

Инструмент для притирки клапанов (шарошки, зенковки) и его применение
Шарошки для седел клапанов – это инструмент, при помощи которого автомобильный двигатель (а точнее, его клапанный механизм) возвращается в работоспособное состояние после выполненного ремонта. При помощи таких шарошек, которые также называют зенкерами, восстанавливается герметичность рабочих цилиндров двигателя, что является одним из основных условий его технически исправного состояния.

Полный комплект инструментов для ремонта седел клапанов
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
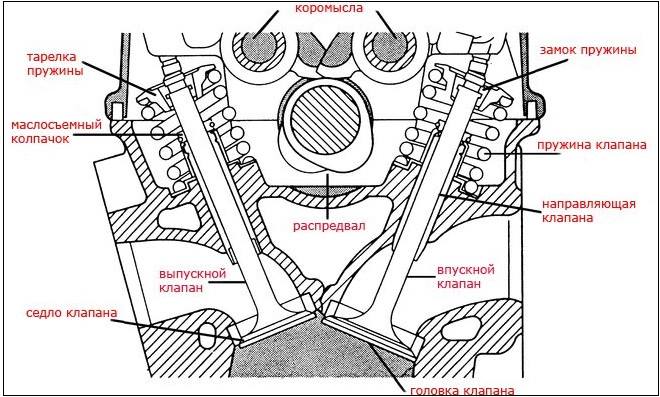
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.

В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.

Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Читайте также: Сб 1 ду 40 запорный клапан 881551
Инструменты для ремонта клапанного механизма
Наиболее распространенным инструментом для ремонта седел клапанов является шарошка (зенкер). Следует иметь в виду, что такой зенкер – это не зенковка, посредством которой осуществляют зенкование.
Специалисты, профессионально занимающиеся ремонтом двигателей автомобилей, стараются сразу приобрести набор шарошек для ГБЦ (головки блока цилиндров). В таком наборе шарошек для клапанов есть инструменты с различными геометрическими параметрами, что позволяет оптимально подобрать их для двигателя автомобиля определенной марки.

Для приведения седел клапанов в нужную форму потребуется шесть зенкеров: три для выпускного и три для впускного клапанов
В том случае, если отремонтировать двигатель своего автомобиля вы решили своими руками, не обязательно приобретать набор шарошек, можно купить один зенкер, параметры которого точно соответствуют характеристикам ДВС вашего транспортного средства.
Такой инструмент для ремонта седел клапанов, как шарошка, работает по принципу фрезы, снимая с седла клапана образовавшийся нагар и тонкий слой металла. Оснащенная твердосплавными режущими зубьями, расположенными на конусной рабочей части, шарошка крепится на оправку, для чего в ее корпусе имеется специальное отверстие. Угол, под которым выполнена рабочая часть шарошки, может находиться в интервале 15–60°. Именно такой угол является основным параметром инструмента, используемого для прирезки седел клапанов.

Шарошка вращается с помощью ключа с шестигранным отверстием, обеспечивающим легкую и точную установку
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.

Обработка рабочей фаски седла шарошкой с углом в 45 градусов
Следует иметь в виду, что на седле клапана необходимо обработать три фаски: верхнюю, рабочую и нижнюю. Для обработки каждой из таких фасок используется свой зенкер, имеющий определенный угол наклона режущей части.
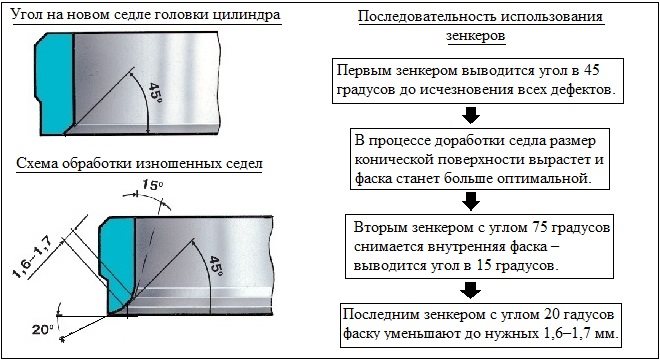
Схема обработки седла клапана (на примере двигателя ВАЗ)

Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
Как заточить зенковки для седел клапанов
- В начало форума
- Правила форума
- Старый дизайн
- FAQ
- Поиск
- Пользователи

А «рябь» это скорость вращения большая
а по ширине соответствующих полосок для своих градусов
А «рябь» это скорость вращения большая
Читайте также: Электроусилитель гранта 16 клапанов
Блин, ну вот опять соберу все, а потом уже кто то отпишется. Жду только Ваших советов чтобы продолжить.
После попыток притирания клапан+седло стала видна серая полоса притертости на 40-80% седла. Что за фигня? У кого-нибудь такое было? Обидно что песец.
Направляющие менял. Если старые,люфт большой.
Нанеси риски на фаску клапана,и крутани на 90 гр. туда-сюда,раз с десять.Какой след останется.
Вся беда в чистоте поверхности фаски, после зенковки
либо на больших оборотах дрелью давал.
Смело могу предположить, что это результат не совсем точной зенковки, т.е. ось направляющей втулки не совсем перпендикулярно плоскости седла.
Лечится увеличением внутреннего диаметра сёдел, хотя бы на месте контакта с клапаном до 1 мм
Зенковал точно-не точно не знаю. На то и зенкер, чтобы этот перекос устранить, снимая «лишнее». Вроде бы и снялось все лишнее и тут нате.
Ну вот все и решилось, к сожалению, не в лучшую сторону.
Очередной раз сел и очень тщательно все проверил. Пользовался и женским карандашом, и обычным маркером, и даже смазку на седло наносил для проверок.
Делал так:
— проверочно притираю клапан к самому косячному седлу. Становится прекрасно видна притертая область, которую дополнительно проверяю нанося риски. Так же благодаря толстому слоя женского карндаша видна толщина зазора в не притертых областях.
— прижимаю зенкер в области, где необходимо снять металл и осторожно рукой зенкую.
— проверяю результат и опять повторяю действия.
Итог: притертая область «гуляет» по фаске, а это, как все понимают, означает только одно: дальнейшие действия только губительны.
Вывод из всего этого: дешевле для себя и намного выгоднее для личного времени, ресурса головки и денег ремонтировать головку в хороших сервисах.
Личное мнение: нельзя сказать что жалею, ибо получил бесценный опыт по этому вопросу и теперь никакой сервис по ремонту головок меня не проведет. Обидно что в мурзилках на это тупо не обращают внимание. Зато сетуют как стремно запрессовывать пальцы в шатуны, что оказалось на деле очень просто.
С тех пор несу головы со втулками на станок — там всё жёстко и точно получается — как говориться «в НОЛЬ»!
Вы относите её к себе на завод или в мастерскую где растачивают головы и распред валы?
И что в ручную эту операцию нормально не сделать?
Как заточить зенковки для седел клапанов
Группа: Пользователи
Сообщений: 206
Регистрация: 14.11.2007
Из: СКФО
Пользователь №: 8
Не могу тему создать, задам вопрос тут.
Подскажите как правильно зенковать седла клапанов? ГБЦ 2101, купил комплект зенковок в деревянной упаковке как на фото, подскажите как правильно чтоб я не накосячил, теорию знаю примерно, в 3 этапа надо делать разными зенковками (градусами), кто делал вообщем как это на практике что куда ))


Группа: Главные администраторы
Сообщений: 7 355
Регистрация: 14.11.2007
Из: Москва ЗАО
Пользователь №: 7
Группа: Пользователи
Сообщений: 99
Регистрация: 14.5.2008
Из: МО
Пользователь №: 1 168
Машина:21723, 2107
Группа: Пользователи
Сообщений: 206
Регистрация: 14.11.2007
Из: СКФО
Пользователь №: 8
Читайте также: Форсунки ваз 2114 8 клапанов форсунки какие лучше
konstant Ну это больше реклама инструмента, такой набор китайский у нас 4500 стоит и с ним притирать клапана практически не надо, фаски получаются довольно качественными за счет резцов с мелкими насечками. У меня же все довольно проще но и слосложней в тот же момент. Хотел узнать, как пользоваться таким набором как у меня + у меня по-моему нет фрезы на 60 градусов как в мануале. По камасутре 15, 45, 20 кажется идут.
Пилот конусный, зазор хз. не пойму что ты имеешь в виду. Втулки новые.

Группа: Пользователи
Сообщений: 547
Регистрация: 14.7.2008
Из: Санкт-Петербург
Пользователь №: 1 941
10:1), легкие сток клапана + полировка, тарелки by AMD, БСЗ, однорядная цепь, Solex 21041-*********-10; собирается 1R с 5ой передачей, к ней же прилагается ГП 4.44; 2х стаб, пружины нива по кругу (0 спереди/-1.5 сзади), Bilstein B6 sport по кругу, развал в минус. to be continued
Группа: Пользователи
Сообщений: 99
Регистрация: 14.5.2008
Из: МО
Пользователь №: 1 168
Машина:21723, 2107
Вобщем то принцип один и тот же, поэтому все сложности могут возникнуть тока из-за качества инструмента.
Зазор между стержнем пилота и отверстием в фрезе. Если там десятка, то замучаешься притирать потом. А притирка это зло. В нормальном инструменте все зазоры в пределах 2 соток.
У тебя 6 фрез. 3 на впуск, 3 на выпуск. Соответственно 3 угла на каждое седло.
Устанавливаешь пилот во втулку. Берешь 45* фрезу и пробуешь как она ложится. Если совсем криво то может быть дефектная втулка с несоосными внутренним и внешним диаметрами. Бывают случаи что седла не хватает под фаску. Если все норм, то берешь 60* (75* или хз скока там) фрезу и делаешь нижнюю фаску. Пилишь не очень много. Лучше оставить мяса, чтобы потом нижней фаской подгонять ширину фаски и выводить ее ближе к внешнему диаметру клапана.
Потом берешь фрезу для верхней фаски (опять же хз какой угол там 15-20-25-30 не столь важно, влияет в основном на процесс протекания смеси через клапанную щель). Режешь до тех пор пока нижняя граница фаски не впишется в диаметр тарелки клапана. Теперь обозначены границы рабочей фаски 45*. Можно ее сразу пройти фрезой чтобы было четко видно грани фасок. А потом надо добиться равномерной ширины рабочей фаски в пределах 1,5-2мм и так чтобы ее след на клапане был ближе к внешнему диаметру тарелки (маркером делаешь риски на седле и проворачиваешь клапан и все сразу видно). Если клапан сильно облегчен, то усердствовать конечно не стоит и лучше отодвинуть фаску от самого края, чтобы не вызвать перегрева и прогара.
Когда все более менее сформировано можно попробовать притереть. На клапане должна получаться ровная полоска следа рабочей фаски. После окончания ремонта стоит пролить все керосином для проверки герметичности. Или вакуум-тестером. Вобщем примерно такая технология.
Надо иметь ввиду что выпуск тверже впуска, поэтому гемороя может быть больше.
*Все углы указаны относительно горизонтальной плоскости. Обозначения 120-90-60 у Антон_Б это угол развала относительно вертикальной оси