
На предприятии ПКФ «Станкосервис» (г.Рязань) освоен выпуск фрикционных валов для наиболее популярных моделей токарных станков — 1К62, 16К20, 16Р25 и 1М63, фрикционных муфт для радиально-сверлильных станков 2М55, 2М57, 2М58 и для универсальных фрезерных станков 6Р12, 6Р13.
Небольшой обзор этапов производства этого важного узла.
Фрикционный вал установлен во многих типах универсальных станков (токарных, сверлильных, фрезерных) и служит для передачи крутящего момента с помощью фрикционных дисков.
В этой статье речь пойдёт об изготовлении двухсторонней фрикционной дисковой муфте самых распространённых моделей токарно-винторезных станков — 1К62, 16К20 и 1М63.
Основные этапы производства фрикционного вала (муфты).
Вал будущего фрикциона изготавливается на токарных станках. Шлицы нарезают на шлицефрезерном станке, затем они проходят термическую обработку на установке ТВЧ и шлифуются.
В валу с одного конца сверлится отверстие под тягу, фрезеруются пазы под шпильку и коромысло. С помощью тяги и коромысла включается левая или правая половина муфты, что обеспечивает вращения шпинделя против часовой стрелки (нормальное вращение) или по часовой стрелке (обратное).
Фрезеровка пазов под коромысло. Шлицевой вал:
В центре вала на шлицах устанавливается разгонная муфта. Она служит для плавной передачи крутящего момента к основным узлам фрикционного вала.
Фрикционная муфта состоит из двух несвязанных между собой половин. Левой и правой. Диски первого ряда насажены на шлицевой вал и вращаются вместе с ним. Эти диски не связаны с корпусом муфты. Диски второго ряда закреплены в пазах зубчатого корпуса называемого корзиной или чашкой.
Фрикционные диски изготавливаются методом лазерной резки из пружинной стали. После нарезки их закаляют и шлифуют.
Фрезеровка пазов корзины фрикциона на фрезерном станке:
Корзина фрикционного вала является наиболее нагруженной деталью. При неправильном обращении со станком, зубья чашки может сорвать (торможение шпинделя реверсом, резкое переключение скорости вращения, минуя нейтральное положение). Для обеспечения надёжной работы после механической обработки, чашку закаляют, а её зубья шлифуют, чтобы устранить негативное последствие нагрева на точность готовой детали.
Шлифовка зубьев корзины:
Сборка нового вала производится с использованием оправок и занимает не более 10 минут. После сборки, вал регулируют и отправляют на склад готовой продукции.
Окончательная сборка фрикционного вала 16К20:
- Ремонт фрикционного вала токарно-винторезного станка модели 1К62
- Характеристика и назначение ремонтируемого оборудования. Основные виды фрикционной муфты, их описание. Ремонт и особенности эксплуатации Технического узла. Возникающие дефекты в работе детали. Техника безопасности при выполнении ремонтных работ.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Регулирование токарно-винторезного станка 1К62
- Сведения о производителе токарно-винторезного станка 1К62
- Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- Причины погрешностей точения на токарно-винторезном станке 1К62
- Регулирование токарно-винторезного станка 1К62
- Регулирование натяжения ремней главного привода
- Регулирование фрикционной многодисковой муфты
- Регулирование ленточного тормоза
- Регулирование подшипниковых опор шпинделя
- Устранение мертвого хода винта поперечного перемещения суппорта
- Установка задней бабки по линии центров
- Регулирование запора неподвижного люнета
- Смазка токарно-винторезного станка 1К62
Ремонт фрикционного вала токарно-винторезного станка модели 1К62
Характеристика и назначение ремонтируемого оборудования. Основные виды фрикционной муфты, их описание. Ремонт и особенности эксплуатации Технического узла. Возникающие дефекты в работе детали. Техника безопасности при выполнении ремонтных работ.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Ремонт фрикционного вала токарно-винторезного станка модели 1К62
1. Характеристика и назначение оборудования
2. Характеристика и основные виды фрикционной муфты
3. Ремонт Технического узла
4. Возникающие дефекты в работе детали
5. Техника безопасности при выполнений ремонтных работ
Тема данной работы «Ремонт Фрикционного вала токарно-винторезного станка модели 1К62» была выбрана на основе выполняемых работ по месту прохождения практики (на предприятий ООО «Жилкомсервис» в ремонтных мастерских.
Цель работы — изготовить демонстрационный стенд по теме «Ремонт Фрикционного вала токарно-винторезного станка модели 1К62» по специальности «Монтаж и технологическая эксплуатация промышленного оборудования (по отраслям)» который будет использоваться в учебном процессе.
При выполнений работы решались следующие задачи;
— анализ материала (по выбранной теме),
— демонстрация вида ремонта вала.
Ремонтируемое оборудование токарно-винторезный станок модели 1К62. Станок предназначен для выполнения чистовых и получистовых разнообразных токарных работ в мелкосерийном и индивидуальном производствах. Например нарезания резьбы: метрической, дюймовой, модульной, питчевой и архимедовой спирали. Вращение шпинделя осуществляется от электродвигателя переменного тока через коробку скоростей. Коробка подач закрытого типа. Числа оборотов шпинделя и подачи суппорта настраиваются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток. Перемещение задней бабки по направляющим станины и выдвижение пиноли выполняются вручную от маховика.
Читайте также: Упорные подшипники для гребных валов
Рис. 1 Общий вид и основные узлы токарно-винторезного станка модели 1К62:
1 — кожух ограждения гитары сменных колес; 2 — передняя бабка; 3 — суппорт; 4 — задняя бабка; 5 — шкаф с электрооборудованием; 6 — привод быстрых перемещений суппорта; 7 — фартук; 8 — станина; 9 — коробка подач.
Ремонтируемая Деталь, фрикционный вал, является сборочной единицей станка 1К62 и расположен в коробке скоростей передней бабки станка. Вращение фрикционному валу передается от электродвигателя главного привода через клиноременную передачу. От вала 1 движение передается через фрикционную многодисковую муфту прямого и обратного вращения и шестеренный механизм главного привода к шпинделю и цепи подач.
Рисунок 2. Коробка скоростей станка 1К62
Фрикционная двусторонняя муфта установлена на первом валу коробки скоростей и осуществляет передачу вращения и усилий от этого вала через зубчатый механизм на шпиндель. Муфта работает за счет сил трения, возникающих между торцами стальных дисков при их сжатии. С течением времени диски изнашиваются, уменьшаются по толщине и муфта может пробуксовывать. Такое явление вызывает усиленный износ и нагревание деталей муфты. Работать на станке с не отрегулированной муфтой нельзя.
Назначение. Фрикционные муфты применяются для плавного соединения и разъединения валов под нагрузкой на ходу в широком диапазоне скоростей при частых пусках и остановках. Фрикционный вал ( фрикционная муфта, муфта перегруза, вал 1-ой оси ) — служит для сообщения шпинделю прямого и обратного хода. Диски фрикционные — являются составной частью фрикционного вала.
— Фрикционные передачи работают плавно и бесшумно,
— имеют простую конструкцию и достаточно точно передают движение.
— небольшие мощности передач (до 20 кВт);
— оказываемое ими значительное давление на опоры
2. Характеристика и основные виды фрикционной муфты
ремонтный фрикционный муфта деталь
Рисунок 1. Фрикционная муфта
— Зубчатое колесо прямого вращения 2 имеет ступицу с пазом. Такую же ступицу имеет и зубчатое колесо обратного хода 6. Внутри ступиц расположены стальные фрикционные диски 3, наружные выступы которых входят в пазы ступиц, и диски 8 со шлицевым отверстием, выступы этих шлицев входят в шлицы полого вала 1. Совокупность фрикционных дисков и составляет фрикцион. Работа фрикциона заключается в том, что при прижатии дисков 3 к дискам 8 между ними благодаря трению возникает сцепление и вращение от вала 1 через диски передается к зубчатым колесам 2 или 6. Включение фрикциона осуществляется муфтой 7. При включении муфты влево включается прямое вращение шпинделя, вправо- обратное вращение.
Диски фрикционной муфты постепенно изнашиваются и муфта начинает пробуксовывать, т. е. крутящий момент от электродвигателя не передается на шпиндель. Для устранения этого недостатка муфту регулируют с помощью нажимных гаек 4 и 5, навинчиванием которых на муфту сближают фрикционные диски.
В период эксплуатаций у фрикционных валов изнашиваются посадочные шейки, шпоночные и шлицевые пазы, резьбовые поверхности. Выбор способа ремонта зависит от величины износа и имеющейся ремонтной базы. В таблице 1 указаны дефекты Фрикционного вала и способы их устранения.
Таблица 1. Дефекты Фрикционного вала токарно-винторезного станка модели 1К62
— Ремонт резьбового соединения (выход из строя наружной и внутренней резьбы вследствие износа, среза, смятия и изгиба витков)
1. Протачивание резьбы до ближайшего меньшего стандартного диаметра и нарезание резьбы
2. При невозможности уменьшения размера восстанавливают наплавкой, металлизацией или др. способом
3. Рассверливаем отверстие до ближайщего стандартного размера с последующим нарезанием резьбы большего размера.
— Ремонт шлицев (износ и смятие шлицов на валу, забойны, заусенцы, острые края)
1. При небольших износах производят электродуговую наплавку с последующей механической обработкой. При износе по ширине паза до 0.50-1 мм разделяют шлицы от вала зубилом с последующей заваркой образованной канавки и мех- кой обработкой
— Ремонт шпоночного соединения (смятие или срез шпонки, износ смятие шпоночного паза вала)
1. Замена шпонки. Новая шпонка должна иметь 0,1-0,2 для пригонки на валу,
2. обработка паза до следующего стандартного размера
Регулирование токарно-винторезного станка 1К62

Сведения о производителе токарно-винторезного станка 1К62
Производитель токарно-винторезного станка модели 1К62 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
Причины погрешностей точения на токарно-винторезном станке 1К62
На точность и чистоту обработки могут влиять следующие факторы:
- Неправильная установка станка на фундаменте по уровню;
- Наличие зазора между прижимными планками каретки и станиной; наличие зазора между направляющими и клиньями (необходимо подтянуть прижимные планки и клинья);
- Нежесткое пружинящее крепление резца;
- Деталь, закрепленная в патроне, имеет большой вылет (ее следует поддержать люнетом или поджать центром);
- Плохо закреплена планшайба для патрона, крепежные винты патрона недостаточно затянуты;
- Наличие грязи в конусном отверстии шпинделя;
- Неуравновешена масса патрона или обрабатываемой детали (необходимо уравновесить);
- Неправильно выбраны режимы резания (велика скорость резания или подача);
- Неправильно отрегулированы подшипники шпинделя. (о регулировке см. раздел «Регулирование станка», стр. 43).
Читайте также: В чем разница компрессора инверторного от обычного
Регулирование токарно-винторезного станка 1К62
Регулирование натяжения ремней главного привода
Если с течением времени наблюдается уменьшение крутящего момента шпинделя, то поскольку в станке имеется клиноременная передача от главного двигателя к фрикционному валу, следует проверить натяжение ремней. Если ремни (недостаточно натянуты, их следует подтянуть. Для этого требуется снять нижний кожух, закрывающий моторную установку, и отпустить гайку, крепящую клиновой палец зажима вертикальной оси плиты, и гайку, крепящую подмоторную плиту. Посредством поворота круглой гайки против часовой стрелки следует опустить подмоторную плиту до требуемого натяжения ремней. Гайки надо после регулировки затянуть.
Регулирование фрикционной многодисковой муфты

Фрикционная реверсивная муфта токарно-винторезного станка 1к62
Когда натяжение ремня достаточное, то, чтобы увеличить крутящий момент шпинделя, следует отрегулировать фрикционную муфту главного привода.
Для этого необходимо выключить электродвигатель главного движения и снять верхнюю крышку передней бабки и маслораспределительный лоток.
Поворотом круглой гайки 2 (рис. 12) можно отрегулировать муфту прямого вращения шпинделя, а поворотом гайки 3 — муфту обратного вращения. Для регулирования муфты прямого вращения (рукоятка 21 (см. рис. 5) включается вниз, а для регулирования муфты обратного вращения — вверх. При этом рукоятка (см. рис. 5) должна быть отклонена влево (включен перебор 16 : 1). Поворот гаек может быть осуществлен лишь после того, как защелка 4 (см. рис. 12) будет утоплена в кольцо 5.
В большинстве случаев достаточно сделать 1/12 оборота (на один из двенадцати пазов, расположенных по периферии гайки). Следует следить за тем, чтобы защелка обратно заскочила в паз гайки, в противном случае ‘может произойти самопроизвольное отвинчивание последней.
Если после регулировки включение рукоятки 21 (см. рис. 5) производится с трудом, значит муфта слишком сильно затянута и следует несколько ослабить гайки.
Регулирование ленточного тормоза
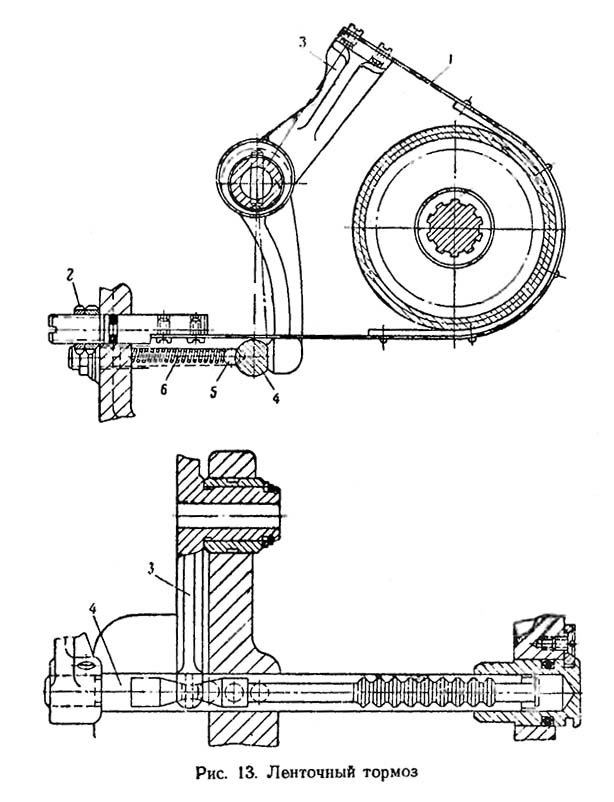
Ленточный тормоз токарно-винторезного станка 1к62
Если при выключении фрикционной муфты не происходит достаточно быстрого торможения шпинделя, то надо отрегулировать тормоз путем натяжения тормозной ленты 1 (рис. 13) гайками 2.
Время торможения шпинделя зависит от величины натяжения ленты. При 2000 об/мин время торможения шпинделя без изделия и патрона не должно превышать 1,5 сек.
При заторможенном положении шпинделя рычаг 3 должен расположиться симметрично выступу валика-рейки 4, фиксация положения которого обеспечивается шариком 5 с регулирующей пружиной 6.
Регулирование подшипниковых опор шпинделя
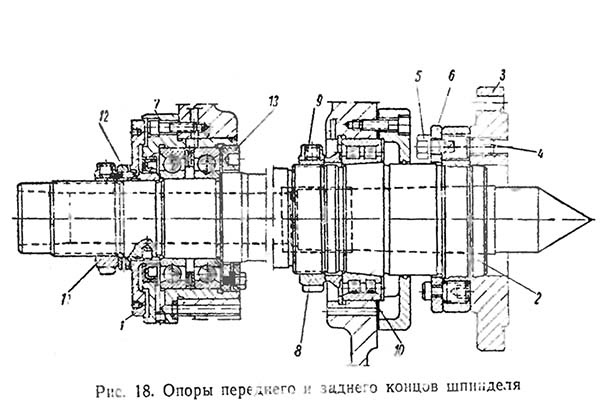
Опоры переднего и заднего концов шпинделя токарного станка 1к62
Подшипниковые опоры шпинделя (передний — роликовый двухрядный и задние — радиально-упорные подшипники) отрегулированы на заводе и не требуют никакой регулировки.
При ремонте регулировка подшипников производится следующим образом. Передний подшипник шпинделя регулируется гайкой 8 (рис. 18), расположенной внутри корпуса передней бабки, в следующем порядке: освобождают винт 9 и поворачивают гайку в необходимую сторону. Поворотом этой гайки осуществляется осевое (перемещение внутреннего кольца подшипника 10 на конусной шейке шпинделя
При повороте гайки вправо происходит натяжение внутреннего кольца подшипника на конусную шейку шпинделя. При этом кольцо деформируется, его наружный диаметр увеличивается, обеспечивая плотное прилегание всех роликов к поверхностям внутреннего и наружного колец подшипника, что уменьшает радиальный зазор в подшипнике. После регулировки вновь затягивают винт 9.
Регулирование осевого зазора радиальноупорных подшипников задней опоры шпинделя производится вне корпуса бабки гайкой 11 через тепловой компенсатор 12. Натяг осуществляется поворотом гайки вправо на угол 18..20° до того, как в стыках между подшипниками и проставками будут выбраны зазоры. Наружные кольца устанавливаются вплотную до упора гайкой 13.
Устранение мертвого хода винта поперечного перемещения суппорта
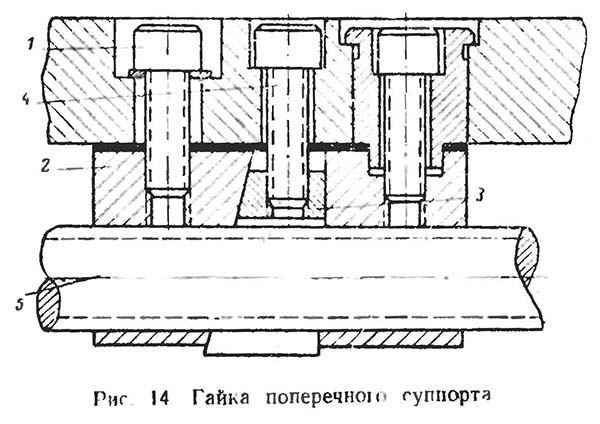
Гайка регулировки поперечного суппорта токарно-винторезного станка 1к62
Мертвый ход винта 5 поперечного перемещения суппорта, возникающий при износе гайки, может быть выбран посредством подтягивания клина, вставленного между разрезанными (половинками гайки Для этого следует отпустить винт 1 (рис. 14) левой половинки 2 гайки на один оборот и, подтягивая клин 3 винтом 4 выбрать осевой зазор в винтовой паре. Винт должен свободно поворачиваться от руки, и мертвый ход не должен превышать двух делений по лимбу.
Читайте также: Люфт переднего приводного вала
Установка задней бабки по линии центров
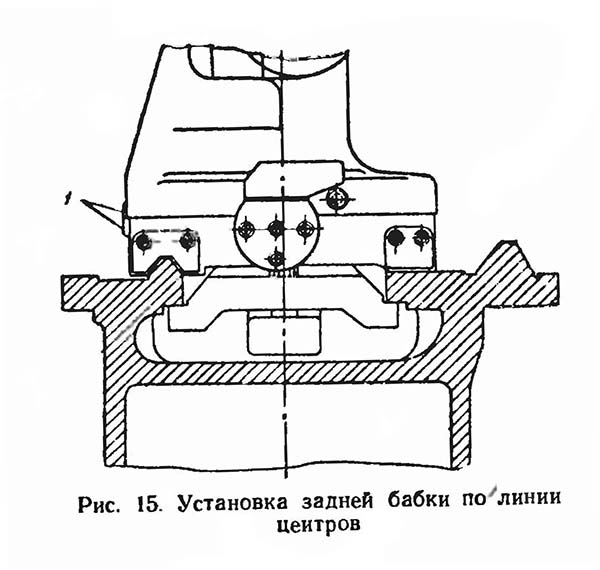
Установка задней бабки по линии центров токарно-винторезного станка 1к62
Для совпадения осей центров (передней и задней бабок совмещают плоскости платиков (рис. 15) при помощи винтов 1 и 2 (см. рис. 9).
Регулирование запора неподвижного люнета
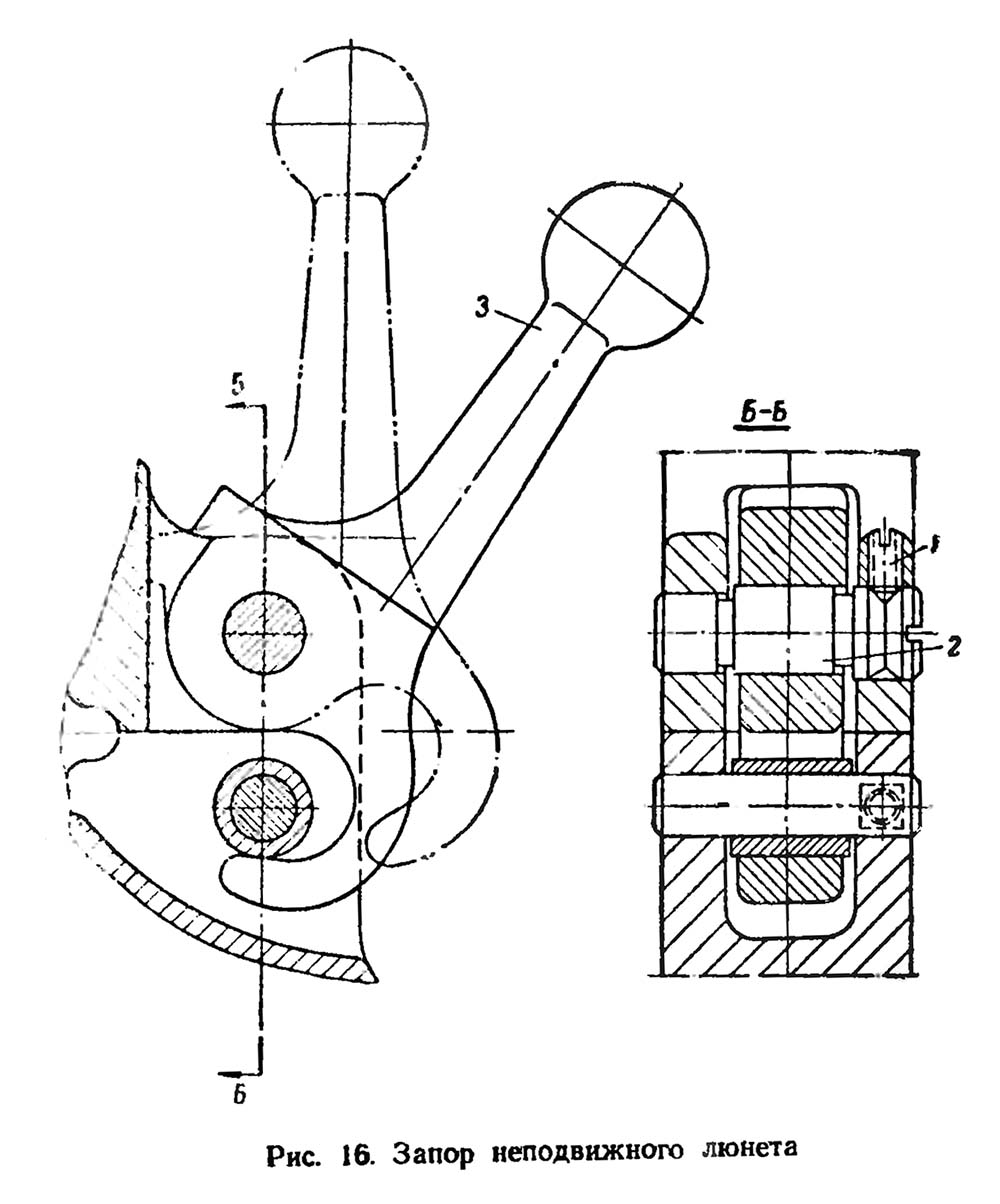
Запор неподвижного люнета токарно-винторезного станка 1к62
Если запор крепления верхней откидной части неподвижного люнета ослаб и не обеспечивает надежного крепления, его можно отрегулировать.
Отпустив стопорный винт 1 (рис. 16), следует повернуть эксцентриковый палец 2 в положение, обеспечивающее надежное крепление и достаточно свободное откидывание рукоятки 3.
Смазка токарно-винторезного станка 1К62

Схема смазки токарно-винторезного станка 1к62
Долговечность механизмов станка во многом зависит от своевременной и доброкачественной смазки взаимодействующих деталей. Предварительно перед смазкой и пуском станок тщательно протирается.
При работе станка все детали механизма и подшипников передней бабки (рис. 4) смазываются от автоматически действующего плунжерного насоса 2.
Плунжерный насос, приводимый в действие эксцентриком, сидящим на фрикционном валу, подает масло из резервуара, расположенного на дне корпуса передней бабки, через пластинчатый фильтр к переднему шпиндельному подшипнику и на лоток, откуда оно растекается к необходимым механизмам узла.
После включения станка в смотровом глазке, расположенном на верхней крышке передней бабки, должна появиться тонкая струйка масла, указывающая на нормальную работу, насоса. Если струйка не появляется, необходимо снять верхнюю крышку передней бабки и при помощи упорного винта, ввернутого в приводной рычаг, отрегулировать нормальную работу насоса.
Ежедневно перед началом работы следует проверять уровень масла в резервуаре. Если при остановленном станке масло стоит ниже риски маслоуказателя, расположенного в левой части передней бабки, необходимо долить масло в резервуар. При включенном станке уровень, масла в резервуаре понижается, так как часть масла циркулирует в системе. Это не вызывает необходимости дополнительной заливки масла.
При замене масла вывертывается пробка «Слив масла», находящаяся в маслоуказателе.
Рекомендуется производить замену масла непосредственно после выключения станка, когда все частицы износа и пыль находятся во взвешенном состоянии и удаляются вместе с отработанным маслом.
Перед следующим заполнением корпуса маслом следует произвести тщательную промывку и чистку передней бабки, чтобы полностью удалить отстоявшуюся грязь. Недопустимо для чистки применять протирочные материалы с отделяющимися волокнами.
Свежее масло следует заливать только после тщательной просушки узла.
Смазка коробки подач осуществляется от плунжерного насоса 3, расположенного в верхней части корпуса. За исправностью работы насоса можно следить через смотровой глазок, расположенный на передней крышке коробки подач. Для контроля уровня масла имеется маслоуказатель, расположенный под смотровым глазком.
Заливка масла производятся в верхнюю часть резервуара коробки подач. Пробка для слива масла находится в нижней стенке корпуса.
Плунжерный насос 4 в фартуке смонтирован в нижней крышке и приводится в действие от эксцентрика вала червячной шестерни. Он обеспечивает смазкой все приводные части, подшипниковые опоры и направляющие суппорта и каретки.
Включение подачи масла на направляющие суппорта и каретки производится краном 10.
Рекомендуется в начале смены поставить кран в положение «0» (открыто) и два-три раза прогнать каретку по станине и нижнюю часть суппорта по каретке на быстром ходу. После этого кран следует вернуть в положение- «3» (закрыто).
Если во время работы станка кран остается в положении «0» (открыто), то все масло из резервуара фартука в течение смены будет выкачено.
Заливка масла производится через отверстие в левой стенке фартука, закрываемое пробкой.
В нижней крышке фартука расположены две пробки для слива масла. Винт поперечной и продольной подач суппорта и их опор, а также ось резцовой головки смазываются пресс-масленками 7, 11, 12, 13.
Смазка опор эксцентрикового вала пиноли и винта задней бабки осуществляется через пресс-масленки 5, 8, 9, 14; подшипники ходового винта и ходового вала смазываются через отверстие, закрываемое пробкой 6.
В период эксплуатации станка необходимо следить за работой масляных насосов и наличием масла в резервуарах. Характеристики масел и периодичность смазывания указаны в карте смазки.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала