

- Гидроцилиндр своими руками для проветривания теплиц – термопривод из амортизатора, газлифта и другие варианты
- Назначение и принцип действия
- Преимущества и недостатки
- Варианты изготовления гидроцилиндра
- Из старых автомобильных запчастей
- Из газлифта компьютерного кресла
- Из подручных материалов
- Свой 2-тактный мотор: песочница, куличики и 10кг расплавленного металла
- Процесс изготовления литейной оснастки
- Изготовление модели цилиндра двигателя и его литейных форм
- Выполнение отливки цилиндра двигателя и ее механическая обработка
- Вместо заключения
- 🔍 Видео
Видео:Гидроцилиндр своими руками!Скачать

Гидроцилиндр своими руками для проветривания теплиц – термопривод из амортизатора, газлифта и другие варианты
Одним из важнейших условий нормального развития растений, произрастающих в теплицах, является своевременное и качественное проветривание таких сооружений, организовать которое в автоматическом режиме можно при помощи такого устройства, как гидроцилиндр. Решив установить в своей теплице приспособление, которое автоматически открывает и закрывает тепличные форточки при определенных внешних условиях, совершенно необязательно приобретать его в серийном исполнении: можно изготовить гидроцилиндр своими руками, используя для этого недорогие комплектующие и доступные расходные материалы.

Система автоматического проветривания теплицы на основе гидроцилиндра
Видео:хонингование блока цилиндра своими силамиСкачать

Назначение и принцип действия
Перегрев растений, произрастающих в теплицах, может свести на нет весь труд, который был затрачен на их выращивание. Чтобы избежать таких ситуаций, тепличные помещения необходимо регулярно проветривать. Особенно важно выполнять данную процедуру в тех случаях, когда температура внутри теплицы достигает критических значений. Если не использовать такого приспособления, как термопривод для теплиц (или гидроцилиндр), то на то, чтобы постоянно контролировать температуру внутри таких помещений и выполнять проветривание теплицы своими руками, может уйти много времени, которое можно потратить с большей пользой. Именно поэтому любой владелец теплицы, желающий сделать процесс ее обслуживания более эффективным и менее трудозатратным, всерьез задумывается над тем, как изготовить приспособление для автоматического проветривания теплиц своими руками.
Принцип работы гидроцилиндра для теплиц достаточно прост и основан он на законе физики, согласно которому жидкость при ее нагреве расширяется в своем объеме, а при остывании сжимается, возвращаясь в исходное состояние. Таким образом, если поместить жидкость в герметичный цилиндр, оснащенный поршнем со штоком, то при нагревании она начнет расширяться, что приведет к перемещению поршня и, соответственно, штока, который жестко с ним связан.
Принцип работы системы автоматического открывания форточки теплицы
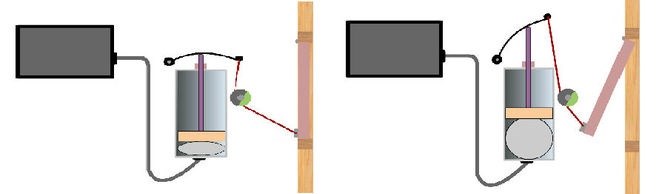
По вышеописанной схеме работают гидроцилиндры для теплиц, устанавливаемые на окнах таких помещений. При повышении температуры воздуха внутри тепличного помещения жидкость внутри гидроцилиндра начинает расширяться и выталкивать поршень устройства, сообщая движение штоку и соединенной с ним оконной рамой, которая начнет открываться. При снижении температуры воздуха в теплице система начнет работать в обратном направлении: жидкость станет сжиматься и возвращаться в первоначальное состояние, что приведет к опусканию поршня со штоком и, соответственно, закрытию оконной рамы теплицы.
Как такая несложная система может обеспечивать открытие и закрытие тепличных оконных рам? Расчеты показывают (и это подтверждает практика), что гидроцилиндр диаметром 50–55 мм и длиной 50 см с 800 граммами рабочей жидкости, в качестве которой можно использовать и отработанное техническое масло, способен обеспечить автоматическое открывание оконной рамы, вес которой составляет 10 кг.

Гидроцилиндры также могут использоваться и для открывания дверей теплицы
Видео:Гидроцилиндр своими руками из подручных материалов .Скачать

Преимущества и недостатки
Среди достоинств, которыми обладает гидроцилиндр, используемый для обеспечения проветривания тепличных помещений в автоматическом режиме, следует выделить следующие.
- Для эксплуатации такого устройства не требуется его подключение к сети электропитания.
- Несложная конструктивная схема позволяет достаточно легко изготовить гидроцилиндр для теплицы своими руками.
- Такое устройство не нуждается в постоянном техническом обслуживании.

Автоматическая система проветривания на базе гидроцилиндра, несмотря на некоторые недостатки, довольно часто используется в личных теплицах
Естественно, есть у такого устройства для автоматического проветривания теплиц и недостатки.
- При установке такого устройства на оконную раму, которая вращается на вертикальной оси, необходимо дополнительно использовать возвратную пружину, так как такая рама при уменьшении объема рабочей жидкости в гидроцилиндре не опустится под собственным весом.
- При резком снижении температуры воздуха вне тепличного помещения гидроцилиндр не закроет оконную раму в тот же момент, это произойдет только через 15–20 минут, когда остынет масло в его рабочей камере.
Видео:Полировка цилиндра в зеркало после расточки .Скачать

Варианты изготовления гидроцилиндра
Задумываясь над тем, как сделать гидроцилиндр для проветривания теплицы своими руками, можно без особых проблем найти чертеж такого устройства в интернете и даже посмотреть видео, описывающее в подробностях процесс изготовления такого устройства. Для создания гидроцилиндра можно использовать детали от уже неработающих технических устройств. Таким образом, затратив минимум финансовых средств, можно оснастить свою теплицу автоматическими открывателями окон, которые позволят не переживать о том, что тепличным растениям не обеспечены должные температурные условия.
Перечислим наиболее популярные варианты самостоятельного изготовления гидроцилиндра для проветривания тепличного помещения:
- из старых автомобильных запчастей;
- из домкрата или газлифта компьютерного кресла;
- из подручных средств.

Самодельный проветриватель теплицы из газлифта автомобиля
Из старых автомобильных запчастей
Автоматический проветриватель для теплицы, как уже говорилось выше, можно изготовить из неиспользуемых автомобильных запасных частей. Для таких целей, в частности, используется пневмоцилиндр, устанавливаемый в механизмах удерживания задних дверей автомобилей многих марок («Нива», «Москвич», ВАЗ-2108 и др.).
Прежде чем приступать к изготовлению такого устройства, которое используется для поднятия оконных рам, вращающихся на горизонтальной оси, необходимо найти его чертеж в интернете, что не составит больших проблем.
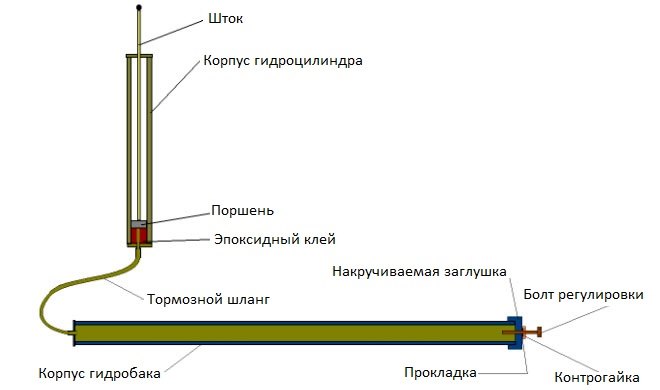
Схема автоматического проветривателя из автомобильного пневмоцилиндра
Чтобы сделать тепличный гидроцилиндр из амортизатора задних дверей автомобилей, способный открыть даже достаточно тяжелые оконные рамы, подготовьте:
- сам пневмоцилиндр (вам понадобятся емкость и шток для гидроцилиндра);
- эпоксидный клей;
- электрическую дрель и набор слесарных инструментов.
Порядок выполнения работ по изготовлению тепличного гидроцилиндра выглядит следующим образом.
- В донной части пневмоцилиндра сверлится отверстие небольшого диаметра. При выполнении такой процедуры следует пользоваться защитными очками, чтобы не допустить попадания в глаза мелкой стружки, вылетающей из зоны сверления.
- Полученное отверстие высверливается до диаметра 9 мм.
- Поршень пневмоцилиндра извлекается из его полости, стенки которой тщательно обезжириваются.
- Верхняя часть поршня смазывается маслом, после чего он помещается в цилиндр и опускается до отметки, находящейся на уровне 3–3,5 см от дна его внутренней полости.
- Цилиндр вместе с помещенным в него поршнем аккуратно зажимается в тисках таким образом, чтобы его донная часть располагалась отверстием вверх.
- В полость цилиндра через заранее выполненное отверстие заливается эпоксидная смола. Это делается для того, чтобы сформировать клеевую пробку в его донной части. Приклеиться к такой пробке поршню не даст масло, которым его предварительно смазали.
- После того как эпоксидная смола полностью застынет, поршень извлекается из полости цилиндра.
- Через отверстие в дне цилиндра клеевая пробка просверливается сверлом такого же диаметра. После этого в полученном отверстии нарезается резьба М10 с шагом 1,25 мм.
- Верхняя часть емкости закрывается заглушкой с отверстием, в котором будет перемещаться шток для гидроцилиндра.
- Готовый гидропоршень фиксируется под окном теплицы таким образом, чтобы его шток, который, возможно, придется укоротить, при выдвижении открывал фрамугу.
На видео ниже наглядно показана работа самодельного гидроцилиндра в частной теплице.
Чтобы гидроцилиндр, изготовленный по вышеописанной схеме, мог обеспечивать автоматическое открывание форточек в теплице, его необходимо оснастить бачком для рабочей жидкости, в котором она будет расширяться и, поступая под поршень устройства, толкать его вверх вместе со штоком. Для изготовления такого бачка также можно использовать автомобильную деталь – кардан, от которого надо отрезать его проушины. Обрезать данный элемент необходимо на длину, которая рассчитывается для каждой конкретной теплицы. На один из концов обрезанного кардана устанавливается заглушка, в которой сверлятся два отверстия.
Читайте также: Цилиндр9.Bad
Одно из них используется для заливки рабочей жидкости, а второе – для стравливания воздуха из системы. На второй конец самодельного бачка для гидроцилиндра также устанавливается заглушка, но с одним отверстием, в котором нарезается резьба. Для соединения внутренней камеры бачка и полости гидроцилиндра такая система оснащается шлангом с резьбовыми штуцерами, в качестве которого можно использовать элемент тормозной системы автомобиля. Самостоятельно изготовить данную систему несложно, если ориентироваться на ее чертеж, который можно найти в интернете.
Ещё один вариант автоматического проветривателя на основе автомобильного газлифта.
Из газлифта компьютерного кресла
Использовать для изготовления емкости и штока для гидроцилиндра, при помощи которого будут автоматически открываться и закрываться окна в тепличном помещении, можно и газлифт от старого офисного или компьютерного кресла. Чертеж такого устройства и видео по его изготовлению находятся в открытом доступе в интернете. В результате несложной переделки газлифта, выполняемой по такой же схеме, как и в вышеописанном варианте, получается устройство, с одной стороны которого будет располагаться пластиковый, а с другой металлический шток для гидроцилиндра.

Газовый цилиндр от старого офисного стула

Газлифт необходимо разобрать, приварить штуцер-переходник, собрать и заполнить маслом
Из подручных материалов
При отсутствии комплектующих от автомобиля или компьютерного кресла приспособление для открывания и закрывания окон в тепличном помещении можно изготовить из подручных материалов. Прежде чем приступать к изготовлению такого устройства, необходимо разработать его чертеж и подготовить все необходимые расходные материалы и инструменты:
- листовой хорошо гнущийся материал, в качестве которого можно использовать поликарбонат или жесть;
- трубу из пластика;
- камеру от баскетбольного, футбольного или волейбольного мяча;
- набор слесарных инструментов.
Принцип работы рассматриваемого приспособления
Изготавливается простейшее приспособление для автоматического проветривания теплиц по следующему алгоритму.
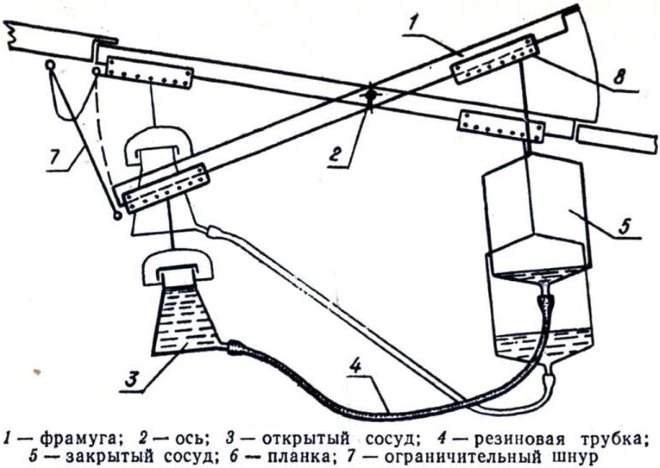
- Из гибкого листового материала создается цилиндр, который оснащается дном и крышкой, изготовленными из оргстекла. В дне и крышке цилиндра выполняются отверстия для штока и подводящего воздух шланга.
- Из металла, пластика или любого другого материала изготавливается поршень устройства, который необходимо оснастить штоком.
- Под поршень, на дно цилиндра, укладывается камера от мяча, которая при помощи шланга соединяется с воздушным ресивером. В качестве последнего можно использовать любую герметично закрывающуюся металлическую емкость.
Таким образом, при нагревании стенок ресивера воздух в нем тоже начнет нагреваться и расширяться, что приведет к наполнению воздухом камеры мяча, движению поршня и штока, связанного с рамой тепличного окна, которое, соответственно, начнет открываться. При остывании ресивера произойдет обратный процесс, что приведет к закрытию окна.
Изготовление и использование несложных устройств, описанных выше, позволяет забыть о том, что такое вентиляция в теплице своими руками, регулярность которой не всегда можно обеспечить.
А в заключение ещё один вариант изготовления автоматического проветривателя из подручных средств.
Видео:Самодельный пневмо цилиндр, тест и сравнениеСкачать

Свой 2-тактный мотор: песочница, куличики и 10кг расплавленного металла
В прошлой части был показан процесс разработки модели цилиндра. В этой речь пойдет о его материализации. На момент начала этой работы у меня имелся опыт литья нескольких сотен мелких деталей из алюминия и мучительной отливки прошлой версии цилиндра, которая так и не была закончена. Ее удалось отлить лишь с пятого или шестого раза, уже и не помню… А ведь на каждый комплект одноразовых форм приходилось тратить около месяца работы. Проблема была в захвате воздуха литниковой системой — при заливке металл захватывал воздух, который образовывал пустоты в теле. Какие только литниковые системы я не пробовал, какие только советские литейные талмуды не читал все было без толку. И так бы продолжалось и далее пока я не решил испробовать радикальное решение проблемы — наклонный под 30-45° к вертикали литник большого сечения. С ним отливка сразу получилась как нужно.
Читайте также: Почему бензин не поступает в цилиндр юпитера 5

Осенью 17-го года товарищ позвал меня с ним участвовать в конкурсе «умник», поскольку сам он уже участвовал, а второй раз нельзя. По сему гранту выдают де-юре 0,5Мруб на два года без какой-либо отчетности о растратах, хотя де-факто на руках оказывается 4/5 от общей суммы. Так уж повелось, что на эти деньги принято покупать самобеглую повозку. Я же хотел иначе и согласился с условием потратить деньги на развитие мастерской и, по-крайней мере, купить фрезерный станок. Как я понял, это в планы моего коллеги не входило и в дальнейшем разговор не поднимался. Позже я узнал, что был найден другой прокси. Данный факт задел мое самолюбие, и я решил, что у меня будет свой грант со станками и оснасткою. Оставалось найти проект, в котором будет что-то протаскиваемое в тематику, и тут как нельзя лучше подвернулся тянувшийся на тот момент около пяти лет CR620/724. На тот момент у меня были готовые модели цилиндра 724см³ и сопутствующей мелочевки и кроме того возможность реализовать это своими силами — 3D-печать, технология литья, рабочая литниковая система для таких сложных отливок и токарный станок. Я решил, что грант пойдет на косвенные траты по проекту, а делаться будет, в основном, за свой счет. В случае победы я получал жесткие сроки, с коими у меня проблема. Заявка прошла. Необходимость показать какие-то железяки на финальном этапе отбора проектов вынудила меня ускориться.
Экспозиция дана и теперь настало время перейти непосредственно к технической части.
Процесс изготовления литейной оснастки
Методы литья бывают как с многоразовой модельной оснасткой, так и с одноразовой. Модельная оснастка нужна для получения литейных формы. Заливка металла производится в литейные формы, которые тоже бывают многоразовые (металлические, в основном при использование литья под давлением). Литейная форма состоит из внешней формы и внутреннего стержня, задача которого — сформировать полости в отливке. В данном проекте было использовано литье в землю, то есть в одноразовые литейные формы, состоящие из смеси минералов.
Для применения многоразовой модельной оснастки необходимо в процессе проектирования отливки учитывать проблему извлечения элементов литейных форм из модельной оснастки (многоразовая модельная оснастка аналогичного цилиндра, стержень(крайний справа) и отливка(по центру) показана на главной картинке статьи). Часто, например, картер мотоциклетного двигателя и его крышки, для получения литейных форм достаточно четырех деталей модельной оснастки (две полуформы наружной поверхности и две для стержня). Однако, для цилиндра двухтактного двигателя, из-за сложной геометрии внутренних полостей, нужен набор из примерно двух десятков деталей модельной оснастки. А поскольку в рамках данной работы не ставится цель получить много одинаковых отливок, то было принято решение использовать одноразовую модельную оснастку.
На предыдущем этапе была получена модель цилиндра как готовой детали. Отливка представляет собой готовую деталь с литниковой системой и припуском под обработку. Вверху отливки были выполнены прибыли для питания отливки расплавом при кристаллизации, это позволяет сместить области усадки из отливки в литниковую систему, а так же обеспечить отвод вытесняемого воздуха.
Для получения отливки было использовано литье по выплавляемым моделям. В этом случае модельная оснастка представляет собой модель отливки из легкоплавкого материала (литейного воска или подходящего пластика). В данном проекте был использован пластик PLA (полилактид), поскольку он, в отличие от многих других, имеет явную температуру плавления, после которой его вязкость резко уменьшается, что позволяет ему легко вытечь из литейной формы, в отличии от ABS, который имеет недостаточно низкую вязкость до, по крайней мере, 300°С. При прокаливании остатки пластика сгорают с образованием незначительного количества твердых отходов, которые, в отличии от ABS пластика, не сцеплены со стенками литейной формы и легко выдуваются сжатым воздухом. При нагреве ABS до 700-800°С без хорошего доступа кислорода образуются твердые тела, сцепленные с формой, которые потом портят отливку.
Для литья по этой технологии важным является газопроницаемость литейной формы, ибо в ней все равно остаются вещества, переходящие в газовую фазу при нагреве до температуры расплава. В случае плохой газопроницаемости материала литейной формы в отливке образуются газовые пузыри, что является одной из наиболее частых причин брака в литейном деле.
Пластиковая модель отливки цилиндра была изготовлена путем трехмерной печати. Однако, размер области печати принтера меньше габаритов отливки, из-за чего пришлось разбить ее на составные элементы. Изготовление всех остальных деталей было выполнено с помощью этого же процесса.
Разбиение модели отливки цилиндра для трехмерной печати
Изготовление модели цилиндра двигателя и его литейных форм
Модель была напечатана слоем 250мкм из PLA пластика и состояла из двадцати частей. Все части модели отливки печатались с 10% заполнением. Компоненты модели были собраны на центрирующих штифтах и склеены, а стыки между ними заделаны литейным воском. Без заделки стыков на отливке будут повторены щели между ними, которые тяжело вычищаются от остатков формовочной смеси и являются концентраторами напряжения. В модели были выполнены технологические отверстия в рубашку охлаждения. Эти отверстия создают дополнительные опоры для непрочного, в силу своей геометрии, стержня рубашки охлаждения. Иначе во время заливки он может расколоться от неравномерного нагрева и его осколки будут увлечены течением расплава, что уже приводило к браку похожих отливок. Любое повреждение литейных форм при заливке порождает свободные частицы, которые всегда портят отливку. Поэтому лучше сделать технологические отверстия в удобных местах, чем потом придумывать как заварить дефект где-то внутри.
Читайте также: Шайба штока цилиндра гур 66
Материалом для литейных формы служил просеянный песок фракции 0,63мм в смеси с натриевым жидким стеклом в пропорции 4/1. Формовочную смесь необходимо тщательно утрамбовать и уделить особое внимание каналам в отливке. Перед захоронением модели с заполненными каналами в формовочную смесь желательно снять небольшой слой смеси с выходов каналов — она успевает начать твердеть на воздухе и после литейная модель может расколоться по этим поверхностям, чего бы не хотелось. После завершения формовки для затвердения смеси ее необходимо через проколы продуть углекислым газом. CO₂ разрывает связь между оксидом натрия и оксидом кремния в жидком стекле и SiO₂ сцепляет песчинки между собой. При продувке слышен характерный хруст, который свидетельствует о том, что процесс отвердения идет. На каждый прокол требуется порядка 1/2 минуты подачи углекислого газа. Особенно важно хорошо продуть стержень.
Для изготовления литейных форм модель отливки была установлена в опоки и свободное пространство в опоке и внутри модели было заполнено смесью песка с натриевым жидким стеклом. Из этой же смеси были изготовлены литник и плита, увеличивающая высоту прибылей. Все компоненты литейной формы были собраны вместе и обложены с зазором кирпичом.
Литник был выполнен наклонным под углом 45° к вертикали.
Проверка сопряжений литейных форм
На следующем шаге пластик из литейной формы был выплавлен, а она прокалена и продута сжатым воздухом для удаления осыпавшегося песка с золой. После предыдущих операций литейная форма была оставлена в печи, поскольку лишние циклы нагрева могут повлечь ее растрескивание, что может повлечь отделение части стержня, последствия чего описаны выше.
Прокаленная литейная форма
Выполнение отливки цилиндра двигателя и ее механическая обработка
Для заливки был использован силумин марки АК9ч, поскольку он обладает хорошей прочностью и жидкотекучестью, низкой литейной усадкой и является классическим выбором для изготовления цилиндров и блоков двигателей с чугунными гильзами. Слитки были разделены на небольшие, влезающие в тигель фрагменты, и расплавлены в плавильной печи(печь самодельная, могу осветить конструкцию). Когда расплав прогрелся до температуры на 20°С ниже температуры заливки, из печи была извлечена нагретая до 300°С литейная форма, которая оставалась нагретой с прокалки, и установлена в подготовленную кирпичную опалубку.
Пространство между формой и опалубкой было засыпано песком для предотвращения вытекания расплава из возможных трещин, а стыки компонентов формы были заделаны формовочной смесью. Заливка была выполнена при температуре расплава в 740°С. Больно ответственный момент для мыслей о картинках и отвлекаться на другого человека с фотоаппаратом тоже не хочется Когда отливка остыла, форма была разбита, стержень выбит, а остатки формовочной смеси, находящиеся в труднодоступных местах, были вымыты мойкой высокого давления. Литниковая система была отрезана, технологические отверстия в отливке были заварены, а сама отливка прошла искусственное старение без предварительной закалки согласно ГОСТ 1583-93.
Фотографий заливки увы нет.
Должен заметить, что проблема извлечения стержней существенна. При сложной геометрии и прочной смеси она может быть неразрешимой. При проектирование отливки стоит заранее думать как и чем подлезть внутрь. Для извлечения стержня я использовал так же и технологические отверстия отливки, которые его укрепляли. Без них, скорей всего, стержень извлечь не удалось бы. Основной объем материала был извлечен шуруповертом с буром от перфоратора. Бур обладает твердосплавной напайкой и поэтому не тупится о песок. Там, куда буром не подлезть, можно использовать толстую стальную проволоку или распушенный стальной трос, вращаемый шуроповертом. После того, как каналы стали сквозными остатки формовочной смеси хорошо поддаются мойке высокого давления. Тем не менее даже после всех манипуляций в рубашке охлаждения остались кусочки формовочной смеси на стенках и в процессе обработки они нет-нет, да вываливались.
Вместо заключения
По проекту будет использован низ двигателя картера Honda CR500. Картер был модифицирован для расширения продувочных каналов, юбки гильзы большего диаметра и переноса шпилек. В проект цилиндра была заложена возможность увеличения хода поршня до 95мм в новом картере, из-за опасения повреждения родного картера.
С моделью отливки и полузаконченным цилиндром 620см³ я таки выиграл грант, это было в ноябре 17-го года. Отливка 724см³ была выполнена лишь в марте. На прокалку формы и литье потребовалось чуть более суток непрерывной работы. По-моему мнению, литье отличается от, например, сварки тем, что это необратимый процесс — если где-то проблема, то нельзя вернуться на шаг назад, а только в самое начало. Особо страшно было с одноразовой пластиковой моделью. Наиболее волнующий момент — разбиение литейных форм, это сравнимо с открытием подарка на новый год в детстве, только ставки значительно больше. К счастью, отливка хоть и не как задумано, но получилась удовлетворительной с первого раза. Какое же это было облегчение! Теперь предстояло обрабатывать ее и делать всякие сопрягаемые детали.
UPD: Добавлено описание процесса извлечения стержней, 17 авг. 20г.
🔍 Видео
Самодельный гидроцилиндрик на заднюю навеску! Homemade hydraulic cylinderСкачать

Пневмо цилиндр самодельный.Скачать

Бюджетный хон хонинговка цилиндров своими руками хонингования двигателя 1G-FE после кап ремонтаСкачать

Как сделать цилиндр из бумаги.Скачать

Необычный рыболовный поплавок для дальнего заброса, ловли с кормушкой и на толстолоба. Самоделки DIYСкачать

Как сделать гидравлические цилиндрыСкачать

самоделка из амортизатора , пневмоцилиндр своими рукамиСкачать

Самодедьные гидравлические цилиндры из амортизаторов. (43).Скачать

РАСТОЧКА цилиндра своими руками в гараже . шкуркой и дрельюСкачать

Самодельный пресс который мнёт абсолютно все...Скачать

Рабочая гидравлика своими руками (На этот раз удачно)Скачать

самодельная гидравлика из домкрата для кузовного ремонта часть2Скачать

Гидроцилиндр - устройство и принцип работыСкачать

СТАНОК из ХЛАМА для ХОНА ЦИЛИНДРОВ.Скачать

Самодельные цилиндры для мотоцикла Урал ( часть первая)Скачать
