

Добрый день,уважаемые оппозитчики. Неожиданно появилась проблема. отдавал изношенные цилиндры на расточку. Вчера когда забирал заметил трещинку на гильзе. короче разговоры с продавцом ни к чему не привели.
Значит имеется трещинка в самом низу гильзы. См 1,5 длинна. Внутри гладко,а с наружи чувствуется стык. получается когда растачивал она уже была.
Сейчас я в «командировке», все мануалы, Котов тоже дома. Попаду туда не скоро. Поиск пользовал. подскажите возможно ли снаружи трещину проварить, может повести гильзу? Есть сварщик с автогеном и электросваркой.
Фоты, не знаю, смогу ли выложить — сижу с телефона.
без апелляционно, на помойку.
можно канечно остановить трещину, сверлением отверстия в конце трещины (1мм. достаточно), но это тока чтоб кудато доехать и мотор раскручивать лучше не пытаться.
может выпресовка гильз и замена если на урале это возможго
crovex , если горшки дюралевые, то можно перегильзовать.
А вообще, лучше новую ЦПГ взять, у нас 2100 стоит: горшки, поршни и колечки, если попросить дядьку на рынке, то даст кольца мохнатых годов.
Это фоты. не урезал — с телефона.
Блин. плохо, очень плохо. я, в принципе, так и думал, но надеялся на лучшее.
Очень очень плохо. ооочень плооохо
да перестаньте юзать этот жабахак. 5 минут потратил на одну картинку!
вот: http://www.radikal.ru/
—
котел видимо уралячий чугунок. пакойник.
при эксплуатации онного можно влететь на новый мотор целиком.
у меня точно такая же дрянь нарисовалась((((((((((((( тоже после расточки. и шум какой то есть. зувтра другие цилиндры в расточку понесу!!
если горшки дюралевые, то можно перегильзовать.
Буду искать 1 цилиндр бу номинальный под расточку. поршни ремонтные, кольца тоже, а денег на все нульцевое нет и врят появится (((
А перегильзовывать сложнее и дороже выйдет.
Пегас2 , насколько я знаю, есть с запрессованной гильзой и с залитой.
Мне токарь один ставил зазогильзы в уральские цилиндры,растачивал и прессом сажал,получались как бы 2х слойные.Говорил,что типа чугун у заза лучше,я поездил на них 2 месяца и снял,побоялся вдруг лопнут.
хз
я бы тончайшим сверлом засверлилбы край трещины и с наружней стороны проварилбы аккуратно
цилиндр потом на контроль ровности окружности зеркала
это если нет возможности новые котлы достать
слишком небольшая она трещинка эта
Болт , прикол в том что это юбка, самый нагруженный температурно элемент. сварка и прочие ухищрения тут не сработают. деталь или рабочая или развалившаяся, третьего не дано.
У меня на касе стояли перегильзованые цилиндры. Ничего не лопнуло.
Господа! Похожий вопрос. Чисто теоретически, можно ли гильзу варить сваркой (любой) снаружи так, чтобы не деформировать зеркало? Если конкретнее, то проблема в следующем: имеется котёл алюминиевый (урал), гильза — не знаю чугун или нет, но напильником берётся на ура (Ст20 по ощущениям), в гильзе сверху имеются 3 отверстия (для смазки левого цилиндра, Ф2,5 помоему), так вот их надо ликвидировать.
Читайте также: Отключения впрыска в цилиндр
Гильзы на Урале (и не только) чугунёвые. Лучше их не варить, а попробовать запаять. DENTNT, юбка температурно не самый нагруженный элемент, а вот механическая нагрузка в момент перекладки поршня там присутствует. Здесь, как вариант, можно выточить кольцо на гильзу и напрессовать на горячую — будет прочно и надёжно (не переусердствуй с натягом).И размеры проверь потом, что бы поршень вдруг не заклинило.
Придел усталости у чунгуна довольно высокий, это не сталь, в чугуне трещены плохо расходяться, ани стразу появляются-раз! и всё, он не фига не вязкий. У меня на правом катле есть трещинка маленькая на юпке, уже как 8000 тыщ отьездил, дед говорил, что после завода у многих цилиндров такая бня была, заварить можно но потом то что заварил — отвалится, чугун, он кагбы меняет свойства оч сильно при резком нагреве, весь графит на верх выходит(
Чугунные цилиндры не варятся сваркой, да и зачем? Если трещина на юбке гильзы не грозит отломом ее части по своему расположению, то в конце трещины необходимо просверлить отверстие диаметром 5мм. Если сверлить меньшим диаметром, то можно не попасть именно в конец трещины. Отверстие в гильзе никак не повлияет на ее работоспособность.
Много воды и не по теме. Короче просто выкини и новые купи.
Уже купил б/у, расточил. Осталось отчистить от ржавчины, покрасить и собрать двиг.
А с трещинкой пока пусть стоит. боюсь я его теперь ставить.
Gahdohik , донышко привари будет чумовая кружка!
- Как заварить цилиндр мотоцикла
- 26. Слышал, что есть такие способы ремонта цилиндров, как притирка и хонингование. В чем они заключаются?
- Лопнул гидроцилиндр, как заварить? HELP.
- #1 Andrey87
- #2 kot_obormot
- #3 Andrey87
- #4 Точмаш 23
- #5 Andrey87
- #6 Точмаш 23
- #7 Sakhalin_Cat
- #8 Sakhalin_Cat
- #9 Sakhalin_Cat
- #10 Георгий 11
- #11 selco
- #12 Sakhalin_Cat
- #13 Георгий 11
- #14 selco
- #15 Sakhalin_Cat
Как заварить цилиндр мотоцикла
26. Слышал, что есть такие способы ремонта цилиндров, как притирка и хонингование. В чем они заключаются?
Скорость движения поршня и его давление на стенки цилиндра — величины переменные как по знаку, так и по абсолютным значениям. Следовательно, цилиндр по высоте и по диаметру изнашивается неравномерно. В средней части износ больше, чем в крайних точках, в плоскости качания шатуна износ больше, чем в диаметрально противоположной.
При ремонте цилиндра восстановить его первоначальную форму можно притиркой. Притир — это инструмент. Его несложно изготовить самостоятельно. Втулку делают из чугуна, остальные детали из стали. Втулка имеет один сквозной разрез или четыре несквозных. Это позволяет ей плотно прилегать к цилиндру. Зажатый в патроне сверлильного или токарного станка притир вводят в цилиндр и вращают не быстрее 50. 80 об/мин. На поверхность притира наносится паста, состоящая из мелкого абразивного порошка в смеси с маслом. До последнего времени такой порошок получали по-разному. Толкли стекло в ступе, терли друг о друга абразивные бруски и т. п. Сейчас в продаже появилась специальная паста «КТ» из порошка карбида титана. Она выпускается наборами, в которые входит несколько тюбиков. В каждом тюбике — паста своей зернистости. Для наших целей пригодны пасты зернистостью 150. 170, для окончательной обработки — 250. 400.
Цилиндр во время притирки следует держать в руках. По мере того, как трение притира о стенки цилиндра будет ослабевать, его гайку надо подтягивать до восстановления тугого вращения. Окончательную доводку цилиндра производят с пастой ГОИ. Притир и цилиндр перед этим тщательно промывают в керосине.
Читайте также: Тормозной цилиндр вагона маленький
Для получения зеркальной поверхности цилиндра после его расточки на токарном станке применяют и другой способ: хонингование. Как операция притирки, так и эта получила название от инструмента — хона. Хон — деревянная болванка с центральным отверстием и четырьмя вертикальными пазами для абразивных брусков; бруски постоянно прижаты к зеркалу цилиндра пружинами. Для хона используют бруски той же зернистости, что и пасты для притирки. Хон должен вращаться с частотой 200. 220 об/мин при 60. 100 возвратно-поступательных ходах вверх-вниз за то же время. Обрабатываемую поверхность нужно обильно смачивать керосином. Как и во время притирки цилиндр нельзя жестко закреплять, его следует держать в руках и периодически переворачивать. На рис. 7 показан вариант притира для цилиндра мотоцикла «Иж-Планета», на рис. 8 — для цилиндра минского мотоцикла. Понятно, что по такому принципу можно сделать притир и для любого другого двигателя.
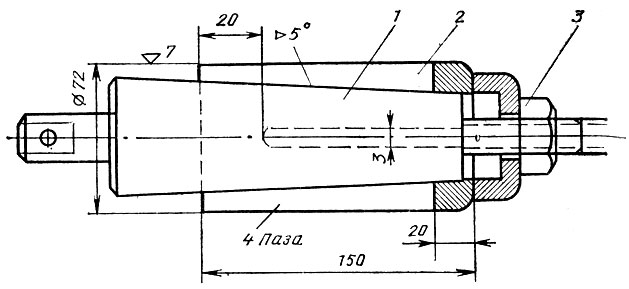
Рис. 7. Притир для цилиндра двигателя «Иж-Планета»: 1 — корпус притира; 2 — разрезная втулка; 3 — гайка
На рис. 9 показан хон для цилиндра мотоцикла минского производства.
Лопнул гидроцилиндр, как заварить? HELP.
#1 Andrey87
На экскаваторе появилась трещина на гидроцилиндре. Варили много раз, но лопается по новой, причём не сразу. Может кто-то может помочь советом, что можно сделать?!
#2 kot_obormot
#3 Andrey87
Трещина или задир на штоке?
На самом цилиндре трещина возле штуцера
#4 Точмаш 23
На самом цилиндре трещина возле штуцера
Заварите и поставьте бандаж .Бандаж снимет нагрузку со сварочного шва
Сообщение отредактировал Точмаш 23: 14 Август 2016 20:16
#5 Andrey87
Заварите и поставьте бандаж .Бандаж снимет нагрузку на сварочный шов
А какими электродами лучше заварить?
#6 Точмаш 23
А какими электродами лучше заварить?
Там либо ст.45 Л ,40Х,35 ХГС .. на холодную,то нержавейкой 309,310,316 .Основная задача -свести к минимуму образование микротрещин..это по аргону,а электроды из доступных ЦЛ-11 ,ОЗЛ 6.Вам нужно выполнить шов из стали с низким содержанием углерода,обладающего высокой пластичностью и механической прочностью
Сообщение отредактировал Точмаш 23: 14 Август 2016 20:29
#7 Sakhalin_Cat

- Город: Южно-Сахалинск
Обычно Ст20. С нормальным отпуском и разделкой пойдет и УОНИ, бандаж не обязателен.
Сообщение отредактировал Sakhalin_Cat: 14 Август 2016 20:34
#8 Sakhalin_Cat
- Город: Южно-Сахалинск
Перечисленные вами стали относятся к трудно свариваемым и ограниченно свариваемым, эти стали для изготовления корпусов гидроцилиндров не применяются, так как основной процесс при изготовлении корпуса гидроцилиндра — сварка.
Для штоков да, но не для всех.
PS: Если на штоке или корпусе гидроцилиндра есть хоть один сварочный шов, это Ст10-Ст20
Сообщение отредактировал Sakhalin_Cat: 14 Август 2016 20:39
#9 Sakhalin_Cat
- Город: Южно-Сахалинск
В районе трубки обычно нерабочая зона. На выходе штока можно дерануть фрезой чтобы колечки не портить. А в нижней части, туда обычно поршень не доходит.
Читайте также: Снятие главного цилиндра сцепления форд фьюжн
#10 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба

- Город: Орел
#11 selco
Удовольствие от высокого качества длится дольше чем радость от

- Город: Электросталь
На самом цилиндре трещина возле штуцера
Фотки взглянуть бы и трещину возле штуцера, может открутить этот штуцер к чертям и рассверлить или расточить отверстие так чтобы от трещины не осталось и следа и выточить новую футорку вставку желательно резьбовую закрутить и потом обварить .
#12 Sakhalin_Cat
- Город: Южно-Сахалинск
250-300 гр.будут какие то проблемы?
Критичная температура 300. Дальше можно получить элипс. Греть по кругу чтобы прогрев бы равномерный как и оствание. Варить в несколько проходов с промежуточным остыванием и последующим подогревом.
ГЛАВНОЕ: не забудьте убрать поршень из зоны сварки.
#13 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба
- Город: Орел
#14 selco
Удовольствие от высокого качества длится дольше чем радость от
- Город: Электросталь
.Концы трещин по идее засверлить нужно,трещину разделать,обратный валик будет,т.е потом обрабатывать внутр.часть нужно в любом случае
Правда ваша главное убрать трещину но насквозь варить нельзя и всегда на высоком давлении делали как я выше написал , только одно но может при таком способе то есть длина трещины и если она очень длинная то этот вариант отпадет.
#15 Sakhalin_Cat
- Город: Южно-Сахалинск
если все так сложно,то ремонтировать (качественно) бесполезно.Концы трещин по идее засверлить нужно,трещину разделать,обратный валик будет,т.е потом обрабатывать внутр.часть нужно в любом случае.А если просто по верху пройти,то ни какие эл-ды и технологии не помогут,если только на какое то время.
Если говорить о восстановлении «Г» вместо покупки нового:
1)В любом ремонте нет ничего сложного. Надо просто продумать последовательность своих действий и следовать плану вдумчиво и никуда не спеша.
2) Трещины образуются в тех местах где поршень не ходит
3)Если варим там где кольца поршня проходят по шву, варите с вогнутым корнем(если обработка не возможна), будет небольшая утечка(задержка на старте гидроцилиндра).
4)С трещинами и засверливанием — это изделие ничем не отличается от любого другого нагруженного соединения.
5) Никто не мешает сделать шабер на палке что сошкрябать острые грани после разделки перед сваркой. А сварка валик втянет и задиров после на гильзе не будет.
6) Если колхозники без знаний и навыков чинят «это» на коленке, то, что могут боятся профи находящиеся на этом форуме.
PS: Когда мне привозят детали стоимостью под 200-500тыс баксов, я могу каждый день по нескольку раз ходить вокруг детали и составлять планы. Самый длинный срок хождения вокруг детали был вроде 47 дней, хотя это был срочный заказ. Но у клиента был выбор: «купить новую», «починить». У меня был выбор: «подумать» или «обосраться». Клиент решил подождать и очень неплохо сэкономил.
Сообщение отредактировал Sakhalin_Cat: 14 Август 2016 22:06