
На сегодняшний день бытует мнение, что заводская ошиповка гарантирует качество, выносливость, долговечность. Конечно, производитель шипованной резины использует современное оборудование и подбирает шипы оптимальной конфигурации, то есть оптимизированные для конкретных моделей зимних покрышек. Шины изначально имеют разные рабочие характеристики. И важно производителю добиться того, чтобы у устанавливаемых шипов была максимальная стойкость к воздействиям разного характера во время эксплуатации покрышек.
Многие гаражные мастерские также для ошиповки используют качественное оборудования и зачастую сложно сказать, чье внедрение шипов в шины лучше.
На срок эксплуатации шипованной поверхности шины влияет несколько факторов:
— равномерность посадки каждого шипа в отверстие и качество ошиповки;
— использование шипов фирменных, оригинального исполнения;
— максимально правильная обкатка шипованной поверхности колес перед наступлением холодов и гололедицы.
Настоящее качество ошиповки достигается усилиями профессионального «шиповщика» и благодаря использованию современного оборудования. При этом пистолеты для ошиповки должны всегда работать в исправном состоянии.
Процесс шипования происходит на поверхности специальной подставки, благодаря которой обеспечивается установка шипа в постановочное отверстие наиболее эффективным и быстрым способом. При этом сама посадка шипов должна быть однородной. Если использовать пистолет и фирменные шипы, то и в гаражных условиях можно покрышки подготовить к периоду наступления гололедицы и сильного выпадения снега. Но если частные мастера не заботятся о том, что следует использовать качественное исправное оборудование и сами шипы от лучших производителей, то качество ошиповке будет неудовлетворительным, и поверхность шин будет терять внедренные элементы, с помощью которых производится удержание шина на льду. Не стоит обольщаться на подделанные шипы от неизвестных производителей, пусть они стоят в десятки раз дешевле оригинальных образцов.
Иногда подделанные шипы от китайского производителя продавцы выдают за оригинальные, и покупатель впоследствии теряет деньги. В свою очередь на заводе никогда не будут использовать подделку шипов, поскольку производитель отвечает за каждую выпускаемую модель шин не только деньгами, но и авторитетом на международном автомобильном рынке, который оказывает дороже крупных денежных сумм. Потери от одной ошибки для крупного производителя зимней резины для автомобилей могут быть колоссальными в итоге. Вот почему заводская ошиповка никогда сомнения не вызывает и не может вызывать.
Неоригинальные шипы, производимые с максимальной экономией на материале, создаются на основе дешевой стали. Если сталь корпуса такого шипа мягкая, то он быстро изнашивается и приходит в непригодность. Износостойкостью не отличается и твердоплавная вставка, и она стирается в два раза быстрее аналога, который является результатом оригинального производства. У оригинала даже диаметр внутреннего сердечника значительно больше, чем диаметр того же сердечника, но подделки. Но это не явно видно, но при пристальном рассмотрении заметно. В итоге используя некачественные шипы для ошиповки поверхности шины можно уже через одну – две тысячи километров вновь идти к специалисту на установку новых шипов. А это накладно, поскольку сама работа стоит недешево и требует времени, то есть, простаивает автомобиль.
Чтобы проконтролировать качество ошиповки в любых условиях, можно использовать специализированный электронный измеритель, помогающий определить степень выступания сердечника твердосплавного над плоскостью протектора. Как известно, под каждый тип протектора применяются шипы определенной высоты. Обычно производители зимней резины дают свои рекомендации по данному вопросу, и их следует неукоснительно придерживаться. Величина расчетного выступания сердечника имеет показатель 1.2 мм.
Читайте также: Давление шин 17 радиуса лето легковая
Когда завершена ошиповка шин допустим минимальный разброс вылета шипов в пределах параметров 1.1 – 1.4 мм. В процессе обкатки автоматически производится выравнивание вылета шипов.
В процессе шиповки каждое отверстие для монтажа шипа подвергалось жесткой деформации, поскольку сначала его растягивали и потом вставляли инородное тело, с резким освобождением. Поскольку резина, как и все тела на земле, имеют остаточную деформацию, сразу прочного схватывания шипа с отверстием не происходит. И правильным будет, если шина полежит две – четыре недели в неподвижном состоянии.
И далее проводится обкатка в спокойном режиме на протяжение трехсот километров. При этом надо плавно трогаться с места, избегать резких торможений и поворотов. Скорость передвижения не должна превышать восьмидесяти километров в час. При этом обкатку надо делать исключительно на асфальтированной дороге.
Как делают зимние шины
Побывав на заводе Continental под Калугой, мы узнали, как производится новая шипованная шина IceContact 2, насколько она лучше предшественницы и сложно ли выдирать из нее шипы

Казалось бы, еще вчера мы посещали церемонию открытия немецко-калужского завода, а уже сегодня с конвейера сходит 2,5-миллионная шина. С момента запуска прошло уже больше двух лет, и главная на сегодня новость — начало производства премиум-шиповок IceContact 2. Калужский завод, к слову, стал вторым предприятием концерна, которое выпускает зимние шипованные шины, и единственным в России, где применены уникальные технологии шипования и вулканизации шипа, полностью интегрированные в производственный процесс. И если на заводе в немецком городе Корбах на долю шипованных шин приходится только 10–20 % от объемов производства (шипы в большинстве стран Европы вне закона, да и зимы куда мягче), то у нас потребность в таком продукте куда выше — в ближайшее время доля шиповок на калужском заводе составит около 60 %.
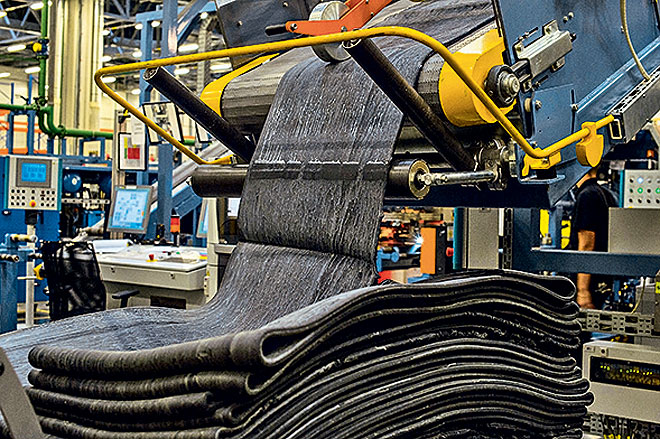
Из каждой 250-килограммовой стопки резиновой ленты берется один образец, который проходит обязательную проверку в лаборатории
О том, чем новинка выгодно отличается от предшественницы, читайте в статье Станислава Шустицкого, где он описывает собственные ощущения от теста IceContact 2. Мне же удалось вживую наблюдать, что стоит за такими показателями, как «улучшение управляемости на сухом дорожном покрытии на 9 %» или «улучшение тормозного и тягового усилий на льду на 8 %». Если брать глобально, то принцип производства всех современных зимних шин идентичен. Главные отличия, как и полагается, в деталях — главным образом, в составе резиновой смеси, структуре протектора, способе и типе шипования. Именно поэтому фотографировать конвейер дотошным журналистам традиционно запрещено — мало ли что выведают.

Процесс создания шины с нуля — крайне трудоемкий, длительный и высокоточный. Огромное количество времени, как и с любым технологичным продуктом, уходит на разработку шин — компьютерное моделирование, изготовление макетов и предсерийных образцов шин, длительный подбор и тестирование резиновых смесей… И только после успешных испытаний дело доходит до производства недешевых пресс-форм для каждого типоразмера шин, а также установки и отладки производственного оборудования непосредственно на заводе. Сам же процесс производства серийной продукции выглядит менее творческим и более заурядным, но и здесь пока что есть место ручному труду профессионалов.
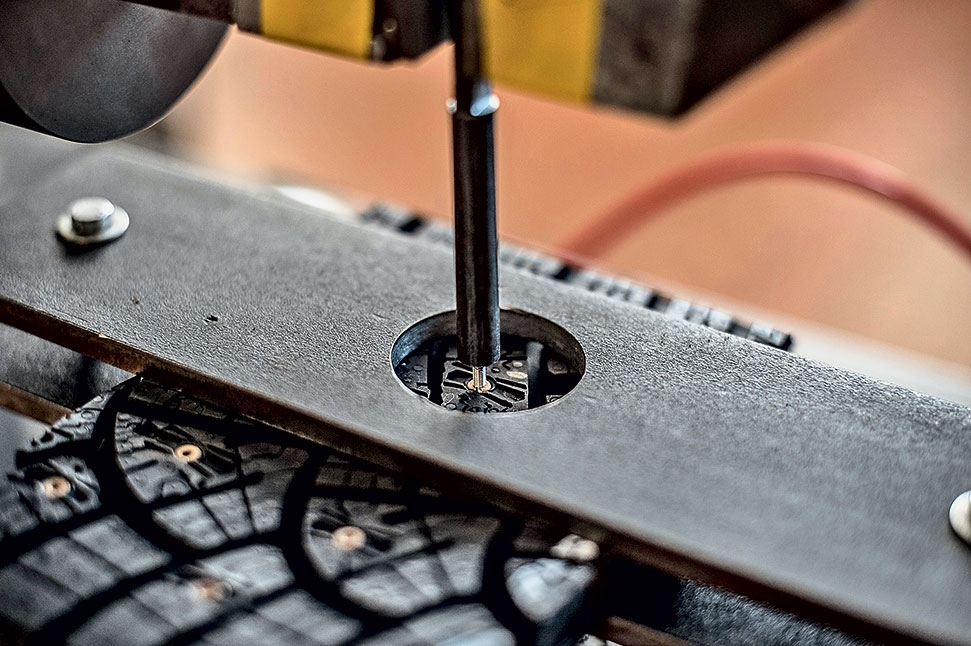
Посадку шипа проверяют на специальном станке. Прочность превосходная — выдирается тот только с кусками протектора
Читайте также: Средство для удаления следов от шин
Все начинается в цехе резиносмешения. Здесь, как понятно из названия, происходит изготовление секретной резиновой смеси: компоненты тщательно перемешиваются, измельчаются и раскатываются на вальцах. Технология смешивания компонентов состоит из двух этапов: сперва технический углерод смешивается с каучуком и добавками при температуре 120 градусов. Затем полученный «микс» смешивается с серой, а чтобы не запустить процесс вулканизации, процесс происходит при сниженной до 80 градусов температуре. По окончании процесса мы можем наблюдать 250-килограммовые многослойные стопки резиновой ленты, которая вскоре пойдет в следующий цех. Но и здесь возможны некоторые отклонения от плана, ибо превратиться из невзрачного куска резины в эффективную шину дано не каждой заготовке. Даже несмотря на то, что каждый замес четко отслеживается, существует мизерная вероятность неправильного смешивания ингредиентов будущей шины из-за их огромного разнообразия, которые включают в себя 15 наименований, созданных с использованием примерно 1500 различных материалов! Поэтому из каждой палеты с резиновой лентой-полуфабрикатом в обязательном порядке берется образец, который отправляется в лабораторию для анализа физико-химических параметров. Там проверяется полный набор физических свойств — время вулканизации, вязкость, твердость и т. д. В случае непрохождения целая палета бракуется, отправляется на вторичную переработку, а в производство отправляется только одобренное сырье.

Далее следует процесс экструзии, где лента сырой резины под давлением проходит через специальные планки (для каждого типоразмера шины своя планка). После этого формируются элементы будущей шины: боковины, протектор и гермослой. Во время экструзии на резину наносят цветные полоски, дабы заготовки было легче идентифицировать по типоразмеру и модели. Температура внутри экструдера колеблется в районе 110 градусов и снижается до 23–35 на 100-метровом участке, имеющем водяное охлаждение. Следующий этап — цех сборки и нарезки, где гермослой, текстильный слой, металлокорд, боковина и протектор состыковываются воедино. Таким образом, резиновая лента постепенно приобретает более привычную нам форму, больше всего напоминая гоночный слик из крайне мягкой резины. Чтобы шина обрела конечные формы, рисунок протектора, необходимую прочность и упругость, она отправляется на завершающий этап — вулканизацию. Здесь сырая резина запекается в пресс-форме при температуре 165 градусов под давлением в 16 атмосфер, а сам цикл длится порядка 9–15 секунд в зависимости от типоразмера шины. Пресс-формы представляют собой разбитые на несколько частей алюминиевые с торца и металлические по бокам клише, которые смыкаются при «запекании» протектора и размыкаются по окончании процесса вулканизации. Привычных «пупырышек», образующихся после вулканизации, теперь нет: высокое давление и особенности конструкции пресс-форм позволяют этого избежать. Поскольку клише при вулканизации имеют свойство загрязняться, то через каждые 1500 циклов они проходят очистку сухим льдом. Завод по изготовлению форм, кстати, также принадлежит Continental — компания приобрела его в прошлом году.
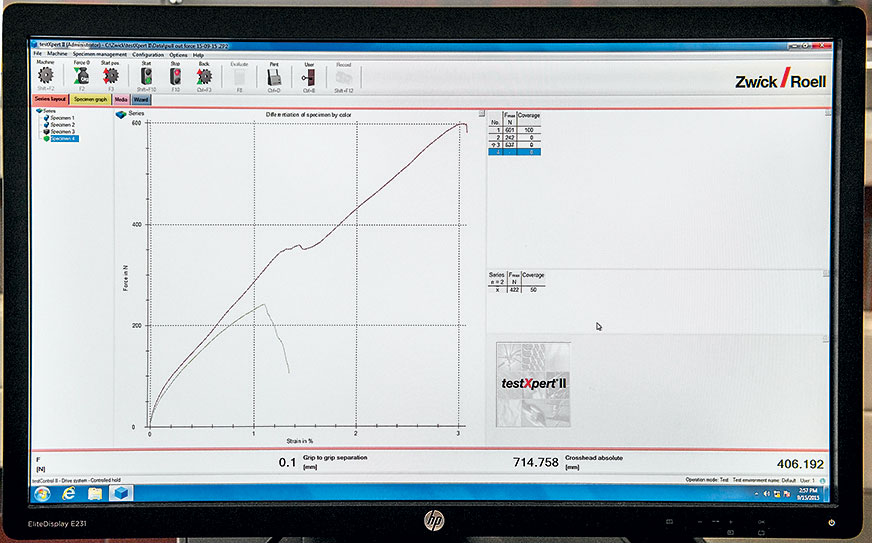
Усилие при этом достигает колоссальных 600 Н, хотя и обычный конти-шип показал вполне достойные 242 Н
Но свежеиспеченные шины еще не готовы: после вулканизации каждая шина проходит 100-процентный контроль качества, который включает весовую, визуальную и геометрическую проверки. Таким образом проверяют однородность структуры шины, наличие дисбаланса и отсутствие внешних недостатков. Также все шины проходят через рентген-установку, которая позволяет отследить правильность наложения слоев ( раньше для этого приходилось выборочно разрезать покрышки и осматривать их). И только после этого шины идут на фирменную ошиповку.
Читайте также: Шины ханкук в казани
Этим процессом континенталевцы особенно гордятся — они первые, кто запустил в серийное производство технологию посадки шипов на клей, которая зовется StudOn (до этого к подобным мерам прибегали только в автоспорте). Так же, как, например, Gislaved NF 100, которые производятся здесь же, в Калуге, IceContact 2 проходят аналогичный процесс ошиповки: стенд, оснащенный специальной камерой, отслеживает положение центров отверстий и помещает в них шипы. Но в случае с IceContact 2 шипы уже покрыты специальным клеем, который расплавляется и засыхает на следующем этапе в автоклаве при температуре 165 градусов и под давлением 7 атм. Этот этап производства давно себя оправдал: вклеенный шип легко выдерживает нагрузку в 500 Н и выдергивается лишь при 600 Н, но уже с корнем, забирая с собой кусок протектора. Чтобы выдернуть обычный шип, требуется в 3–4 раза меньшее усилие — этот параметр, кстати, тоже регулярно проверяется в заводской лаборатории. Стоит ли ждать подобную технологию на более доступных покрышках? Как отвечает Георгий Ротов, генеральный директор OOО «Континентал Калуга», в ближайшее время это прерогатива лишь премиальных IceContact 2: ошиповка подобным образом довольно сильно удорожает более доступные шины.
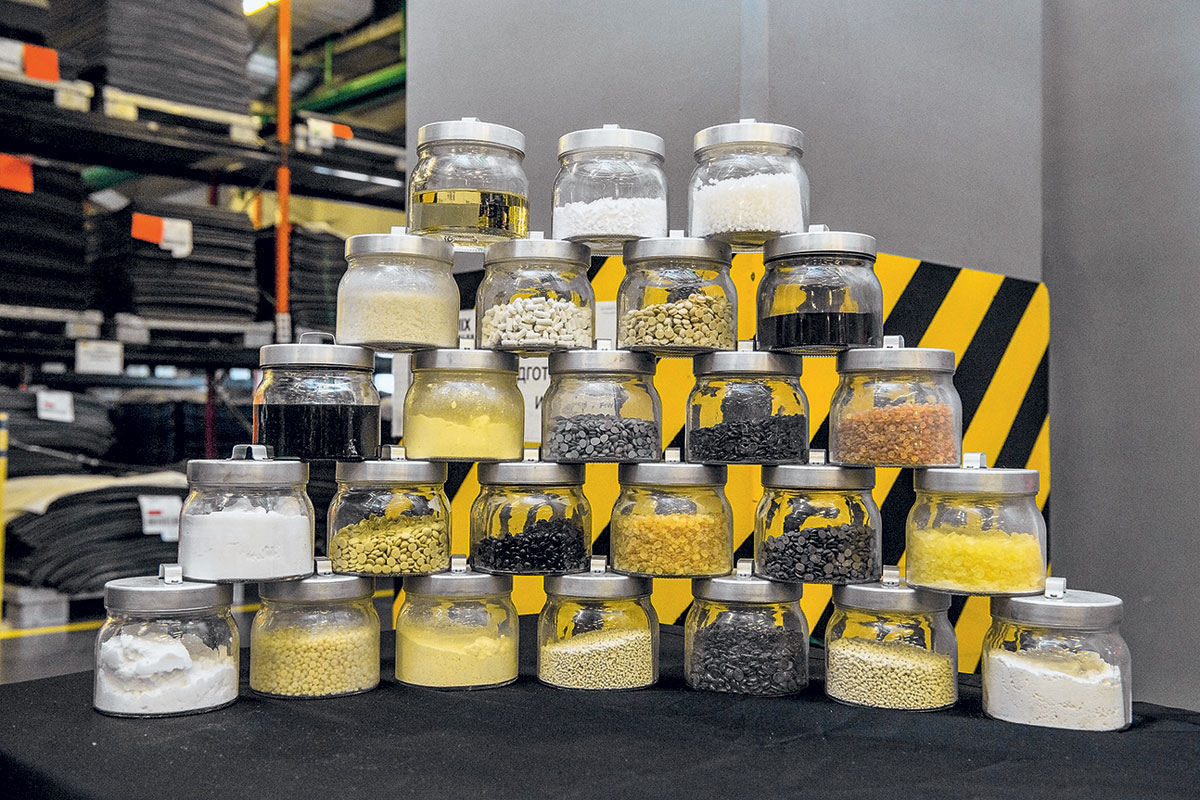
Компаунд смеси состоит из множества компонентов, включающих в себя 15 наименований, созданных с использованием 1500 различных материалов!
Также представители компании поделились перспективами развития производства. Одну из важнейших ролей здесь, конечно, играет не самая благоприятная экономическая обстановка: московский офис Continental прогнозирует падение российского рынка шин вплоть до следующего года. Вернуться же на докризисный уровень 2013 года, согласно ожиданиям компании, шинный рынок должен ближе к 2020 году, а уже к концу 2017 года завод планирует выйти на полную производственную мощность в 4 миллиона шин в год (теоретически существуют перспективы расширения производства аж до 16 млн).

Что касается настоящего времени, то сегодня в Калуге производится более 150 артикулов шин трех популярных в России брендов — Continental, Gislaved и Matador. По словам руководства, ведутся активные переговоры с российскими заводами-автосборщиками, с некоторыми уже есть определенные договоренности — АвтоВАЗ, Nissan, Renault, Ford, КамАЗ и т. д. уже сотрудничают с Continental.

Также в этом году начались поставки за рубеж: первые партии экспортных шин отправились в Республику Беларусь и на Украину, а за ними последовали поставки в Германию и Францию. В ближайшие месяцы шины, произведенные в Калуге, отправятся еще в ряд европейских стран: Бельгию, Испанию, Португалию, Италию, Великобританию, Польшу и Турцию. Примечательно, что это далеко не первый случай за последние годы, когда европейская компания, имея производство в России, начинает удовлетворять спрос не только наших, но и зарубежных торговых площадок — один из лучших показателей эффективности производства.

Стали известны новые подробности о готовящемся гиперкаре Koenigsegg One:1. Автомобиль будет представлен в начале марта на Женевском автосалоне. Как ожидается, всего изготовят не более пяти экземпляров новой модели. Представители компании рассказали, что удельная мощность суперкара составит 1 л.с на килограмм веса, а это означает, что мотор Koenigsegg One:1 разовьёт 1400 лошадиных сил. Максимальная скорость нового гиперкара достигнет отметки 450 километров в час, также в компании заявляют, что модель установит рекорды разгона машины до 100, 200, 300 и даже 400 километров в час.
- Свежие записи
- Нужно ли менять пружины при замене амортизаторов
- Скрипят амортизаторы на машине что делать
- Из чего состоит стойка амортизатора передняя
- Чем стянуть пружину амортизатора без стяжек
- Для чего нужны амортизаторы в автомобиле