
Распределительный вал изготовляют из стали 13H2A, поверхность кулачков цементуют на глубину 1,3—2,0 мм. Твердость цементованной поверхности HRC≥58; нецементованной НВ 170.
Возможные неисправности детали следующие: износ шеек, износ поверхности буртика упорной шейки, износ вершины кулачков, износ шлицев, повреждение резьбы, прогиб вала и коррозия.
Технологический процесс ремонта распределительного вала состоит из таких операций:
Износ кулачков допускается до размера h — 50 мм ( см. рис. 38 ). Если размер кулачка не выходит за этот предел, то ограничиваются зачисткой вершины кулачка для придания ей плавной закругленной формы. Вблизи вершины кулачка допускаются следы износа шириной до 3 мм.
Кулачки высотой менее 50 мм наплавляют твердым сплавом сормайт № 2. Перед наплавкой вершину кулачка срезают шлифовальным кругом до размера h = 48 мм. Затем деталь укладывают в призмы специальной ванны так, чтобы подлежащий наплавке кулачок выступал над поверхностью зеркала проточной воды на 7— 8 мм ( рис. 115 ). Температура воды должна быть 30—45° С. После этого вершину кулачка подогревают ацетилено-кислородным науглероживающим пламенем с помощью горелки с наконечником № 4.
Рис. 115. Схема наплавки кулачка.
Для наплавки используют прутки диаметром 6 мм, флюсом служит порошок буры или состав с содержанием хлористого натрия. Флюс периодически добавляют в сварочную ванночку. Пруток copмайта помещают под пламенем горелки так, чтобы стекающие капли сормайта покрывали наплавленную поверхность кулачка.
Кулачок, наплавленный сплавом при температуре 870—900° С, быстро погружают в воду, поворачивая вал на 180°.
Разрешается наплавлять не более трех кулачков. Наплавленный слой должен быть плотным, без раковин, пор и трещин. Твердость наплавленного металла должна быть HRC≥48.
После наплавки кулачков вал подвергают отпуску при температуре 200—220° С в течение 30 мин. Затем его правят на призмах под реечным прессом.
При укладке вала 1-й и 6-й шейками в призмы допускается биение рабочих шеек и наружной поверхности шлицев не более 0,07 мм.
Механическую обработку наплавленных кулачков начинают с удаления с помощью шлифовального круга из электрокорунда зернистостью 34—46 и твердостью CM2—C1 наплывов металла на торцовых поверхностях кулачков. Ширина кулачка должна быть 16±0,4 мм. Профильную поверхность кулачка шлифуют кругом из электрокорунда на керамической связке зернистостью 60—80 и твердостью C2—CT1 на специальном профильно-шлифовальном станке по схеме, показанной на рис. 116 .
Вал устанавливают в центры и жестко связывают со шпинделем 3, несущим копир 5. Под шейки вала подводят три люнета. Задняя и передняя ведущая бабки станка установлены на столе 6, качающемся вокруг оси 7. Пружина 4 стремится отклонить стол против часовой стрелки, прижимая копир 5 к ролику 2. Распределительный вал, связанный с копиром, совершает качательное движение, и шлифовальный круг 1 придает вершине кулачка нужный профиль.
Рис. 116. Схема обработки профиля кулачка.
Для того чтобы сохранить фазы газораспределения при сборке дизеля, не рекомендуется снимать слой металла в местах перехода рабочей части профиля в нерабочую.
Согласно техническим условиям нa регулировку дизеля зазор между затылком кулачка и тарелкой клапана ( рис. 117, а ) равен 2,34 мм, а расстояние от оси вала до тарелки клапана 20 мм.
Клапан начинает открываться в тот момент, когда точка А1 кулачка коснется тарелки клапана ( рис. 117, б ) и линия ОА1 будет перпендикулярна плоскости тарелки. Закрытие клапана закончится, когда точка А2 отойдет от тарелки. Допустим, что ОА1 больше ОА2 на величину а. Если клапан открывается своевременно, то закрытие его будет происходить несколько раньше. Ошибку в фазе можно определить из выражения
Рис. 117. Схема работы кулачка: а — кулачок в верхнем положении; б — начало открытия клапана.
Если ОА1 = 17,66 мм и а = 0,1 мм, то β составит 6°. Следовательно, незначительная ошибка в расположении точки сопряжения боковых дуг профиля с параллельными участками вызывает значительный сдвиг фазы; в этом случае регулировка газораспределения дизеля становится невозможной.
Для того чтобы сохранились правильные фазы распределения, ось симметрии кулачка должна быть параллельна оси копира. Установку кулачка относительно копира производят с помощью стрелочного приспособления ( рис. 118 ). По градуированной шкале копир устанавливают в нулевое (неходное) положение. Затем шкалу 6 приспособления устанавливают основанием 1 на качающийся стол против кулачка, который подлежит шлифованию.
Скобу 3 стрелки 5 устанавливают так, чтобы упор 4 коснулся затылка кулачка. Покачиванием скобы на угол, ограничиваемый роликами 2, по шкале прибора определяют величину угла колебания стрелки. Распределительный вал поворачивают относительно неподвижного шпинделя до тех пор, пока стрелка не будет одинаково отклоняться вправо и влево от нулевой линии шкалы. После этого вал жестко связывают со шпинделем станка. Таким образом устанавливают каждую пару шлифуемых кулачков.
Рис. 118 Стрелочное приспособление.
При шлифовании кулачков не рекомендуется устанавливать вал по делительному устройству станка, так как весьма вероятно, что погрешности деления данного станка не совпадают с погрешностями станков, на которых кулачок шлифовался при изготовлении и ремонте; вследствие этого возможен значительный сдвиг фаз.
Точность обработки кулачка также зависит от формы копира, определяемой профилем кулачка и конструктивными элементами станка.
Изношенные шейки вала (диаметром менее 29,85 мм) восстанавливают хромированием. Для того чтобы шейкам придать правильную геометрическую форму, их предварительно шлифуют. Диаметр шеек после шлифования должен быть не менее 29,65 мм; овальность и конусность не более 0,04 мм.
Для шлифования шеек вала рекомендуется круг из корунда на керамической связке зернистостью 46—60, твердостью C2—СT1.
После шлифования гаейки обрабатывают наждачным полотном и промывают бензином. Поверхности, не подлежащие хромированию, изолируют листовым целлулоидом или полихлорвиниловым пластикатом. К одной из средних шеек вала прикрепляют подвесное приспособление, представляющее собой стяжной хомут с крючком. Шейки вала, которые будут хромироваться в первый прием, обезжиривают бензином и кашицей кальциево-магниевой извести. Затем вал промывают холодной проточной водой, подвешивают в ванне для хромирования, декапируют и покрывают блестящим осадком хрома. Толщина хромового покрытия должна быть 0,15—0,20 мм. После промывки вала в дистиллированной и холодной проточной воде приступают к подготовке и хромированию остальных шеек вала. При необходимости также хромируют рабочие поверхности упорных буртиков первой шейки. Хромированные шейки шлифуют. Диаметр шейки после шлифования должен быть равен 30Ш -0,06 -0,095 мм (см. рис. 38), ширина между буртиками первой шейки 44 Л +0,34 4+0,17 мм. Овальность и конусность не более 0,03 мм.
При срыве не более двух ниток резьбу в отверстии распределительного вала исправляют метчиком.
Следы коррозии на нерабочих поверхностях вала удаляют полированием войлочным кругом, накатанным корундовым порошком зернистостью 100—120. Для отделки рабочих поверхностей детали до металлического блеска применяют мягкий круг и пасту ГОИ. Отремонтированный вал для предохранения от коррозии оксидируют.
Видео:Ремонт распредвала методом напыления. Вторая жизнь распределительного вала.Скачать

Технологический процесс восстановления распределительного вала двигателя «ЯМЗ-238»
Страницы работы




Фрагмент текста работы

ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ И НАУКИ ПРИМОРСКОГО КРАЯ
КРАЕВОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ
С ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«ПРИМОРСКИЙ ПОЛИТЕХНИЧЕСКИЙ КОЛЛЕДЖ»
«Техническое обслуживание и ремонт автомобилей»
За отделением _________________
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ВОССТАНОВЛЕНИЯ РАССПРЕДЕЛИТЕЛЬНОГО ВАЛА ЯМЗ-238
Оценка, полученная на защите
2. Расчетно-технологический раздел 5-7
3. Организационная часть 8-21
4. Охрана труда и техника безопасности 22-26
Целью данного курсового проекта является разработка технологического процесса восстановления распределительного вала двигателя «ЯМЗ-238», на основе заданных дефектов, с применением наиболее прогрессивных форм и методов организации авторемонтного производства. Он служит для передачи вращающего момента. При расположении вала в головке цилиндров привод осуществляется цепной или зубчато-ременной передачей, в блоке цилиндров по средствам шестерён. Распределительный вал в зависимости от области применения изготовляется из различных материалов. Самый распространённый — сталь. Обеспеченность предприятия производственными и другими площадями оценивают расчетом на один списочный автомобиль как суммарно площади земельного участка, так и отдельных слагаемых площади: общая полезная площадь, производственная и складская площадь, площадь стоянки. Состояние авторемонтного производства и основные направления повышения его эффективности. Ремонт автомобилей является необходимостью и обусловлен техническими и экономическими факторами. Технические факторы определены тем, что ресурсы отдельных деталей и узлов современных автомобилей различны, а полное их использование возможно только при условии выполнения комплекса мероприятий по техническому обслуживанию и ремонту автомобилей. Экономическая основа ремонта автомобилей обусловлена возможностью повторного использования при ремонте автомобилей большого количества (до 70%) деталей с остаточным ресурсом работоспособности, на восстановление которой затрачивается значительно меньше материальных и финансовых средств, чем на производстве новых. Эффективность функционирования авторемонтного производства определяется величиной удельных общественных затрат на поддержание подвижного состава в технически исправном состоянии и восстановление его работоспособности.
Расчет производственной партии.
Расчет производственной партии рассчитывается по формуле:

n — Число деталей в изделии;
t = 2-3 дня для крупных деталей, хранение которых возможно на одноярусных стеллажах;
t — 5 для средних деталей, хранение которых возможно на многоярусных стеллажах;
t — 10-30 дней для мелких деталей, хранение которых возможно в контейнерах и другой таре;
Фдн — 256 число рабочих дней в году
Расчёт состава работающих.
Явочное количество рабочих рассчитывается по формуле:
Где:mяв — Явочное количество производственных рабочих.
Туч — Годовая трудоёмкость работ по участку.
Фнр — Номинальный годовой фонд времени рабочего.
Списочное количество рабочих рассчитывается по формуле:
где: Туч — Годовая трудоёмкость работ по участку.
Фдр — Действительный годовой фонд времени рабочего.
Mп = Туч\Фп*Рср=2000*1,3 \ 2000*1=1,3 =1
Туч – годовой объем работ на участке чел-к.
Фп – годовой фонд рабочего времени поста, чел-к.
Рср — среднее число рабочих на посту, принимаем 1чел
План технологического процесса на восстановление распределительного вала ЯМЗ-238
Наименование и содержание операции
Обработать до ремонтного размера
Шлифование до придания правильной геометрической формы
Шлифовальная до ремонтного размера по рабочему чертежу
Моечная очистить и промыть распределительный вал, затем просушить
Видео:Ремонт распределительного вала двигателя EA888gen3Скачать

Ремонт газораспределительного механизма (ГРМ)
Видео:Диагностика и ремонт распределительного валаСкачать

Ремонт распределительного вала
Основными дефектами распределительного вала являются:
- износ опорных шеек;
- износ винтовой шестерни привода масляного насоса;
- износ кулачков;
- прогиб;
- увеличение осевого зазора.
Опорные шейки при износе ремонтируют двумя способами:
- шлифованием их на меньший диаметр
- хромированием
Первый способ ремонта применяют в тех случаях, когда опорами для шеек вала служат сменные втулки, запрессованные в гнезда блока. Если распределительный вал вращается в гнездах, выполненных непосредственно в блоке, то опорные шейки ремонтируют хромированием.
Шейки шлифуют на круглошлифовальном или токарном станке супортно-шлифовальным приспособлением.
Перед шлифованием вал проверяют в центрах по индикатору и выправляют под прессом, если биение превышает 0,05 мм. При шлифовании шеек необходимо учитывать высоту кулачков, так как иначе может создаться положение, при котором вал нельзя будет установить во втулки уменьшенного ремонтного размера. Высота кулачка должна быть меньше самой малой опорной шейки вала на 1—1,5 мм.
После шлифования шеек из блока выпрессовывают старые опорные втулки и запрессовывают новые полуобработанные, внутреннее отверстие которых необходимо обработать под размер шеек развертыванием.
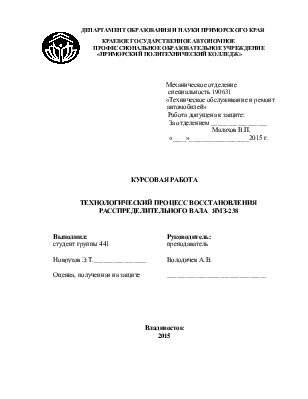
Втулки двигателя ГАЗ-51 имеют два диаметрально расположенных отверстия, из которых одно — большего диаметра — служит для подвода смазки и должно точно располагаться против смазочного канала, а другое, меньшего размера, служит для закрепления втулки и должно располагаться против лунки в гнезде блока.
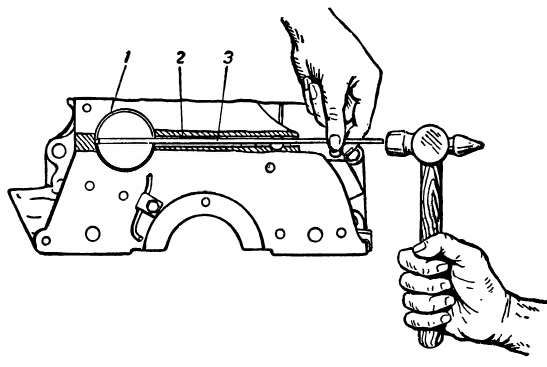
Рис. Установка опорной втулки распределительного вала:
1 — опорная втулка; 2 — масляный канал; 3 — бородок.
Втулку закрепляют длинным бородком, устанавливаемым в масляный канал, при помощи которого раскернивают малое отверстие втулки; образующийся при этом выступ входит в лунку гнезда блока.
После закрепления втулок их развертывают длинной раздвижной разверткой, обеспечивающей сохранение параллельности осей коленчатого и распределительного валов. При отсутствии сменных втулок (автомобили ГАЗ-MM, «Москвич») гнездам в блоке придают правильную геометрическую форму развертыванием, а опорные шейки хромируют и прошлифовывают на требуемый размер.
Кулачки с небольшим износом и задирами зачищают вначале крупной, а затем мелкой наждачной бумагой, которая должна облегать не менее половины профиля кулачка.
При большом износе кулачков вал заменяют или наплавляют изношенные места газовой сваркой сплавом сормайт. При этом вал помещают в ванну с водой, оставляя на поверхности только часть кулачка, подлежащую наплавке. При наплавке поверхность кулачка достаточно нагреть до состояния «потения», и расплавленный сормайт будет хорошо растекаться по поверхности. При отсутствии сормайта наплавлять можно проволокой от старых клапанных пружин при помощи газовой или электродуговой сварки.
После наплавки сормайтом последующая обработка заключается только в зачистке, а при наплавке сталью необходима закалка. При значительном износе приводной шестерни масляного насоса распределительный вал следует заменить.
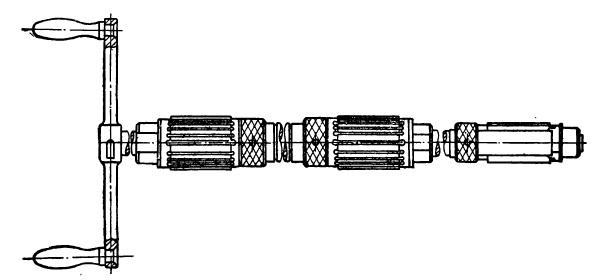
Рис. Крепление распределительного вала:
1 — распределительный вал; 2 — шестерня; 3 — упорная шайба; 4 и 6 — болты крепления упорной шайбы; 5 — распорное кольцо.
Увеличенный осевой зазор распределительного вала устраняют путем регулировки упорного болта, помещенного в крышке распределительных шестерен (автомобили ЗИС-5 и ЗИС-150). Для этого болт завертывают до упора в торец вала, а затем, отвертывают на 1/6 оборота и закрепляют контргайку. Если распределительный вал от осевого смещения удерживается упорной шайбой (автомобили М-20 «Победа», ГАЗ-51), то уменьшение осевого зазора до нормальной величины 0,10—0,20 мм достигается заменой изношенной упорной шайбы. Если же это окажется недостаточным, то следует уменьшить толщину распорного кольца, установленного между задним торцом ступицы распределительной шестерни и торцом первой опорной шейки распределительного вала.
Видео:Выполняем ремонт распределительных валов (распредвалов)Скачать

Ремонт клапанов
Дефектами клапана могут быть:
- износ и обгорание рабочей фаски;
- коробление головки;
- износ поверхности и торца стержня;
- погнутость стержня.
Небольшой износ рабочей фаски клапана устраняется притиркой клапана к седлу.
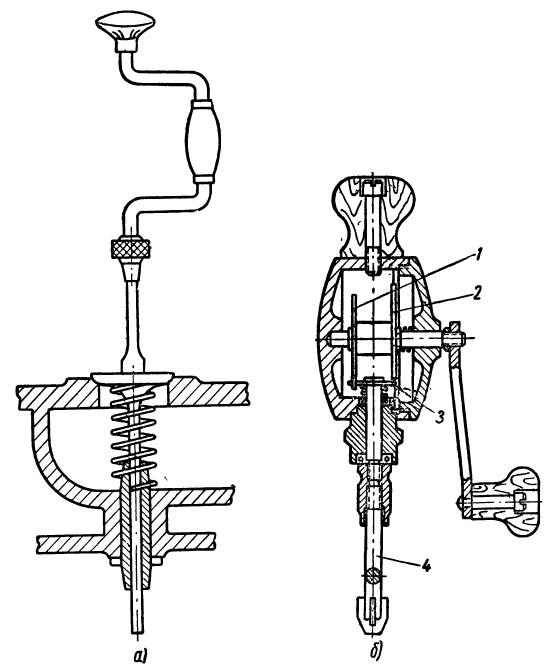
Рис. Приборы для притирки клапанов:
а — коловорот; б — притирочная дрель; 1 — ведущая шестерня с шестью зубьями; 2 — ведущая шестерня с девятью зубьями; 3 — ведомая шестерня шпинделя; 4 — шпиндель.
Для притирки клапана проделывают следующие операции:
- Надевают на стержень клапана слабую пружину и устанавливают клапан в направляющую втулку.
- Рабочую фаску клапана смазывают притирочной пастой и при помощи коловорота (рис. а) или специальной притирочной дрели (рис. б) вращают клапан вправо и влево на 1/4 оборота, постепенно поворачивая клапан кругом. При пользовании специальной притирочной дрелью ее рукоятку повертывают все время в одну сторону, причем ведомая шестерня и шпиндель вращаются попеременно то в одну, то в другую сторону. Достигается это тем, что две ведущие шестерни, вращаемые рукояткой, имеют по своей окружности неполное число зубьев (у одной шесть зубьев, у другой — девять), расположенных на противоположных сторонах. При вращении клапан прижимают к седлу, а при изменении направления вращения отпускают, причем клапан приподнимается от седла пружиной. В процессе притирки необходимо добавлять пасту.
- Конец притирки определяют появлением на рабочей фаске ровного матово-серого кольца без пятен.
- Герметичность клапана проверяют специальным прибором (рис. а) под давлением воздуха. При проверке стакан прибора плотно прижимают к поверхности блока и резиновой грушей создают давление 0,6—0,7 ат. Если в течение 1/2 мин. давление по манометру не падает, — герметичность хорошая. Герметичность клапана проверяют и более простым прибором (рис. б), причем поверхность вокруг клапана вытирают и припудривают мелом. Прибор устанавливают на клапан, затем рукояткой плотно прижимают резиновый присос книзу и отпускают его. Если клапан хорошо притерт, то прибор прочно удерживается на поверхности блока (прибор слегка покачивают рукой за головку).При недостаточной герметичности прибор держаться не будет. При наличии глубоких раковин и рисок рабочую фаску клапана сначала прошлифовывают, а затем только притирают. Шлифование фаски клапана выполняют на приборах с ручным или электроприводом.Клапан закрепляют под определенным углом по отношению к шлифовальному камню (45 или 30°) в патроне прибора. При работе прибора шлифовальный камень вращается с числом оборотов 4000—5000 в минуту, а патрон с клапаном — 120—140 в минуту.Подача патрона с клапаном и бабки с камнем осуществляется рукоятками.
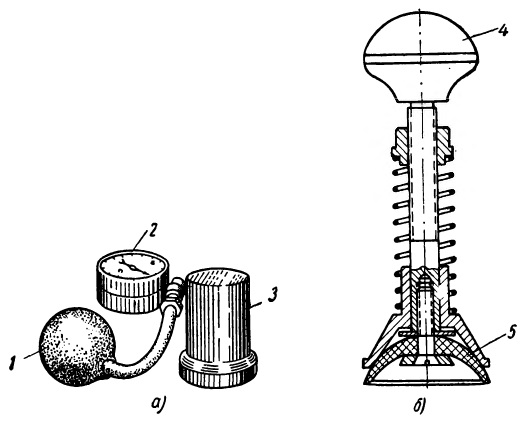
Рис. Приборы для проверки герметичности клапанов:
а — прибор с манометром; б — прибор с присосом; 1 — резиновая груша; 2 — манометр; 3 — стакан; 4 — головка; 5 — резиновый присос.
Изношенные головки клапанов восстанавливают до нормального размера путем их раздачи, при этом головку клапана нагревают до 900—1000°, устанавливают клапан в матрицу и оправкой под прессом или ударами молотка производят раздачу. Затем головка подвергается механической обработке способами, указанными выше. Клапаны, головки которых имеют коробление, заменяют новыми.
Погнутые стержни клапанов выправляют под прессом, а затем проверяют индикатором на биение в центрах. Биение стержня не должно превышать 0,03 мм.

Рис. Прибор для шлифования клапанов с электроприводом:
1 — рукоятка для подвода клапана к шлифовальному камню; 2 — патрон для закрепления клапана; 3 — клапан; 4 — шлифовальный камень; 5 — подвижная шлифовальная бабка; 6 — электродвигатель; 7 — рукоятка для осевого перемещения бабки.
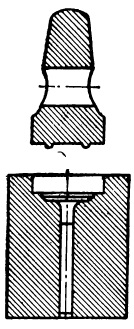
Рис. Матрица и оправка для раздачи головки клапана.
Изношенные стержни клапанов шлифуют под ремонтный размер или восстанавливают до номинального или ремонтного размеров хромированием.
Изношенный торец стержня при регулируемых клапанах шлифуют до получения гладкой поверхности, а при нерегулируемых клапанах (автомобиль ГАЗ-MM) торец наплавляют сталью от старого клапана и затем обрабатывают до требуемого размера. При наплавке во избежание коробления стержня клапан помещают в ванну с водой, оставляя на поверхности только торец высотой 20—25 мм.
Видео:#audi80 ремонт постели распредвала (по дешману 😀)Скачать

Регулировка зазора между клапаном и толкателем
Для регулировки зазора необходимо:
- повернуть рукояткой коленчатый вал до полного закрытия регулируемого клапана;
- удерживать толкатель ключом в течение всей регулировки;
- отвернуть вторым ключом контргайку болта на 0,5—1 оборот и поворотом регулировочного болта установить зазор, в котором вставленный щуп соответствующей толщины будет проходить с небольшим усилием;
- завернуть контргайку, повернуть коленчатый вал на два оборота и щупом снова проверить правильность зазора.
В такой последовательности надо регулировать и остальные клапаны.
В двигателях автомобилей ГАЗ-MM зазор при эксплуатации не регулируют, а устанавливают при ремонте, удлиняя стержень клапана (для уменьшения зазора) в холодном состоянии на оправке или подпиливая торец стержня (для увеличения зазора).
Видео:Ремонт Распредвала Восстановление Напыление Правка (Ремонт распределительного вала)Скачать

Ремонт толкателей
К основным дефектам толкателей относится износ стержня и торцевой поверхности тарелки. Стержень толкателя восстанавливают шлифованием его на меньший ремонтный размер. Шлифуют стержни на токарном станке с супортно-шлифовальным приспособлением или на круглошлифовальном станке. При небольшом износе торцевой поверхности тарелки ее шлифуют, а при значительном износе поверхность тарелки наплавляют металлом газовой или электродуговой сваркой. Во избежание отпуска наплавку делают опуская стержень в водяную ванну.
В качестве присадочного материала можно использовать старые клапанные пружины.
После наплавки, не давая остыть металлу, толкатель быстро опускают в ванну с холодной водой и закаливают наплавленную поверхность. После закалки плоскость обрабатывают на наждачном точиле, а затем шлифуют на станке.
📸 Видео
Восстановление распредваловСкачать

РЕМОНТ РАСПРЕДВАЛА. ПОЛИРОВКА ШЕЕК И КУЛАЧКОВ. Минск. AvtoPro.byСкачать

Ремонт распредвалов (распределительных валов) Cummins QSM 11Скачать

Неисправность датчика фаз: зачем нужен и как проверить (датчик положения распределительного вала)Скачать

Ремонт распредвала ScaniaСкачать

восстановление распредвала своими руками. do-it-yourself camshaft restoration.Скачать

Шестерня распредвала выпускного Z16XER/Z18XER Опель. Проверка, сравнение шестерни фазорегулятораСкачать

Газораспределительный механизм устройство и основные неисправностиСкачать

Восстановление постели коленчатого вала и замена втулок распределительного вала КАМАЗСкачать

Как и чем устранить стук от осевого смещения распределительного вала .Скачать

VANOS BMW! Устройство и Проблемы!Скачать

работа двс с прослабленным распредваломСкачать

Спортивный распредвал своими руками. Метод копира.Скачать

Шлифовка распредвала на копировальном станке 3М433Скачать
