

Порядок разборки электродвигателей
Порядок разборки электродвигателя при ремонте следующий:
1. Снимают шкив или полумуфту.
2. Снимают крышки подшипников качения, отпускают хомуты траверс, отвинчивают гайки со шпилек, стягивающих фланцы шарикоподшипников.
3. Выпускают масло из подшипников скольжения.
4. Снимают подшипниковые щиты.
5. Вынимают ротор электродвигателя.
6. Снимают с вала подшипники качения, вытаскивают из щитов втулки или вкладыши подшипников скольжения.
7. Промывают бензином или керосином щиты, подшипники, траверсы, вкладыши, масленки, уплотнения и т. п.
8. Очищают обмотки от пыли или продувают их очищенным сжатым воздухом.
9. Загрязненные обмотки после продувки протирают чистой тряпкой, смоченной в бензине.
10. Производят распайку соединений и вынимают обмотки из пазов.

Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Туго выворачивающиеся болты смачивают керосином и оставляют на несколько часов, после чего болты ослабляют и выкручивают.
При разборке электродвигателя все мелкие детали складывают в специальный ящик. Каждая деталь электродвигателя должна иметь бирку, на которой указывают номер ремонтируемого электродвигателя. Болты и шпильки после разборки лучше ввернуть на свои места, что предотвратит возможную их утерю.
Шкив, полумуфту и шарикоподшипник снимают с вала при помощи стяжки. (рис. 1). Желательно чтобы стяжка была с тремя скобами.
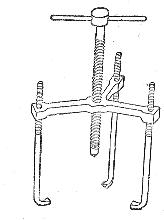
Конец болта стяжки упирают в торец вала электродвигателя, а концами скоб захватывают края шкива, муфты или внутреннюю обойму подшипника. При вращении болта снимаемая деталь сползает с вала электродвигателя. При этом нужно следить, чтобы направление усилия совпадало с осью вала, так как иначе возможен перекос, который вызовет повреждение цапфы вала электродвигателя.
Если подобной стяжки нет, то шкив или подшипник снимают с вала электродвигателя легкими ударами молотка через прокладку из твердого дерева или меди. Удары наносят по ступице шкива или внутреннему кольцу пошипника качения равномерно по всей окружности.
Для снятия подшипникового щита электродвигателя отвинчивают болты и легкими ударами молтка через прокладку по выступающим краям щита отделяют его от корпуса. Для избежания поломок при разборке больших электродвигателей ротор электродвигателя и щит при снятии должны находится в подвешенном состоянии, что обычно осуществляется с помощью специальных подъемных средств (тали, тельферы и т.д.).
В зазоре между ротором и статором электродвигателя прокладывают картонную прокладку достаточной толщины, на которую при снятии ложится ротор. Это предотвратит возможные повреждения изоляции обмоток электродвигателя.
При разборке небольших электродвигателей ротор вынимают вручную. На один конец вала, обернутый картоном, одевают длинную трубу, при помощи которой осторожно выводят ротор из расточки статора, поддерживая его все время на весу.
При ремонте подшипников скольжения необходимо вынуть из их подшипникового щита цельную втулку или вкладыш при помощи ударов деревянным молотком через деревянную выколотку. Щит при этом нужно ставить так, чтобы подшипник упирался в эту опору. При другом расположении подшипник может дать трещину. Необходимо также следить за тем, чтобы не повредить смазочных колец.

Порядок сборки электродвигателей
Сборку электродвигателя начинают со сборки отдельных узлов. В подшипниковые щиты запрессовывают перезалитые вкладыши или выточенные заново втулки. Их надо предварительно пришабрить по валу и выпилить в них по старым размерам канавки для смазки и прорези для смазочных колец.
Вкладыши и втулки запрессовывают в щит при помощи небольшого винтового или гидравлического пресса или осторожными ударами молотка через прокладку. При этих операциях сборки особенно опасны перекосы, которые могут привести к заклиниванию втулок и вкладышей.
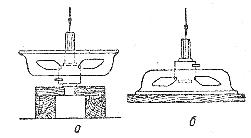
Рис. 2. Установка подшипникового щита электродвигателя при выбивании вкладыша: а — правильная, б — неправильная.
Шарикоподшипники необходимо туго посадить на вал. Для облегчения этой операции подшипник нагревают в масляной ванне до температуры 70 — 75°. При этом подшипник расширяется и легче надевается на вал электродвигателя. При нагревании подшипник не рекомендуется ложить на дно ванны, а надо подвешивать его на проволоке. Подогревать подшипник в пламени паяльной лампы не рекомендуется чтобы не допустить отпуск стали подшипника.
Насаживают подшипник на вал электродвигателя легкими ударами молотка по трубе, упирающейся во внутреннее кольцо подшипника. При дальнейшей сборке наружная обойма подшипника должна быть посажена нормально в гнездо подшипникового щита. Слишком тугая посадка может привести к зажиму шариков, а слабая вызовет проворачивание наружной обоймы подшипника в гнезде щита, что недопустимо.
Следующую операцию — введение ротора в расточку статора производят так же, как и при разборке. Затем устанавливают подшипниковые щиты, закрепляя их временно болтами. При этом необходимо, чтобы щиты были установлены на свое старое место, что проверяют по совпадению меток, нанесенных на корпусе и щите при разборке.
При одевании щитов на вал электродвигателя надо приподнять смазочные кольца подшипников скольжения, иначе они могут быть повреждены валом.
После установки щитов ротор электродвигателя проворачивают вручную. Ротор правильно собранного электродвигателя должен вращаться сравнительно легко.
Тугое вращение вала электродвигателя может быть вызвано: неправильной посадкой подшипника качения на вал (малый радиальный зазор), недостаточной расшабровкой втулки или вкладыша подшипника скольжения, наличием в подшипнике опилок, грязи, засохшего масла, перекосами вала, обработкой вала или корпуса, не соответствующей посадке, увеличенным трением кожаных или войлочных уплотнений о вал.
Затем окончательно затягивают болты подшипниковых щитов, заполняют соответствующей смазкой подшипники качения и закрывают их крышками. В подшипники скольжения заливают масло.
Ротор собранного электродвигателя еще раз проворачивают вручную, проверяют отсутствие задевания вращающихся частей за неподвижные, определяют и подгоняют необходимую величину разбега (осевого перемещения ротора).
После сборки электродвигатель подключают к сети и проверяют при работе вхолостую, а затем она поступает на окончательные испытания.

Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
- ПОСЛЕДОВАТЕЛЬНОСТЬ СБОРКИ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ.
- Технологический процесс сборки ротора по операциям
- Технологический процесс сборки ротора асинхронного двигателя АД160М4
- Служебное назначение и особенности конструкции ротора. Оценка технологичности конструкции. Расчет усилия запрессовки ротора без вала на вал и выбор оборудования и оснастки для запрессовки. Маршрутная технология сборки. Расчет количества оборудования.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- 2 . Служебное назначение и особенности конструкции ротора
- 3 . Оценка технологичности конструкции
- ротор сборка запрессовка вал
- Рассмотрим последовательность операции изготовления трёхфазных асинхронных электродвигателей на примере двигателя серии АД160М4 с высотой оси вращения 100 мм. Общий вид изготовляемого электродвигателя представлен на рисунке 1.6.
- Таблица 1.1 — Основные характеристики двигателей АД160М4 [4]
- Граничные условия эксплуатации электродвигателя АД 160М4
- Температура рабочей среды:
- -45 +40°С при исполнении У2;
- -10 +50°С при исполнении Т2.
- Относительная влажность:
- до 100% при 26°С;
- Степень защиты от пыли и влаги у электродвигателей АДМ — IР54.
- Рисунок 3.1 ? Общий вид изготовляемого электродвигателя
- Производство двигателя начинают с получения заготовок.
- Заготовку вала получают отрезкой круглого проката или поперечно-клиновой прокаткой. Механическую обработку осуществляют на автоматической линии. Листы статора и ротора штампуют из рулонной электротехнической стали на листоштамповочных автоматических установках. Листы ротора собирают на оправку (рисунок 1.2), прессуют, в пазы заливают алюминиевую обмотку с замыкающими кольцами (2) и вентиляционными лопатками (16). Затем оправку выпрессовывают, а в подогретый сердечник 5 запрессовывают вал (6), который удерживается от смещения натягом посадки [4].
- Рисунок 3.2 ? Оправка для наборки листов ротора
- После сборки производят механическую обработку наружной поверхности сердечника и шеек вала под посадку подшипников (14).
- Затем осуществляют динамическую балансировку ротора. Небаланс устраняется добавлением грузов (15) к замыкающему кольцу (2). После напрессовки подшипников (14) ротор готов к сборке двигателя.
- Листы статора после снятия заусенцев и лакировки собирают на оправку (рисунок 1.3), прессуют и скрепляют скобами или сваркой. Наружная поверхность сердечника статора (4) обрабатывается под посадку в станину (8) [4].
- В обработанный сердечник (4) на специальных станках укладывают в пазы изоляцию, обмотку и клин. Затем припаивают выводные концы, формуют лобовые части (1), скрепляют их бандажом и пропитывают обмотку в лаке.
- Рисунок 1.3 — Оправка для наборки листов статора
- После сушки сердечник готов к сборке. Заготовки корпуса, щитов, коробки выводов, вентилятора получают литьем алюминия в кокиль. Вентилятор может быть отлит также из пластмассы.
- Механическую обработку литых деталей производят на автоматических линиях или агрегатных станках.
- Сборка двигателя начинается со сборки статора. В станину (8) запрессовывают сердечник (4). Затем на базе внутреннего диаметра сердечника обрабатывают посадочные поверхности под щит и поверхности лап. Производят сборку коробки выводов (3). В собранный статор заводят ротор. На подшипники надевают щиты (10) и напрессовывают их на посадочные места станины. Щиты крепят болтами (17). Затем устанавливают вентилятор (11), кожух вентилятора (12), болты грузовой (7) и заземления (9). Пружинная шайба (13) поджимает ротор для уменьшения вибрации [4].
- Собранный двигатель испытывают, окрашивают, консервируют и упаковывают.
- 4. Расчет усилия запрессовки ротора без вала на вал и выбор оборудования и оснастки для запрессовки
- 5 . Схема сборки ротора
- Технологический процесс — это последовательное изменение формы, размеров и свойств материала и полуфабрикатов в целях получения изделия в соответствии с заданными техническими требованиями и чертежами.
- Технологический процесс принято делить на операции, которые в свою очередь состоят из переходов и установов.
- Технологической операцией является законченная часть технологического процесса обработки одной детали на одном рабочем месте одним рабочим или бригадой рабочих непрерывно до перехода к обработке следующей детали.
- Технологическим переходом называется законченная часть технологической операции, в процессе которой обрабатывается одна или одновременно несколько поверхностей при неизменных инструменте и режимах обработки.
- Установом является часть технологической операции, выполняемая при одном закреплении детали на станке.
- Технологический процесс должен быть прогрессивным и обеспечивать повышение эффективности труда и качества изготавливаемых предметов, а также он должен обеспечивать сокращение трудовых и материальных издержек.
- Технологический процесс должен соответствовать требованиям техники безопасности, промышленной санитарии и охране окружающей среды.
- При проверке деталей руководствуются следующими признаками — посторонний шум при движении (вращении), треск, искрение, появление дыма и т.д.
- В данном курсовом проекте мною была разработана последовательность технологических операций изготовления ротора трёхфазного асинхронного двигателя с короткозамкнутым ротором.
- 6 . Маршрутная технология сборки
- Маршрутная карта определяет путь прохождения деталей по отдельным участкам цеха. Она показывает порядок операции, согласно которому планируется расположение станков и производственных участков.
- Маршрутная технология разрабатывается на базе схемы сборки, устанавливающая последовательность и содержание операций. Основной задачей на данном этапе является составление технологического маршрута, т.е. перечень, указывающих последовательность операций и их выполнение. Технологический маршрут фиксируется на маршрутных картах.
- В пояснительной записке представлен маршрутный техпроцесс тепловой сборки ротора АД160М4.
ПОСЛЕДОВАТЕЛЬНОСТЬ СБОРКИ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ.
Общая сборка машин переменного тока включает: монтаж подшипников, ввод ротора в статор, запрессовку подшипниковых щитов, измерение воздушных зазоров. Ввод ротора осуществляется теми же приспособлениями, которые применяют при разборке. Большого внимания и опыта эта операция требует при сборке крупных машин, так как даже легкое прикосновение массивного ротора может привести к значительному повреждению обмоток и сердечников.
Последовательность сборки и ее трудоемкость в первую очередь определяются сложностью конструкции электрической машины.
Сборка асинхронных двигателей с короткозамкнутый ротором:
Вначале подготовляют к сборке ротор, насаживая на вал шарикоподшипники. Если у подшипниковых опор есть внутренние крышки, сначала их надевают на вал, заполняя уплотнительные канавки смазкой. Подшипники закрепляют на валу стопорным кольцом или гайкой, если это предусмотрено конструкцией машины. Роликовые подшипники разделяются на две части: внутреннее кольцо вместе с роликами насаживают на вал, наружное устанавливают в щит.
После ввода ротора в статор в подшипники закладывают консистентную смазку, щиты надевают на подшипники и вдвигают в корпус центрирующими поясками, закрепляя болтами. Все болты первоначально ввертывают на несколько ниток, затем, поочередно затягивая их в диаметрально противоположных точках, запрессовывают щит в корпус. После сборки проверяют легкость вращения ротора и производят обкатку на холостом ходу, проверяя подшипники на нагрев и шум. Затем двигатель отправляют на испытательную станцию.
Технологический процесс сборки ротора по операциям
ОП 010 Сборка комплекта магнитопровода и запрессовка вала.
1.Скомплектовать половину ротора 1 с катушкой возбуждения 2, пропустив вывод катушки через отверстие половины ротора.
2. Установить комплект в приспособление, опрессовать.
3. Установить правую половину ротора 3 и вновь опрессовать.
4. Установить в пуансон вал 4, зафиксировав его по шпоночному пазу.
5. Запрессовать вал в комплект, выдерживая размер 6.1 минуты.
Оборудование: пресс гидравлический 1674289.
Приспособление: пуансон 1697511.
• Взять ротор из гнезда подвески конвейера.
• Установить ротор в штамп и расчеканить два места.
• Установить ротор в гнездо подвески конвеера.
Оборудование: пресс гидравлический 1674289
030 Напрессовка первого контактного кольца
• Взять ротор из гнезда подвески и установить в приспособление.
• Одеть на не изолированный вывод катушки трубку, в конце выводов катушки уложить, ориентируя относительно шейки вала.
• Напрессовать на вал ротора шайбу изоляционную 1, пропустив выводы катушки через паз шайбы.
• Напрессовать контактное кольцо 2 на вал, выдерживая размер 68,53
• Расчеканить вывод провода на контактном кольце.
• Вставить ротор в гнездо подвески конвейера.
Оборудование: пресс пневматический 1679223
Приспособление: пуансон, оправка
040 Напрессовка второго контактного кольца.
• Взять ротор из гнезда подвески конвеера.
• Напрессовать второе контактное кольцо 3, выдерживая размер (80.8±0.11).
• Уложить вывод катушки возбуждения в направлении паза контактного кольца.
• Расчеканить вывод провода на контактном кольце.
Оборудование: пресс пневматический 1679223
Приспособление: оправка 1660308
• Установить узел с операцией 40 в приспособление контактными кольцами вверх.
• Нанести флюс на место пайки.
• Включить ток и припаять выводы катушки возбуждения к контактным кольцам.
Оборудование: Установка для пайки 1673693
• Снять ротор в сборе с подвесного конвейера, вставить в патрон конвееров установки расположенных тремя рядами справа.
• Пропитка производится прокатыванием ротора в сборе, в ванне с лаком при движении с конвейера установки.
• Сушить ротор в сборе по циклу работы установки при температуре 110. 140ºС.
• Снять пропитанный и высушенный ротор с конвейера установки и завесить на подвесной конвейер.
Оборудование: Установка пропиточно-сушильная 16741512.
• Взять ротор из гнезда подвески конвейера.
• Установить и зажать в цанговом патроне, поджав вращающимся центром.
• Проточить ротор в размер R 88.7
• Нажатием педали снять ротор.
• Зачистить заусенцы но полюсах половин ротора.
Биение R 88.7 относительно цапф вала должно быть 0.08 max.
Оборудование: Токарный станок.
Приспособление: Патрон 1311321
Напильник 2821-0021 ГОСТ 146580
Индикатор 44106 класс1 ГОСТ 577-68
• Взять ротор из гнезда подвески конвейера.
• Зажать ротор в пневмопотроне и поджать его вращающимся центром.
• Проточить контакные кольца в размер R33.
• Отполировать контактные кольца.
Биение R33 относительно цапф вала должно быть 0.05max/
Оборудование: Токарный станок.
Приспособление: Патрон 1311321
Индикатор 44106 класс1 ГОСТ 577-68
• Ротор балансировать динамически с точностью 0.05 гс.м на поверхностях 3-3, Ж-Ж сверлением отверстий диаметром 7,5. 13,5 мм на глубину не более 4. 5 мм без учета конусной части торцевых поверхностей ротора.
• Установить ротор в гнездо подвески конвейера.
Оборудование: п/автомат 13-341
Приспособление: опора левая1631648
Инструмент: сверло 1340271
• Проверить внешний вид по образцу.
Шейки вала и резьба должны быть очищены от лака, на роторе должны отсутствовать внешние повреждения. На контактных кольцах не должно быть забоин. На обмотке возбуждения не должно быть стружки, на половинах ротора заусенцев.
Читайте также: Подшипник промежуточного вала раздатки уаз
• Проверить размеры: 88.7; 13.5×4; 33; 7.5×5; 3±0.1. 3.6; 80.8±0.11
• Чистота контактных колец должна быть 0.80
• Биение контактных колец относительно цапф вала не более 0.05мм
Биение 88.7 относительно цапф вала не более 0.08мм
• Ток катушки возбуждения при напряжении (14±0.2)В, при температуре окружающей среды (25±10)ºС равен (5.6±2)А.
• Ротор должен быть отбалансирован с точностью 0.05гсм.
• На годных роторах поставить клеймо ОТК на торцевой поверхности со стороны контактных колец.
Технологический процесс сборки ротора асинхронного двигателя АД160М4
Служебное назначение и особенности конструкции ротора. Оценка технологичности конструкции. Расчет усилия запрессовки ротора без вала на вал и выбор оборудования и оснастки для запрессовки. Маршрутная технология сборки. Расчет количества оборудования.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Министерство образования и науки Российской Федерации
Федеральное государственное автономное образовательное учреждение высшего образования
«Национальный исследовательский Томский политехнический Университет»
Институт электронного обучения
«Электроэнергетика и электротехника»
технологический процесс сборки ротора асинхронного двигателя ад160м4
Технология производства электрических машин
2. Служебное назначение и особенности конструкции ротора
3. Оценка технологичности конструкции
4. Расчет усилия запрессовки ротора без вала на вал и выбор оборудования и оснастки для запрессовки
6. Маршрутная технология сборки
8. Расчет количества оборудования для выполнения годовой программы
Асинхронные машины являются самыми распространенными электрическими машинами в народном хозяйстве. В основном они используются как двигатели, реже — как генераторы. Более 80% всех электродвигателей, выпускаемых промышленностью, являются именно асинхронными. Столь широкое распространение данных двигателей объясняется их хорошими эксплуатационными свойствами, простотой устройства и обслуживания, надежностью в работе и невысокой стоимостью.
Значительная часть асинхронных двигателей применяется для привода механизмов с неизменной частотой вращения. Так, например, более 80% всех асинхронных двигателей общепромышленного значения используют для привода вентиляторов, насосов, транспортеров и обрабатывающих станков — устройств, не требующих регулирования частоты вращения приводного двигателя.
Электрические машины, предназначенные для массового применения, выпускаются едиными сериями. Для электрических машин единых серий характерны высокий уровень унификации деталей и узлов и их максимальная взаимозаменяемость.
В системах автоматики применяются два вида асинхронных двигателей малой мощности: силовые и управляемые.
Среди силовых асинхронных двигателей лучшие характеристики имеют трехфазные, поскольку они обладают наибольшей симметрией магнитного поля, которое во всех режимах работы остается практически круговым. Конденсаторные асинхронные двигатели уступают трехфазным того же габарита по значениям полезной мощности, вращающего и пускового моментов примерно на ? [2].
Трехфазные асинхронные двигатели на частоту питающего напряжения 50 Гц имеют КПД от 15 до 85% (большие значения КПД соответствуют большим значениям полезной мощности Р2) при кратностях пускового момента от 1,7 до 4,5. Трехфазные асинхронные двигатели имеют хорошие массообъемные показатели (отношение массы и объема асинхронного двигателя к его полезной мощности). По этим показателям они уступают только коллекторным двигателям постоянного тока [2].
Конденсаторные асинхронные двигатели имеют кратности пускового момента от 0,1 до 0,5 и максимального от 1,4 до 2. Массообъемные показатели их на 40 — 60 % хуже, чем трехфазных АД (с учетом массы и объема конденсатора). Асинхронные двигатели с рабочим и пусковым конденсаторами применяются редко, хотя у них и удается получить высокие кратности пускового момента (до 5 — 6). При выборе силовых асинхронных двигателей предпочтение должно быть отдано трехфазным при наличии соответствующего источника питания.
Трёхфазные асинхронные машины наибольшее распространение получили как двигатели. Это основной двигатель, применяемый в промышленности, сельском хозяйстве и в быту. Только трёхфазных асинхронных двигателей единых серий мощностью от 0,6 до 400 кВт в нашей стране ежегодно выпускается около 10 млн. Асинхронных микродвигателей мощностью от 0,6 кВт изготовляется несколько десятков миллионов в год [1].
Электротехническая промышленность выпускает трёхфазные асинхронные двигатели в большом диапазоне мощностей. Предельная их мощность — несколько десятков мегаватт. В индикаторных системах применяются трёхфазные асинхронные двигатели мощностью от долей ватта до сотен ватт. Частота вращения двигателей общего назначения — от 3000 до 500 об/мин.
В настоящее время трёхфазные асинхронные двигатели потребляют более 40% вырабатываемой электрической энергии, на их изготовление расходуется большое количество дефицитных материалов: обмоточной меди, изоляции, электрической стали и других затрат.
На ремонт и обслуживание этих двигателей в эксплуатации средства составляют более 5 % затрат из обслуживания всего установленного оборудования [2].
Чаще всего трёхфазные асинхронные машины используют в двигательном режиме. В генераторном режиме они применяются редко. Для создания поля в зазоре асинхронной машины необходима реактивная мощность, которая забирается из сети или от других источников реактивной мощности. Асинхронные двигатели не могут работать с cosц=1. Это существенный недостаток асинхронных машин, ограничивающий их применение в генераторном режиме.
При производстве трёхфазного асинхронного двигателя особое внимание уделяют технологическому процессу его изготовления. Ведь его производство должно быть экономически мало затратным, чтобы каждый желающий потребитель мог его приобрести за доступную цену.
В конструктивном исполнении трёхфазные асинхронные двигатели наиболее простые, обладают достаточно большим коэффициентом полезного действия, высокой удельной мощностью и надежностью, имеют сравнительно низкую стоимость и габариты — поэтому асинхронный двигатель получил наибольшее распространение по сравнению с другими электрическими машинами.
Задача курсового проекта заключается в разработке технологического процесса изготовления ротора проектируемого двигателя при заданной программе асинхронных двигателей АД160М4 в год. За основу взят типовой процесс производства асинхронных двигателей, разработанный в ОАО «Сибэлектромотор» с применением оборудования данного предприятия.
Объектом исследования рассматривается последовательность технологических операций изготовления ротора трёхфазного асинхронного двигателя АД160М4 мощностью 18,5 кВт, частотой вращения 1500 об/мин, степень защиты его — IP 54, число полюсов — М4, питание — 220/380/660В в зависимости от типа подключения. Данная последовательность технологических операций является типовой и используется для всех электрических двигателей аналогичной серии.
Для этого необходимо решить следующие задачи:
Служебное назначение и особенности конструкции ротора.
Оценка технологичности конструкции.
Маршрутный техпроцесс сборки ротора.
Выбор необходимого оборудования.
Определение норм времени и расчет количества оборудования необходимого для обеспечения годовой программы выпуска.
2 . Служебное назначение и особенности конструкции ротора
Ротор — важная часть электрической машины, подвергающаяся большим механическим и тепловым нагрузкам. От качества исполнения ротора в большей степени зависят надежность и энергетические показатели машины.
В роторе АД используется сердечник, набранный из листов электротехнической, стали. Для скрепления пластин в единое целое пакет заливается расплавленным алюминием. На современном этапе заливка ротора алюминием является наиболее прогрессивным техпроцессом позволяющем получить обмотку из стержней в пазу и замыкающих колец на торцах ротора. Техпроцесс заливки роторов алюминием является сложным т.к. форма обмотки не удовлетворяет требованиям литейного производства. В соединении стержней и колец имеются резкие переходы от тонких колец к толстым кольцам. В местах резких переходов наблюдаются разрывы стержней в процессе остывания литья. Для улучшения качества литья используется заливка алюминия под давлением.
Рисунок 2.1 — Устройство асинхронного двигателя
На рисунке: 1 — вал, 2,6 — подшипники, 3,8 — подшипниковые щиты, 4 — лапы, 5 — кожух вентилятора, 7 — крыльчатка вентилятора, 9 — короткозамкнутый ротор, 10 — статор, 11 — коробка выводов.
Основными частями асинхронного двигателя являются статор (10) и ротор (9).
Роторы асинхронного двигателя бывают двух видов: короткозамкнутый и фазный ротор.
Короткозамкнутый ротор представляет собой сердечник, набранный из листов стали. В пазы этого сердечника заливается расплавленный алюминий, в результате чего образуются стержни, которые замыкаются накоротко торцевыми кольцами. Эта конструкция называется «беличьей клеткой». В двигателях большой мощности вместо алюминия может применяться медь. Беличья клетка представляет собой короткозамкнутую обмотку ротора, откуда собственно название.
Рисунок 2.2 — Устройство ротора асинхронного двигателя
Фазный ротор имеет трёхфазную обмотку, которая практически не отличается от обмотки статора. В большинстве случаев концы обмоток фазного ротора соединяются в звезду, а свободные концы подводятся к контактным кольцам. С помощью щёток, которые подключены к кольцам, в цепь обмотки ротора можно вводить добавочный резистор. Это нужно для того, чтобы можно было изменять активное сопротивление в цепи ротора, потому что это способствует уменьшению больших пусковых токов.
Принцип работы ротора и асинхронного двигателя
При подаче к обмотке статора напряжения, в каждой фазе создаётся магнитный поток, который изменяется с частотой подаваемого напряжения. Эти магнитные потоки сдвинуты относительно друг друга на 120°, как во времени, так и в пространстве. Результирующий магнитный поток оказывается при этом вращающимся.
Результирующий магнитный поток статора вращается и тем самым создаёт в проводниках ротора ЭДС. Так как обмотка ротора, имеет замкнутую электрическую цепь, в ней возникает ток, который в свою очередь взаимодействуя с магнитным потоком статора, создаёт пусковой момент двигателя, стремящийся повернуть ротор в направлении вращения магнитного поля статора. Когда он достигает значения, тормозного момента ротора, а затем превышает его, ротор начинает вращаться. При этом возникает так называемое скольжение.
Скольжение s — это величина, которая показывает, насколько синхронная частота n1 магнитного поля статора больше, чем частота вращения ротора n2, в процентном соотношении.
Скольжение это крайне важная величина. В начальный момент времени она равна единице, но по мере возрастания частоты вращения n2 ротора относительная разность частот n1-n2 становится меньше, вследствие чего уменьшаются ЭДС и ток в проводниках ротора, что влечёт за собой уменьшение вращающего момента. В режиме холостого хода, когда двигатель работает без нагрузки на валу, скольжение минимально, но с увеличением статического момента, оно возрастает до величины sкр — критического скольжения. Если двигатель превысит это значение, то может произойти так называемое опрокидывание двигателя, и привести в последствии к его нестабильной работе. Значения скольжения лежит в диапазоне от 0 до 1, для асинхронных двигателей общего назначения оно составляет в номинальном режиме — 1 — 8 %.
Как только наступит равновесие между электромагнитным моментом, вызывающим вращение ротора и тормозным моментом создаваемым нагрузкой на валу двигателя процессы изменения величин прекратятся.
Выходит, что принцип работы асинхронного двигателя заключается во взаимодействии вращающегося магнитного поля статора и токов, которые наводятся этим магнитным полем в роторе. Причём вращающий момент может возникнуть только в том случае, если существует разность частот вращения магнитных полей.
3 . Оценка технологичности конструкции
ротор сборка запрессовка вал
Рассмотрим последовательность операции изготовления трёхфазных асинхронных электродвигателей на примере двигателя серии АД160М4 с высотой оси вращения 100 мм. Общий вид изготовляемого электродвигателя представлен на рисунке 1.6.
Таблица 1.1 — Основные характеристики двигателей АД160М4 [4]
Граничные условия эксплуатации электродвигателя АД 160М4
Температура рабочей среды:
-45 +40°С при исполнении У2;
-10 +50°С при исполнении Т2.
Относительная влажность:
до 100% при 26°С;
Степень защиты от пыли и влаги у электродвигателей АДМ — IР54.
Рисунок 3.1 ? Общий вид изготовляемого электродвигателя
Производство двигателя начинают с получения заготовок.
Заготовку вала получают отрезкой круглого проката или поперечно-клиновой прокаткой. Механическую обработку осуществляют на автоматической линии. Листы статора и ротора штампуют из рулонной электротехнической стали на листоштамповочных автоматических установках. Листы ротора собирают на оправку (рисунок 1.2), прессуют, в пазы заливают алюминиевую обмотку с замыкающими кольцами (2) и вентиляционными лопатками (16). Затем оправку выпрессовывают, а в подогретый сердечник 5 запрессовывают вал (6), который удерживается от смещения натягом посадки [4].
Рисунок 3.2 ? Оправка для наборки листов ротора
После сборки производят механическую обработку наружной поверхности сердечника и шеек вала под посадку подшипников (14).
Затем осуществляют динамическую балансировку ротора. Небаланс устраняется добавлением грузов (15) к замыкающему кольцу (2). После напрессовки подшипников (14) ротор готов к сборке двигателя.
Листы статора после снятия заусенцев и лакировки собирают на оправку (рисунок 1.3), прессуют и скрепляют скобами или сваркой. Наружная поверхность сердечника статора (4) обрабатывается под посадку в станину (8) [4].
В обработанный сердечник (4) на специальных станках укладывают в пазы изоляцию, обмотку и клин. Затем припаивают выводные концы, формуют лобовые части (1), скрепляют их бандажом и пропитывают обмотку в лаке.
Рисунок 1.3 — Оправка для наборки листов статора
После сушки сердечник готов к сборке. Заготовки корпуса, щитов, коробки выводов, вентилятора получают литьем алюминия в кокиль. Вентилятор может быть отлит также из пластмассы.
Механическую обработку литых деталей производят на автоматических линиях или агрегатных станках.
Сборка двигателя начинается со сборки статора. В станину (8) запрессовывают сердечник (4). Затем на базе внутреннего диаметра сердечника обрабатывают посадочные поверхности под щит и поверхности лап. Производят сборку коробки выводов (3). В собранный статор заводят ротор. На подшипники надевают щиты (10) и напрессовывают их на посадочные места станины. Щиты крепят болтами (17). Затем устанавливают вентилятор (11), кожух вентилятора (12), болты грузовой (7) и заземления (9). Пружинная шайба (13) поджимает ротор для уменьшения вибрации [4].
Собранный двигатель испытывают, окрашивают, консервируют и упаковывают.
Ротор в сборе состоит из самостоятельных элементов — сердечника ротора и вала. Это обеспечивает возможность параллельного независимого изготовления составных частей ротора в сборе и самого изделия. Ротор проектируемого двигателя имеет достаточно небольшую массу, что позволяет применять для его транспортировки стандартную тару.
Читайте также: Крестовина кард вала 130 2201025
Под технологичностью конструкции изделия понимают совокупность свойств конструкции определяющих ее приспособленность к достижению оптимальных затрат при производстве эксплуатации и ремонте для заданных показателей качества объема выпуска и условий выполнения работ. Технологичность конструкции имеет важное значение и охватывает вопрос качества изделия в целом, его основных частей, узлов и их взаимодействия в эксплуатации.
При конструировании изделия и разработке техпроцессов большое значение имеет правильный выбор баз. При работе с ротором, конструкторской и измерительной базой является торец шейки вала, на который крепится ротор с алюминиевой обмоткой. Технологической базой является торец вала. Такой выбор базовых поверхностей позволяет производить обработку деталей с требуемой точностью: обеспечивает быстроту установки деталей на станке, снижение номенклатуры и унификацию используемых станочных приспособлений.
Одним из важных требований является соосность поверхности ротора с поверхностями под подшипники и поверхностью рабочего конца вала. Соосность этих поверхностей определяет равномерность воздушного зазора и это соответственно в значительной мере влияет на энергетические характеристики машины. Давая оценку технологичности конструкции необходимо выделить положительные и отрицательные стороны.
Конструкцию любой электрической машины определяют, прежде всего, ее назначение и те технические характеристики, которым она должна соответствовать в эксплуатационных условиях. Однако наряду с этим к конструкциям ЭМ предъявляют также и производственные требования. В частности, конструкция должна быть такой, чтобы эксплуатационные качества машины, зависящие от сборки, были достижимы при данном объеме производства путем применения наиболее экономичного технологического процесса сборки. Такую конструкцию принято называть технологичной в сборке.
Правила отработки конструкций на технологичность определены комплексом государственных нормативно-технических документов (ЕСТПП и ЕСКД), направленным на решение задачи сокращения затрат, средств и времени во всех сферах производственной деятельности при обязательном сохранении (а там, где возможно и повышении) требуемого качества изделий.
Так как технологичность изделия определяется совокупностью свойств его конструкции, характеризующих возможность оптимизации затрат труда, средств и времени на всех стадиях создания, производства и эксплуатации изделия, то основными показателями технологичности являются трудоемкость изготовления и технологичная себестоимость изделия [6].
В конструкции предусмотрено:
1.Геометрические очертания ротора значительно упрощены, что обеспечивает простоту составления управляющих программ.
2.Число ступеней вала ротора минимально, что значительно уменьшает объём отходов при механической обработке.
3. В конструкции вала использованы унифицированные элементы (канавки, проточки) а это сокращает набор инструментов и упрощает обработку.
4.Конструкция ротора без вала не требует механической обработки торцевых поверхностей.
5.Способ крепления прост и не требует фрезерования шпоночных пазов.
6.Используемые материалы имеют широкое распространение.
4. Расчет усилия запрессовки ротора без вала на вал и выбор оборудования и оснастки для запрессовки
Выбор оборудования производится на основе типового технологического процесса производства асинхронных двигателей серии АИР, изготавливаемых в ОАО “Сибэлектромотор”.
Сборка и механическая обработка ротора являются одним из важнейших процессов, определяющих качество двигателя. Данная программа производства (4200 шт./год) предусматривает серийное производство, которое характеризуется ограниченной номенклатурой изделия и сравнительно большим объемом выпуска. При серийном производстве применяется преимущественно универсальное оборудование и измерительные инструменты [4].
В данной курсовой работе принят тепловой метод сборки, т.к он существенно (в среднем в 1,2-2,5 раза) увеличивает несущую способность соединения с натягом. Это связано с тем, что при сборке под прессом микронеровности сминаются, а при тепловой сборке они, смыкаясь, заходят друг в друга, в результате чего повышаются коэффициент трения и прочность сцепления. Этот способ сборки предъявляет к соединяемым деталям ряд технологических требований. Необходимо иметь отверстия под вал с точностью не ниже 7-8 квалитета. Для этого качество штамповки и заливки алюминием должно быть высоким. Однако это не всегда удается, поэтому для обеспечения необходимой точности производится обработка внутренней поверхности отверстия. Поверхность может быть обработана протяжкой, прошивкой. В нашем случае предусмотрена протяжка отверстия на вертикально-протяжном станке модели 7Б66Н. При протяжке осуществляется охлаждение эмульсией ЭГГ-ТУ38-101149-75-20% концентрации. Ротор имеет узкую номенклатуру входящих в его состав материалов, что позволяет применять для механической обработки узкую номенклатуру режущих инструментов. Содержание операций определяет тип, основные размеры и технологическую характеристику оборудования и технологической оснастки. При сборке ротора имеются следующие операции:
1. Нагрев сердечника ротора
Для этой операции выбираем электропечь ЭП-18
2. Запрессовка вала в сердечник
Для этой операции выбираем гидравлический пресс ПВ-474 [5] , т.к. он обеспечивает необходимое усилие.
Характеристики гидравлического пресса ПВ-474:
— Наибольший ход штока — 400 мм.
— Расстояние между запрессовочным столом и штоком — 600 мм.
— Габаритные размеры — 1250Ч1215 мм.
Для этой цели используем балансировочный станок для динамической балансировки ДБ10 [5].
Характеристики станка ДБ10:
— Наибольший диаметр ротора — 500 мм
При балансировке ротор устанавливается на опоры балансировочного станка.
Рисунок 1.4 Эскиз прессования ротора
(1-Втулка, 2-Сердечник, 3-Вал, 4-Оправка, 5-Буртик.)
Прессование ротора выполняют следующим образом, на втулку 1 устанавливают сердечник 2 и вал 3 и прессуют вал оправкой 4 до ее упора в буртик 5. Вал должен быть запрессован так, чтобы от края сердечника до края вала получился размер (26±1.0) мм. Это обеспечивается тем, что оправка имеет размер (26±0.25) мм. Т.к. в данной курсовой работе мы применяем тепловой метод сборки, то сердечник надо нагреть до температуры, при которой натяг будет отсутствовать.
Для этого определим величину натяга:
Дмин=55.0201-55.018=0.0021 мм, где
Ш55 (+0.055) — диаметр отверстия в роторе без вала под вал,
Ш55и12 — посадочный диаметр вала под ротор без вала ш55и12.
м — величина максимального натяга,
м — диаметр охватываемой детали,
— коэффициент температурного линейного расширения материала охватывающей детали,
Способ запрессовки вала в пакет листов ротора электрической машины включает рифление поверхности вала в зоне расположения на нем ротора и холодную посадку. Новым является то, что рифли образуют на участке вала длиной, составляющей 0,8 — 0,9 длины ротора, причем каждую рифлю выполняют в виде системы, содержащей не менее чем одну выемку и один выступ, по крайней мере с одной объединенной в одну плоскость, или криволинейную, или комбинированную поверхность, гранью, и по крайней мере двумя примыкающими к ней гранями, одна из которых принадлежит выемке, а другая — выступу, причем расстояние между принадлежащими только выемкам обращенными друг к другу гранями смежных рифлей составляет 0,1-0,8 диаметра вала, а расстояние между объединенными обращенными друг к другу гранями выступа-выемки смежных рифлей — 0,95-0,3 диаметра вала. Технический результат, обеспечиваемый изобретением, состоит в повышении качества запрессовки, надежности работы и увеличении сроков эксплуатации электрической машины за счет исключения проворачивания ротора на валу в процессе работы электрической машины.
Задача решается за счет того, что в способе запрессовки вала в пакет листов ротора электрической машины, включающем рифление поверхности вала в зоне расположения на нем ротора и холодную посадку, согласно изобретению рифли образуют на участке вала длиной, составляющей 0,8- 0,9 длины ротора, причем каждую рифлю выполняют в виде системы, содержащей не менее чем одну выемку и один выступ, по крайней мере с одной объединенной в одну плоскость, или криволинейную, или комбинированную поверхность, гранью, и по крайней мере двумя примыкающими к ней гранями, одна из которых принадлежит выемке, а другая — выступу, причем расстояние между принадлежащими только выемкам обращенными друг к другу гранями смежных рифлей составляет 0,1-0,8 диаметра вала, а расстояние между объединенными обращенными друг к другу гранями выступа- выемки смежных рифлей — 0,95-0,3 диаметра вала [5].
При этом рифли могут выполнять на поверхности вала попарно в верхней и нижней частях вала с симметричным расположением выемок и выступов в каждой части вала относительно оси сечения вала, перпендикулярной их граням, являющимся продолжением друг друга.
Рифли на поверхности вала могут образовывать методом холодной штамповки.
Посадочное отверстие пакета ротора под вал предварительно могут протягивать, а холодную посадку осуществляют с натягом.
Запрессовку вала в пакет ротора могут производить на гидропрессе с обеспечением стабильного линейного размера запрессовки, причем вал за пределами участка, имеющего рифления, выполняют со ступенчато уменьшающимся к его концу поперечным сечением, а при запрессовке усилие прикладывается к торцевой поверхности ступени вала и торцевой поверхности ротора.
Технический результат, обеспечиваемый приведенной совокупностью существенных признаков, состоит в повышении качества запрессовки, надежности работы и увеличении сроков эксплуатации электрической машины за счет исключения проворачивания ротора на валу в процессе работы электрической машины.
Читайте также: Холодильник индезит двухкамерный не отключается причины 1 компрессор почему
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен вал, вид спереди; на фиг. 2 — то же, поперечное сечение; на фиг. 3 — вал с напрессованным на него пакетом листов ротора, вид сбоку [5].
Способ запрессовки вала 1 в пакет 2 листов ротора электрической машины включает образование рифлей 3 на поверхности 4 вала 1 в зоне расположения на нем ротора и холодную посадку. Рифли 3 образуют на участке вала 1 длиной, составляющей 0,8-0,9 длины ротора, причем каждую рифлю 3 выполняют в виде системы, содержащей не менее чем одну выемку 5 и один выступ 6, по крайней мере с одной объединенной в одну плоскость, или криволинейную, или комбинированную поверхность, гранью 7, и по крайней мере двумя примыкающими к ней гранями 8, 9, одна из которых 8 принадлежит выемке 5, а другая 9 — выступу 6. Расстояние между принадлежащими только выемкам 5 обращенными друг к другу гранями 8 смежных рифлей 3 составляет 0,1-0,8 диаметра вала 1, а расстояние между объединенными обращенными друг к другу гранями 7 выступа 6-выемки 5 смежных рифлей 3 — 0,95-0,3 диаметра вала 1.
При этом рифли 3 выполняют на поверхности вала 1 попарно в верхней и нижней частях вала 1 с симметричным расположением выемок 5 и выступов 6 в каждой части вала 1 относительно оси сечения вала 1, перпендикулярной их граням 7, являющимся продолжением друг друга.
Рифли 3 на поверхности вала 1 образуют методом холодной штамповки. Посадочное отверстие 10 пакета 2 ротора предварительно протягивают, а холодную посадку осуществляют с натягом. Запрессовку вала 1 в пакет 2 ротора производят на гидропрессе с обеспечением стабильного линейного размера запрессовки. Вал 1 за пределами участка, имеющего рифли 3, выполняют со ступенчато уменьшающимся к его концу поперечным сечением, а при запрессовке усилие прикладывается к торцевой поверхности ступени 11 вала 1 и торцевой поверхности ротора 12 [5].
1. Способ запрессовки вала в пакет листов ротора электрической машины, включающий рифление поверхности вала в зоне расположения на нем ротора и холодную посадку, отличающийся тем, что рифли образуют на участке вала длиной, составляющей 0,8-0,9 длины ротора, причем каждую рифлю выполняют в виде системы, содержащей не менее чем одну выемку и один выступ, по крайней мере, с одной, объединенной в одну плоскость, или криволинейную, или комбинированную поверхность, гранью, и, по крайней мере, с двумя примыкающими к ней гранями, одна из которых принадлежит выемке, а другая — выступу, причем расстояние между принадлежащими только выемкам обращенными друг к другу гранями смежных рифлей составляет 0,1-0,8 диаметра вала, а расстояние между объединенными обращенными друг к другу гранями выступа и выемки смежных рифлей -0,95-0,3 диаметра вала.
2. Способ по п.1, отличающийся тем, что рифли выполняют на поверхности вала попарно в верхней и нижней частях вала с симметричным расположением выемок и выступов в каждой части вала относительно оси сечения вала, перпендикулярной их граням, являющимся продолжением друг друга.
3. Способ по любому из пп.1-2, отличающийся тем, что рифли выполняют на поверхности вала образуют методом холодной штамповки.
4. Способ по любому из пп.1-3, отличающийся тем, что посадочное отверстие пакета ротора под вал предварительно протягивают, а холодную посадку осуществляют с натягом.
5. Способ по любому из пп.1-4, отличающийся тем, что запрессовку вала в пакет ротора производят на гидропрессе с обеспечением стабильного линейного размера запрессовки, причем вал за пределами участка, имеющего рифли, выполняют со ступенчато уменьшающимся к его концу поперечным сечением, а при запрессовке усилие прикладывают к торцевой поверхности ступени вала и торцевой поверхности ротора [5].
5 . Схема сборки ротора
Технологический процесс — это последовательное изменение формы, размеров и свойств материала и полуфабрикатов в целях получения изделия в соответствии с заданными техническими требованиями и чертежами.
Технологический процесс принято делить на операции, которые в свою очередь состоят из переходов и установов.
Технологической операцией является законченная часть технологического процесса обработки одной детали на одном рабочем месте одним рабочим или бригадой рабочих непрерывно до перехода к обработке следующей детали.
Технологическим переходом называется законченная часть технологической операции, в процессе которой обрабатывается одна или одновременно несколько поверхностей при неизменных инструменте и режимах обработки.
Установом является часть технологической операции, выполняемая при одном закреплении детали на станке.
Технологический процесс должен быть прогрессивным и обеспечивать повышение эффективности труда и качества изготавливаемых предметов, а также он должен обеспечивать сокращение трудовых и материальных издержек.
Технологический процесс должен соответствовать требованиям техники безопасности, промышленной санитарии и охране окружающей среды.
При проверке деталей руководствуются следующими признаками — посторонний шум при движении (вращении), треск, искрение, появление дыма и т.д.
В данном курсовом проекте мною была разработана последовательность технологических операций изготовления ротора трёхфазного асинхронного двигателя с короткозамкнутым ротором.
Схема сборки позволяет отразить маршрут сборки изделия, выделить составные части изделия, которые можно собрать отдельно (организовать параллельную сборку составных частей); оценить предварительно трудоемкость сборки отдельных составных частей; иногда выявить конструктивные неувязки; выявить и сравнить варианты технологического процесса. Процесс сборки изображают на схеме горизонтальной линией, в направлении от прямоугольника с изображением базовой детали до прямоугольника с изображением готового изделия или сборочную единицу — составную часть. Схема сборки представлена на рисунке 1.5.
Рисунок 1.5 — Схема сборки ротора
В асинхронных фазных электродвигателях на роторах имеется обмотка из медного провода, которая присоединяется к коллектору или контактным кольцам. В этих машинах конструкция сердечника якоря (ротора), собираемого на оправку, скрепляемого и напрессовываемого на вал, была бы сложной. Поэтому с целью упрощения конструкции и технологии, а также придания сердечнику большей надежности его набирают на вал.
Для сборки сердечников применяют специальные пневматические пресса (рис. 1.6 а, б) [5].
Пневматический цилиндр 4 имеет полый шток 5. По основанию пресса передвигается тележка, на ее рабочей части имеются два отверстия, в которые вставляют сменные оправки 2. Ход тележки ограничивается двусторонним упором 1 и фиксатором 3 в положениях, при которых ось оправки правой или левой части тележки совпадает с осью цилиндра. Расстояние между торцом сменного наконечника штока 5 и оправкой 2, ход поршня и усилие пресса зависят от размеров сердечников, собираемых на прессе.
Рисунок 1.6 — Схема сборки на пневматическом прессе сердечника ротора на вал: а — вид спереди, б — вид сбоку
Сборка сердечника ротора фазного асинхронного двигателя производится в таком порядке. Вставляют вал 14 в оправку 2 так, чтобы он опирался на ее буртик, и надевают нажимную шайбу 7. Если шайба должна находиться на валу с натягом, ее напрессовывают на гидравлическом прессе, поскольку усилия пневматического пресса недостаточно. Затем в шпоночный паз вала устанавливают Шпонку 13 и перемещают тележку с валом в рабочее положение — под пневматический пресс. На вал надевают крайний лист 6, который отштампован из более толстого материала. Из предварительно взвешенных и подобранных по шпонке и шихтовочному знаку листов берут пачку 8 из 50 — 60 шт. и надевают на вал. Затем включают пресс и осуществляют осаживание листов, до нажимной шайбы. Таким образом надевают остальные листы сердечника. После того как высота собираемого сердечника на валу достигнет 30 — 40 мм, устанавливают в три-четыре паза пазовые клинья 10 так же, как при сборке сердечника статора. Последующие листы при сборке базируют не только по внутреннему диаметру, но и пазам.
При наличии на роторе радиальных вентиляционных каналов сердечник делят на пакеты и между ними ставят листы с дистанционными пальцами, как и у сердечника статора. Вентиляционные каналы в сердечнике статора и ротора должны совпадать по осевому направлению. После сборки всех листов сердечника надевают крайний лист 9, верхнюю нажимную шайбу 11 и сердечник прессуют. Далее следует закрепить сердечник шпонками или втулкой во избежание его перемещения в осевом направлении. При креплении двумя полукруглыми шпонками сердечник прессуют и, когда нажимная шайба опустится ниже выточки на валу, устанавливают в выточку две полукруглые шпонки 12. После снятия давления их приваривают к валу. При креплении втулкой, которая держится на валу посадкой с натягом, сердечник прессуют, затем надевают на вал предварительно нагретую втулку. Давление не снимают, пока втулка не остынет [4].
Следующая операция — обработка пазов. Пазы можно опиливать так же, как опиливают пазы статора, или протягивать протяжками. Для протягивания вал с сердечником устанавливают у протяжного станка на две стойки, каждая из них имеет два ролика, в которых легко может вращаться вал. Сердечник торцом упирают в приспособление, которое воспринимает усилия резания и позволяет поворачивать сердечник для обработки каждого паза, совмещая при этом оси паза и ползуна протяжного станка.
Протяжка представляет собой сложный и дорогостоящий инструмент (рис. 1.7). Зубья протяжки (1 — 14) делятся на режущие и калибрующие. Первый — режущий зуб имеет наименьшие размеры, каждый последующий больше предшествующего на 0,05 — 0,08 мм (подъем зуба). Последние четыре-пять зубьев —калибрующие, которые по форме и размерам должны соответствовать форме и размерам готового паза. При переточках размер каждого зуба понижается. Таким образом, после каждой переточки первый калибрующий зуб становится последним режущим. Размеры первого зуба определяют, исходя из наименьшего возможного размера паза, полученного при сборке. На зубьях, кроме трех последних, делают канавки для дробления стружки [4].
Рисунок 1.7 — Протяжка для протягивания пазов сердечника якоря (ротора).
Следующей операцией является установка балансировочных колец на три прилива, имеющихся на нажимных шайбах. В кольцах находится паз типа «ласточкин хвост», куда устанавливают грузики при балансировке собранного ротора. После сборки ротор продувают в вытяжных камерах сжатым воздухом и отправляют на укладку обмотки.
Сборка сердечника якоря выполняется в той же последовательности, что и сборка ротора на аналогичном оборудовании. На вал 1 (рис. 1.8) надевают нажимную шайбу 7, которая предназначена для скрепления сердечника, а также служит обмоткодержателем. Затем надевают крайние листы 6, серединные листы 5, крайние листы 4 и вторую нажимную шайбу 3.
Рисунок 1.8 — Собранный сердечник якоря перед укладкой обмотки