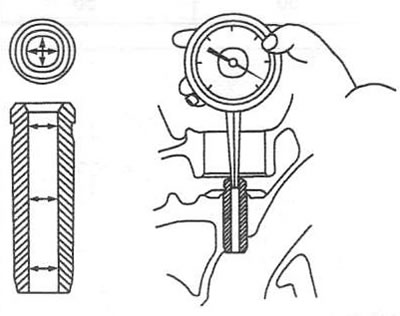
3. Нутромером измерьте внутренний диаметр направляющей втулки клапана в нескольких местах по взаимно перпендикулярным диаметрам. Номинальное значение: 6,500-6,015 мм.
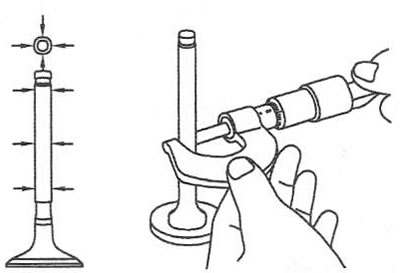
4. Микрометром измерьте диаметр штока клапана в нескольких местах по взаимно перпендикулярным диаметрам. Номинальное значение: 5,955-5,970 мм (впускной клапан); 5,935-5,950 мм (выпускной клапан).
5. Рассчитайте величину зазора между стержнем клапана и направляющей втулкой. Номинальное значение: 0,03-0,06 мм (впускной клапан); 0,05-0,08 мм (выпускной клапан). Если полученное значение больше номинального, замените клапан и втулку.
Замена направляющей втулки
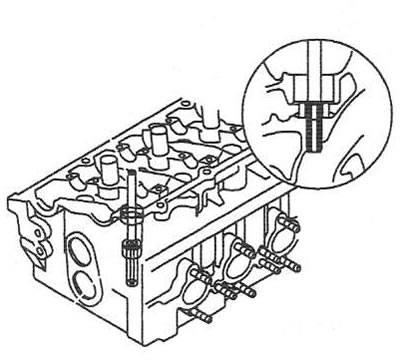
6. С помощью подходящей оправки выпрессуйте направляющую втулку из головки блока.
7. Выполните развертку посадочных отверстий головки блока в соответствии с ремонтными размерами втулок (см. таблицу).
8. С помощью подходящей оправки запрессуйте направляющую втулку. Втулку следует запрессовывать с верхней стороны головки блока.
Внимание: втулки впускного и выпускного клапанов имеют разную длину:
- 36,3-36,7 мм (впускной клапан);
- 40,8-41,2 мм (выпускной клапан).
Ремонтные размеры направляющих втулок клапанов
| Размер, мм | Обозначение размера | Диаметр посадочного отверстия втулки, мм | Наружный диаметр втулки, мм |
| Номинальный | — | 11,000-11,018 | 11,050-11,060 |
| +0,05 | 5 | 11,050-11,068 | 11,100-11,110 |
| +0,25 | 25 | 11,250-11,268 | 11,300-11,310 |
| +0,50 | 50 | 11,500-11,518 | 11,550-11,560 |
| +0,50 | 50 | 11,500-11,518 | 11,550-11,560 |
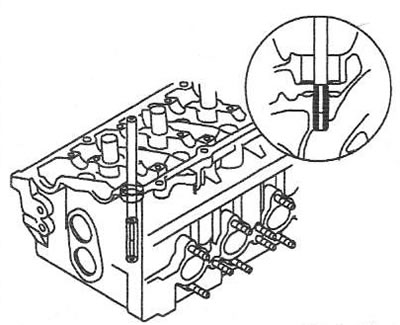
9. После установки втулок вставьте новые клапаны и проверьте зазор между втулкой и штоком клапана при помощи индикатора перемещений, покачивая шток клапана.
10. Проверьте правильность посадки клапана. При необходимости произведите обработку запирающих поверхностей седел клапанов.
Клапаны
11. Проверьте угол фаски головки клапана и отсутствие чрезмерного износа. При обнаружении повреждений замените клапаны.
12. Проверьте толщину кромки головки клапана. Номинальное значение: 1,1-0,8 мм (впускной клапан); 1,3-1,0 мм (выпускной клапан). Если измеренное значение меньше номинального, замените клапан.
13. Проверьте шток клапана на отсутствие повреждений. При обнаружении дефектов замените клапан.
Седла клапанов
14. Проверьте седла клапанов на отсутствие износа и прогорания. При необходимости обработайте или замените седла клапанов. Перед обработкой седел проверьте износ направляющей втулки. Если втулка имеет чрезмерный износ, замените ее и прошлифуйте седла клапанов в соответствии с ремонтными размерами.
Читайте также: Клапан слива для лодок пвх

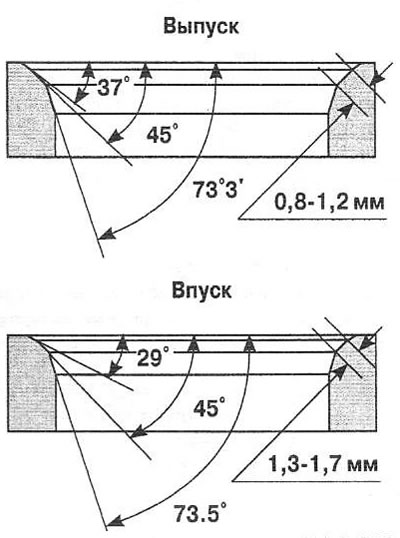
15. После ремонта седла выполните притирку клапана с помощью притирочной пасты. Проследите, чтобы полоса контакта клапана с седлом располагалась посередине фаски тарелки клапана.
Замена седла клапана
16. Снимите как можно больше металла с седел, стараясь не повредить головку блока.
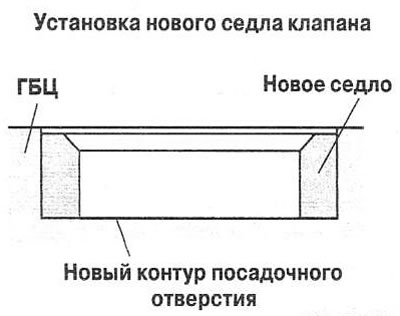
17. Увеличьте диаметр посадочных гнезд седел клапанов в соответствии с ремонтным размером седла клапана.
18. Нагрейте головку блока до 250°С и запрессуйте седла клапанов.
19. Выполните притирку клапанов к седлу при помощи притирочной пасты.
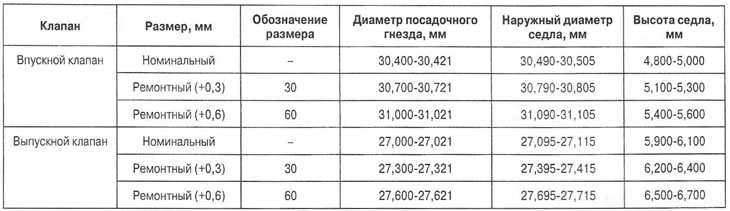
Ремонтные размеры седел клапанов
Пружины клапанов
20. С помощью угольника проверьте отклонение пружины клапана от вертикали. Номинальное значение: менее 1,5°.
21. Штангенциркулем измерьте высоту пружины в свободном состоянии. Номинальное значение: 44,0 мм.
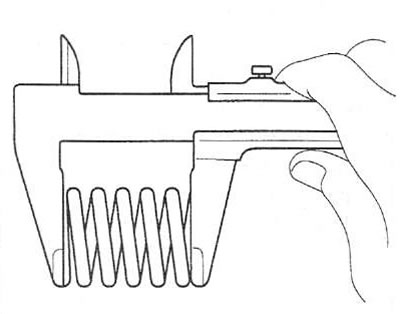
22. Проверьте высоту клапанной пружины под нагрузкой 216±11 и 451±22 Н. Номинальное значение: 35,0 и 27,2 мм, соответственно. Если номинальное значение не достигается, замените пружину.
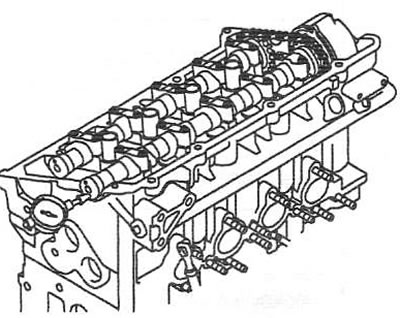
Распределительный вал
23. Микрометром измерьте высоту кулачков распределительного вала. Номинальное значение: распределительный вал впускных клапанов — 43,3484-43,5484 мм; распределительный вал выпускных клапанов — 43,7489-43,9489 мм (1,4 л), 43,5486-43,7486 мм (1,6 л). Если измеренное значение меньше номинального, замените распределительный вал.
Проверка зазора в подшипнике
24. Очистите крышки подшипников и шейки распределительного вала.
25. Установите распределительные валы на головку блока.
26. Положите отрезок пластичного калибра на каждую шейку распределительного вала.
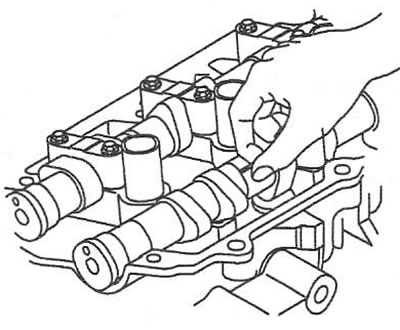
27. Установите крышки подшипников и затяните болты крепления номинальным моментом.
Внимание: не поворачивайте распределительный вал.
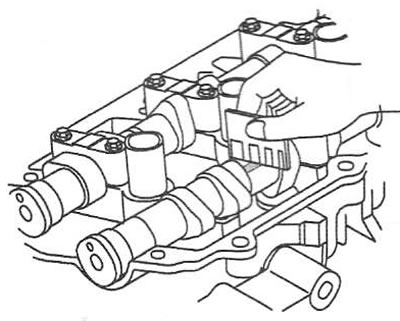
28. Снимите крышки подшипников распределительного вала.
29. С помощью контрольной шкалы измерьте ширину расплющенного участка калибра в самом широком месте. Номинальный зазор: 0,020-0,061 мм. Предельный зазор: 0,1 мм. Если зазор превышает максимальное значение, замените распределительный вал или ГВЦ.
30. Полностью удалите пластичный калибр.
Проверка осевого зазора
31. Установите распределительный вал и крышки подшипников.
32. Индикатором измерьте осевой зазор распределительного вала, перемещая его вперед и назад отверткой. Номинальное значение: 0,056-0,064 мм. Если зазор превышает номинальное значение, замените распределительный вал или ГВЦ.
33. Снимите распределительные валы.
Регулятор фазы ГРМ
34. Убедитесь, что регулятор фазы ГРМ не поворачивается.
35. Заклейте клейкой лентой все каналы за исключением отверстия, указанного стрелкой.
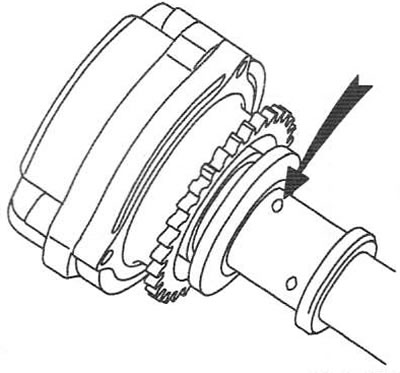
36. Подайте в свободное отверстие распределительного вала воздух под давлением приблизительно 98 кПа, чтобы разблокировать стопорный штифт в положении максимального запаздывания.
Примечание: проложите вокруг отверстия чистую ветошь, чтобы предотвратить разбрызгивание масла. Если давление воздуха недостаточное, стопорный штифт не будет разблокирован.
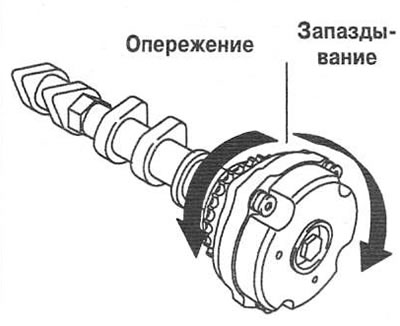
37. Поддерживая давление постоянным, поверните регулятор в сторону опережения.
38. Прекратите подачу сжатого воздуха в канал.
39. Несколько раз поверните регулятор из стороны в сторону, не доводя его до положения максимального запаздывания, и проверьте плавность вращения. Диапазон регулировки: примерно 20°.
40. Вручную поверните регулятор в положение максимального запаздывания и заблокируйте его.
Читайте также: Клапан фановый вентиляционный клапан для канализации ф50 mraa4
Гидравлические толкатели
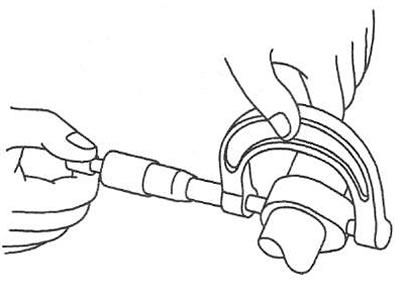
41. Удерживая верхнюю сторону (А), нажмите пальцем на мембрану (В) полностью заполненного маслом гидравлического толкателя. Если мембрана перемещается, замените толкатель.
Сайт о внедорожниках УАЗ, ГАЗ, SUV, CUV, кроссоверах, вездеходах
Пригодность втулок клапанов рекомендуется определять по зазору в сопряжении втулка-стержень клапана. Измеряется диаметр стержня и диаметр отверстия во втулке, вычисляется зазор и его величина сравнивается с предельно допустимыми. Обычно у автомобилей предельно допустимый зазор у впускных клапанов 0,15 мм, у выпускных 0,20 мм.
Определение технического состояния втулок впускных и выпускных клапанов, проверка зазора, развертывание и замена втулок, выпрессовка и запрессовка.
Удобно замерять зазор в сопряжении втулка—клапан следующим образом. Клапан приподнимается над седлом до положения, показанного на рисунке ниже. Нажимаем на клапан в одну сторону и устанавливаем индикатор так, чтобы он опирался ножкой в цилиндрический поясок тарелки клапана. Ставим шкалу индикатора на ноль. Нажимаем на клапан в другую сторону и считываем показания индикатора.
Проверка зазора между стержнем и направляющей втулкой клапана.
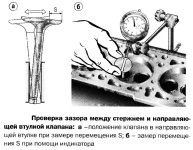
Величину зазора в сопряжении втулка—клапан можно оценить и без индикатора, «на ощупь», так как величина косвенного зазора S значительно больше действительного. При пересчете действительных зазоров в косвенные для автомобилей ВАЗ получены следующие величины. Для впускных клапанов зазоры S будут 0,7-0,8 мм, предельно допустимые 1,3 мм. Для выпускных клапанов зазор S 0,5-0,7 мм, предельный 1,0 мм.
Уменьшение зазоров S в случае выпускных клапанов связано с увеличенной длиной их втулок. Если зазоры больше нормы, сначала заменяем клапаны. Если чрезмерный зазор не устраняется только заменой клапана, рекомендуется заменить и направляющую втулку клапана.
Направляющая втулка на вид сравнительно простая деталь, однако с ее помощью базируется клапан, и он должен занять вполне определенное положение относительно седла. Геометрия втулки — это не только ее основные размеры, которые можно измерить штангенциркулем, микрометром. В понятие геометрии входит: шероховатость (чистота поверхности), волнистость, точность формы поверхности и точность расположения поверхностей относительно друг друга.
Втулки клапанов, поставляемые в запасные части, зачастую непригодны для установки. Часто несоосность цилиндрических поверхностей втулки видна невооруженным глазом по разностенности, по заходной фаске. Втулки чаще запрессовываются в головку с большим натягом, а бывает, что вставляются почти от руки.
Развертывание втулок клапанов.
После запрессовки втулки необходимо развертывать. Развертывание — завершающая обработка просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий с малой шероховатостью (Ra=0,32-1,25 мкм). Развертывание не изменяет положение оси отверстия.
Поэтому, если втулка по своей геометрии непригодна к установке, но все же установлена, то после обработки седел фрезами, которые базируются направляющими стержнями по отверстиям во втулках удалить с фасок нагар и наклеп не удается. Фреза «цепляет» седло одним зубом.
В таких случаях обычно пытаются исправить положение наклоном развертки в отверстии втулки. В конце такой «обработки» зазор в сопряжении втулка—клапан (с новой втулкой) становится равным зазору при старой втулке и вся работа теряет смысл.
Читайте также: Регургитация трикуспидального клапана это порок сердца
Замена втулок впускных и выпускных клапанов.
Чаще рекомендуются «ударные» методы, ниже будут рассмотрены способы замены клапанных втулок при помощи винтовых приспособлений с максимальной унификацией деталей. Поскольку шпильки крепления корпуса распределительного вала вывернуть бывает не так-то просто, есть смысл для крайних клапанов изготовить укороченную шпильку (размеры в скобках) и низкую гайку.
Выпрессовка втулки клапана ВАЗ.

Запрессовка новой клапанной втулки производится при помощи шпильки, гайки, упора и наконечника. Выпрессовка и запрессовка втулок клапанов автомобилей Самара, Ока и Москвич-21412 производится при помощи тех же самых приспособлений, что и для ВАЗ.
Замена направляющей втулки клапана Hyundai Accent 2 (Solaris 2)
Направляющая втулка клапана устанавливается с помощью пресса. Используя приспособление для установки направляющей втулки клапана 09221-25000 или подходящий инструмент, замените направляющую втулку следующим образом.
Порядок выполнения
/silovoj-agregat-118.jpg)
1. Используя приспособление для установки направляющей втулки клапана, выпрессуйте втулку клапана из головки цилиндров по направлению к блоку цилиндров.
2. Приставьте к отверстию головки цилиндров новую направляющую втулку клапана увеличенного ремонтного размера.
3. Приспособлением для установки направляющей втулки клапана 09221-22000 запрессуйте втулку в головку цилиндров. Приспособление обеспечивает запрессовку втулки на строго определенную глубину. Измерьте выступание верхней части направляющей втулки клапана из головки цилиндров. Обратите внимание, что выступание направляющей втулки клапана различно для впускных (47,2 мм) и выпускных (39,1 мм) клапанов.
/silovoj-agregat-123.jpg)
4. После запрессовки направляющих втулок клапанов вставьте новые клапаны и проверьте зазор.
5. Каждый раз при замене направляющих втулок клапанов проверьте и, при необходимости, замените седла клапанов.
2.2.11. Замена направляющей втулки клапана
Направляющая втулка клапана устанавливается с помощью пресса. Используя приспособление для установки направляющей втулки клапана 09221-25000 или подходящий инструмент, замените направляющую втулку следующим образом.
Copyright © 2007-2021 Все права защищены. Все торговые марки являются собственностью их владельцев.