
Основной целью регулирования заднего моста является обеспечение правильного положения пятна контакта и оптимальной величины рабочего зазора между зубьями конических шестерен главной передачи под нагрузкой. Этим снижают удельную нагрузку на зубе шестерен и в подшипниках. Уменьшением осевого зазора до оптимального снижают и динамическую нагрузку на подшипники шестерен.
Особенно внимательно следят за затяжкой подшипников вала ведущей шестерни, которые работают в наиболее тяжелых условиях и влияют на износ и работоспособность подшипников и шестерен главной передачи и дифференциала. Первый признак нарушения регулировки это повышенный шум при работе шестерен. В главной передаче и дифференциале последовательно регулируют осевой зазор в подшипниках вала ведущей шестерни главной передачи, при необходимости осевой зазор в подшипниках промежуточного вала главной передачи, положение пятна контакта зубьев конических шестерен главной передачи, осевой зазор в подшипниках вала ведущей шестерни. Последний регулируют на снятом с редуктора стакане подшипников. Стакан устанавливают или на шпильки приспособления, или фланцем в тиски. Предварительно пытаются снизить осевой зазор в редукторе автомобиля ЗИЛ-130 завинчиванием гайки крепления фланца. Если гайку завернуть не удается, а вал ведущей шестерни свободно вращается без ощутимого осевого люфта, то регулировка осевого зазора подшипников вала ведущей шестерни нормальная. Если же осевой зазор в подшипниках составляет по измерению индикатором 0,050,10 мм, подшипники необходимо регулировать. При измерении осевого зазора ножка индикатора касается торца вала ведущей шестерни, а корпус на стакане. Ориентировочно можно определить осевой зазор покачиванием фланца вала ведущей шестерни вручную.
Регулируют осевой зазор в подшипниках вала ведущей шестерни металлическими шайбами, устанавливаемыми между внутренней обоймой переднего подшипника и распорной втулкой при разобранном узле стакана. Ведущую шестерню удаляют из стакана при снятой крышке в сборе с сальником выпрессовыванием или легким ударом шлицевого конца шестерни о деревянную подкладку. Подбирают две регулировочные шайбы, и после сборки стакана проверяют усилие для проворачивания вала ведущей шестерни в смазанных подшипниках и сдвинутой до выхода из гнезда стакана центрирующего выступа крышки в сборе с сальником. При таком положении крышки сальник будет вращаться вместе с валом и не окажет сопротивления перемещению вала.
После пяти непрерывных оборотов ведущей шестерни вручную усилие на проворачивание ведущей шестерни в хорошо отрегулированных подшипниках у отверстия фланца составляет 1,66 5,83 кгс (крутящий момент 0,10,35 кгс-м). Измеряют усилие динамометром, крючок которого вставлен в отверстие фланца. Если усилие на проворачивание вала ведущей шестерни в подшипниках за указанными пределами, то следует снова изменить общую толщину регулировочных шайб, чтобы усилие поворачивания ведущей шестерни в подшипниках стало в указанных пределах. Затем завинчивают гайку крепления фланца и одновременно проворачивают вал ведущей шестерни так, чтобы не заклинить ролики подшипников; окончательное завинчивание производят с моментом силы 2025 кгс-м.
Для последующего регулирования пятна контакта на зубьях конических шестерен главной передачи необходимо проверить и при необходимости отрегулировать подшипники ведомой конической шестерни (подшипники промежуточного вала). Регулируют осевой зазор в подшипниках промежуточного вала подбором регулировочных прокладок под фланцами крышек подшипников промежуточного вала. После окончания регулирования подшипников промежуточного вала должно быть не менее чем по одной прокладке толщиной 0,05 и 0,10 мм под каждой крышкой. Одинаковая толщина регулировочных прокладок под каждой крышкой обеспечивает симметричное положение цилиндрических шестерен главной передачи. Проворачивание промежуточного вала в подшипниках производят с моментом силы 0,10,35 кгс-м (проверяют динамометром, закрепленным за ведомую шестерню). При текущем ремонте редуктора подшипники промежуточного вала регулируют, если осевой зазор (измеренный индикатором) по перемещению торца ведущей цилиндрической шестерни превышает 0,1 мм . Положение пятна контакта на зубьях конических шестерен в соответствии с техническими условиями на сборку показано на рис. 70 и 71. При боковом зазоре между зубьями 0,150,40 мм для новых и не более 0,50 мм для бывших в эксплуатации шестерен на ведущей конической шестерне отпечаток может доходить до верхней кромки зуба. При текущем ремонте этот отпечаток может расположиться почти по всей длине зуба. Боковой зазор измеряют (без дифференциала) щупом у широкой части зуба в трех-четы-рех местах равномерно по окружности (или индикатором, ножка которого касается зуба ведомой шестерни).

Для получения пятна контакта рабочие поверхности двух соседних зубьев ведомой шестерни смазывают тонким слоем масляной краски. Затем проворачивают систему рукой за вал ведущей шестерни в обоих направлениях, а ведомую шестерню притормаживают. При этом на зубьях шестерен в местах контакта остаются пятна краски. Правильно отрегулированное зацепление без нагрузки имеет пятно контакта на зубьях ведомой шестерни размером в 2/3 длины зуба со смещением к узкой части его. Под нагрузкой пятно контакта смещается к широкой части зуба, но на краях зуба следов краски не остается. При другом положении пятна контакта перемещают шестерни по их осям, как указано в табл. 17. Кроме того, регулируют положение пятна изменением толщины регулировочных прокладок между фланцами картера редуктора и стакана подшипников вала ведущей шестерни и перекладыванием прокладок (чтобы не изменять регулировки подшипников промежуточного вала) из-под одной крышки ведомой шестерни под другую. (Болты крепления стакана подшипников вала ведущей шестерни и крышек подшипников промежуточного вала затягивают с моментом силы 68 кгс-м. Подшипники дифференциала регулируют с предварительным натягом после установки в картер редуктора. Перед их установкой через окна чашек коробки дифференциала измеряют зазор между торцами полуосевон шестерни и опорной шайбы: он должен быть 0,5 1,2 мм (если больше, заменяют опорные шайбы). Осевой зазор в подшипниках дифференциала регулируют одинаковым завертыванием регулировочных гаек с обеих сторон так, чтобы зубчатый венец ведомой цилиндрической шестерни занимал симметричное положение относительно зубчатого венца ведущей цилиндрической шестерни. Одновременно проворачивают дифференциал во избежание заклинивания его роликовых подшипников. Как только осевой зазор по измерению индикатором, ножка которого касается обода цилиндрической шестерни, будет выбран (равен нулю), регулировочные гайки с обеих сторон затягивают
Видео:Редуктор ЗИЛ 130 - Ремонт - Часть 3Скачать

Читайте также: Масло для редуктора автокрана

еще на один паз и подводят прорезь гайки под стопор. Гайки крышек подшипников коробки дифференциала окончательно затягивают с моментом силы 17 кгс-м, а затем шплинтуют. Регулировочные гайки фиксируют стопорами. В процессе эксплуатации правильно отрегулированная главная передача и дифференциал работают без шума и перегрева. Проверяют регулировку главной передачи через ТО-2, а подшипников дифференциала только при ремонте. У снятого с автомобиля редуктора отвертывают болты крепления картера подшипников к картеру редуктора, и, слегка постукивая молотком по картеру подшипников, вынимают ведущую шестерню в сборе с картером подшипников. На рис. 72 показано приспособление для разборки и сборки подшипников ведущей конической шестерни. Саму шестерню выпрессовывают из картера подшипников под прессом или (при отсутствии пресса) ударом конца вала ведущей шестерни о деревянную прокладку. Наружные кольца подшипников из картера выпрессовывают оправкой (рис. 73). Внутреннее кольцо подшипников снимают с вала ведущей конической шестерни при помощи специального съемника, как показано на рис. 74.


Крышки дифференциала и регулировочные гайки перед снятием помечают с тем, чтобы установить на прежние места. Керном помечают взаимное положение чашек, так как гнезда под крестовину дифференциала в чашках сателлитов обрабатывают в сборе. Ведомую цилиндрическую шестерню снимают с левой чашки дифференциала с помощью медной оправки и молотка.
Крышки подшипников промежуточного вала перед снятием помечают, а снимают их с легким постукиванием по ним молотком. Регулировочные прокладки укладывают в комплекте с их крышками. Левый подшипник с вала промежуточной шестерни снимают специальным съемником.
Ведущую и ведомую конические шестерни не обезличивают. При необходимости замены одной из шестерен вторую подбирают на специальном приспособлении по боковому зазору между зубьями и по площади контакта зубьев. Перед сборкой все детали промывают обезжиривающим раствором, обдувают сжатым воздухом, плоскости разъема и уплотнительные прокладки смазывают лаком АК-20 или ЛБ-11, подшипники смазывают пресс-солидолом. При сборке вала ведущей конической шестерни одновременно регулируют и натяг подшипников в соответствии с указаниями по регулировочным работам.

Видео:редуктор гипоидный #зил130 задний мост регулировочный болт шестерниСкачать

При сборке вала ведущей цилиндрической шестерни с ведомой конической (если ее снимали при замене заклепок), последнюю предварительно нагревают до 120160° С, а затем головки предварительно вставленных заклепок расклепывают специальной оправкой. Подшипники на вал ведущей цилиндрической шестерни напрессовывают с помощью оправки и подставки под прессом. Наружное кольцо подшипника ставят в крышку с помощью оправки. С помощью оправки ставят и подшипник на шейку чашки дифференциала (рис. 75). Ведомую цилиндрическую шестерню ставят на чашку, слегка постукивая по ней медным молотком. В правильно собранном дифференциале редуктора автомобиля ЗИЛ-130 зазор между торцами полуосевой шестерни и опорной шайбы составляет 0,501,20 мм на сторону. Зазор измеряют щупом через контрольные отверстия в чашках. При сборке редуктора необходимо обеспечить регулирование зацепления зубьев конических шестерен, зазоры между зубьями шестерен и натяг в подшипниках в пределах и приемами, приведенными выше. Испытывают редуктор заднего моста на стенде или в процессе работы на автомобиле. Можно эксплуатировать редуктор, если нет резко выраженного шума шестерен главной передачи, стуков и резко выде
Читайте также: Ремонт газового редуктора лягушка своими руками


ляющегося шума в дифференциале при одном заторможенном барабане, если нет задевания вращающимися деталями за картер или крышку моста, за тормозной диск и т. д., если нет повышенного нагрева мест установки подшипников (проверяется на ощупь рукой) и если нет течи масла через сальники и места соединений.
Сборка редуктора заднего моста зил 130
ЗАДНИЙ МОСТ АВТОМОБИЛЯ ЗИЛ-130
В течение ряда лет на грузовых двухосных автомобилях ЗИЛ устанавливались задние мосты с двухступенчатыми главными передачами. Завод имеет большой опыт изготовления этих передач и располагает необходимыми оборудованием и технологической оснасткой. Поэтому было решено установить на автомобиле ЗИЛ-130 задний мост с двухступенчатой главной передачей, приняв за основу конструкцию главной передачи автомобиля ЗИЛ-164, чтобы максимально использовать ее детали.
Устройство заднего моста показано на рис. 26. Он имеет неразъемный стальной картер 1 с вертикальным фланцем для крепления картера главной передачи, съемную двухступенчатую главную передачу с парой конических и парой цилиндрических шестерен и разгруженные полуоси.
Видео:Редуктор ЗИЛ 130 - Ремонт - Часть 1Скачать

Ведущая коническая шестерня 6 редуктора, изготовлена как одно целое с валом, вращающимся в двух широко разнесенных конических роликоподшипниках 7 и 8. Ведущая цилиндрическая шестерня 5 также выполнена как одно целое с валом, установленным на конических роликоподшипниках 3 и 16. На этот вал напрессована и прикреплена к его фланцу заклепками ведомая коническая шестерня 14. Ведомая цилиндрическая шестерня 22 расположена между фланцами чашек 19 дифференциала и прикреплена к ним болтами. Коробка дифференциала с коническими шестернями 20 полуосей и сателлитами 17 установлена на двух конических роликоподшипниках 23.
Регулировка роликоподшипников ведущей конической шестерни осуществляется при помощи регулировочных шайб 12 необходимой толщины, а роликоподшипников вала ведущей цилиндрической шестерни — подбором общей толщины регулировочных -прокладок 4 и 18. Роликоподшипники дифференциала регулируют, затягивая регулировочные гайки, а зацепление конических шестерен — перемещением шестерен в осевом направлении путем изменения количества регулировочных прокладок 13, 4 и 18.
Вследствие увеличения грузоподъемности, повышения крутящего момента двигателя и изменения тягово-динамической характеристики автомобиля ЗИЛ-130 по сравнению с автомобилем ЗИЛ-164 в конструкцию заднего моста необходимо было внести
ряд изменений. Нагрузка на заднюю ось автомобиля ЗИЛ-130 составляет 6950 кгс, а автомобиля ЗИЛ-164 6150 кгс, поэтому наибольшим изменениям подвергся картер 1 заднего моста.
Вместо литого из ковкого чугуна со вставными стальными трубами полуосей картера заднего моста автомобиля ЗИЛ-164
на автомобиль ЗИЛ-130 устанавливается стальной картер. Средняя часть его состоит из двух половин, штампуемых в горячем состоянии из стального листа толщиной 10 мм и свариваемых между собой в продольном направлении. Для увеличения прочности и жесткости картера к его задней стенке в средней части приваривается стальная штампованная крышка, а к передней стенке в месте крепления картера главной передачи — усилительный фланец. К концам средней части картера встык привариваются кованые цапфы с фланцами для крепления тормозных суппортов. Для снятия напряжений со сварных швов и получения необходимых механических качеств картер в сборе
после сварки перед окончательной механической обработкой подвергается термообработке.

Рис. 26. Устройство заднего моста
Видео:Редуктор ЗИЛ 130 - Ремонт - Часть 2Скачать

Масса стального картера автомобиля ЗИЛ-130 равна 87 кг, а чугунного картера автомобиля ЗИЛ-164 96 кг. Вместе с тем статическая и усталостная прочность стального картера значительно выше прочности чугунного.
Тормозные камеры на картере заднего моста автомобиля ЗИЛ-164 устанавливались спереди, а на картере заднего моста автомобиля ЗИЛ-130 их располагают сзади, что облегчает установку и снятие главной передачи.
У автомобиля ЗИЛ-130 пятая передача прямая, а у автомобиля ЗИЛ-164 эта передача была повышающей, поэтому для обеспечения необходимых тягово-динамических качеств и топливной экономичности нового автомобиля передаточное число главной передачи было принято вначале равным 6,45 вместо 7,63 у автомобиля ЗИЛ-164. Для изменения передаточного числа главной передачи введена новая пара конических шестерен, у которой число зубьев ведомой шестерни равно 25, а ведущей 13 (у автомобиля ЗИЛ-164 число зубьев ведущей и ведомой шестерен соответственно составляет 25 и 11). Радиус галтели у корня зуба ведущей конической шестерни увеличен до 1,3— 1,5 мм. Все размеры посадочных поверхностей шестерен оставлены без изменения.
Читайте также: Для чего нужен дифференциал в редукторе
Увеличение числа зубьев ведущей шестерни снизило напряжения не только в конических шестернях, ко и в цилиндрических шестернях главной передачи.
На автомобили-самосвалы ЗИЛ-ММЗ-555 первоначально устанавливалась главная передача с передаточным числом 6,97, замененная в дальнейшем для улучшения топливной экономичности автомобиля и повышения долговечности главной передачи задним мостом автомобиля ЗИЛ-130 с передаточным числом 6,45.
Ведомую цилиндрическую шестерню изготовляют из стали 58 (55ПП), ЧМТУ 1-922—-70, с пониженной прокаливаемостью. Зубчатый венец шестерни подвергается поверхностной закалке с нагревом т. в. ч., способствующей уменьшению термической поводки зубчатого венца. Эту термообработку можно производить в технологической линии механической обработки.
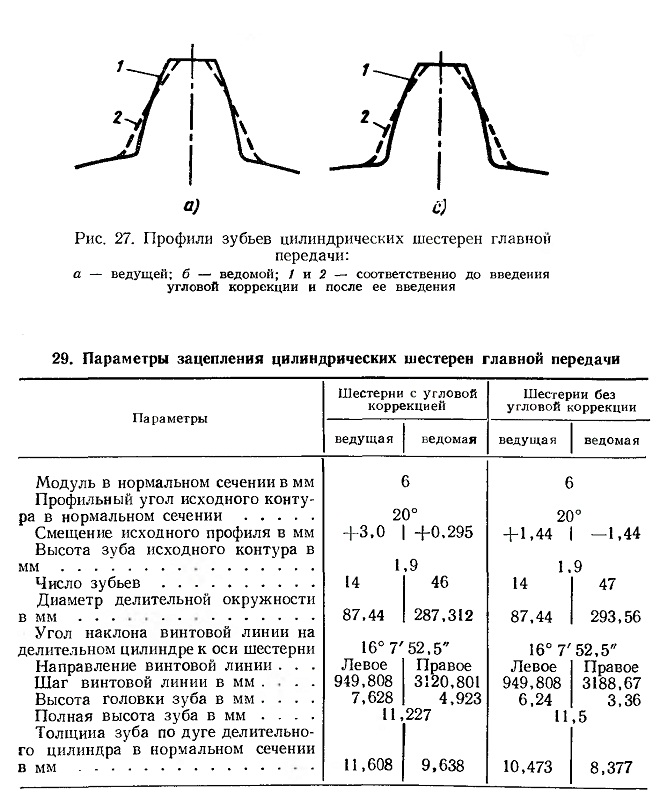
Для увеличения статической прочности ведущей цилиндрической шестерни ее изготовляют из стали 22ХНМ вместо стали ЗОХГТ, применявшейся для шестерни автомобиля ЗИЛ-164. Чтобы повысить изгибно-усталостную прочность зубьев шестерни, было введено упрочнение стальной дробью. Однако этого оказалось недостаточно и в эксплуатации наблюдались случаи поломки зубьев ведущей цилиндрической шестерни, особенно на автомобилях-самосвалах ЗИЛ-ММЗ-555, работающих в тяжелых дорожных условиях. Поэтому было решено ввести угловую коррекцию зубьев цилиндрических шестерен. Число зубьев ведомой
цилиндрической шестерни уменьшили на один зуб с сохранением модуля и межосевого расстояния. Уменьшение числа зубьев компенсировалось сдвигом профилей зубьев и увеличением их толщины. Результаты стендовых и дорожных испытаний подтвердили значительное увеличение статической и изгибно-усталостной прочности зубьев, а также долговечности шестерен.
Видео:Задний мост ГАЗ-53, ремонт редуктораСкачать

После уменьшения числа зубьев ведомой цилиндрической шестерни общее передаточное число главной передачи автомобиля ЗИЛ-130 и самосвала ЗИЛ-ММЗ-555 стало равным 6,32. Характер изменения профилей зубьев показан на рис. 27. Параметры зацепления цилиндрических шестерен до и после введения угловой коррекции приведены в табл. 29.
Полуоси автомобиля ЗИЛ-164 изготовляли из стали 40Х и подвергали объемной закалке до твердости НВ 341—415. Полуоси автомобиля ЗИЛ-130 первоначально делали из стали 40ХГРТ, обладающей более высокими механическими свойствами, чем сталь 40Х. Твердость полуоси после термической обработки составляет HRC 50—55. В дальнейшем, чтобы повысить усталостную прочность полуосей, их было решено изготовлять из углеродистой стали 45РП(ТУ ЧМЗ 41—67) с регламентированной прокаливаемостью.
Для более надежного крепления ведомой цилиндрической шестерни к чашкам дифференциала в промежутках между восемью болтами, расположенными равномерно, были дополнительно установлены еще четыре болта. Это позволило сохранить взаимозаменяемость шестерен с измененным креплением с ранее выпущенными шестернями.
Чтобы повысить эффективность сальника ведущей конической шестерни, на шлифованную цилиндрическую поверхность фланца чистотой V9 шлифовальной шкуркой Э5.12 (ГОСТ 5009—68) наносятся спиральные риски (микрошнек). Чистота поверхности после нанесения рисок 76. Шаг спирали 5—6 мм, направление спирали левое. Целесообразность применения микрошнеков подтверждена практикой эксплуатации автомобилей.
Для улучшения условий смазки на поверхностях трения сателлита и шипа крестовины дифференциала и предотвращения заедания на шипе крестовины увеличена глубина лыски, а в отверстиях сателлита установлены бронзовые втулки. Это не только увеличило надежность дифференциала, устранив заедание, но также значительно улучшило ремонтоспособность данного узла.
Чтобы предотвратить разрушение чашек дифференциала по шейкам, на которые устанавливаются роликоподшипники, и уменьшить износ поверхностей чашек под шайбами сателлитов, полуосевых шестерен и отверстий для шипов крестовин дифференциала, чашки дифференциала изготовляются из стали 45 вместо ковкого чугуна, применяемого для автомобилей ЗИЛ-150 и ЗИЛ-164. Это позволило сохранить размеры чашек и обеспечить взаимозаменяемость их с чашками дифференциала автомобилей старых моделей. С переходом на стальные чашки был увеличен зазор между шейкой полуосевой шестерни и чашкой дифференциала, а для подвода смазки к этим поверхностям в чашках сделаны отверстия и канавки.
У автомобилей ЗИЛ-150 и ЗИЛ-164 крепление полуоси к ступице колеса осуществлялось четырнадцатью шпильками диаметром 12 мм. На восемь шпилек устанавливались конические разрезные втулки, устраняющие зазор между отверстиями фланца полуоси и шпильками. Чтобы исключить возможность обрыва шпилек на автомобиле ЗИЛ-130, их диаметр был увеличен до
16 мм, а число уменьшено до двенадцати. Конические втулки надеты на все шпильки.
Видео:Регулировка редуктора заднего моста.ЧастьII. Авторская методика Жданкина Н.В.Скачать

Краткая характеристика деталей заднего моста приведена в табл. 30.
30. Краткая характеристика основных деталей заднего моста
🔥 Видео
Ремонт редуктора зил 131. Часть 1. Средний редуктор зил 131Скачать

Установка заднего редуктора в мост. ЗиЛ 130.Скачать

ЛЮФТ В РЕДУКТОРЕ ЗАДНЕГО МОСТА.Скачать

замена редуктора зилСкачать

Увеличенный люфт редуктора. Как замерить люфт редуктора.Скачать

Установка блокировки. Как отрегулировать редуктор.Скачать

Гипоидный редуктор - как отличить заводскую клепку от не заводской???Скачать

Регулировка редуктора, просто...Скачать

Регулировка редуктора Зил бычокСкачать

ремонт редуктора в гаражных условияхСкачать

Установка двухступенчатого редуктора зил 130Скачать

Гипоидный редуктор ЗИЛСкачать

Как правильно обслуживать задний мост ЗИЛ-130.Скачать

Трансмиссия автомобиля ЗИЛ-130 1986 часть 2Скачать
