
Здравствуйте Уважаемые друзья! Мы сегодня, в этой статье разберемся и научимся правильно устанавливать коленвал двигателя ЗМЗ 511 и модификации. Перед тем, как начать сборку двигателя, нужно учесть что коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
Примечание: во время разборке двигателя, перед капитальным ремонтом, я рекомендую Вам делать метки на снимаемых, сбалансированных деталях, как сняли так и ставьте, по сделанной метке. Это нужно что бы не нарушилась заводская балансировка коленвала в сборе с маховиком и сцеплением. Если конечно Вы не меняете детали такие как маховик, коленвал и ведущий диск сцепления, ну , а если меняли, то нужна балансировка.
При балансировке снимают лишнюю массу с тяжелой стороны, высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм. Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Перед балансировкой проверить свободу и легкость вращения диска путем выключения сцепления и перемещения оттяжных рычагов на 11,7 мм. При этом размер от рабочей поверхности маховика до верхних головок оттяжных рычагов должен быть в пределах 53—54,5 мм. При отсутствии свободного вращения диска, а также при отступлении в размере узел необходимо раскомплектовать.
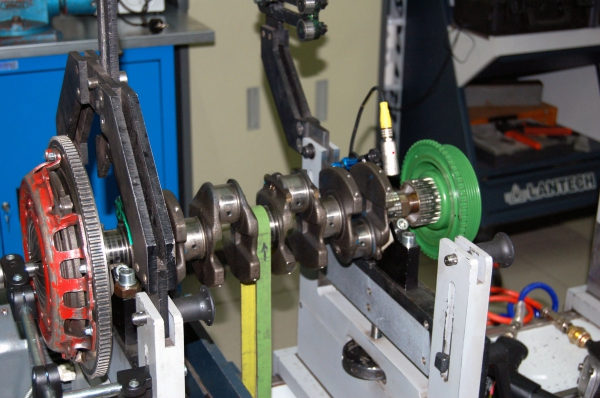
Примечание: хочу Вас немного огорчить, если Вы произвели замену таких деталей как коленвал, маховик и ведущий диска сцепления, то как уже говорилось, желательно произвести балансировку коленвала в сборе и думаю понимаете что в домашних условиях нам этого не сделать. Балансировка делается на стенде. Рисунок 1. Когда будете обращаться к шлифовщику коленвала, то попросите что бы сделали Вам балансировку коленвала они обычно делают. Не забудьте взять с собой маховик и сцепление в сборе, они понадобятся при балансировке.
Рисунок 1. Балансировка коленвала на стенде.
Сборка коленчатого вала с маховиком и сцеплением и установка его в блок цилиндров.
Перед установкой коленчатого вала в блок цилиндров все сопрягаемые поверхности должны быть тщательно протерты. Масляные каналы коленчатого вала и блока должны быть продуты сжатым воздухом. Вкладыши коренных подшипников должны быть смазаны маслом для двигателя. Размер вкладышей коренных подшипников должен соответствовать размеру коренных шеек коленчатого вала. Момент затяжки гаек шпилек крепления крышек коренных подшипников должен соответствовать 11—12 кГм.
Номинальные и ремонтные размеры передней и задней шайб упорного подшипника приведены в таблице 1. При окончательно затянутых коренных подшипниках коленчатый вал должен свободно поворачиваться за маховик от руки.
Таблица 1. Номинальный и ремонтные размеры
передней и задней шайб упорного подшипника
При установке маховика, гайки крепления его, должны быть затянуты равномерно с усилием 7,6—8,3 кГм. Биение плоскости трения маховика — не более 0,15 мм на радиусе 165 мм. Если биение превышает 0,15 мм, узел необходимо раскомплектовать. Подшипник направляющего конца ведущего вала коробки передач должен быть заполнен смазкой УТВ 1-13 и установлен в гнезде коленчатого вала при помощи специальной оправки.
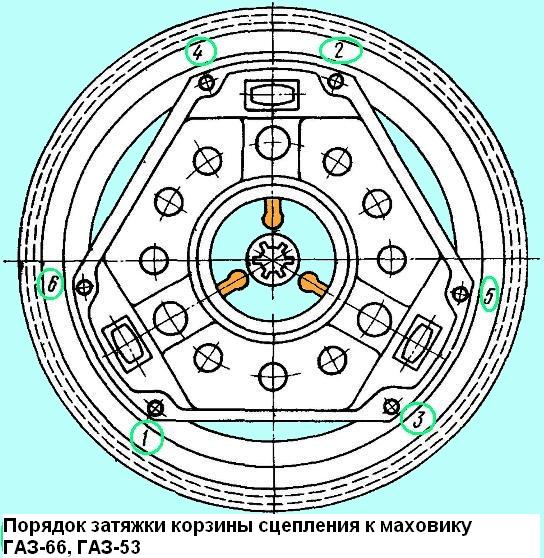
При установке сцепления должно быть обеспечено совпадение оси ведомого диска с осью коленчатого вала. Болты крепления кожуха сцепления к маховику должны быть равномерно затянуть в порядке, указанном на рисунке 2. Момент затяжки болтов должен быть в пределах 2—З кГм.
Рисунок 2. Затяжка корзины.
Крышки коренных подшипников и сальникодержатель.
Крышки коренных подшипников изготовлены в виде крышки из ковкого чугуна марки КЧ 35-10. Кроме данной крышки, на задней стенке блока имеется сальникодержатель. Сальникодержатель и крышки коренных подшипников растачиваются вместе с блоком, в следствии чего они не могут меняться местами и после разборки должны ставиться на свои прежние места. Четыре крышки, за исключением передней, одинаковые и на них нанесены порядковые номера 2,3 и 4. На пятой крышке номер не наносится.
Задний конец коленвала уплотняется сальником из асбестового шнура. Все, обычно называют этот сальник набивкой. Куски асбестового шнура, пропитанные в маслографитовой смеси, укладываются в специальные канавки блока цилиндров и сальнико-держателя, обжимаются и затем подрезаются заподлицо с плоскостью разъема. Шейка коленвала, по которой работает сальник, оснащен маслогонной накаткой А рисунок 3.
Установка заднего сальника (набивки).

Уплотнение заднего конца коленчатого вала: а — задний конец коленчатого вала; б — сальникодержатель и уплотняющие детали; 1 — масляный картер; 2 — прокладка масляного картера; 3, 7 — соответственно нижний и верхний отрезки асбестового шнура; 4 — сальникодержатель; 5 — крышка коренного подшипника; 6 — вкладыш коренного подшипника; 8 — блок цилиндров; 9 — боковой резиновый уплотнитель; А — маслосгонная накатка; Б — гребень; В — маслоподводящая канавка.
К задней торцевой части блока присоединяется картер сцепления, чье точное расположение на блоке обеспечивается двумя установочными штифтами. Привалочная плоскость на картере сцепления для установки коробки передач и установочное отверстие обрабатываются вместе с блоком цилиндров во время расточки постелей коренных подшипников, в следствии чего замена картера с блока на блок не желательна, без специальной подгонки.
Читайте также: Регуляторе частоты вращения коленчатого вала двигателя
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров. Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.
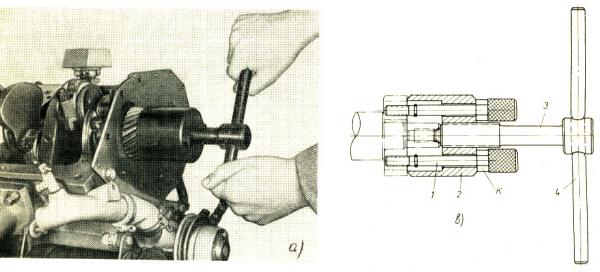
После напрессовки шестерни коленчатого вала (рисунок 4), при помощи съемника и упорной втулки, проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала. Зазор должен быть в пределах 0,075 — 0,175 мм.
Рисунок 4. Напрессовки шестерни коленчатого вала.
Ну что же, думаю на этом, пока, закончим с коленвалом и крышками коренных вкладышей. Продолжим, так сказать, наши занятия, в следующей статье, а вот как она будет называться и чему посвящена Вы скоро узнаете. Если вдруг возникнуть проблемы и вопросы пишите мне, оставляйте комментарий я обязательно отвечу. Спасибо за внимание!
Сборка коленчатого вала с маховиком и сцеплением и установка его в блок цилиндров

При установке маховика гайки крепления его должны быть затянуты равномерно с усилием 7,6—8,3 кГм.
Биение плоскости трения маховика — не более 0,15 мм на радиусе 165 мм.
Если биение превышает 0,15 мм, узел необходимо раскомплектовать.
Подшипник направляющего конца ведущего вала коробки передач должен быть заполнен смазкой УТВ 1-13 и установлен в гнезде коленчатого вала при помощи специальной оправки.
При установке сцепления должно быть обеспечено совпадение оси ведомого диска с осью коленчатого вала. Болты крепления кожуха сцепления к маховику должны быть равномерно затянуть в порядке, указанном на рис. 1.
Момент затяжки болтов должен быть в пределах 2—З кГм.
Коленчатый вал в сборе с маховиком и сцеплением должен быть подвергнут динамической балансировке.
Перед балансировкой проверить свободу и легкость вращения диска путем выключения сцепления и перемещения оттяжных рычагов на 11,7 мм. При этом размер от рабочей поверхности маховика до верхних головок оттяжных рычагов должен быть в пределах 53—54,5 мм. При отсутствии свободного вращения диска, а также при отступлении в размере узел необходимо раскомплектовать.
Перед балансировкой внутренние полости коленчатого вала заполнить веретенным маслом, на шатунные шейки надеть балансировочный груз весом 2237 г на каждую шатунную шейку. Допустимый дисбаланс — 70 гсм. Устранение дисбаланса производить высверливанием металла на наружном диаметре маховика сверлом диаметром 8 мм на глубину не более 10 мм, выдерживая расстояние между сверлениями не менее 11 мм. Балансировку производить при начальном дисбалансе не более 180 гсм. При большем дисбалансе узел необходимо раскомплектовать.

Перед установкой коленчатого вала в блок цилиндров все сопрягаемые поверхности должны быть тщательно протерты.
Масляные каналы коленчатого вала и блока должны быть продуты сжатым воздухом.
Вкладыши коренных подшипников должны быть смазаны маслом для двигателя.
Размер вкладышей коренных подшипников должен соответствовать размеру коренных шеек коленчатого вала.
Момент затяжки гаек шпилек крепления крышек коренных подшипников должен соответствовать 11—12 кГм.
Осевой зазор коленчатого вала, замеренный между передней шайбой упорного подшипника и стальной упорной шайбой, должен находиться в пределах 0,075—0,175 мм.
Осевой зазор регулируют подбором задней шайбы упорного подшипника.
Номинальные и ремонтные размеры передней и задней шайб упорного подшипника приведены в табл. 1.
При окончательно затянутых коренных подшипниках коленчатый вал должен свободно поворачиваться за маховик от руки.
Читайте также: Шлифовка коленчатого вала ваз
Сборка коленчатого вала с маховиком
При установке маховика гайки крепления его должны быть затянуты равномерно с усилием 7,6—8,3 кГм
Биение плоскости трения маховика — не более 0,15 мм на радиусе 165 мм.
Если биение превышает 0,15 мм, узел необходимо раскомплектовать.
Подшипник направляющего конца ведущего вала коробки передач должен быть заполнен смазкой УТВ 1-13 и установлен в гнезде коленчатого вала при помощи специальной оправки.

При установке сцепления должно быть обеспечено совпадение оси ведомого диска с осью коленчатого вала.
Болты крепления кожуха сцепления к маховику должны быть равномерно затянуть в порядке, указанном на рис. 1.
Момент затяжки болтов должен быть в пределах 2—3 кГм.
Коленчатый вал в сборе с маховиком и сцеплением должен быть подвергнут динамической балансировке.
Перед балансировкой проверить свободу и легкость вращения диска путем выключения сцепления и перемещения оттяжных рычагов на 11,7 мм.
При этом размер от рабочей поверхности маховика до верхних головок оттяжных рычагов должен быть в пределах 53—54,5 мм.
При отсутствии свободного вращения диска, а также при отступлении в размере узел необходимо раскомплектовать.
Перед балансировкой внутренние полости коленчатого вала заполнить веретенным маслом, на шатунные шейки надеть балансировочный груз весом 2237 г на каждую шатунную шейку.
Допустимый дисбаланс — 70 гсм.
Устранение дисбаланса производить высверливанием металла на наружном диаметре маховика сверлом диаметром 8 мм на глубину не более 10 мм, выдерживая расстояние между сверлениями не менее 11 мм.
Балансировку производить при начальном дисбалансе не более 180 гсм. При большем дисбалансе узел необходимо раскомплектовать.
Перед установкой коленчатого вала в блок цилиндров все сопрягаемые поверхности должны быть тщательно протерты.
Масляные каналы коленчатого вала и блока должны быть продуты сжатым воздухом.
Вкладыши коренных подшипников должны быть смазаны маслом для двигателя.
Размер вкладышей коренных подшипников должен соответствовать размеру коренных шеек коленчатого вала.
Момент затяжки гаек шпилек крепления крышек коренных подшипников должен соответствовать 11—12 кГм.
Осевой зазор коленчатого вала, замеренный между передней шайбой упорного подшипника и стальной упорной шайбой, должен находиться в пределах 0,075—0,175 мм.
Осевой зазор регулируют подбором задней шайбы упорного подшипника.
Номинальные и ремонтные размеры передней и задней шайб упорного подшипника приведены в табл. 1.
Сборка коленчатого вала с маховиком
Сборка коленчатого вала с маховиком и сцеплением двигателей 3M3-53 и ЗИЛ-130 — часть 1
В собранный узел (коленчатый вал с маховиком и сцеплением) входят детали, изображенные на рис. 66.
Для облегчения проведения сборочных операций, повышения качества и сокращения времени на сборку выполнение всех сборочных и контрольных работ рекомендуется проводить на универсальном сборочном стенде (рис. 67), на котором можно собирать и контролировать качество сборки коленчатого вала с маховиком и сцеплением всех карбюраторных автомобильных двигателей.
Последовательность сборки коленчатого вала с маховиком и сцеплением следующая. Коленчатый вал устанавливают на два склиза 14 и 15 фланцем к передней бабке (см. рис. 67), а затем на опорные ролики 2, закрепленные на двух кронштейнах 1 и поджимают упором, установленным в шпинделе задней бабки 16, и набрасывают на шатунную шейку крюк, предохраняющий вал от проворачивания. После этого при помощи оправки в центральное отверстие коленчатого вала запрессовывают шариковый подшипник ведущего вала коробки передач, а в отверстия фланца коленчатого вала болты крепления маховика. При запрессовке болтов, имеющаяся на стержне болта лыска должна касаться буртика фланца коленчатого вала. На эти болты насаживают маховик в сборе с зубчатым венцом. Центрируют маховик по фланцу коленчатого вала и крепят к фланцу гайками. Момент затяжки гаек для двигателей 3M3-53 должен находиться в пределах 7,3—8,3 кГм, а для двигателей ЗИЛ-130 в пределах 14—15 кГм.
После закрепления маховика необходимо проверить перпендикулярность рабочей поверхности торца маховика к оси коленчатого вала. Для этого измерительную головку 5, устанавливают так, как показано на рис. 67, при этом измерительный наконечник 4 индикатора упирается в торец маховика. Поворачивая коленчатый вал на один оборот, можно определить биение торца, которое допускается: для двигателей 3M3-53 не более 0,15 мм на радиусе 180 мм, для двигателей ЗИЛ-130 не более 0,15 мм на радиусе 150 мм. Если биение торцовой поверхности маховика не выходит за указанные пределы, то сборку узла продолжают в следующей последовательности. На шлицевый валик-оправку (на рис. 67 не показан) надевают ведомый диск сцепления в сборе, и цилиндрический конец этой оправки заводят в отверстие шарикового подшипника ведущего вала коробки передач. Далее, не вынимая оправки, устанавливают на маховик нажимной диск сцепления с кожухом в сборе и крепят кожух к маховику. Для предохранения болтов от самоотвинчивания под них подкладывают пружинные шайбы. Момент затяжки болтов должен находиться в пределах 2—3 кГм для двигателей 3M3-53 и 3—4 кГм для двигателей ЗИЛ-130.
Читайте также: Диаметр вала трехфазного двигателя
После затяжки болтов вынимают оправку, центрирующую ведомый диск сцепления в сборе, и проверяют рабочий ход диска при выключении сцепления при помощи измерительной бабки 13 (см. рис. 67). Основание измерительной бабки может перемещаться по направляющим при помощи маховичка 12, шестерни и зубчатой рейки. При сборке коленчатого вала с маховиком и сцеплением измерительную бабку 13 отодвигают в крайнее левое положение и она не мешает выполнению сборочных работ.

Рис. 66. Детали, входящие в сборочный узел (коленчатый вал с маховиком и сцеплением в сборе):
1 — коленчатый вал; 2— болт маховика; 3— маховик в сборе; 4 — ведомый диск сцепления в сборе; 5 — нажимный диск сцепления с кожухом в сборе; 6 — гайка крепления маховика; 7—подшипник

Рис, 67. Универсальный стенд для сборки и контроля коленчатого вала с маховиком и сцеплением
На основании бабки смонтированы две направляющие цилиндрические колонки 10 с винтовыми канавками. По этим колонкам измерительную бабку можно перемещать вверх и вниз и устанавливать так, чтобы ось сменной оправки 3 совпа-дала с осью коленчатого вала. Необходимость перемещения измерительной бабки в вертикальном направлении вызвана тем, что шейки коленчатых валов могут иметь различные ремонтные размеры диаметров, а следовательно, будучи помещены на направляющие ролики, валы займут различные положения относительно направляющих измерительной бабки.
Рабочий ход диска при выключении сцепления проверяют в следующей последовательности: измерительную бабку подводят маховичком 12 так, чтобы цилиндрический конец сменной оправки 3 зашел в подшипник ведущего вала коробки передач, а шлицевая часть оправки в шлицевое отверстие ведомого диска. После того как шлицевая часть оправки зайдет в пазы отверстия ведомого диска, бабку закрепляют и, вращая маховичок 9, подают гильзу 8 так, чтобы резьбовая муфта 6 подошла к упорным поверхностям рычагов выключения сцепления, а нулевое деление на маховичке 9 совместилось со стрелкой-указателем 11. После этого поворачивают резьбовую муфту 6, чтобы ее передний торец пришел в соприкосновение с опорными поверхностями рычагов выключения сцепления. Затем при помощи маховичка 9 перемещают гильзу 8 на требуемую величину рабочего хода диска при выключении сцепления (на 11,7 мм для двигателей 3M3-53 и на 16 мм для двигателей ЗИЛ-130). За один оборот маховичка шпиндель перемещается на 5 мм. Цена деления лимба, нанесенного на маховичке, 0,1 мм. Переместив рычаги выключения сцепления на требуемую величину и вращая диск 7 с накаткой, поворачивают шпиндель. При повороте шпинделя одновременно поворачивается и ведомый диск сцепления.
В правильно собранном узле при повороте ведомый диск не должен касаться рычагов и нажимного диска.
После сборки и контроля собранного узла необходимо произвести его динамическую балансировку. Балансировать можно на станке модели 9В-725-14, изготовляемом Минским станкостроительным заводом им. К. Е. Ворошилова или на станке другой конструкции.
Перед балансировкой полости в шатунных шейках и масляные каналы коленчатого вала заполняют маслом. Для этого необходимо вывернуть пробки-заглушки масляных полостей, а после заполнения полостей и каналов маслом завернуть. На каждую шатунную шейку перед балансировкой ставят разъемные кольца-грузы: для двигателей 3M3-53 весом 2237 г, а для двигателей ЗИЛ-130 — 2858 г (с точностью +2 г).
Дисбаланс собранных узлов не должен превышать 70 Гсм как для двигателей 3M3-53, так и для двигателей ЗИЛ-130.
Для динамического уравновешивания коленчатого вала в сборе с маховиком и сцеплением двигателей 3M3-53 удаляют металл путем сверления отверстий на маховике 0 8 мм на глубину до 10 мм, а для двигателей ЗИЛ-130 в нажимном диске
сцепления через отверстия в кожухе сцепления, оси которых совпадают с осями нажимных пружин. Диаметр отверстия должен быть не более 10 мм, глубина не более 20 мм.
Балансируют только те подсобранные узлы, начальный дисбаланс которых не превышает 180 Гсм. При большей величине дисбаланса узел раскомплектовывают и детали балансируют повторно.
На отбалансированном узле следует клеймить маховик и кожух сцепления метками 0, расположенными на обеих деталях друг против друга. Метки ставят около одного из болтов крепления нажимного диска-
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала