

- Как правильно производится замена, прирезка и обработка седел клапанов
- Замена седел
- Удаление старых посадочных элементов
- Монтаж новых седел
- Ремонт седел
- тюнинг головки двигателя
- Камера сгорания
- Пространство «уши» вокруг клапанов
- Просаженность седел клапанов
- Выступы седел клапанов
- Увеличение диаметра седла клапана
- Стыковка коллекторов с головкой
- Прилегающая поверхность впускного коллектора
- Прилегающая поверхность выпускного коллектора
- Увеличение впускных и выпускных каналов
- Срезание части направляющей
- Что стоит полировать, что не стоит
- Детали камеры сгорания
- Что не стоит полировать
- Форма седел клапанов
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
» alt=»»>
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
» alt=»»>
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Читайте также: Огненный клапан секиро где найти
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
» alt=»»>
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
тюнинг головки двигателя
Камера сгорания
При изучении тюнинга камеры сгорания, не лишним будет ознакомиться со статьей >> увеличение степени сжатия
так эти виды тюнинга влияют друг на друга.
Пространство «уши» вокруг клапанов
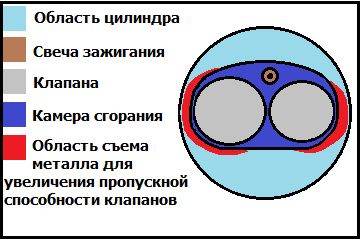
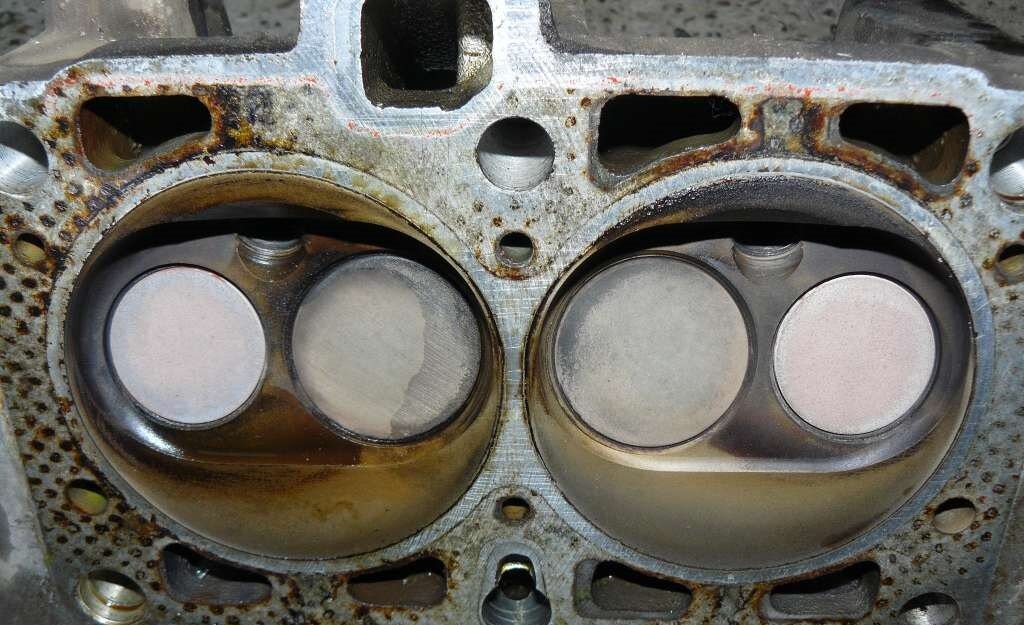
Если с умом доработать пространство в камере сгорания, проходящее близко к клапанам при их открытии, то можно значительно увеличить пропускную способность, повысив тем самым наполнение и мощность двигателя. В «двух-клапанном цилиндре» если камера сгорания имеет компактное строение, часть окружности тарелок клапанов, большую часть пути движется близко к краю камеры сгорания, создавая зону малой проходимости для топливовоздушной смеси и для выпуска сгоревших газов. Если эту зону расширить то можно увеличить наполнение цилиндров и соответственно поднять мощность.
В куполообразных камерах сгорания, либо в головках блока с V образным расположением клапанов друг относительно друга, данная технология обработки малоэффективна, так как клапана при открытии движутся к центру цилиндра и отходят при этом от стенок на приличное расстояние.
Растачивать нужно до мест прилегания головки к блоку цилиндра и вокруг клапанов, создавая так называемые «уши вокруг клапанов». Определить зону до которой можно растачивать, поможет прокладка либо отпечаток старых мест прилегания. Расточка ведется с помощью шарошек. Внимание ! Растачивайте очень аккуратно, особенно следите чтобы не попасть вращающимся инструментом, в зону прилегания мест уплотнений головки блока.



Просаженность седел клапанов
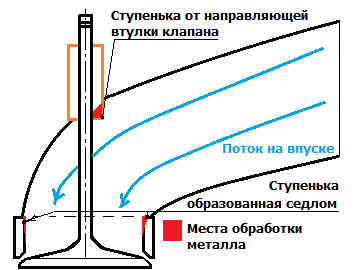
Седла клапанов, иногда имеют углубленное местоположение в камере сгорания (Просаженность клапанов может возникнуть в следствии кап. ремонта, большого пробега, тюнинга связанного с повышением подъема клапана за счет установки другого распредвала итд.) В начале открытия впускного клапана (на 1-2 мм) топливовоздушная смесь будет испытывать значительные затруднения, проникновению в цилиндры двигателя. В случае с выпускным клапаном уступ будет мешать очистке цилиндров от выхлопных газов в конечной фаэе выпуска. Наличие неровностей и острых углов очень сильно сказывается на «продувке цилиндров», (очень важной фазе работы двигателя, когда оба клапана открыты на малую величину)
Поправить положение можно сглаживанием всех острых кромок вокруг седел клапанов. Все операции по обработке камеры сгорания, желательно выполнять с вставленными (ненужными) клапанами, для защиты рабочих кромок седел клапанов от повреждений.



Выступы седел клапанов
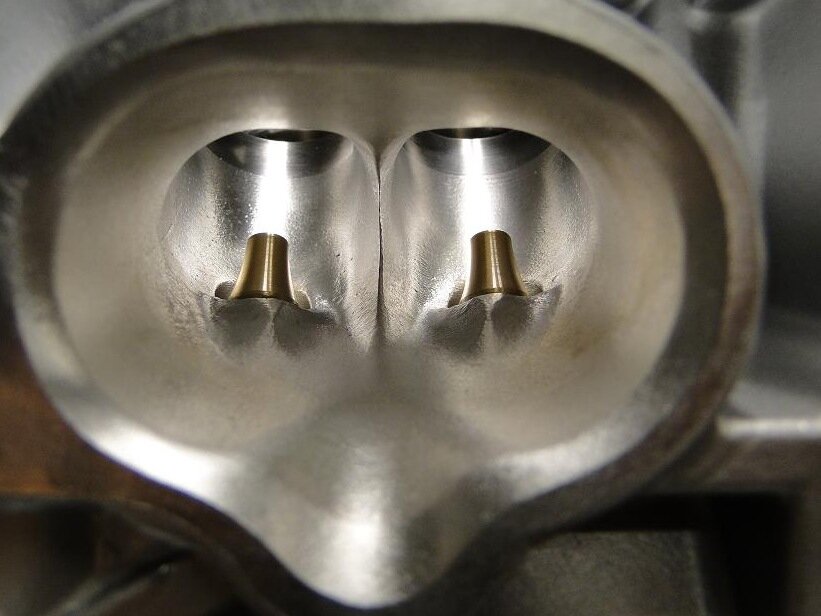
При установке седел клапанов в головку блока образуются уступы во впускных и выпускных каналах, из за несовершенства самой отливки и прямых цилиндрических форм седел. Места сопряжений стоковых деталей, обычно никак не обрабатываются. Даже если заводом предусмотрена обработка мест стыковки седел клапанов и головки блока, выполнена она посредственно с образованием новых уступов, так как обработка предусматривает лишь прохождение фрезой, что не дает необходимого качества при обработке сложных, изогнутых поверхностей. Сглаживание мест сопряжения тела головки блока с седлами клапанов, дает очень хорошие результаты, в плане уменьшения сопротивления потоку и как следствие повышения наполнения цилиндров двигателя.


Увеличение диаметра седла клапана
Одним из самых действенных видов тюнинга для головки блока, считается увеличение диаметра впускных и выпускных клапанов. Операция очень спецефическая требует подбора новых клапанов, седел клапанов и спецефического оборудования для совершения этой процедуры.
Эффект увеличения клапанов можно получить и методом расточки диаметра клапанного седла на некоторую небольшую величину (по обстоятельствам) Рабочее место уплотнения клапанов смещается при этом к краю тарелки клапана. Величина на которую по максимуму можно расточить седла зависит от конкретного двигателя, толщины и диаметра седла. Обычно чем меньше клапаны и чем совершеннее двигатель, тем на меньшую величину можно расточить седла. В любом случае если вы увеличите диаметр седла на 0.75 — 1.2 мм надежность двигателя от этого не пострадает, но пропускная способность увеличится, как от аналогичного увеличения диаметра клапана с седлами.
Читайте также: Где в россии делают операции по замене клапана
К стати, если внутренний диаметр седел увеличен, то не обязательно оставлять прежние клапана, можно заменить их на новые, с большим диаметром тарелки.
Стыковка коллекторов с головкой
Необходимость в подгонке внутренних поверхностей впускных и выпускных коллекторов, к аналогичным каналам головки блока, обуславливается неточным их изготовлением и отсутствием подгонки в процессе сборки на заводе изготовителе. Тем не менее гладкий переход от коллектора к каналам головки очень важен для хорошгего наполнения двигателя. Если убрать все уступы, то поток топливо-воздушной смеси, меньше встретит на своем пути препятствий и большее количество смеси попадет в цилиндры двигателя.
Прилегающая поверхность впускного коллектора
Прилегающие поверхности впускного коллектора и головки блока необходимо тщательным образом обработать до получения полной стыковки. Для начала желательно посадить коллектор на штифты, для жесткой фиксации коллектора относительно головки блока. Далее отметить места несостыковок «маркером» (как вариант, поверхности смазать краской, после высыхания разъединить, при разломе будут видны места выступов металла на обоих поверхностях) Чтобы метки не стирались, процарапать по контуру шилом, после чего обработать поверхности шарошками до получения полной стыковки.
2 Метод. Воспользоваться пластилином
1.Нанести пластилин на стыковочную зону и частично внутри каналов ГБЦ.
2. Присыпать мелкой стружкой, пылью идр. Разделительный материал, нужен чтоб не слиплись поверхности при стыковке.
3. Присоединить коллектор к ГБЦ и притянуть болтами до неполного выдавливания пластилина из щели. Должно остаться 0.5-1мм
4. Отсоединить коллектор и по отпечаткам будет видно где материал ГБЦ выступает.
5. Отчертить шилом и спилить шарошками лишнее.
6. Повторить процедуру для коллектора, так как первые 5 пунктов определяют зону выступания только ГБЦ.



Операции по выявлению мест обработки (съема металла), головки блока для лучшей стыковки с коллекторами.

3 Метод. Воспользоваться прокладкой коллектора. Прокладку необходимо приложить поочередно к поверхности стыковки ГБЦ и коллектора. При отчерчивании мест съема металла, обратить особое внимание, на точность совпадений отверстий крепления либо штифтов, так как они являются ориентирами.
Немного отклонюсь от темы и замечу, что весьма не лишним будет состыковать и сгладить все резкие уступы всех деталей находящихся на впуске, так как они создают весьма значимое сопротивление, потоку топливовоздушной смеси.
Детали создающие сопротивление на впуске для инжекторных или карбюраторных систем:
— Ступеньки стыковки дросселя с впускным коллектором и впускным трубопроводом
— Не совершенная форма дроссельной заслонки
— Не совершенная форма массового расходомера воздуха
— Не совершенная форма впускного коллектора
— Гофрированный впускной трубопровод
— Воздушный фильтр
— Стыковочное место карбюратора с впускным коллектором и термоизолирующей вставкой
Прилегающая поверхность выпускного коллектора
Если выпускной коллектор имеет внутренние диаметры патрубков те-же, что и на головке блока цилиндров, то их так же необходимо состыковать. если отверстия труб выпускного коллектора значительно больше отверстий в головке блока цилиндров, то растачивать головку не нужно, ибо сея мера сделана специально, чтоб ограничить обратное давление с системы выпуска обратно в цилиндры. (выхлопные газы испытывают значительное сопротивление, встречаясь с ступенькой образованной меньшим отверстием на головке блока.)
Увеличение впускных и выпускных каналов
Увеличение диаметра впускных и выпускных каналов уменьшает сопротивление движению газов, но так же уменьшается и скорость их движения. Что хорошо для высокооборотистых моторов и плохо для мотора без расчета его работы на высоких оборотах. Увеличение диаметра каналов малоэффективно, без увеличения диаметра клапанов. В связи с этим, нужно либо расточить и перепрессовать седла под большие клапана, либо расточить уже имеющиеся седла на небольшую величину, чтоб увеличить диаметр и в зоне клапана, а не только самих каналов.
Срезание части направляющей
Ножка впускного и выпускного клапана стоит посредине каналов, создавая значительное сопротивление на впуске и выпуске. Ситуация усугубляется наличием выступающей части направляющих втулок клапанов и приливом обтекающим их. В «жестком» тюнинге все выступающие части срезаются, а ножка клапана обтачивается на меньший диаметр. Ножку клапана не рекомендуется уменьшать меньше чем на 10%. Торчащий конец направляющей лучше обработать снаружи для получения более обтекаемой формы, так сложнее и менее эффективно с точки зрения наполнения, но срезая часть направляющей уменьшается ее длинна и сильно возрастает износ, особенно с использованием распредвала с увеличенным подъемом клапана. При полном срезании выступа направляющей, можно несколько скомпенсировать ее износ, путем замены обычных втулок на бронзовые, имеющие гораздо более высокую износостойкость чем обычные.
Читайте также: Трехходовой клапан viessmann 7832404



Обработанные направляющие клапанов, для обеспечения меньшего сопротивления потоку.


Полное срезание направляющих клапанов, для обеспечения еще более лучшего наполнения цилиндров. В ущерб долговечности клапанного механизма.
Что стоит полировать, что не стоит
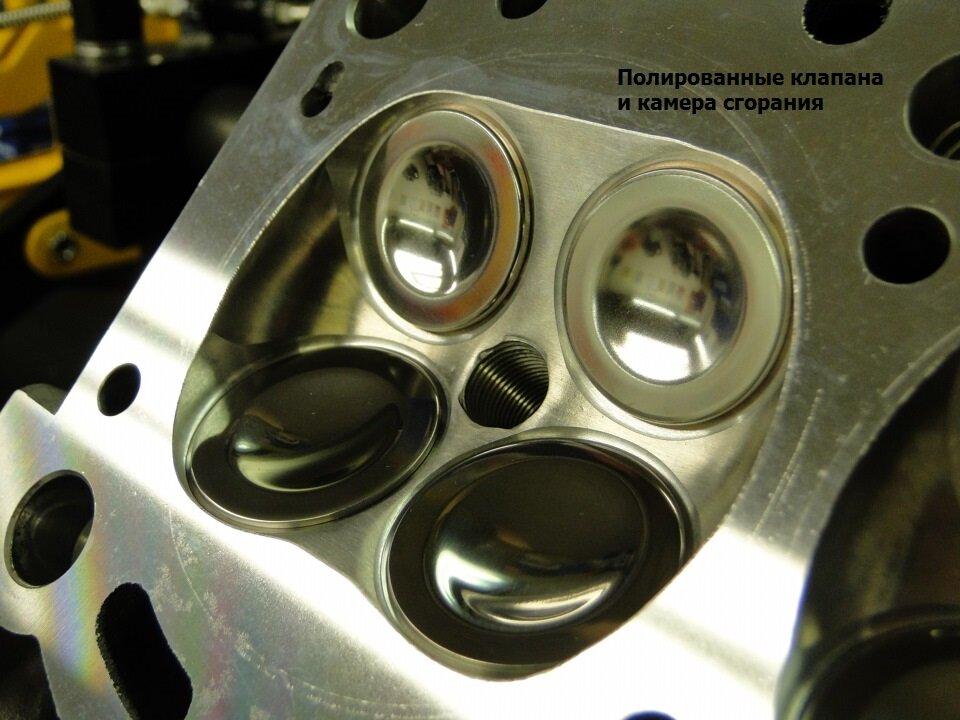
Все детали находящиеся внутри камеры сгорания включая саму камеру и днище поршня, полировать однозначно стоит.
Детали камеры сгорания
Доработанный впускной и выпускной клапан.
Камера сгорания.
Днище поршня.
Невооруженным глазом не видно но под микроскопом, с виду гладкий металл выглядит, как горные массивы с массой выступов и впадин. Полировка сглаживает эти неровности тем самым фактическая площадь контактирующей поверхности уменьшается.
При полировке металла уменьшается площадь контакта сгоревших газов с поверхностями внутри камеры сгорания, благодаря чему уменьшается отдача тепла и газы при расширении смогут совершить больше полезной работы, ведь если температура газа понижается понижается и его давление, что ведет к потере мощности.
Более подробно ознакомиться с тепловыми потерями можно перейдя по ссылке >> Тепловые потери
Еще один плюс вытекающий из первого:
Так как тепла в металл уходит меньше, понижается температура рабочих поверхностей (поршня, клапанов, камеры сгорания) что благотворно сказывается на детонационной стойкости двигателя и стойкости к перегревам. Так-же, полировка и сглаживание всех острых углов, уменьшает аэродинамическое сопротивление при движении газов на впуске и выпуске. (особенно при прохождении через узкие щели, при начальном открытии впускного клапана, продувке, итд) Полировка препятствует отложениям нагара, уменьшает концентрацию напряжений, понижая возможность образования трещин в камере сгорания и клапанах.
Для тех кому полировка кажется трудным делом. Совет! Попробуйте полировать специальным фетровым кругом к болгарке. Стоит около 100 руб. На больших оборотах, с помощью обычной пасты гои, полировка идет очень быстро и доставляет массу удовольствия!

Что не стоит полировать
Впускные и выпускные каналы полировать не стоит. Во первых из за труднодоступности полировать внутренние каналы очень долго и нудно. Во вторых на впуске из за очень гладкой поверхности образуется пленка из бензина которая периодически срывается в поток образуя неравномерную работу двигателя на малых нагрузках. Особенно пагубно сказывается полировка для двигателя с карбюраторной системой питания и моновпрыска, так как топливовоздушная смесь движется через весь впускной тракт, полностью проходя по впускным каналам. Для каналов достаточно шлифованной гладкой поверхности, без ненужной, а иногда и вредной полировки.
Форма седел клапанов
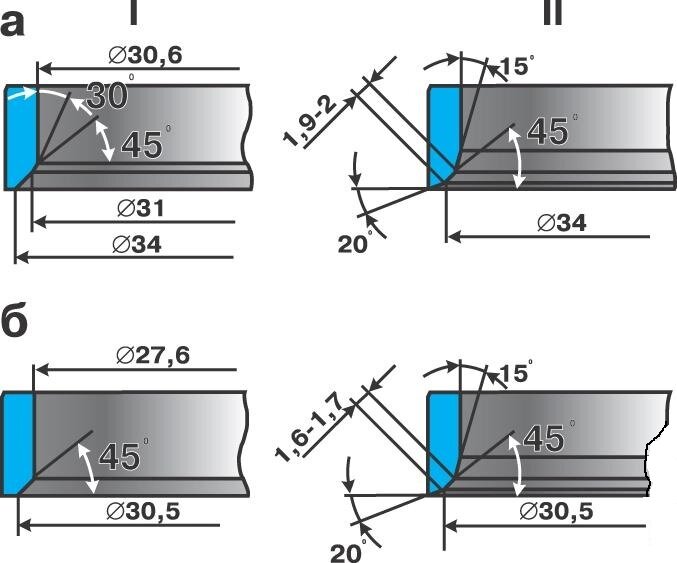
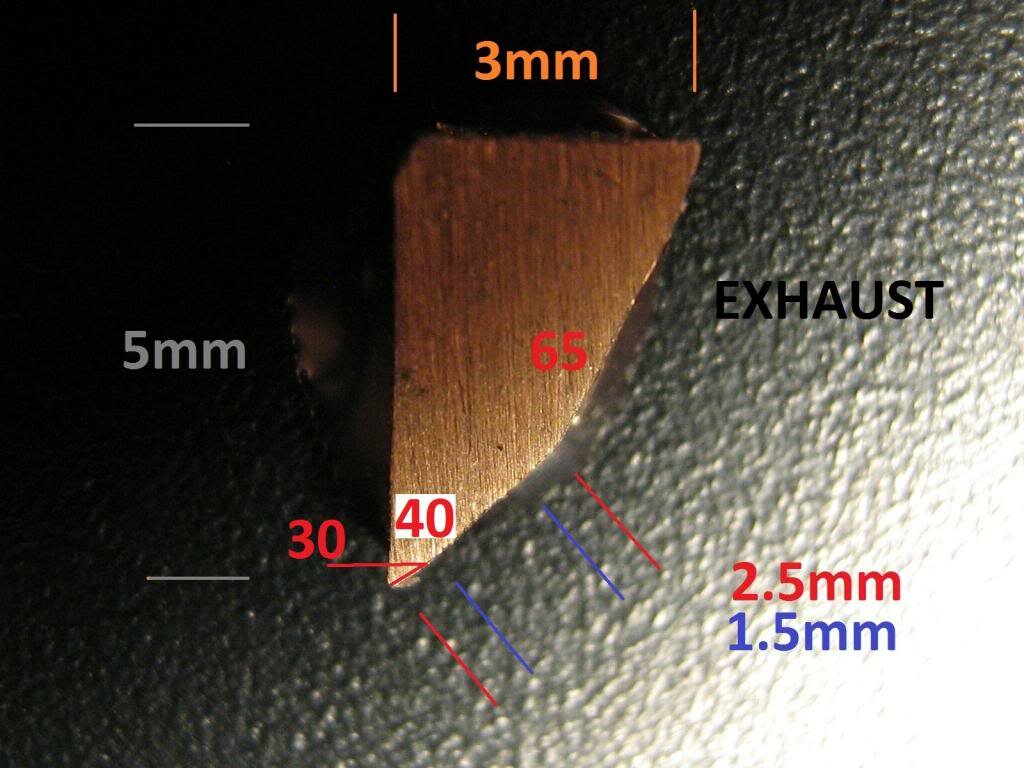
Форма седел клапанов очень сильно влияет на процесс наполнения двигателя, особенно в моменты не полного открытия или закрытия клапана. Газам, приходится проникать через узкую щель и только хорошая аэродинамика клапана и фасок седел клапанов, может помочь, уменьшить сопротивление и позволить большему количеству топливной смеси попасть в цилиндры, либо помочь освободиться от отработавших газов.
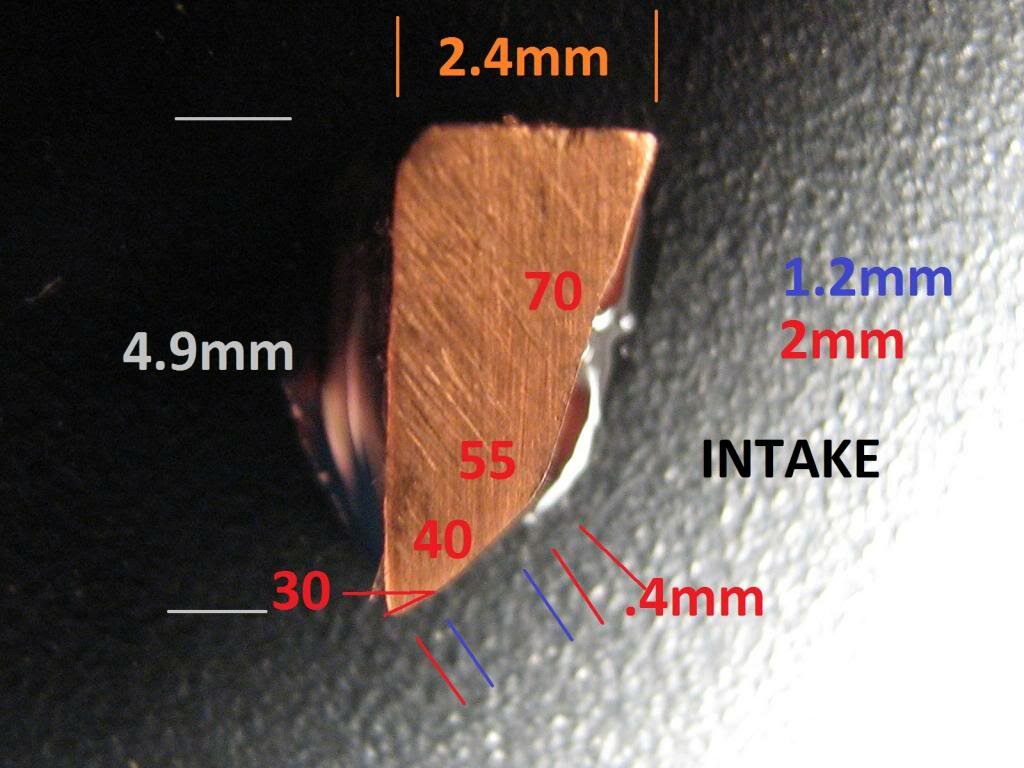
Проще говоря плоскую и очень широкую заводскую фаску на седлах клапанов, можно превратить в более скругленную, добавив еще пару фасок а иногда и более. На рисунке ниже пример стоковой фаски I и обработанной, с образованием 3 фасок II. а впускное седло б выпускное. Ширина рабочей фаски подбирается исходя из диаметра клапана.
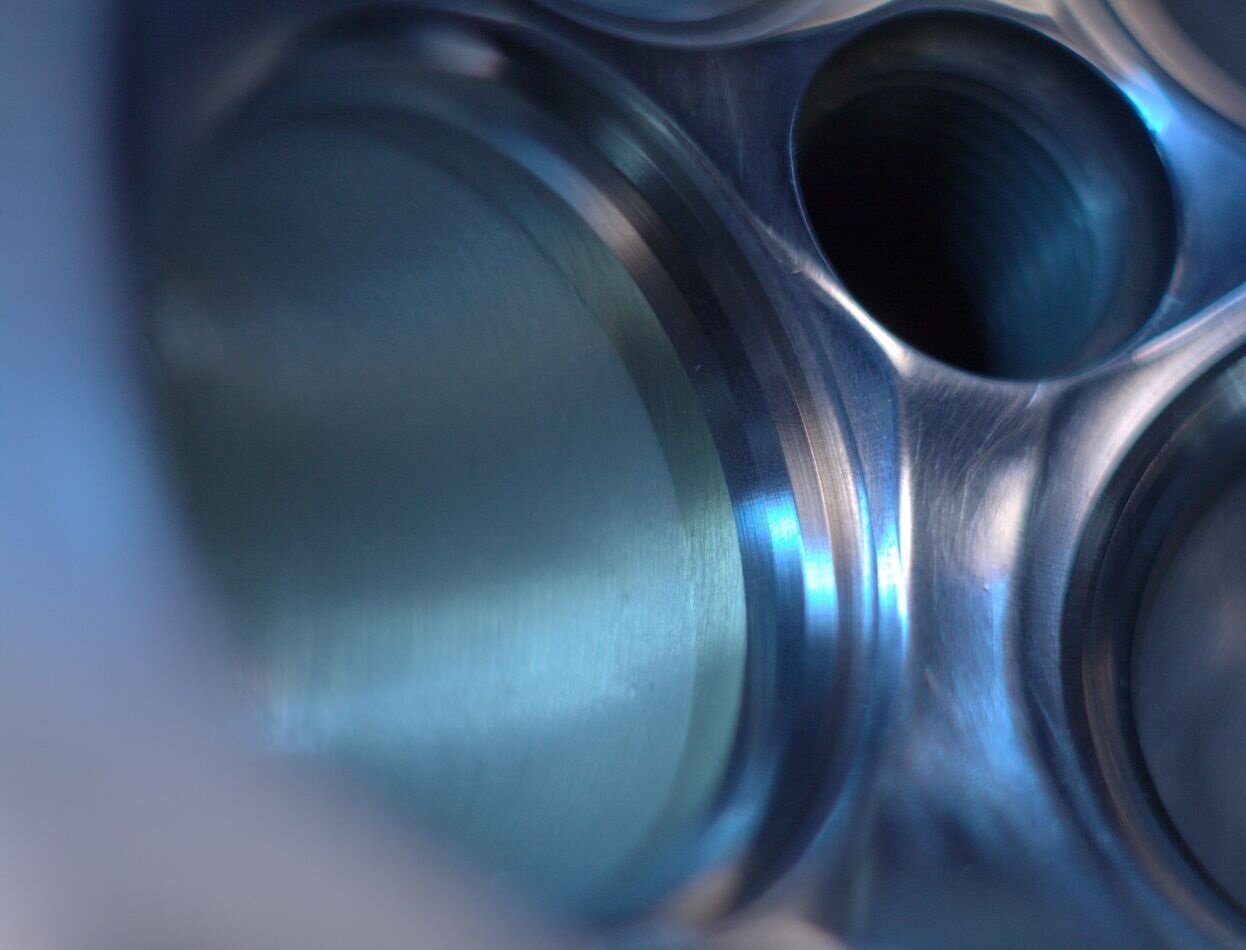
Несколько фотографий головки двигателя формулы один в разрезе. Очень хорошо видно и можно проанализировать форму седел клапанов болида. Фаски на ф1 фактически скруглены и обеспечивают идеальные условия для беcпрепятственных движений газов.


Итог. Естественно всех интересует результат от вышеперечисленных доработок и стоит ли браться за столь глубокое и сложное вмешательство в конструкцию двигателя. Результат зависит от многих факторов, но можно с уверенностью сказать, что мощность поднимется весьма и весьма заметно. На собственном опыте проверено, что качественно выполненный тюнинг головки двигателя, добавляет значительное количество лошадей, даже без использования более «резвого» распредвала. Так как используется стандартный распредвал, двигатель останется таким же эластичным и будет очень комфортно на нем передвигаться, в обычных режимах.
Мощность можно повысить на величины от 5 до 20% при том, что крутящий момент возрастет так-же во всем диапазоне рабочих оборотов двигателя. Хотя наверху прибавка будет выше. Если заменить распредвал, впускной коллектор, добавить наддув и др. то мощность возрастет гораздо выше, но это уже темы для других статей и там уже придется выбирать и анализировать гораздо больше параметров. Здесь же дан вариант классического тюнинга двигателя, связанного с усовершенствованием самой важной его части — ГБЦ читайте также >>увеличение мощности за счет степени сжатия
Продолжение следует!