
Над процессом создания шины работают шинные химики и конструкторы, от которых зависят секреты шинной рецептуры. Их искусство заключается в правильном анализе и выборе сырья, дозировке, комбинировании компонентов, в особенности для смеси протектора.
Все это достигается благодаря профессиональному опыту, компьютерному анализу и моделированию, усовершенствование рецептуры и технологии приготовления смесей – кропотливый труд, играющий важную роль в разработке шин, от которого зависит:
- Уровень сцепления с дорожным полотном;
- Надежность;
- Рабочий ресурс;
Состав резиновой смеси и ее пропорции любого производителя шин — тайна за семью печатями.
Хорошо известно около 20 основных составляющих, рецептура зависит от назначения деталей шины и может включать в себя до 10 химикатов, начиная от серы и углерода и заканчивая каучуком.
- 2. СЫРЬЕ
- КАУЧУКИ СИНТЕТИЧЕСКИЕ И НАТУРАЛЬНЫЕ
- Как делают зимние шины
- Процесс производства автомобильных шин: просто о сложном
- Этапы производства от идеи до конечного продукта
- Производство компонентов
- Оборудование для производства шин
- Создание модели
- Виды шин
- Протектор
- Подготовка резиновой смеси
- Необходимое сырье
- Подбор компонентов шины
- Сборочное производство
- Сборка и вулканизация
- Вулканизация
- Моделирование и тестирование модели
- Создание резиновой смеси
- Контроль качества
- Автоматическое тестирование и визуальный контроль
- Обязательная маркировка шин
2. СЫРЬЕ
КАУЧУКИ СИНТЕТИЧЕСКИЕ И НАТУРАЛЬНЫЕ
Приблизительно половина используемого каучука – натуральное сырье состоящие из высушенного сока (латекса) вырабатываемое из каучукового дерева «Бразильской гевее», которое произрастает в странах тропического пояса в обоих полушариях земли: Латинской Америки, Африки, Юго-Восточной Азии.
Так же каучуконосный млечный сок содержится в некоторых видах сорных трав и одуванчиков. Натуральный каучук долгое время доминировал во всех смесях, различаясь при этом лишь по уровню качества, и даже после изобретения «изопрен синтетического» каучука, близкого по свойствам натуральному, современная высокопроизводительная шина, не мыслима без натурального каучука.
В пятерку крупнейших производителей натурального каучука входят:
Производимый из нефти синтетический каучук был изобретен немецкими химиками в 30-е гг. В настоящее время синтезируется несколько десятков различных синтетических каучуков. Каждый из них имеет свои характерные особенности и строгое назначение в разных деталях РТИ, как показало время и практика, единственным недостатком синтетического каучука является его дороговизна в сравнении с натуральным. На территории СССР не было возможности получать натуральный каучук из растений, а покупать его за границей приходилось за валюту. Это спровоцировало развитие богатой химии синтеза каучуков и других полимеров.
Как делают зимние шины
Побывав на заводе Continental под Калугой, мы узнали, как производится новая шипованная шина IceContact 2, насколько она лучше предшественницы и сложно ли выдирать из нее шипы

Казалось бы, еще вчера мы посещали церемонию открытия немецко-калужского завода, а уже сегодня с конвейера сходит 2,5-миллионная шина. С момента запуска прошло уже больше двух лет, и главная на сегодня новость — начало производства премиум-шиповок IceContact 2. Калужский завод, к слову, стал вторым предприятием концерна, которое выпускает зимние шипованные шины, и единственным в России, где применены уникальные технологии шипования и вулканизации шипа, полностью интегрированные в производственный процесс. И если на заводе в немецком городе Корбах на долю шипованных шин приходится только 10–20 % от объемов производства (шипы в большинстве стран Европы вне закона, да и зимы куда мягче), то у нас потребность в таком продукте куда выше — в ближайшее время доля шиповок на калужском заводе составит около 60 %.
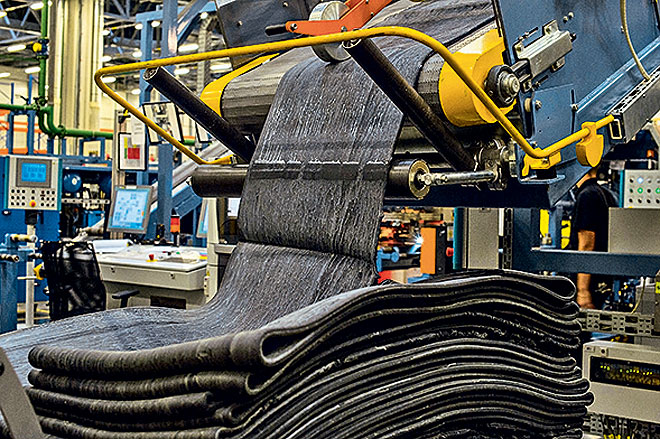
Из каждой 250-килограммовой стопки резиновой ленты берется один образец, который проходит обязательную проверку в лаборатории
О том, чем новинка выгодно отличается от предшественницы, читайте в статье Станислава Шустицкого, где он описывает собственные ощущения от теста IceContact 2. Мне же удалось вживую наблюдать, что стоит за такими показателями, как «улучшение управляемости на сухом дорожном покрытии на 9 %» или «улучшение тормозного и тягового усилий на льду на 8 %». Если брать глобально, то принцип производства всех современных зимних шин идентичен. Главные отличия, как и полагается, в деталях — главным образом, в составе резиновой смеси, структуре протектора, способе и типе шипования. Именно поэтому фотографировать конвейер дотошным журналистам традиционно запрещено — мало ли что выведают.

Процесс создания шины с нуля — крайне трудоемкий, длительный и высокоточный. Огромное количество времени, как и с любым технологичным продуктом, уходит на разработку шин — компьютерное моделирование, изготовление макетов и предсерийных образцов шин, длительный подбор и тестирование резиновых смесей… И только после успешных испытаний дело доходит до производства недешевых пресс-форм для каждого типоразмера шин, а также установки и отладки производственного оборудования непосредственно на заводе. Сам же процесс производства серийной продукции выглядит менее творческим и более заурядным, но и здесь пока что есть место ручному труду профессионалов.
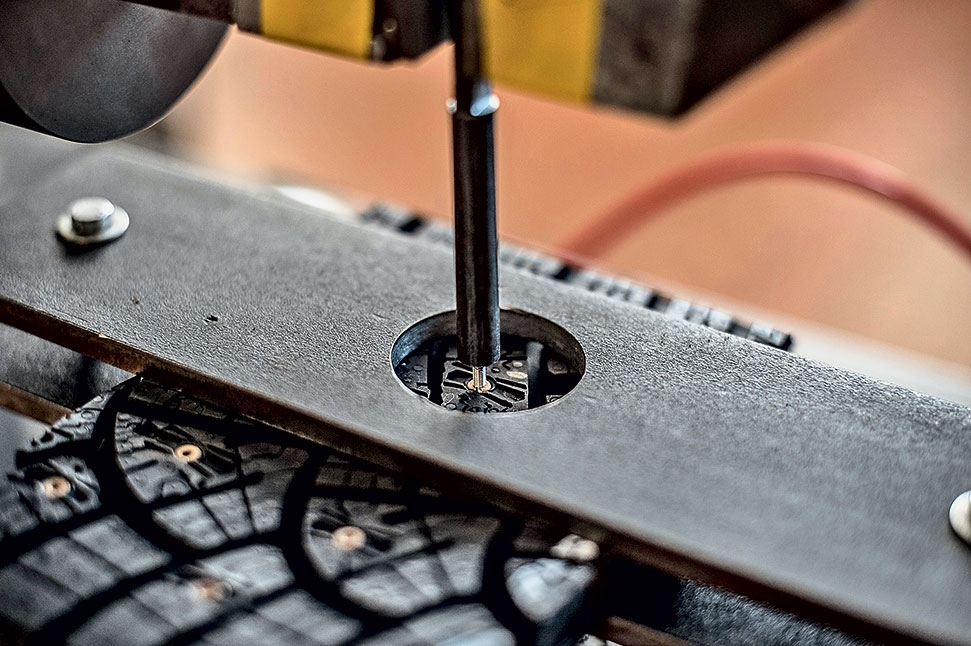
Посадку шипа проверяют на специальном станке. Прочность превосходная — выдирается тот только с кусками протектора
Все начинается в цехе резиносмешения. Здесь, как понятно из названия, происходит изготовление секретной резиновой смеси: компоненты тщательно перемешиваются, измельчаются и раскатываются на вальцах. Технология смешивания компонентов состоит из двух этапов: сперва технический углерод смешивается с каучуком и добавками при температуре 120 градусов. Затем полученный «микс» смешивается с серой, а чтобы не запустить процесс вулканизации, процесс происходит при сниженной до 80 градусов температуре. По окончании процесса мы можем наблюдать 250-килограммовые многослойные стопки резиновой ленты, которая вскоре пойдет в следующий цех. Но и здесь возможны некоторые отклонения от плана, ибо превратиться из невзрачного куска резины в эффективную шину дано не каждой заготовке. Даже несмотря на то, что каждый замес четко отслеживается, существует мизерная вероятность неправильного смешивания ингредиентов будущей шины из-за их огромного разнообразия, которые включают в себя 15 наименований, созданных с использованием примерно 1500 различных материалов! Поэтому из каждой палеты с резиновой лентой-полуфабрикатом в обязательном порядке берется образец, который отправляется в лабораторию для анализа физико-химических параметров. Там проверяется полный набор физических свойств — время вулканизации, вязкость, твердость и т. д. В случае непрохождения целая палета бракуется, отправляется на вторичную переработку, а в производство отправляется только одобренное сырье.

Далее следует процесс экструзии, где лента сырой резины под давлением проходит через специальные планки (для каждого типоразмера шины своя планка). После этого формируются элементы будущей шины: боковины, протектор и гермослой. Во время экструзии на резину наносят цветные полоски, дабы заготовки было легче идентифицировать по типоразмеру и модели. Температура внутри экструдера колеблется в районе 110 градусов и снижается до 23–35 на 100-метровом участке, имеющем водяное охлаждение. Следующий этап — цех сборки и нарезки, где гермослой, текстильный слой, металлокорд, боковина и протектор состыковываются воедино. Таким образом, резиновая лента постепенно приобретает более привычную нам форму, больше всего напоминая гоночный слик из крайне мягкой резины. Чтобы шина обрела конечные формы, рисунок протектора, необходимую прочность и упругость, она отправляется на завершающий этап — вулканизацию. Здесь сырая резина запекается в пресс-форме при температуре 165 градусов под давлением в 16 атмосфер, а сам цикл длится порядка 9–15 секунд в зависимости от типоразмера шины. Пресс-формы представляют собой разбитые на несколько частей алюминиевые с торца и металлические по бокам клише, которые смыкаются при «запекании» протектора и размыкаются по окончании процесса вулканизации. Привычных «пупырышек», образующихся после вулканизации, теперь нет: высокое давление и особенности конструкции пресс-форм позволяют этого избежать. Поскольку клише при вулканизации имеют свойство загрязняться, то через каждые 1500 циклов они проходят очистку сухим льдом. Завод по изготовлению форм, кстати, также принадлежит Continental — компания приобрела его в прошлом году.
Читайте также: Зимние шины nokian r14 в самаре
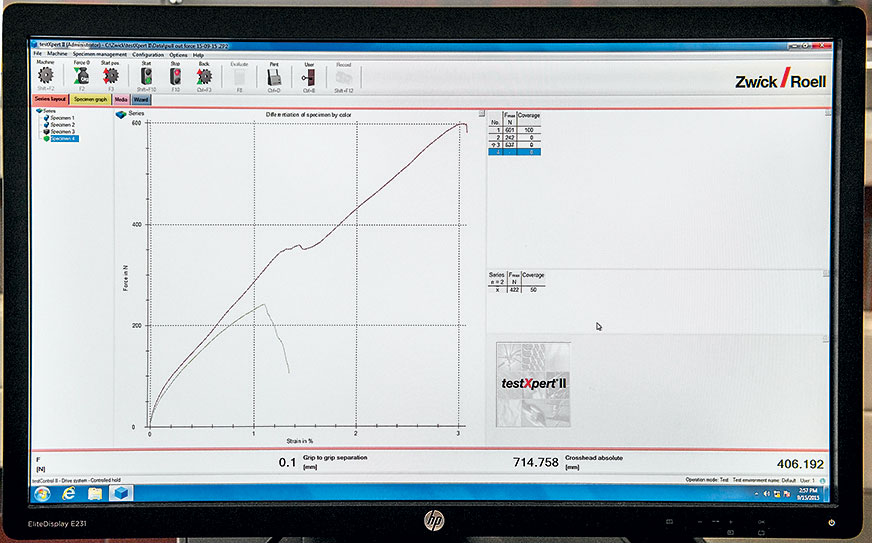
Усилие при этом достигает колоссальных 600 Н, хотя и обычный конти-шип показал вполне достойные 242 Н
Но свежеиспеченные шины еще не готовы: после вулканизации каждая шина проходит 100-процентный контроль качества, который включает весовую, визуальную и геометрическую проверки. Таким образом проверяют однородность структуры шины, наличие дисбаланса и отсутствие внешних недостатков. Также все шины проходят через рентген-установку, которая позволяет отследить правильность наложения слоев ( раньше для этого приходилось выборочно разрезать покрышки и осматривать их). И только после этого шины идут на фирменную ошиповку.
Этим процессом континенталевцы особенно гордятся — они первые, кто запустил в серийное производство технологию посадки шипов на клей, которая зовется StudOn (до этого к подобным мерам прибегали только в автоспорте). Так же, как, например, Gislaved NF 100, которые производятся здесь же, в Калуге, IceContact 2 проходят аналогичный процесс ошиповки: стенд, оснащенный специальной камерой, отслеживает положение центров отверстий и помещает в них шипы. Но в случае с IceContact 2 шипы уже покрыты специальным клеем, который расплавляется и засыхает на следующем этапе в автоклаве при температуре 165 градусов и под давлением 7 атм. Этот этап производства давно себя оправдал: вклеенный шип легко выдерживает нагрузку в 500 Н и выдергивается лишь при 600 Н, но уже с корнем, забирая с собой кусок протектора. Чтобы выдернуть обычный шип, требуется в 3–4 раза меньшее усилие — этот параметр, кстати, тоже регулярно проверяется в заводской лаборатории. Стоит ли ждать подобную технологию на более доступных покрышках? Как отвечает Георгий Ротов, генеральный директор OOО «Континентал Калуга», в ближайшее время это прерогатива лишь премиальных IceContact 2: ошиповка подобным образом довольно сильно удорожает более доступные шины.
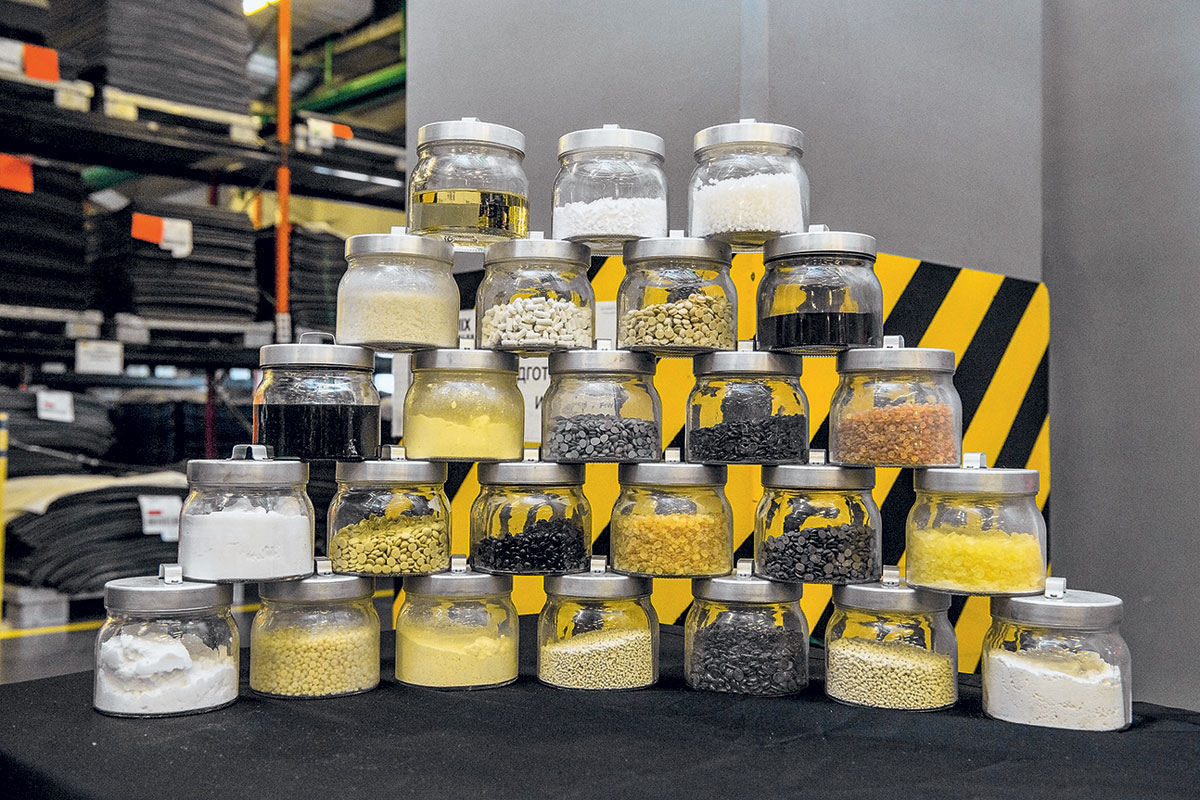
Компаунд смеси состоит из множества компонентов, включающих в себя 15 наименований, созданных с использованием 1500 различных материалов!
Также представители компании поделились перспективами развития производства. Одну из важнейших ролей здесь, конечно, играет не самая благоприятная экономическая обстановка: московский офис Continental прогнозирует падение российского рынка шин вплоть до следующего года. Вернуться же на докризисный уровень 2013 года, согласно ожиданиям компании, шинный рынок должен ближе к 2020 году, а уже к концу 2017 года завод планирует выйти на полную производственную мощность в 4 миллиона шин в год (теоретически существуют перспективы расширения производства аж до 16 млн).

Что касается настоящего времени, то сегодня в Калуге производится более 150 артикулов шин трех популярных в России брендов — Continental, Gislaved и Matador. По словам руководства, ведутся активные переговоры с российскими заводами-автосборщиками, с некоторыми уже есть определенные договоренности — АвтоВАЗ, Nissan, Renault, Ford, КамАЗ и т. д. уже сотрудничают с Continental.

Также в этом году начались поставки за рубеж: первые партии экспортных шин отправились в Республику Беларусь и на Украину, а за ними последовали поставки в Германию и Францию. В ближайшие месяцы шины, произведенные в Калуге, отправятся еще в ряд европейских стран: Бельгию, Испанию, Португалию, Италию, Великобританию, Польшу и Турцию. Примечательно, что это далеко не первый случай за последние годы, когда европейская компания, имея производство в России, начинает удовлетворять спрос не только наших, но и зарубежных торговых площадок — один из лучших показателей эффективности производства.

Стали известны новые подробности о готовящемся гиперкаре Koenigsegg One:1. Автомобиль будет представлен в начале марта на Женевском автосалоне. Как ожидается, всего изготовят не более пяти экземпляров новой модели. Представители компании рассказали, что удельная мощность суперкара составит 1 л.с на килограмм веса, а это означает, что мотор Koenigsegg One:1 разовьёт 1400 лошадиных сил. Максимальная скорость нового гиперкара достигнет отметки 450 километров в час, также в компании заявляют, что модель установит рекорды разгона машины до 100, 200, 300 и даже 400 километров в час.
Процесс производства автомобильных шин: просто о сложном
Изготовление шин для автомобилей представляет собой многоступенчатый процесс, который реализуется в заводских условиях: анализ рынка, разработка цифровой модели и прототипа, подготовка резиновой смеси, сборка, вулканизация и контроль качества. Все этапы по порядку описаны в статье.
Функция этого товара – обеспечение сцепления с дорожным полотном, уменьшение колебаний за счет неровностей, обеспечение комфорта и безопасности передвижения.
Автомобильные шины – обязательный элемент любого колесного транспорта. От качества и вида этого продукта зависит комфортность и безопасность перемещения. В случае утери свойств шины потребуется немедленная ее замена, так как весь автомобиль или грузовик будут непригодны для дальнейшего использования.
Этапы производства от идеи до конечного продукта
Общая технология производства автомобильных шин одинакова на всех предприятиях. Для создания автошины нужно пройти ряд обязательных этапов:
- разработка модели;
- тестирование прототипа;
- подготовка резиновой смеси;
- подбор компонентов шины;
- сборочное производство;
- вулканизация;
- контроль качества.
Каждый из представленных шагов необходим для создания конкурентоспособной продукции, которая будет иметь спрос на рынке. Такой производственный цикл организован на крупнейших предприятиях известных брендов и компаний, как в России, так и за рубежом.
Производство компонентов
Технологический процесс создания шины, кроме прочего, включает в себя несколько параллельных этапов изготовления её компонентов, среди которых:
Читайте также: Шины спарка r19 лето
В качестве материала для каркаса и брекера современных шин служит либо металлокорд, либо стекловолокно. Последнее применяется при изготовлении покрышек класса «премиум», в то время как металлокорд незаменим в моделях, предназначенных для оснащения грузового автотранспорта.
Оборудование для производства шин
С технологической точки зрения производство покрышек – достаточно капиталоемкое вложение. Оно рентабельно, если выпускать от 100 тыс. штук в год с налаженными каналами сбыта.
В комплекс оборудования для производства входят:
- формователи шин;
- холодильные установки;
- протекторная линия;
- обрезатель стального корда;
- намоточная машина;
- линия экструзии;
- крыльевой станок;
- обработчик текстильного корда;
- пресс соединения;
- резиносмеситель;
- экструдер;
- вулканизатор.
Окончательный перечень и количество станков выбираются в соответствии с мощностью и характером производимой продукции.
На заметку. По данным аналитической , существует следующее географическое разделение по объемам производства отечественных шин: 35% производится в ПФО, 28% – в СЗФО, 22% – в ЦФО и 12% – в СФО.
Создание модели
Чтобы автомобильные шины не вызывали недовольства у водителей, при производстве должны быть учтены условия их использования: погода, характер вождения, климат, дорожное покрытие, качество дорог.
Обязательно разрабатывают цифровую модель автошин. Поскольку они работают под действием нагрузок постоянного и переменного характера, важно математически просчитать долговечность отдельных компонентов.
В зависимости от результатов цифровых испытаний подбираются конструкция, состав резиновой смеси, дозировка компонентов и пр. На этой стадии работают технологи и промышленные дизайнеры.
Схема устройства автомобильной шины
Виды шин
В зависимости от размера и типа транспорта выделяют легковые и грузовые покрышки. Принцип изготовления обоих видов аналогичен.
По времени года, которое рекомендуется для использования:
Отличия есть и в рисунке протектора, который позволяет выделить:
- шоссейные, или автодорожные;
- грязевые, или внедорожные;
- универсальные.
По типу усиления сцепления с дорогой (особенно зимой):
- европейские – для мягких зим с минимальным количеством снега и льда;
- скандинавские, или липучки – усиливают сцепление за счет специального протектора;
- с шипами – оснащенные металлическими элементами для улучшения торможения в условиях снега и льда.
Кроме того, выделяют беспрокольные варианты, выполненные из более жесткой резины.
По направлению протектора также есть разделение на:
- симметричный ненаправленный рисунок;
- симметрично направленный рисунок;
- ассиметричный ненаправленный рисунок;
- ассиметричный направленный рисунок (самые дорогие варианты).
Протектор
Резина нокиан турес нордман 7
Назначение покрышек — вопрос достаточно простой, хоть и достойный обсуждения. Однако знаний одного только назначения этого неотъемлемого элемента недостаточно. Важным вопросом также является состав современной шины, а также назначение всех элементов, которые в него входят.
Основой современной шины является протектор. Именно от рисунка протектора, его высоты, типа и прочих данных зависит уровень управляемости машины на сухом и влажном покрытии и, как следствие, безопасность всех людей, находящихся в салоне авто.
Протектор зависит, прежде всего, от того, где в итоге будет эксплуатироваться автомобиль. К примеру, возьмем для рассмотрения летние покрышки для передвижения по асфальту. Протектор у них имеет небольшую высоту и рисунок прямоугольного типа с диагональными отсечениями. Небольшая высота предназначена для того, чтобы снизить шумность при езде по асфальту, а также уменьшить биение, приходящееся на руль, и нагрузку на детали подвески. Отсечения выполняются в таком виде для того, чтобы осуществлять выдавливание воды из пятна контакта при проезде луж: это предотвратит аквапланирование и риск уйти в занос.
, как правило, имеет более сложный рельеф и большую высоту протектора. Это логично объясняется тем, что такая шина предназначена не для передвижения по сухому асфальту, а активного преодоления гололеда и снежных преград. Здесь большую роль играет именно сцепление с дорогой при движении по снежному покрытию, поскольку оно имеет свойство скользить и создавать серьезную помеху водителю при езде.
Отдельной категорией шин является внедорожный тип. Такие модели предназначаются, прежде всего, для езды по глубокому снегу, грязи и болотистой местности. Главная задача такого протектора — всеми усилиями не дать колесу проскальзывать и пробуксовывать, а также активно вытеснять грязь и снег из пятна контакта.
Такие шины чем-то напоминают тракторные, они имеют протектор крайне большой высоты и размеров. Очевидно, что такая резина обладает большой шумностью, а при передвижении на большой скорости ездовые характеристики машины будут оставлять желать лучшего. Однако при проезде бездорожья такие шины являются незаменимыми, поскольку обеспечат отличную проходимость и управляемость на сухой и жидкой грязи.
Подготовка резиновой смеси
Более 80% шины состоит из смеси резиновых компонентов, наполнителей и специальных присадок. Точный состав хранится в строжайшей тайне и является конкурентным преимуществом каждого конкретного производителя.
Рецепты насчитывают до 20 составляющих в строгих пропорциях. Баланс компонентов обеспечивает уникальный набор свойств готовой продукции.
На этой стадии полученная масса тщательно перемешивается и нагревается до 120 градусов.
Необходимое сырье
Можно выделить ряд основных компонентов, которые используются на этапе смешения для производства автопокрышек:
- Каучук – материал природного или промышленного производства (синтетический), составляющий основу будущего изделия (40-50% от всего объема).
- Технический углерод, или по-другому сажа, нужен для придания прочностных характеристик. Благодаря этому компоненту шины становятся черными (25-30%).
- Силикат, или диоксид кремния (около 10%).
- Сера – элемент, который нужен для сцепления молекул полимера во время вулканизации.
- Специальные добавки, вулканизирующие агенты и модификаторы для достижения заданных свойств.
- Масла – для придания однородности смеси (10-15%).
Подбор компонентов шины
Конструкция автомобильной покрышки напоминает пирог, слои которого последовательно накладываются друг на друга. Помимо резиновой смеси покрышка состоит из:
- стального брекера;
- текстильного корда, который также проходит процесс обрезинивания;
- стальных бортовых колец.
В общей сложности могут применяться до 30 элементов, позволяющих усилить готовую конструкцию.
На этой стадии нужно подготовить резиновые заготовки, нарезанные по требованиям геометрии конструкции. Эти элементы изготавливают в цеху перемешивания в специальных низкотемпературных печах.
Отдельно изготавливается протектор из более прочной резины с нанесением нужного рисунка. Для этого используются экструдеры, которые формируют ленту, и оборудование для нарезки протектора под углом.
Сборочное производство
Сборка автомобильных шин происходит на специальных вращающихся барабанах, которые еще называют сборочным станком. Центральная часть этого оборудования увеличивается для того, чтобы придать покрышке нужную форму. Отдельно собираются каркас шины (которому придается форма профиля шины) и брекерный пакет (многослойная кордовая конструкция).
Читайте также: Three a грузовые шины
Соединяя обе эти части, получают «сырую шину».
Сборка и вулканизация
Заключительным этапом производства автопокрышки является сборка. Данная технологическая процедура выполняется методом наложения слоев каркаса, боковин, борта и протекторной части, и осуществляется на специальном сборочном барабане. После компоновки и придания нужной формы все составляющие элементы соединяются в монолитную конструкцию посредством процедуры вулканизации. Далее изделие проходит необходимые проверки, маркируется и отправляется на рынки по всему миру.
Вулканизация
Процесс проходит в специальных аппаратах – пресс-вулканизаторах. Они нужны для реализации химической реакции, в ходе которой каучук за счет содержащейся в резиновой смеси серы переходит из пластического в эластичное состояние.
Технологический процесс проводится при высоких температурах (порядка 170 градусов) и давлении (20 бар) с участием воды и водяного пара. «Сырая шина» распирается с внутренней стороны и прижимается к пресс-форме специальной диафрагмой. После окончания вулканизации автопокрышка приобретает конечные геометрические и эксплуатационные параметры. В среднем на одну заготовку нужна обработка в течение 10-15 минут для легковых и 60-70 минут для грузовых аналогов.
Моделирование и тестирование модели
На основе полученных данных начинается кропотливая работа по созданию будущей шины. В этом процессе принимают участие не только химики и конструкторы, но и многие другие специалисты, например, промышленные дизайнеры.
Именно от совместной работы различных специалистов зависит успех будущей шины. Качественная и надежная шина – это не столько технологический секрет, сколько настоящее искусство, заключающееся в правильном выборе, дозировке и взаимосвязи различных компонентов шины.
Создание резиновой смеси
Ее разработка, подготовка и изготовление сродни созданию кулинарного шедевра. Это наиболее секретная часть шины, и, хотя широко и хорошо известны около 20 основных составляющих, узнать подробнее о резиновой смеси не представляется возможным. Ведь секрет состоит не только в компонентах смеси, но в их грамотной комбинации и балансе, которые и будут наделять шину ее специфичными функциями.
Основные элементы резиновой смеси шины:
Каучук. Бывает двух видов – натуральный и синтетический, добавляется в резиновую смесь в различных пропорциях в зависимости от назначения шины, является ее основой. Натуральный каучук – это высушенный сок дерева гевеи, также содержится в других видах растений, например, в одуванчиках, но из-за сложности производственного процесса из последних не производится.
Синтетический каучук – продукт, производимый из нефти. В настоящее время используется несколько десятков различных синтетических каучуков, каждый их которых имеет свои характерные особенности, влияющие на конкретные характеристики шины. Последние поколения синтетических каучуков очень близки по свойствам к натуральному, однако шинная промышленность по-прежнему не может отказаться от последнего.
Технический углерод. Значительная часть резиновой смеси состоит из промышленной сажи (технический углерод), наполнителя, предлагаемого в различных вариантах и придающего шине её специфичный черный цвет. Впервые сажа была применена в шинах в начале 20 века, до этого времени шины имели цвет бледно-желтый (цвет натурального каучука). Основное назначение сажи – создание надежных молекулярных соединений для придания резиновой смеси особой прочности и износостойкости.
Диоксид кремния (силика). Этот компонент в свое время был привлечен в резиновую смесь как замена техническому углероду. В процессе тестирования нового состава было выявлено, что диоксид кремния не может вытеснить из резиновой смеси сажу, так как не обеспечивает такую же высокую прочность резины. Однако новый компонент улучшал сцепление шины с мокрой поверхностью дороги и снижал сопротивление качению. В итоге эти два элемента сейчас используются в шине совместно, при этом каждый из них наделяет шину своими лучшими качествами.
Сера. Является одним из компонентов, участвующих в вулканизации. Благодаря этому процессу пластичная сырая резиновая смесь превращается в эластичную и прочную резину.
При создании шины работа ведется не только над характеристиками шины, но и над эстетической стороной, рассматривается большое количество разных дизайнов рисунка протектора. Применение методов моделирования позволяет выбрать рисунок, наилучшим образом дополняющий существующую резиновую смесь и внутреннюю структуру будущей шины. По результатам компьютерного моделирования лучшие образцы запускаются в производство и подвергаются реальным испытаниям.
Ежегодно специалистами компании Мишлен проводятся многочисленные тесты, в ходе которых испытуемые шины MICHELIN проезжают свыше 1,6 млрд км. Это примерно 40 000 путешествий вокруг земного шара. В процессе тестирования дорабатываются последние черты будущей шины. В момент, когда все тесты проведены, а результаты соответствуют начальному заданию, шина запускается в массовое производство.
Контроль качества
Заключительный этап на производстве – контроль заявленных параметров на оборудованных стендах и визуальный контроль. По партии выборочно проверяются параметры: форма, неоднородность и радиальное биение в разных плоскостях.
После тестирования и маркировки (типоразмер, индекс скорости, нагрузки) покрышка отправляется на склад готовой продукции и дистрибуцию. Отбракованные шины отправляют на ремонт или переработку.
Бизнес в тему: Как открыть цех по переработке шин.
Автоматическое тестирование и визуальный контроль
Это заключительные этапы. Для начало колесо проверяют на специальных барабанах, имитирующие реальную нагрузку. Так крутят несколько часов (если не дней).
НО это еще не все, не должно быть вообще никаких повреждений протектора и корда колеса, поэтому далее идет визуальный контроль. Его делают специалисты высокого уровня, у них что говорится уже руки «набиты» определяют брак с «закрытыми глаза» (если так можно выразится). И только, после этого колеса собирают в комплекты и отправляются покупателям. Именно поэтому брака на производстве меньше 1%.
Опять же проверка готовой продукции, процесс многоступенчатый, и нам не все показали.
Обязательная маркировка шин
С 2021 года автомобильные шины вошли в перечень товаров, которые подлежат обязательной маркировке. Эта мера принята для того, чтобы снизить количество контрафактной продукции на рынке.
Технология маркировки – RFID-метки, которые работают бесконтактным способом. Ее наличие подтверждает качество товара и надежность поставщика. За счет того, что каждая метка уникальна, будет возможным проследить информацию о передвижении товара на всем жизненном цикле: от производства до утилизации.
На заметку. Согласно исследованию компании TEBIZ GROUP, лидером импортных поставок в 2021 году стали покрышки из Китая (более 46% от всего объема импорта).
- Свежие записи
- Нужно ли менять пружины при замене амортизаторов
- Скрипят амортизаторы на машине что делать
- Из чего состоит стойка амортизатора передняя
- Чем стянуть пружину амортизатора без стяжек
- Для чего нужны амортизаторы в автомобиле