
В зависимости от конструкции передачи шкивы могут располагаться в любом месте на валу или крепиться на его посадочном конце, Разъемные шкивы устанавливаются на любом месте вала и собираются без всяких затруднений. При стягивании болтами двух половинок шкива нужно следить за тем, чтобы плоскости разъема шкива совмещались без перекосов, смещений и щелей. Предварительно собранный шкив шпоночным пазом надвигают на шпонку, уложенную в паз вала, затем стягивают гайки сначала у ступицы, а потом у обода.
Неразъемные шкивы чаще располагаются на выступающем из подшипников конце вала. Этот конец делают коническим (рис. 109, а) или цилиндрическим (рис. 109, б), с призматической или клиновой шпонкой. На цилиндрическом валу с призматической шпонкой имеется буртик для фиксирования положения шкива. На свободный конец торца вала ставится шайба, которая крепится винтами, ввинчиваемыми в торец вала. В точных соединениях паз шкива и шпонка пригоняются пришабриванием. Шпонку надо устанавливать легкими ударами медного молотка или при помощи струбцинки.






Рис. 109. Приемы сборки шкивов и проверки взаимной параллельности валов:
а — на коническом конце вала, б — на цилиндрическом конце вала со шпонкой:
1 — вал, 2 — шпонка, 3 — стопорный винт; в — посадка шкива на шлицевом валу, г — проверка взаимной параллельности валов с гирями, д — проверка металлической линейкой, е — проверка шнуром: 1 — стрелка, 2 — шкив, 3 — гиря
Центрирование шкивов по конусу (см. рис. 109, а) дает лучшую плотность прилегания отверстия ступицы к шейке вала.
Посадка шкивов на шлицевых валах (рис. 109, в) имеет большое преимущество перед вышеописанным способом: получается лучшая центровка, большая прочность и меньшая изнашиваемость мест сопряжения.
После установки шкивов на вал проверяют правильность посадки, которая сводится к проверке на биение. Биением называется колебание наружной поверхности детали при ее вращении вокруг своей оси. Величиной биения какой-либо точки поверхности детали называется наибольший размах колебания этой точки за один оборот детали.
Биение шкивов вызывает быстрый износ подшипников, а у передач точных быстроходных металлорежущих станков способствует повышению вибраций, что ухудшает чистоту поверхности обрабатываемых деталей.
Для нормальной работы ременной передачи необходимо, чтобы средние плоскости обоих шкивов совмещались, что возможно только при взаимной параллельности осей ведущего и ведомого шкивов (рис. 109, г, д, е).
Сборка и проверка шкивов клиноременной передачи ничем не отличается от шкивов плоскоременной передачи.
Видео:Как нарезать шпоночную канавку за 30 минут. How to cut the veneer groove for 30 minutes.Скачать

Pereosnastka.ru
Видео:Установка ременного шкива со втулкой TaperBushСкачать

Обработка дерева и металла
Ременные передачи разделяются на две основные группы: передачи плоскими ремнями и передачи клиновидными ремнями. Плоскоременные передачи разделяются также на две группы: обыкновенные передачи и передачи с натяжным устройством.
Обыкновенные передачи разделяются на три типа: открытую, перекрестную и полуперекрестную. Открытая передача применяется при параллельных валах. Параллельное расположение валов является самым простым и удобным для устройства ременной передачи и благоприятным для работы ремня. На каждый из валов надевают шкив, через который перекидывают ремень. При этом оба шкива вращаются в одном направлении.
Если направление вращения шкива совпадает с направлением движения часовой стрелки, то говорят, что шкив вращается по часовой стрелке, если же оно не совпадает, то шкив вращается против часовой стрелки.
В каждой паре шкивов, связанных ременной передачей, различают ведущие и ведомые шкивы. Шкив, получающий движение от своего вала и передающий его ремню, называется ведущим, а получающий движение от ремня и передающий его валу, — ведомым.
Читайте также: Поздравления с днем рождения сестре вале от сестры
На рис. 1, а показана открытая ременная передача. Шкив Ох является ведущим. Стрелка на рисунке указывает, что он вращается по часовой стрелке. Ведомый шкив 02 будет тоже вращаться по часовой стрелке.
Если нужно получить вращение ведомого шкива в сторону, противоположную вращению ведущего шкива, то пользуются перекрестной передачей (рис. 1,б). При этом ведущий шкив 01 вращается по часовой стрелке, а ведомый 02 будет вращаться против часовой стрелки. Валы расположены параллельно между собой.
Если валы расположены перпендикулярно друг другу, то применяют полуперекрестную передачу (рис. 1, в).

В приводах машин применяют плоские ремни — кожаные, хлопчатобумажные цельнотканые, хлопчатобумажные шитые, тканые и прорезиненные и клиновидные. В станках применяют главным образом кожаные, прорезиненные и клиновидные. На рис. 1,г показано сечение клиновидного ремня: он состоит из нескольких рядов прорезиненной ткани, нескольких рядов корда (толстые крученые хлопчатобумажные нити), слоя резины и обертки из прорезиненной ткани.
На рис. 1, д показана клиноременная передача. Каждый из ремней укладывают в «свой» желобок на ободе шкива. При этом ремень утапливается в желобке настолько, что не касается его дна своей нижней поверхностью.
Получили распространение поликлиновидные ремни рис. 1, е. Это бесконечные плоские ремни, на внутренней поверхности которых имеются клиновые выступы, выполненные по форме клиновидных ремней (число их от 2 до 36). Выступы эти входят в соответствующие впадины шкивов.
Основным недостатком ременной передачи является проскальзывание ремня, зависящее от натяжения ремня и величины дуги, на которой ремень охватывает шкивы. При различных диаметрах шкивов в худшем положении находится меньший шкив, у которого величина охвата ремня небольшая.
Чтобы увеличить натяжение ремня и величину охвата у меньших шкивов, применяют натяжные ролики (рис. 2, а). Диаметр натяжного ролика берется равным 0,8 – 1,0 диаметра малого шкива. Он располагается на ведомой ветви у малого шкива. За счет тяжести ролика, а при необходимости и дополнительного груза или пружины, осуществляется постоянное натяжение ремня. Это обеспечивает большой угол охвата ремнем шкива, улучшает условия работы передачи, позволяет уменьшать межосевое расстояние.
Во всех видах ременных передач применяют натяжной вал. Натяжение ремня выполняется периодически путем перемещения одного из валов (рис. 2, б, в).
Способы натяжения ремня:
— электродвигатель с малым шкивом устанавливается на салазки и может перемещаться по ним. Натяжение выполняется винтом; с помощью качающейся плиты. Плита крепится шарнирно, ее положение фиксируется винтом. Натяжение осуществляется за счет силы тяжести двигателя и плиты; с помощью груза. Груз оттягивает один из валов и обеспечивает автоматическое регулирование натяжения.

Первые два способа применяются во всех видах технологического оборудования для любых ременных передач. Плоские ремни после вытяжки укорачивают с последующими сшивкой и склеиванием.
Сборка шкивов. Шкивы обычно изготовляются литыми из чугуна или стали. Выполняются они или со спицами, или со сплошным диском, в котором могут быть сделаны отверстия для уменьшения массы шкива. Шкивы могут быть цельными и разъемными. При расположении шкива на конце вала применяют цельные шкивы, а при расположении между подшипниками — разъемные.
Шкивы бывают одноступенчатые и многоступенчатые. На многоступенчатом шкиве имеется несколько ступеней различного диаметра.
Шкивы для клиноременной передачи по конструкции отличаются от гладких шкивов только наличием на ободе призматических канавок.
Рабочие неразъемные шкивы монтируются на валу с тугой или напряженной посадкой. Если шкив устанавливается на выступающей из подшипника шейке вала, то она может быть конической (рис. 3, а) или цилиндрической (рис. 3, б) с призматической или клиновой шпонкой. На цилиндрическом валу с призматической шпонкой делают буртик (рис. 3, в) для фиксирования положения шкива, а чтобы шкив не сдвинулся во время работы, его дополнительно крепят гайкой (рис. 3, г). Если шкив крепится клиновой шпонкой (рис. 3, в), то дополнительного крепления делать не требуется.
Читайте также: Колесная пара с полым валом
Установка шкива на клиновой шпонке применяется лишь в тихоходных и неответственных передачах, когда не требуется точной посадки, так как клиновая шпонка смещает ось ступицы, а при небольшой длине ее появляется перекос, что недопустимо в быстроходных тяжело нагруженных передачах. При использовании призматической шпонки смещение оси ступицы шкива значительно меньше и такие соединения являются более точными.
Если требуется весьма высокая точность, применяют шлицевые соединения – (рис. 3, г). При таком виде соединения шкивы центрируются лучше, чем на шпонках, увеличивается прочность и меньше изнашивается место посадки.

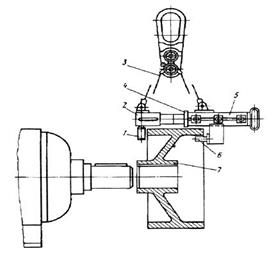
Для посадки шкива на вал применяют винтовые приспособления, например стяжные скобы. Разъемный хомутик (рис. 4) надевают на вал и упирают в его буртик. Затем между спицами шкива пропускают тяги, а к торцу ступицы шкива под-кладывают планку, в которую упирается винт. Поворачивая винт и слегка ударяя через подкладку в разных местах по наружной поверхности ступицы, постепенно надвигают шкив на вал. Удары устраняют заедание шкива на валу вследствие возможных перекосов.
Разъемные шкивы можно устанавливать в любом месте по длине вала. Сборка шкива заключается в соединении шпильками двух его половинок. Проверка правильности посадки шкивов на вал сводится к проверке на биение.
Биение шкивов вызывает быстрый износ подшипников, а у передач точных быстроходных металлорежущих станков способствует повышению вибраций, увеличивающих шероховатость поверхности обрабатываемых деталей. Причинами биения шкивов являются: изгиб вала, неправильная механическая обработка шкивов и неправильная посадка их на вал при сборке.


Биение шкивов проверяют рейсмасом-чертилкой или индикатором. При проверке биения индикатором отсчет ведут по циферблату .индикатора (рис. 5, а), а при проверке чертилкой величину биения определяют щупом.
Проверяют два параллельных вала с помощью стрелок и отвеса (рис. 5,6). На концах валов укреплены стрелки, концы которых соприкасаются со шнуром. При повороте валов на 180° стрелки должны вновь соприкоснуться со шнуром. Проверку выполняют также с помощью линейки — рис. 5, в, с помощью шнура — рис. 5, г (при натягивании шнура между ободами шкивов и шнуром должен быть одинаковый зазор).
После проверки на биение надевают ремень. Для этого шкивы вращают вручную. Сначала ремень надевают на ведущий шкив, затем — на ведомый. Для надевания пользуются крючками или наводками.
Видео:Как установить клиновой шкив на электродвигательСкачать

Сборка маховиков и шкивов с валами
Технические требования, предъявляемые к сборке маховиков и шкивов, заключаются в обеспечении надёжной их посадки на валы без перекосов и соблюдение допусков радиального и торцового биения. Наиболее распостранены следующие способы закрепления маховиков и шкивов на валах:
2. на цилиндрической шейке и призматической шпонке;
3. на цилиндрической шейке и клиновой шпонке;
В первом случае сначала контролируют конус вала на биение. Затем проверяют прилегание конуса вала к отверстию на краску. При неравномерном распределении отпечатков краски в отверстии производят операцию пригонки по конусу вала или эталонным притиром. После пригонки устанавливают и запрессовывают шпонку в шпоночный паз на конусе вала, а затем напрессовывают маховик или шкив на вал одним из существующих способов.
Читайте также: Двс чемпион 200 с вертикальным валом
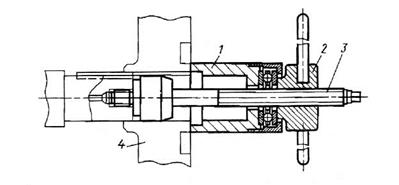
Во втором случае маховик или шкив базируется на цилиндрической поверхности вала с небольшим натягом с помощью специального приспособления. В этом случае вал устанавливают в приспособление, устанавливают и запрессовывают шпонку в шпоночный паз вала. Затем устанавливают и напрессовывают маховик или шкив на вал до упора в ступень вала с помощью специального приспособления (рис. 85).
В серийном и массовом производстве при сборке маховиков и шкивов с валами применяют специальные приспособления с пневмо- и гидроприводом, переносные пневмогидравлические скобы и специальные стационарные прессы (рис. 86).
Для посадки крупных шкивов или маховиков на вал применяют гидропрессовой способ сборки.
В третьем случае вал устанавливают в приспособление, затем устанавливают и напрессовывают маховик или шкив на вал до упора в ступень вала с помощью специального приспособления, после чего устанавливают и запрессовывают шпонку в шпоночный паз вала и маховика. Запрессовку производят молотком.
При фланцевом креплении маховика его центрируют по цилиндрической поверхности фланца, который входит в выточку по посадке Н7/R 6, и закрепляют винтами, входящими в отверстие фланца с допуском Н7/r 6, а в отверстие маховика с небольшим зазором (0,04..0,1мм). Ступица маховика должна плотно прилегать к торцу фланца вала. Местные зазоры в стыке должны быть не более 0,05мм.
После закрепления маховика или шкива на валу проверяют их радиальное и торцовое биения. Вал при этом устанавливают в центрах, на призмах или на подшипниках, если он уложен в корпус. Маховики и шкивы при этом должны быть предварительно отбалансированы в соответствии с техническими требованиями. В быстроходных передачах валы в сборе подвергают повторной (контрольной) балансировке.
Допустимое биение маховиков зависит от конструктивных требований.
Порядок установки шкивов и маховиков на валы аналогичен. Различие заключается в контроле положения нескольких шкивов ременной передачи. Для нормальной работы ременной передачи необходимо, чтобы торцевые поверхности обоих шкивов совмещались, что возможно только при взаимной параллельности осей их валов. При расстоянии между валами до 1,5м такую проверку производят с помощью металлической линейки. Когда межосевое расстояние превышает 1.5-2м, пользуются отвесом и струной.
В условиях крупносерийного и массового производства маховики и шкивы с валами целесообразно собирать на поточных механизированных или полуавтоматических линиях. Коленчатые валы подвешивают вверх фланцами в вертикальном положении на направляющих каркаса линии. Механизированный накопитель карусельного типа служит для приема, накопления и выдачи валов на первую (загрузочную) позицию. На второй позиции осуществляется запрессовка подшипников в хвостовик вала с помощью пресса с механизмом поштучной выдачи подшипников. На третьей позиции имеются манипулятор для установки маховика и механизм запрессовки четырех болтов крепления маховика. Четвертая позиция является резервной.
На пятой позиции четырехшпиндельный гайковерт обеспечивает тарированную затяжку гаек. Проверку биения маховика относительно оси вала, зафиксированного по крайним коренным шейкам, осуществляют на шестой позиции. На следующей позиции на маховик устанавливают ведомый и наживной диски сцепления, а так же наживляют шесть болтов для их крепления. А восьмой позиции болты затягивают с помощью шестишпиндельного пневмогайковерта. Девятая позиция служит для подачи собранного вала в манипулятор выгрузки, который разворачивает вал в горизонтальное положение.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
💥 Видео
Посадка подшипника на вал: самый полный обзор методов и стандартовСкачать

Модификации двигателей по типу и форме выходного вала. Дюймовые и метрические размеры. Шкивы.Скачать
Ременная передача. Урок №3Скачать
3 способа установки комплектующих на вал электродвигателя или оборудовагияСкачать
Как правильно насаживать шкив на вал электродвигателя.Скачать
Как затянуть/ослабить шкив коленвала без каких либо съёмников.Скачать
ТОЧНО и соосно просверлить вал мотора для гриндера или точила без токаркиСкачать
Подгонка шкива к валу электродвигателяСкачать
Установка шкива при помощи конической втулкиСкачать
Установка шкивов со втулкой TaperbushСкачать
Шпон-паз под шкив и вал!!!Одним сверлом!!!От Стального ЖукаСкачать
Как установить, шкив, звездочку или муфту на гладкий вал.Скачать
Как насадить ролик на вал двигателя.Скачать
Один из вариантов крепления шкива на валу .Скачать
Замена шкива на моторе стиральной машины.Скачать
Часть 4. Замена двигателя мотоблока МБ-1. Установка шкива на валСкачать
Шкив на 2 ремня под вал 25 мм (шпонка)Скачать
















