
Характерные способы крепления деталей, устанавливаемых на концах валов (полумуфт, шкивов, зубчатых колес, звездочек и др.) приведены на рис. 1.
Посадку деталей на конусный конец вала производят с обязательным приложением осевой силы, например, с помощью болта 4 через торцовую шайбу (рис. 1, а). Стопорная шайба 3 фиксирует болт относительно шайбы 1, а цилиндрический штифт 2 фиксирует шайбу 1 относительно вала. Надежно также крепление детали гайкой 1 (рис. 1, б). Гайку после затяжки стопорят шайбой 3. Для достижения точного базирования при относительно короткой ступице (lст/d Просмотров: 1 154
Видео:Посадка подшипника на вал: самый полный обзор методов и стандартовСкачать

Похожие статьи
Механические свойства стали и сплавов в зависимости от температуры испытания
Поиск и выбор механических свойств для различных марок сталей и сплавов по таблице, в зависимости от температуры испытания °C. В таблице использованы справочники [1]. Таблица. Механические свойства в зависимости от температуры испытания Марка стали, сплава tисп, °C σ0,2, Н/мм2 σв, […]
Свойства алюминиевых сплавов. Стандарты AA и BS
Содержание страницы1. Плотность2. Электрические свойства3. Технологические свойства4. Усталостные свойства5. Механические свойства литейных сплавов6. Механические свойства ковких сплавов7. Тепловые свойства Свойства алюминиевых сплавов по системе Алюминиевой ассоциации США (AA) и Британскому стандарту (BS). 1. Плотность Плотность алюминия при 20°С равна 2.69·103 кг·м-3, а сплавы имеют плотность примерно 2.6…2.8·103 кг·м-3. 2. Электрические свойства В Таблицах 1 и […]
Муфты. Виды, устройство муфт в механизмах машин
Содержание страницы1. Муфты соединительные1.1. Жесткие муфты1.2. Компенсирующие самоустанавливающиеся муфты1.3. Упругие муфты2. Сцепные муфты2.1. Кулачковые сцепные муфты2.2. Фрикционные сцепные муфты3. Обгонные и центробежные муфты4. Шарнирные муфты5. Предохранительные муфты В машинах для передачи движения от одного механизма к другому, выполненных как самостоятельная сборочная единица (редуктор, вариатор, двигатель и т.п.), применяются устройства, которые соединяют входные и выходные валы […]
Видео:Замена втулок промежуточного вала .установка поросёнка.Скачать

Фиксация шкивов и подшипников
| Установка шкивов (разборная) | |
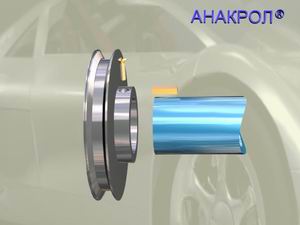 | 1. Очистить все склеиваемые поверхности деталей от загрязнений. |
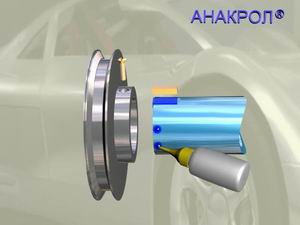 | 2. Нанести фиксатор-герметик АНАКРОЛ в канал под шпонку и на шпонку. |
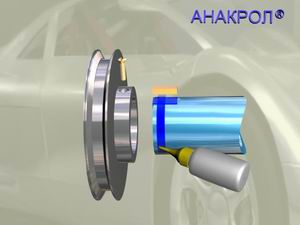 | 3. Нанести фиксатор-герметик АНАКРОЛ с противоположной стороны напротив канала под шпонку непосредственно у края вала. 4. Собрать узел. 5. Удалить ветошью избыток выдавленного клея-герметика. 6. Нанести резьбовой фиксатор-герметик АНАКРОЛ на резьбу фиксирующего винта и ввернуть его с требуемым усилием затяжки. |
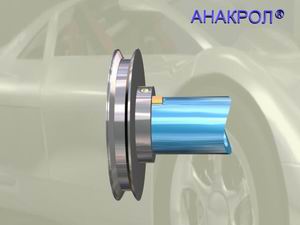 | |
7. До начала эксплуатации выдержать 3-24 часа.
Замечание: При разборке узла шкив снимать съемником, допускается выбивать шпонку молотком.
4. Собрать узел.
5. Удалить ветошью избыток выдавленного клея-герметика.
6. Нанести резьбовой фиксатор-герметик АНАКРОЛ на резьбу фиксирующего винта и ввернуть его с требуемым усилием затяжки.
7. До начала эксплуатации выдержать 3-24 часа.
Замечание: При разборке узла допускается выбивать шпонку молотком. Для облегчения съема шкива, рекомендуется прогреть место склейки промышленным феном при 230 ºС в течение 5-10 мин.
Шкив снимать съемником сразу после прогрева узла.
1. Обточить вал (если необходимо снизить биение вала) и изготовить (подобрать) втулку под посадку подшипника таким образом, чтобы суммарный радиальный зазор «вал-втулка» — «внутренняя обойма подшипника» соответствовал требованиям.
2. Загрубить мелкой шкуркой внешнюю поверхность втулки.
3. Очистить все склеиваемые поверхности деталей от загрязнений.
Видео:Установка рем комплекта тормозного вала оси BPW для себяСкачать

Сборка гладких или вал-втулочных соединений
Расход герметиков
Расход герметиков при фиксации вал-втулочных соединений. Скачать
Подготовка резьбы
Детали должны быть чистыми и сухими. Видимую коррозию, ржавчину удаляют механическим или ручным инструментом и наждачной шкуркой. Для удаления остатков СОЖ, масел, смазок и других загрязнений и после механической подготовки детали обезжиривают очистителем АНАКРОЛ-763 или отмывают в горячей воде. После проывки водой сушат в печи (горячим воздухом) при температуре (105-115) °С до полного удаления влаги и охлаждают на воздухе до температуры цеха. В зимнее время года и в межсезонье полученные с холодного склада детали необходимо выдержать открытыми при цеховой температуре пока на них не исчезнет водяной конденсат и поверхность не станет сухой.
Подготовленные к фиксации (герметизации) детали должны соответствовать требованиям:
| Наименование показателя | АНАКРОЛ 101 | АНАКРОЛ 102 | АНАКРОЛ 103 |
| Максимальный радиальный зазор | ≤ 0,25 мм | ≤ 0,15 мм | ≤ 0,10 мм |
| Оптимальный радиальный зазор | 0,02 — 0,07 мм | 0,02 — 0,05 мм | |
| Глубина дефекта на поверхности в виде царапины, риски или раковины | ≤0,25 | ≤ 0,15 мм | ≤ 0,10 мм |
| Шероховатость поверхности | Ra = 0,8 — 3,2 мкм | ||
Вал-втулочные фиксаторы и герметики АНАКРОЛ сразу готовы к применению и могут использоваться как с активаторами (праймерами), так и без них.
АНАКРОЛ наносят на резьбу:
- Вручную из капельницы флакона
- С помощью ручных или автоматических дозаторов
- Окунанием детали в емкость с клеем-герметиком
- Кисточкой
Примечание: В последних двух случаях необходимо сначала перелить клей-герметик из упаковки изготовителя в чистую рабочую полимерную тару. Оставшийся использованный продукт запрещается переливать обратно из рабочей тары в оригинальную упаковку изготовителя в виду возможного попадания во флакон грязи и образования в нем полимера.
Клей-герметик рекомендуется наносить по всей контактной поверхности одной из деталей, однако, допускается его нанесение в виде непрерывного кольца на переднюю часть только одной из двух деталей. На цилиндрическую поверхность большой длины необходимо наносить несколько таких колец. Излишки выдавленного при сборке изделия клея-герметика удаляют ветошью.
При фиксации вал-втулочных деталей при условии значительной разницы в их температурных расширениях используются четыре основных метода сборки:
| 1. Соединение в натяг | Метод применяется при условии, что в интервале всего диапазона рабочих температур в соединении будут небольшие напряжения. При соединении по прессовой посадке герметик наносится на одну или обе поверхности, а затем детали соединяются. |
| 2. Соединение с относительно большим зазором | Относительно низкий модуль упругости и высокий коэффициент расширения анаэробных фиксаторов и герметиков, а также их вязкость позволяют выполнять соединения с зазором до 0,25 мм и более. Для лучшего распределения жидкого герметика по поверхности, сопрягаемые детали несколько раз поворачивают друг относительно друга. Для точного соблюдения центровки (соосности) в первые 5 мин после сборки узла детали позиционируют любым подходящим способом. |
| 3. Горячая посадка | Если внешняя деталь имеет больший коэффициент теплового расширения, чем внутренняя, например, при монтаже стального вала или подшипника на алюминиевый шкив или в корпус, то применяется клеевая сборка по горячей посадке с зазором. Рекомендуемый зазор при сборке должен составлять примерно 0,1% номинального диаметра, но не менее 0,01 мм. Клей наносится сплошным слоем на поверхность внутренней детали (вал), при этом наружная — нагревается, а затем детали собираются. Обычно разница температур деталей составляет около 100 °С, однако максимальная температура не должна быть выше 200°С. При таком соединении, однако, произвести последующую юстировку деталей невозможно и сборка должна быть проведена с первого раза. Технологии соединения деталей по горячей посадке дают оптимальную прочность соединения, поскольку нагревание помогает достичь высокой скорости полимеризации, а усадка внешней детали вызывает нагрузки на сжатие на отверждающийся клей. В результате общая прочность соединения намного выше прочности клея на сдвиг и выше прочности при посадке в натяг без клея. |
| 4. Альтернативный метод горячей посадки | При этом способе внутренняя деталь охлаждается, а клей-герметик наносят на внешнюю деталь. Промежуток между окончанием охлаждения детали и последующей сборкой узла должен быть минимальным. Применение данной технологии не рекомендуется из-за образования на поверхности внутренней детали конденсата воды из воздуха после охлаждения. Конденсат может оказывать отрицательное воздействие на качество склейки (на адгезию и процесс полимеризации клея) и приводить к снижению ожидаемых прочностных характеристик отвержденного клея-герметика. |
Примечание: В случаях очень большого остаточного напряжения или для небольших диаметров деталей, когда тепловое расширение небольшое, используется комбинация методов 1-4.
Контроль прочностных характеристик
Испытания обычно проводятся при входном контроле клеев-герметиков. Регламентированный ТУ предел прочности на аксиальный сдвиг определяют по ISO 10123. До проведения испытаний детали, собранные с анаэробными клеями-герметиками АНАКРОЛ, выдерживают 24 ч при температуре (23±5) °С.
Примечание: Вал-втулочные клеи-герметики АНАКРОЛ можно использовать и для сборки резьбовых пар со слегка замасленными поверхностями, но в этом случае, при демонтаже момент отвинчивания может несколько снижаться. Для получения конкретных рекомендаций лучше всего связаться с Поставщиком.
Контроль герметичности соединения
До проведения испытаний детали, собранные с резьбовым фиксатором-герметиком, выдерживают 24 ч при температуре (23±5) °С. Если требуется уменьшить время выдержки изделий до проведения испытаний, то проконсультируйтесь с Поставщиком.
Испытания проводятся по действующей на предприятии НТД и КД. Изделия, не выдержавшие испытания, разбирают, очищают резьбу от остатков полимера и вновь собирают с применением выбранного фиксатора-герметика.
Возможные причины снижения прочности фиксации и негерметичности по сравнению с ожидаемыми показателями:
- Не выдержано время и температура отверждения клея-герметика до проведения испытаний
- Резьбы подготовлены некачественно
- Неправильно нанесен клей-герметик
- Неправильно выбран клей-герметик
- Не выдержаны допуски при изготовлении резьбовых пар
Разборка соединений
Для разборки вал-втулочных соединений необходимо прогреть место склейки промышленным феном, в тепловом шкафу или другим доступным способом (но не открытым пламенем!) до температуры (230-250) °С в течение 5-10 мин и сразу произвести выпрессовку одной из деталей при помощи стандартного оборудования и приспособлений.
Повторная сборка соединений
Можно неоднократно использовать анаэробный герметик АНАКРОЛ на одной и той же паре вал-втулка. Для этого перед повторной сборкой узла перед нанесением клея-герметика необходимо:
- Очистить обе сопрягаемые поверхности деталей от остатков полимера до светлого металла.
- Проверить соответствие свойств поверхностей и зазора между ними предъявляемым требованиям (см. таблицу выше или ТУ на клей-герметик).
- По возможности, провести обезжиривание, например, очистителем АНАКРОЛ-763.
Хранение анаэробных клеев-герметиков
Гарантийный срок хранения клеев-герметиков АНАКРОЛ — не менее 12 месяцев. Герметики хранят в закрытой упаковке предприятия-изготовителя в крытых складских помещениях без доступа солнечного света при температуре от +10 °С до +35 °С и на расстоянии не менее 1,5 м от обогревательных приборов. В помещениях для хранения материалов запрещается использование открытого огня. При хранении не допускается попадание влаги и посторонних примесей, а так же контакт с различными металлами или сплавами, в т.ч. в виде порошка, стружки или пыли. Перелитый в рабочую тару герметик должен храниться отдельно.
Запрещается переливать герметик обратно из рабочей тары в оригинальную упаковку изготовителя в виду возможного попадания во флакон грязи и образования в нем полимера.
Отправляя сообщение, я даю своё согласие ООО НПП «САТУРН» на обработку моих персональных данных, в соответствии с ФЗ от 27.07.2006 года №152-ФЗ, на условиях и для целей, определенных Политикой конфиденциальности
🔍 Видео
ЗМЗ-409 замена втулок промвала, развертка промвала, (способы выбить и забить втулок без оправы)Скачать

Втулка на тормозные валыСкачать

Зажимные втулкиСкачать

Установка зажимной муфтыСкачать

ВТУЛКИ СКОЛЬЖЕНИЯ - виды, формы, область применения.Скачать

Как собрать китайскую червячную втулку заднего колеса велосипеда!Скачать

Ремонт посадочного места под втулку в кронштейне тормозного вала BPWСкачать

Установка втулок 06H396J баланс валов в блокСкачать

сборка пром вала на ДВС змз 405Скачать

Установка ременного шкива со втулкой TaperBushСкачать

Замена втулок промежуточного вала Классики ВАЗ без разверткиСкачать

Втулка Taperbush, инструкция для чайников. Тапербуш.Скачать

Старый метод - замена упорной втулки на ведущей шестерне (хвостовик) - ГАЗЕЛЬСкачать

Допуски и посадки для чайников и начинающих специалистовСкачать

восстановление посадочного места под подшипникСкачать

Замена Втулки СателлитаСкачать

Каретка на сепараторных подшипниках обзор, люфт каретки шатуна, ответ на вопрос.Скачать
