
7)Уровень масла проверяется контрольными пробками.
Рис. 42. Сборочный чертёж планетарного редуктора
К сборочным чертежам составляют спецификации, содержащие разделы «Документация», «Сборочные единицы», «Детали», «Стандартные изделия», «Материалы» и др. в соответствии с ГОСТ 2.106. Порядок заполнения спецификаций регламентируется тем же стандартом и частично изложен в СТО [12]. Пример оформления спецификации двухступенчатого коническо-цилиндрического редуктора по рис. 38 приведен на рис. 43.
В разделе «Документация» указывают «Сборочный чертёж» и «Пояснительная записка». В строке «Сборочный чертёж» указывают количество (1) и шифр по типу ДМ.М311.06.02.00.00 СБ, где последнюю пару цифр резервируют на номера позиций деталей, а предпоследняя пара – для сборочных единиц. В строке «Пояснительная записка» указывают количество листов пояснительной записки и шифр аналогично титульному листу: ДМ.М311.06.02.00.00 ПЗ.
В раздел «Сборочные единицы» включают в необходимых случаях сварные корпусные детали, составное червячное колесо, составные крышки подшипников и другие изделия. При этом шифр изделия дополняется парой цифр по типу ДМ.М311.06.02.00.00.00, где последняя пара соответствует номерам позиций деталей такого изделия, а предпоследняя цифра – номеру позиции такого изделия (сборочной единицы) на сборочном чертеже редуктора. В этом случае и шифр документа будет содержать три пары нулей. Наименование изделия в данном и последующих разделах записывают в именительном падеже единственного числа, начиная именем существительным, например, «Колесо червячное», «Прокладка уплотнительная» и др.
В разделе «Детали» изделия рекомендуется группировать по конструктивному признаку: корпусные детали, зубчатые колёса, валы, крышки подшипников, прокладки регулировочные, кольца уплотнительные и т.д. Для зубчатых колёс в графе «Наименование» вместе с наименованием приводят значения модуля и числа зубьев. После записи наименования деталей проставляют порядковые номера позиций, которые в дальнейшем переносят на сборочный чертеж. В конце раздела оставляют свободными 3. 5 строк с резервированием 3. 5 номеров позиций.
Рис. 43. Образец спецификации
В разделе приводят наименования деталей, не входящих в раздел «Стандартные изделия». Следует помнить, что кольцо уплотнительное является деталью, а манжета – стандартным изделием. Крышки подшипниковые могут быть и стандартными изделиями (см. прил. Б) и деталями. Наименование «Пробка М16» записывают разделе «Детали».
Шифр детали записывают по типу ДМ.М311.06.02.01.13, где последняя пара цифр соответствует номерам позиций деталей на сборочном чертеже, а предпоследняя пара – номеру позиции редуктора на сборочном чертеже привода. В графе «Примечание» раздела «Детали» указывают марку материала, из которого изготовлено изделие. Допускается не указывать материал в случае, когда выполнен рабочий чертёж детали. В этом случае в графе «Формат» указывают формат листа, на котором выполнен чертёж.
В раздел «Стандартные изделия» записывают изделия, входящие в состав редуктора и относящиеся к категории стандартов. В соответствии с ГОСТ 2.106 изделия группируют по категории стандарта: вначале государственные, затем отраслевые и стандарты организаций.
В каждой категории стандартов запись производят по группам изделий, например, крепёжные изделия (болт, винт, гайка, рым-болт, шайба, шпилька – по алфавиту), подшипники и др.
В пределах каждой группы изделия записывают в алфавитном порядке наименований. В пределах каждого наименования – в порядке возрастания номера стандарта. В пределах каждого номера стандарта – в порядке возрастания основных размеров изделий, например, М8 × 20, М8 × 32, М12 × 40, М12 × 50, М16 × 48.
В разделе «Материалы» приводят наименование и обозначение марки масла, заливаемого в корпус редуктора (в графе «Кол.» указывают объем в дм 3 — литрах), а при необходимости — пластичной смазки, используемой в подшипниках качения (объём в см 3 ).
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им. Даля 166
- ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им. Дегтярева 174
- КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им. Макарова 543
- НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им. Герцена 123
- РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им. Гагарина 114
- СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им. Каразина 305
- ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
Полный список ВУЗов
Чтобы распечатать файл, скачайте его (в формате Word).
- Конструкции литых и сварных корпусных и базовых деталей
- 1. Конструкция литого корпуса редуктора с развернутой (линейной) схемой компоновки
- 1.1. Конструкция крепления крышки к корпусу
- 1.2. Конструкция мест в корпусе редуктора для размещения концов валов с подшипниками
- 1.3. Конструкция основания корпуса
- 1.4. Конструкция корпуса редуктора со свернутой схемой компоновки
- 2. Конструкция сварного корпуса редуктора
- 3. Базовые детали
- 3.1. Конструкция литой базовой детали из чугуна
- 3.2. Конструкция сварной базовой детали
- 3.3. Конструкция направляющих скольжения
- 3.4. Конструкция направляющих качения
- 3.5. Направляющие жидкостного трения. Гидродинамические направляющие
- 3.6. Гидростатические направляющие
- 3.7. Конструкция литой плиты
- 3.8. Конструкция сварной рамы
Конструкции литых и сварных корпусных и базовых деталей
По конструктивному решению механические передачи могут быть открытыми и закрытыми. Открытые передачи имеют свободный доступ к вращающимся деталям.
Закрытые передачи закрыты сварной или литой оболочкой в общий корпус, который препятствует прямому свободному доступу к вращающимся частям и повышает сопротивление силам, возникающим в зацеплении колес и в опорах подшипниковых узлов и вызывающим их деформацию под нагрузкой, защищает механические передачи и подшипники от попадания пыли и грязи и обеспечивает подачу к ним смазки и отвод избыточного тепла.
Конструкция корпусных деталей редуктора, корпуса, стаканов и крышек определяется в основном технологическими, эксплуатационными и эстетическими условиями с учетом их прочности и жесткости.
Под компоновкой механизма понимают относительное расположение деталей в сборочной единице (в редукторе), что определяет ее (его) конструкцию.
Компоновку механизма и расположение деталей в сборочной единице (в редукторе) рассмотрим на примере цилиндрического зубчатого редуктора.
Схема двухступенчатого редуктора, представленная на рис. 1, является наиболее распространенной в машиностроении. В редукторе применена развернутая схема (как на кинематической схеме) размещения сборочных единиц, удобная для монтажа, обслуживания и ремонта. Недостатком ее является то, что редуктор занимает значительную часть производственной площади, и при стыковке с приводной частью машины могут возникнуть проблемы при совмещении валов по высоте. Последнее замечание имеет силу в том случае, если привод проектируют для конкретной машины.
Компоновка двухступенчатого редуктора (рис. 1) состоит из трех валов, с помощью которых образовано зацепление двух ступеней косозубых колес. Быстроходный вал выполнен валом-шестерней. Промежуточный вал составной и состоит из вала-шестерни, на шейку которого насажено зубчатое колесо, зацепляющееся с шестерней быстроходной ступени. Выходная ступень образована валом, на который насажено колесо, которое получает вращение от вала-шестерни промежуточного вала. Валы установлены в корпусе редуктора на подшипниках качения, которые могут быть шариковыми и роликовыми. Осевые нагрузки от подшипников качения воспринимаются корпусом через врезные крышки.
В обычной конструкции зубчатых редукторов (рис. 1) корпус состоит из двух основных деталей – основания 1, закрепляемого на фундаменте или на установочной раме, и крышки 2.
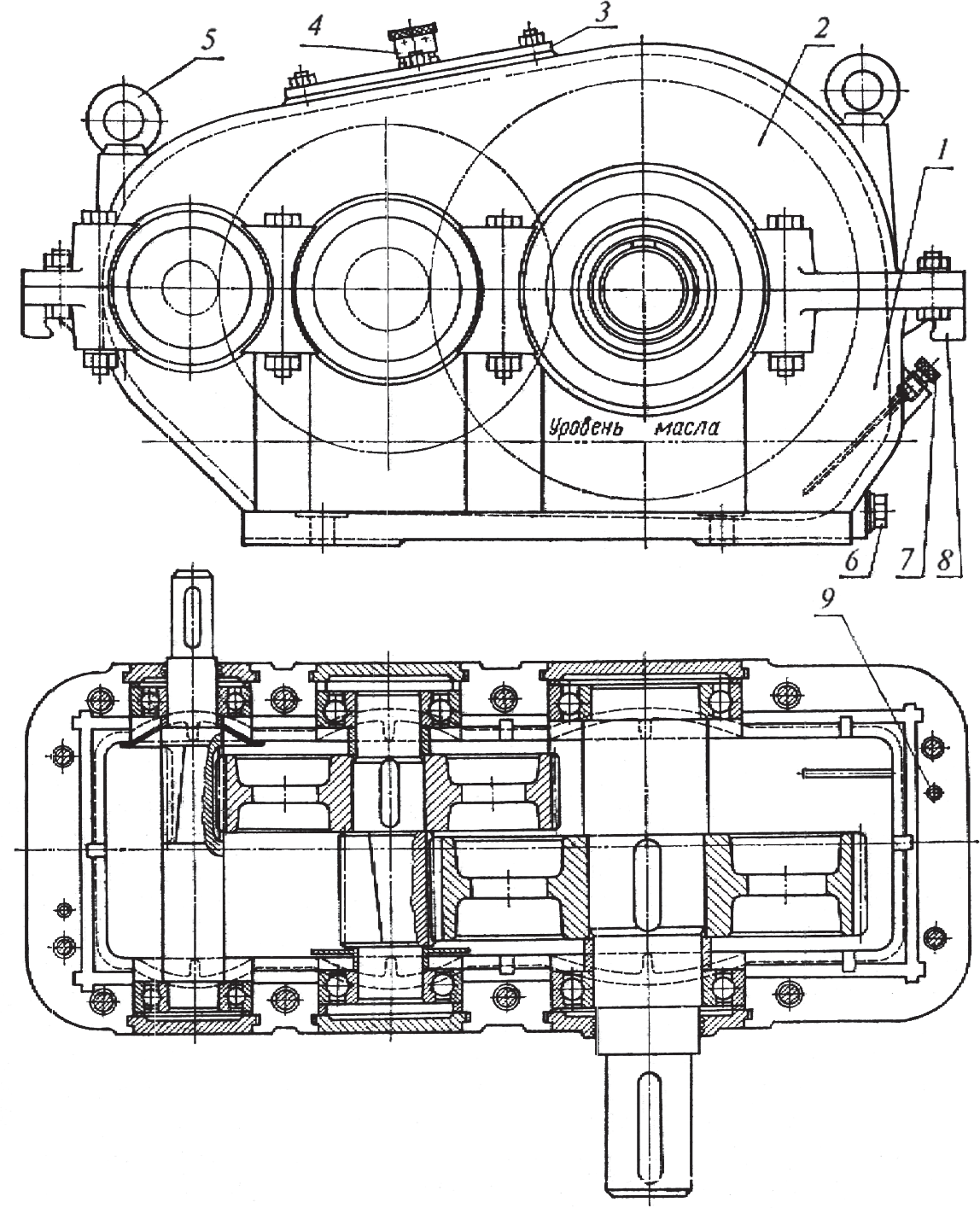
Рис. 1. Компоновка двухступенчатого редуктора
Линия разъема между крышкой и основанием корпуса редуктора проходит на уровне плоскости, проходящей через оси валов.
Для точной установки крышки на основание корпуса редуктора (рис. 1) предусмотрены конические штифты и отжимные винты 9 для облегчения снятия крышки с основания корпуса.
Для предотвращения вытекания масла через плоскость разъема места разъема смазывают спиртовым лаком или жидким стеклом. Прокладки в плоскости разъема не ставят, так как при этом нарушается посадка подшипников в корпус. Иногда на плоскости разъема основания корпуса фрезеруют канавку для сбора масла, которое стекает обратно в корпус.
Отдельные детали корпуса скрепляют между собой болтами (винтами, шпильками).
В крышке корпуса предусматривают смотровое отверстие, закрываемое крышкой 3 для осмотра зубчатых передач и заливки масла (рис. 1). В крышке для редукторов с большим тепловыделением предусматривается отдушина 4.
По концам крышки корпуса установлены два грузовых рымболта 5 и крюки для захвата подъемником крышки при подъеме всего редуктора или только крышки.
В основании корпуса 1 расположено отверстие для слива масла, закрываемое пробкой 6 с прокладкой из маслостойкой резины, и здесь же расположен указатель 7 уровня масла в редукторе; в тяжелых редукторах предусмотрены крюки 8 для захвата редуктора при подъеме краном или погрузчиком.
Корпус редуктора должен быть прочным и жестким с тем, чтобы выдерживать нагрузки, воспринимаемые зубчатой передачей без деформации в местах размещения опор, которые могут вызвать перекос валов и, следовательно, неравномерное распределение нагрузки по длине зубьев. Жесткость корпуса создают наружными или внутренними ребрами, расположенными у бобышек для подшипников.
Форма крышек для подшипников редукторов определяется типом подшипников и способом их установки.
Корпуса редукторов изготовляют обычно из чугунного литья СЧ15 и СЧ 20. Корпуса редукторов, передающих большие мощности при ударных нагрузках, отливают из высокопрочного чугуна или стали. При единичном производстве корпуса редукторов изготовляют сварными из листовой стали.
Основные размеры габарита корпуса редуктора зависят от размеров зубчатых колес, остальные размеры определяют по эмпирическим формулам.
Валы передач редукторов обычно устанавливают на подшипниках качения. Подшипники скольжения применяют только для очень быстроходных передач (в мультипликаторах) и в редукторах большой мощности.
Смазка зубчатых колес редукторов при окружных скоростях до υ=12…15 м/с осуществляется окунанием колес в масляную ванну. Такой способ смазки зубьев называется смазкой окунанием или картерной смазкой.
Вместимость масляной ванны принимается из расчета 0,4 ÷ 0,8 л на 1 кВт передаваемой мощности (меньшее значение принимают для крупных редукторов).
Масло должно покрывать рабочие поверхности зубьев, а потери передаваемой мощности на сопротивление масла вращению зубчатых колес и соответственно на нагрев масла должны быть минимальными. Так как в редукторе во время работы происходит колебание уровня масла, то рекомендуется зубчатые колеса погружать в масляную ванну на глубину не менее 0,75 высоты зубьев, а для конических передач вся длина нижнего зуба должна находиться в масле. При окружной скорости колеса примерно 0,5 ÷ 0,8 м/с предельной высотой погружения в масло следует считать не более 1/6 его радиуса, а тихоходные зубчатые колеса второй и третьей ступеней редуктора при необходимости допускается погружать в масло на глубину до 1/3 радиуса делительной окружности (рис. 1).
Чтобы избежать глубокого окунания колес в ванну, колеса первой ступени смазывают с помощью специальных смазочных шестерен, смазочными кольцами, брызговиками или предусматривают раздельные смазочные ванны в корпусе редуктора.
В редукторах с быстроходными передачами применяют струйную или циркуляционную смазку под давлением. Масло, прокачиваемое насосом через фильтр, а при необходимости и охладитель, поступает к зубьям через трубопровод и сопла. При окружной скорости υ≤20 м/с прямозубых передач и υ≤50 м/с косозубых передач масло подается непосредственно в зону зацепления, а при более высоких скоростях, для избегания гидравлических ударов, масло подается на зубья шестерни и колеса отдельно на некотором расстоянии от зоны зацепления.
Смазку подшипников редукторов при окружной скорости зубчатых передач υ>4 м/с часто осуществляют тем же маслом, что и зубчатые колеса. Масло при разбрызгивании колесами по стенкам редуктора стекает в полости, называемые карманами. Из карманов масло самотеком по каналам направляется для смазки подшипников.
При окружной скорости передач υ 5 м/с червяк размещают над колесом, которое на высоту зуба опущено в масло. Этого масла достаточно для смазки зацепления. Червяк, который находится под червячным колесом, рекомендуют погружать в масло на высоту витка.
Жидкое масло является основным смазочным материалом. Оно имеет низкий коэффициент внутреннего трения, легко поступает к месту смазки, оказывает охлаждающее действие. Рекомендуют применять следующие марки (в зависимости от кинематической вязкости пр. 20°С) индустриальных масел: И-5А, И-8А, И-12А, И-20А, И-25А, И-З0А, И-40А, И-50А, И-70А, И-100А и др.
1. Конструкция литого корпуса редуктора с развернутой (линейной) схемой компоновки
При конструировании корпуса редуктора используют результаты расчетов элементов зубчатых зацеплений и связанных с ними валов, шпонок и подшипников, а для редуктора большой мощности также результаты теплового расчета.
Проектировать литой корпус редуктора начинают с определения размеров и конфигурации внутреннего пространства редуктора, пользуясь эмпирическими зависимостями.
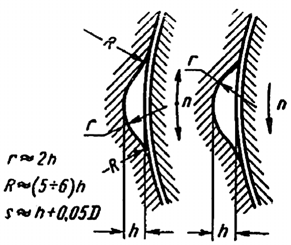
В сечении, перпендикулярном осям валов, между наружными поверхностями вращающихся деталей (шестерен) и стенкой редуктора обеспечивают зазор а не менее толщины стенки δ; А – межосевое расстояние, мм; Ат – межосевое расстояние тихоходной ступени, мм. Для крышки корпуса толщину стенки δ1 допускается уменьшать до значения δ1=δ–(0,1…0,2)δ (рис. 2).
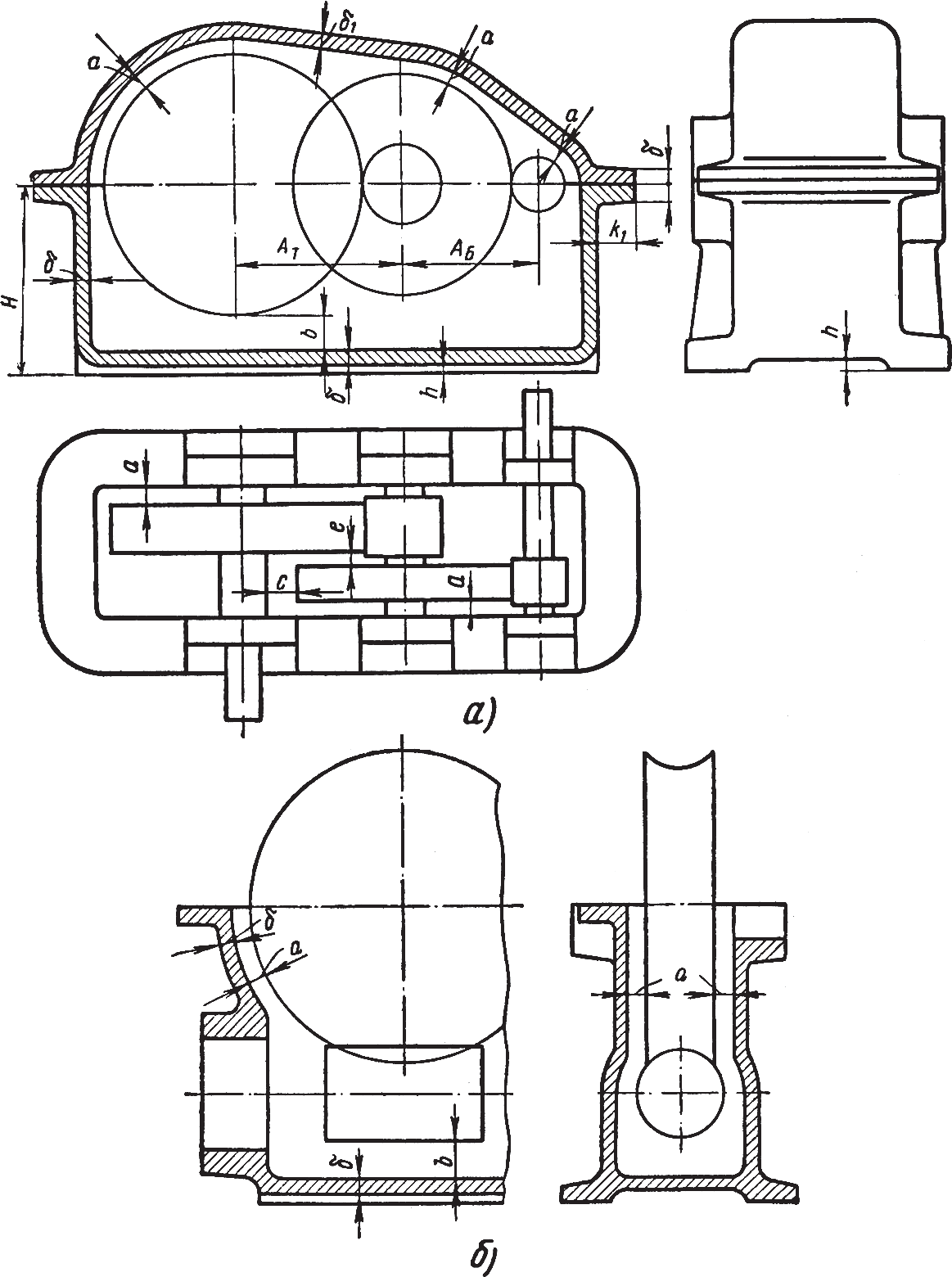
Рис. 2. Определение конструктивных элементов: а – зубчатого редуктора; б – червячного редуктора
Для определения рабочего пространства редуктора на чертеже радиусом, равным сумме радиуса наружной поверхности колеса и зазора а, из центра колес проводят дуги, которые затем сопрягают прямыми линиями.
Зазор b между дном корпуса и венцом зубчатого колеса или червяка определяют по эмпирической зависимости b≥3δ; зазор c между поверхностями вращающихся деталей – с≥4δ; зазор е между торцовыми поверхностями вращающихся деталей – е≥(0,4 ÷ 0,6)δ.
В результате получают размеры внутреннего контура крышки и основания корпуса редуктора.
Расстояние от необработанной поверхности корпуса редуктора до обработанной поверхности предусматривают равным h=(4 ÷ 6) мм.
Расстояние от плоскости разъема крышки и корпуса до основания корпуса редуктора:
где da – наружный диаметр тихоходного колеса.
1.1. Конструкция крепления крышки к корпусу
Разъем между крышкой и основанием корпуса выполняется в виде двух фланцев.
Ширина фланца k1 для крепления крышки к основанию корпуса редуктора равна k1=(3,5…4)δ. Толщину фланцев обычно принимают: b=1,5δ.
По всему контуру фланцев размещают крепежные болты. Количество и диаметры болтов d для крепления крышки к корпусу на проход и диаметры отверстий dc (рис. 2) определяют в зависимости от межосевого расстояния А.
Крепление крышки редуктора к корпусу выполняют болтами или винтами, которые располагают на фланце по всему периметру корпуса редуктора, симметрично на каждой его стороне, примерно с шагом t =(12 ÷ 15)d. Выступающая резьбовая часть болта над гайкой или корпусом не должна превышать двух шагов резьбы. Точное фиксирование и совмещение крышки с корпусом при разборке достигается двумя коническими штифтами, располагаемыми как болты, но по диагонали фланца на наибольшем расстоянии друг от друга. Диаметр штифта на 20 . 0% меньше диаметра болта или винта, которым крепится крышка к корпусу редуктора (рис. 3, д).
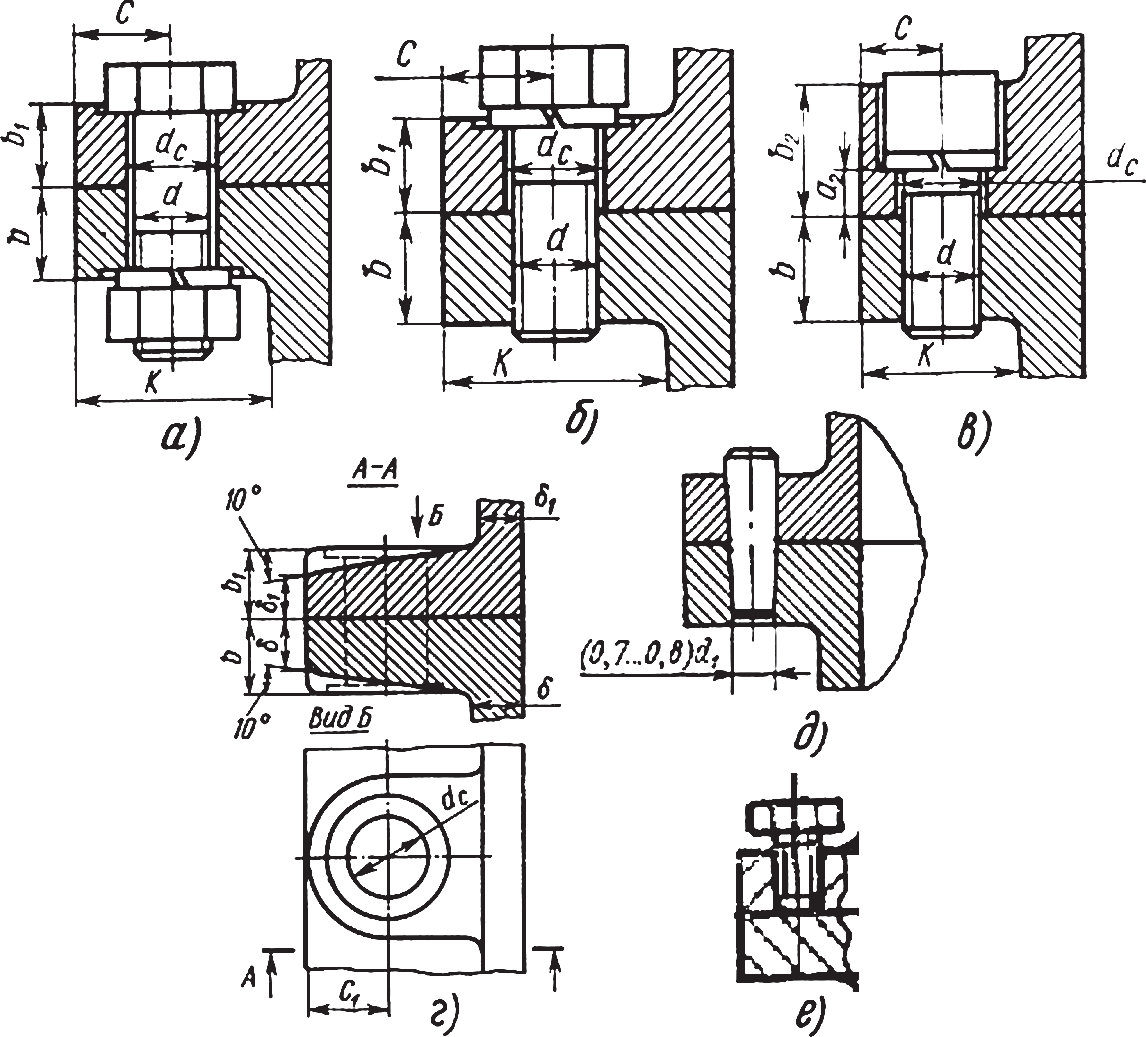
Рис. 3. Способы крепления крышки к корпусу редуктора
Таким же образом предусматривают два отжимных болта для облегчения отделения крышки от основания редуктора (рис. 3, е).
Ширина фланца k1 для крепления крышки к основанию корпуса редуктора обычно равна k1=(3,5…4)δ.
Конкретную ширину фланца К выбирают такой, чтобы на нем свободно размещалась гайка или шестигранная головка болта на расстоянии C, и можно было повернуть гаечный ключ на угол не мене. 30°. При креплении болтами (рис. 3; а, б) К ≈ 2,7d; при креплении винтами (рис. 3, в) K ≈ (2,1 ÷ 2,2)d. Толщину фланцев принимают (рис. 3; а, б) b=1,5δ; b1=1,5δ1. При креплении винтами (рис. 3, в) принимают а2 =(0,8 ÷ 1,0)d, b=(1,4 ÷ 1,6)d, b2 =(1,8…2,0)d, где d – диаметр винтов.
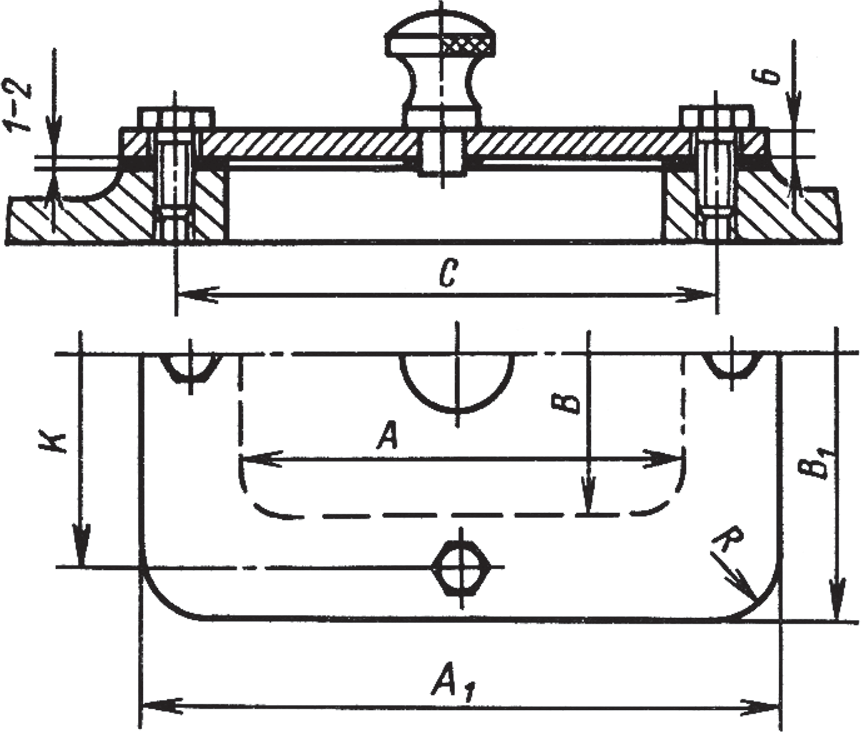
Рис. 4. Крышка с отдушиной
Если фланцам придают уклон в 10° по направлению к внешней кромке (рис. 3, г), то под крепежные детали предусматривают платики, и оси болтов размещают на расстоянии от кромки фланцев C1 ≈ 0,5К.
Во время работы повышается давление внутри редуктора в связи с нагревом воздуха и масла. Это приводит к выбрасыванию масляного тумана из корпуса через уплотнения и стыки. Чтобы избежать этого, внутреннюю полость корпуса сообщают с внешней средой установкой отдушин в верхней части корпуса.
Читайте также: Как заменить сальники в редукторе мотоблока ока
Для этого в крышке корпуса предусматривают смотровое отверстие, закрываемое крышкой для осмотра зубчатых передач и заливки масла (рис. 4).
1.2. Конструкция мест в корпусе редуктора для размещения концов валов с подшипниками
Конструкция представляет собой приливы на стенке корпуса редуктора в виде толстостенных втулок (рис. 5), называемых бобышками. Если линия разъема крышки и корпуса проходит на уроне осей валов, то одна половина бобышки размещена в крышке, а вторая – в корпусе редуктора.
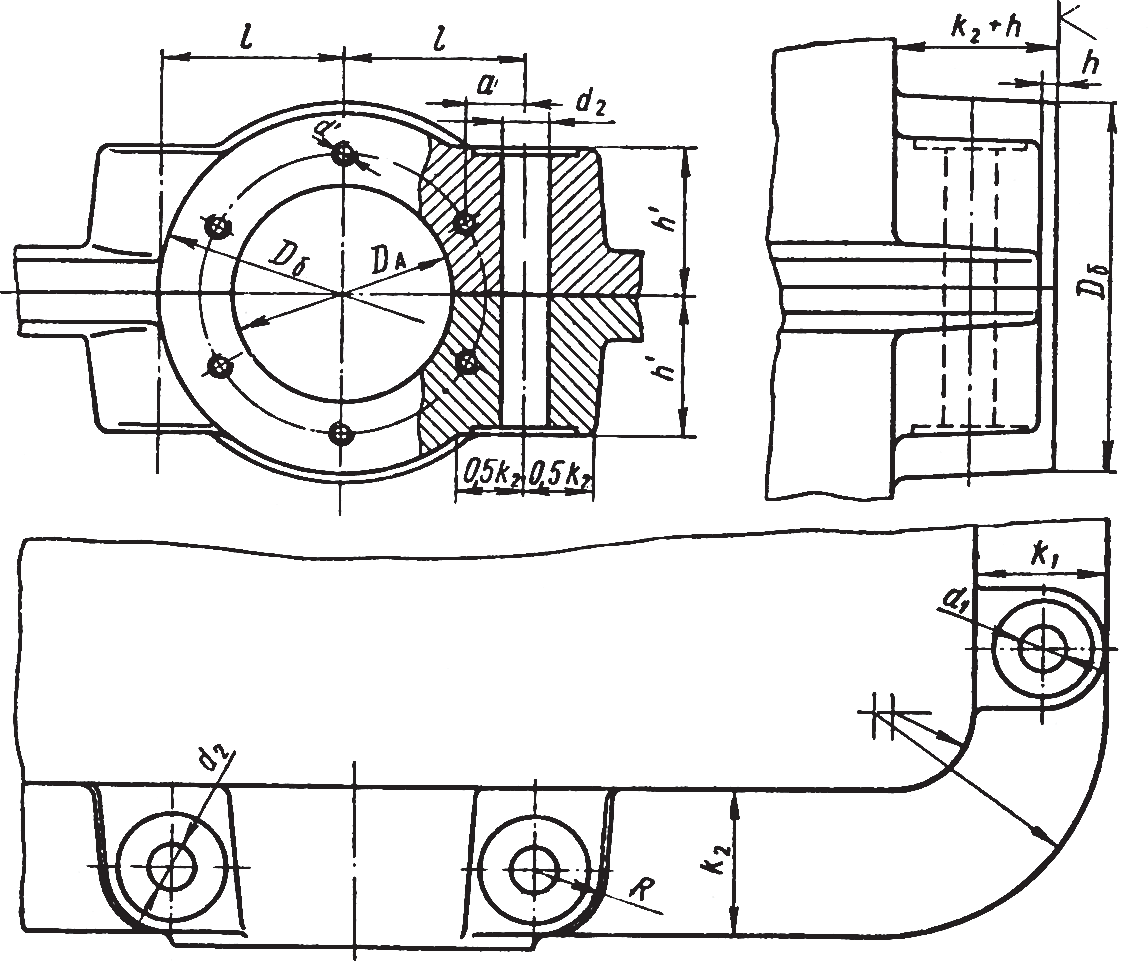
Рис. 5. Определение конструктивных элементов бобышки
Расположение резьбовых отверстий на торце бобышки должно быть таким, чтобы резьбовые отверстия для винтов крепления крышек подшипников не совпадали с линией разъема крышки с корпусом.
Отверстия под болты, расположенные на наружном диаметре бобышки, для крепления верхней половины к нижней, максимально приблизить к отверстию DА для увеличения прочности соединения, но так чтобы они не пересекались с болтами для крепления торцовых крышек.
Расстояние l от оси отверстия d2 до оси отверстия DА определяют графически так, чтобы отверстия d’ и d 2 не пересекались, расстояние между их осями принимают а=(1,1…1,2)d2. Приливы для размещения болтов обычно скругляют радиусом R=С.
Высоту h’ также определяют графически. Ее принимают такой, чтобы создались опорные поверхности, достаточные для размещения головок винтов аналогично платикам и расположению отверстий, приведенным на рис. 3, г.
Для удобства обработки все наружные торцы бобышек, на каждой стороне корпуса, располагают на расстоянии К 2+h (рис. 5) в одной вертикальной плоскости, а плоскости – параллельно друг другу.
1.3. Конструкция основания корпуса
Фланец в основании корпуса служит для крепления корпуса к плите или раме.
Диаметры dф крепежных фундаментных болтов к раме или плите (рис. 6) выбирают в зависимости от межцентрового расстояния А или их суммы.
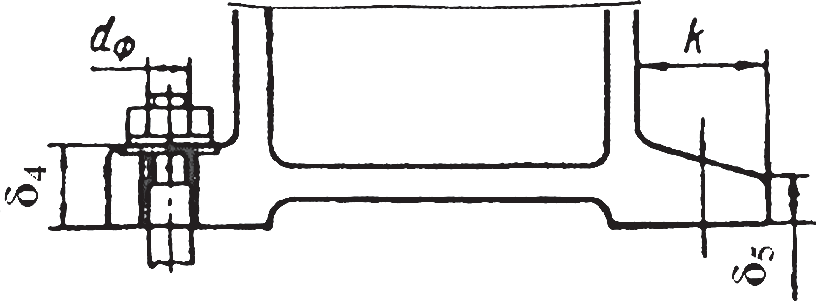
Рис. 6. Определение конструктивных элементов основания редуктора
Ширина фланца k основания корпуса для крепления редуктора к плите или раме примерно равна k ≈ (4 ÷ 4,5)δ.
Конкретную ширину фланца k выбирают такой, чтобы на нем свободно размещалась гайка или шестигранная головка болта на таком расстоянии от стенки редуктора, чтобы можно было повернуть гаечный ключ на угол не мене. 30°.
Толщина фланца: δ4=(2,0…2,35)δ; δ5=1,5δ.
Стенки основания корпуса редуктора обычно бывают вертикальные, основание (дно) редуктора выполняют с уклоном 2…3° в сторону тихоходной ступени, где предусматривается небольшое углубление для сбора продуктов износа передачи и сливное отверстие для отработанного масла, которое закрывается пробкой с цилиндрической или конической резьбой (рис. 7).
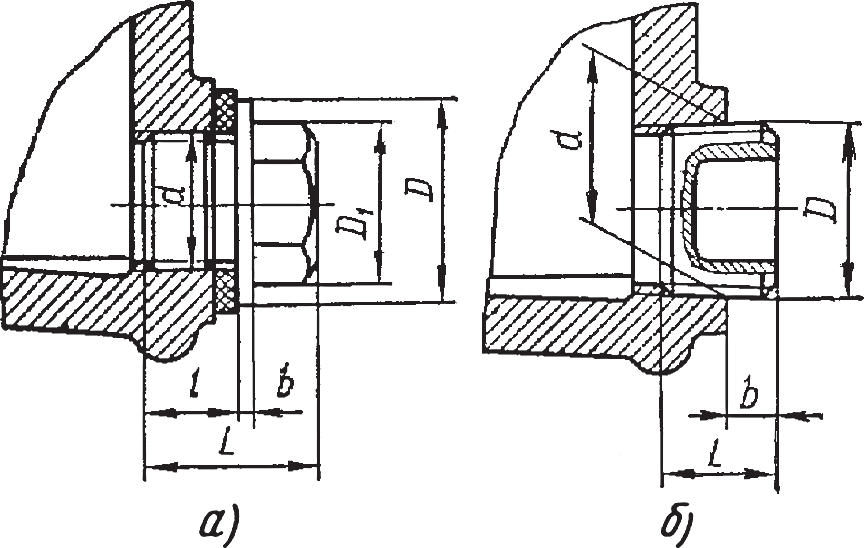
Рис. 7. Маслосливные отверстия и пробки для них
Цилиндрическая резьба не создает надежного уплотнения. Поэтому под пробку с цилиндрической резьбой ставят уплотняющие прокладки из промасленного технического картона или паронита толщиной h=1…2 мм, алюминия или меди. Коническая резьба создает герметичное соединение, и пробки с этой резьбой дополнительного уплотнения не требуют. Поэтому их применение предпочтительно.
Для наблюдения за уровнем масла в картере редуктора предусматривают различные конструкции маслоуказателей (рис. 8).
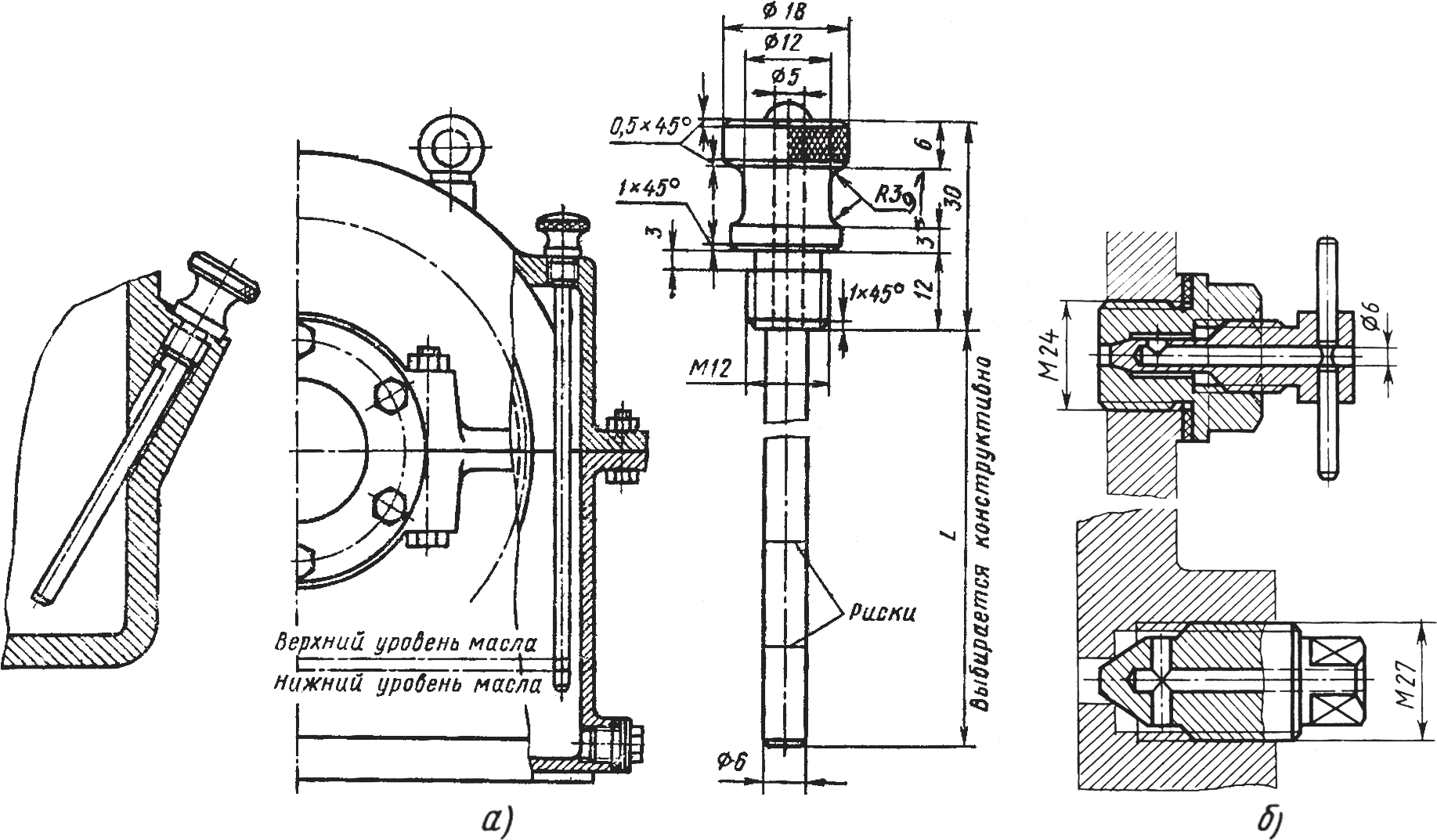
Рис. 8. Жезловые (а) и крановые (б) маслоуказатели
В местах, труднодоступных для наблюдения, следует применять жезловые (а) или крановые (б) маслоуказатели (рис. 8). Жезловые указатели (щупы) желательно защищать от масляной волны (стенкой или трубкой), чтобы в любой момент работы редуктора можно было проверить уровень масла, в корпус редуктора жезловые указатели вставляют по скользящей посадке (рис. 8, а) или ввинчивают при помощи резьбы М12 или М16х1,5.
Крановые маслоуказатели устанавливают попарно для контроля за нижним и верхним уровнями масла. В кране по рис. 8, б надежность уплотнения достигается затяжкой, в результате которой происходит смятие гнезда в корпусе редуктора.
По аналогии с этими конструкциями для контроля за уровнем масла применяют также обычные резьбовые пробки, устанавливаемые в корпусе редуктора на верхнем и нижнем уровнях смазочной жидкости (рис. 8, а).
Круглые и трубчатые, удлиненные прозрачные маслоуказатели (рис. 9; б, в) применяют в редукторах и других механизмах, расположенных на достаточной высоте от уровня пола, т. е. при условии удобного наблюдения за уровнем масла.
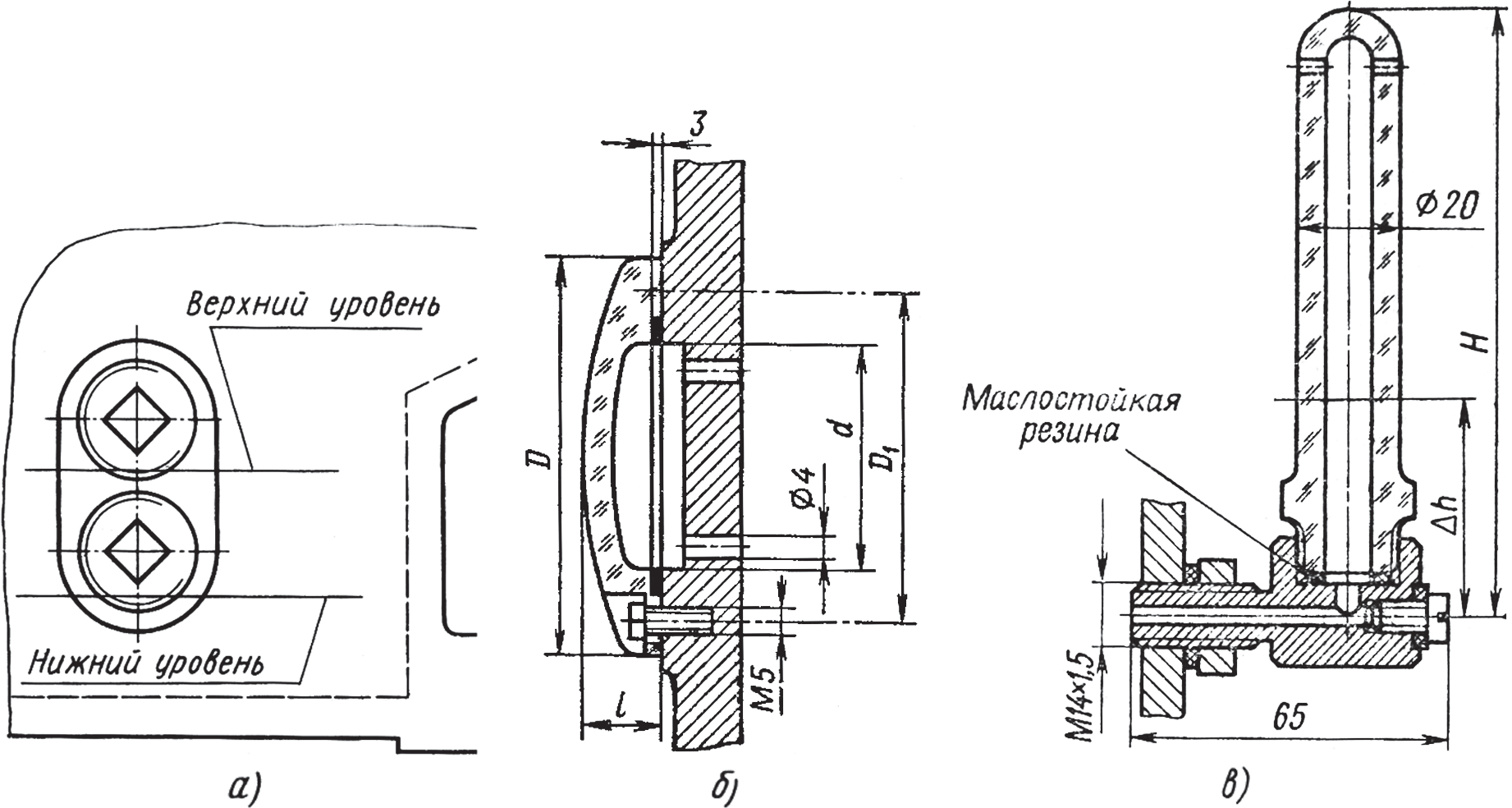
Рис. 9. Маслоуказатели: а – пробковый; б – круглый (фонарный); в – удлиненный (жезловый)
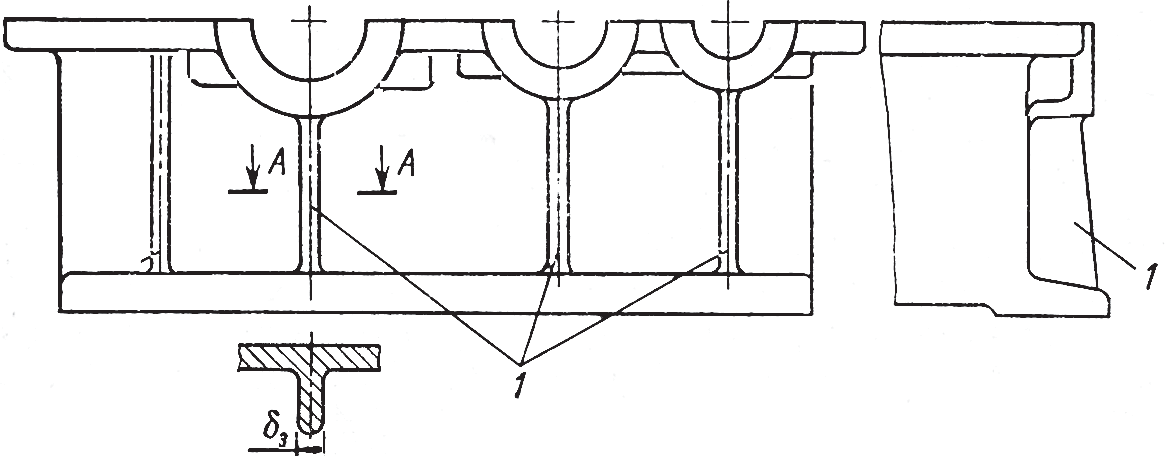
Рис. 10. Упрочнение корпуса редуктора ребрами
Корпус и крышка редуктора находятся под действием нагрузок, действующих на стенки изнутри корпуса. Поэтому конструкцию корпуса и крышки укрепляют введением ребер 1 с наружной стороны корпуса (рис. 10), которыми соединяют верхний фланец основания корпуса с нижним и, особенно, бобышки со стенками и фланцем основания корпуса. Толщина ребер основания корпуса δ3 =(0,85 ÷ 1)δ, а у крышки – δ3 =(0,85 ÷ 1)δ1 . Фланцы по линии разъема должны быть сплошными и при сборке скреплены хорошо затянутыми болтами.
Корпус редуктора оснащается крюками и проушинами в литье (рис. 11.) или платиками для установки рым-болтов (рис. 8, а), которые используют при обработке корпуса, а также при транспортировке редуктора в собранном виде (S 1 ≈ 1,5δ1; S2 ≈ d2=(1,5 ÷ 2,0)δ; dn=(1,5 ÷ 2,0)δ1; R’=2d2) (рис. 11).
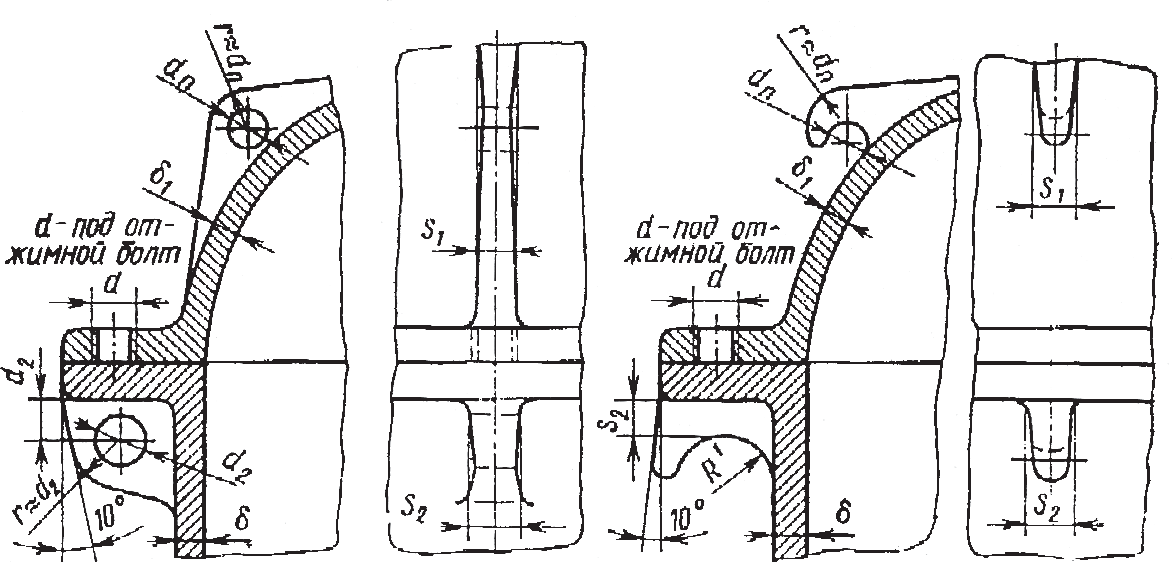
Рис. 11. Крюки и проушины для транспортировки редуктора и его деталей
Могут быть встроены места для подвода централизованной смазки или устройства периодической смазки.
1.4. Конструкция корпуса редуктора со свернутой схемой компоновки
Как уже упоминалось выше, многоступенчатые редукторы (3- и 4-ступенчатые) традиционной развернутой схемы компоновки занимают много места по длине. Зачастую для установки редуктора по высоте вала приводимой машины приходится проектировать специально плиту или раму.
Для экономии производственной площади проектируют редуктор со свернутой схемой компоновки. Этот редуктор состоит из передач и деталей, используемых в редукторе с традиционной развернутой схемой компоновки. Поэтому все расчетные параметры редуктора остаются без изменений. Меняется конструкция корпуса редуктора.
В данном примере (рис. 12) при сохранении значений межосевых расстояний в корпусе изменяется зигзагом расположение валов по высоте и по горизонтали.
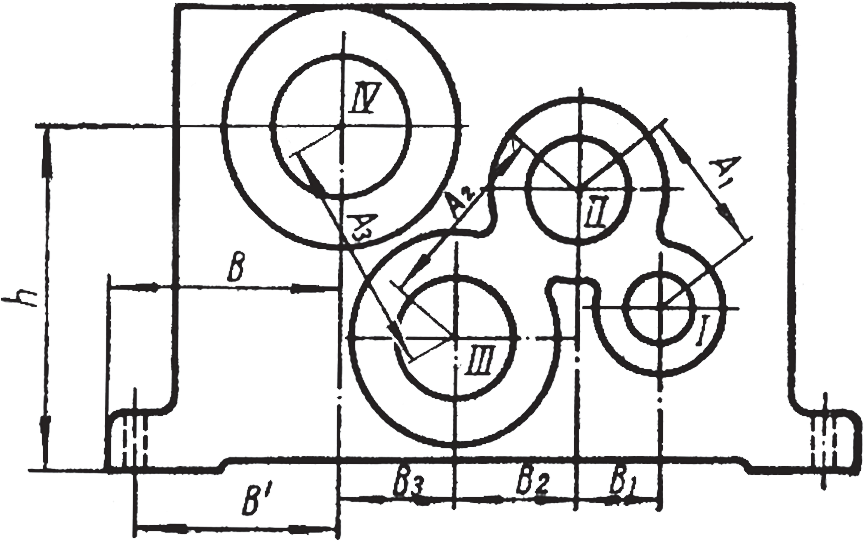
Рис. 12. Корпус для свернутой компоновки 3-ступенчатого редуктора
Быстроходный вал I первой ступени остается на высоте вала электродвигателя; тихоходный вал II первой ступени смещен вверх так, что его межосевое расстояние по горизонтали заняло размер В1 ≈ (0,5 ÷ 0,6)А1; промежуточный вал III на сколько допустимо опущен вниз и занял от вала II по горизонтали размер В2 ≈ (0,6 ÷ 0,7)А2; выходной вал IV занял верхнее положение и занял от вала III по горизонтали расстояние В3 ≈ (0,4 ÷ 0,6)А3. Расстояния В’ и В соответствуют расстоянию в корпусе обычного редуктора. Расстояние h принимается по высоте вала машины, для которой редуктор будет служить приводом, и оно может быть увеличено изменением по высоте положения вала III.
Верхняя крышка проектируется аналогично, методом огибания радиусом из цента вала IV выступающей из корпуса редуктора части венца колеса. Для конструирования корпуса редуктора может быть применена методика, изложенная для обычного корпуса редуктора, с использованием предложенных эмпирических зависимостей для определения элементов литого корпуса.
При проектировании такого корпуса следует учитывать, что размер расточек под боковые крышки зависит от варианта сборки вала с корпусом и с деталями, которые размещаются на нем (рис. 13).
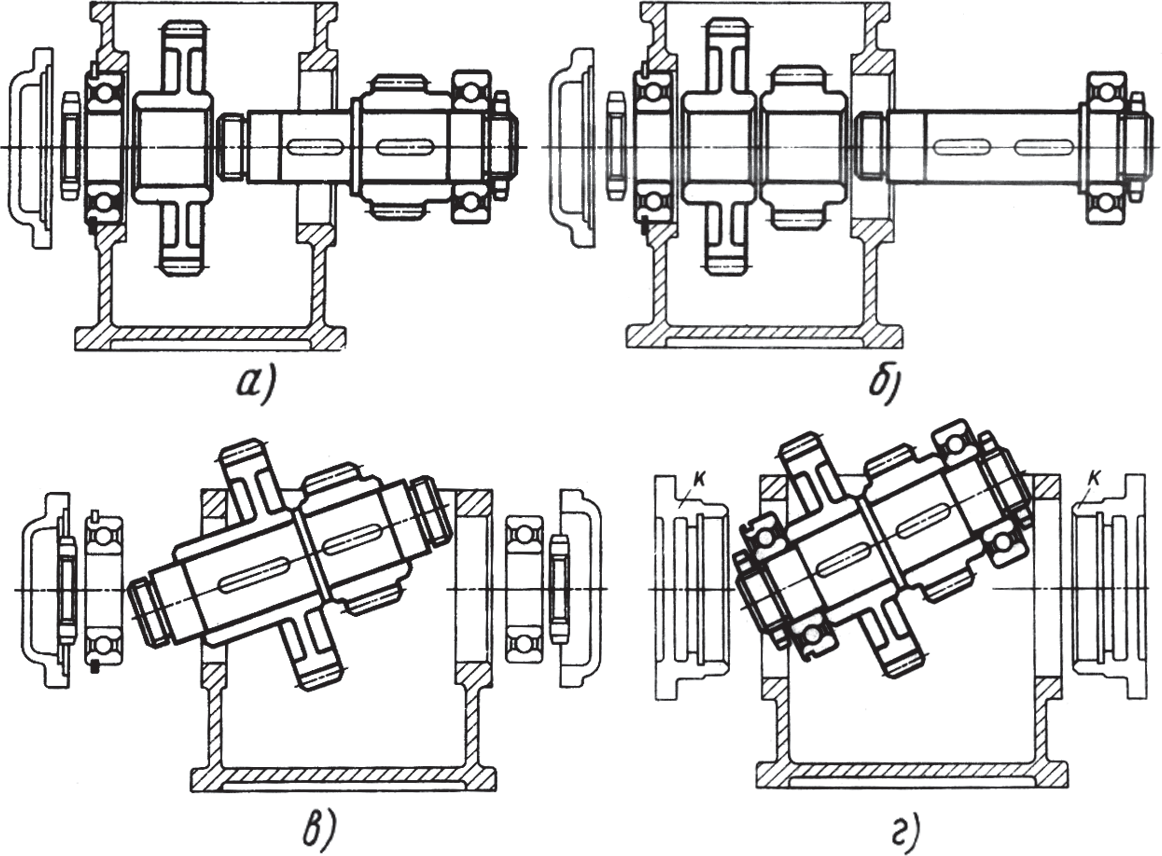
Рис. 13. Влияние на конструкцию корпуса варианта сборки валов
Например, если шестерня не превышает диаметра подшипника, то производят сборку вала с шестерней подшипником и закрепляют их гайкой. Затем зубчатое колесо вводят через верхнее отверстие корпуса (рис. 13, а) и продевают через него вал, напрессовывают подшипник, закрепляют конструкцию гайкой, после чего фиксируют собранный вал крышками. Если диаметр малого зубчатого колеса превышает диаметр посадочного отверстия подшипника, то оба колеса заводят в корпус сверху (рис. 13, б). Вал может быть ступенчатым.
Если вал устанавливается в корпус в собранном виде с зубчатыми колесами, то его заводят в наклонном положении через верхнее отверстие корпуса (рис. 13, в), разворачивают, после чего устанавливают подшипники и фиксируют блок крышками.
Если вал устанавливается в корпус в собранном виде с зубчатыми колесами и подшипниками (рис. 13, г), то при этом приходится увеличивать размер корпуса, расточек под боковые крышки оригинальной конструкции или применять стаканы под подшипники.
2. Конструкция сварного корпуса редуктора
В настоящее время просматривается тенденция изготовлять машины со сварными корпусами. Это объясняется тем, что машины со сварными базовыми деталями в целом стали значительно легче, компактнее, формы корпусных деталей стали более эстетичными. Вместе с тем, трудоемкость изготовления, сроки изготовления значительно сократились. Самое главное конструктор получил возможность создавать конструкции по конфигурации и размерам такие, какие соответствуют его замыслу, удовлетворяют интересы заказчика и не связаны с ограниченными возможностями литейного производства.
Принципиально построение конструкции корпуса редуктора для изготовления методом сварки совпадает с конструкцией, изготовляемой методом литья (рис. 14).
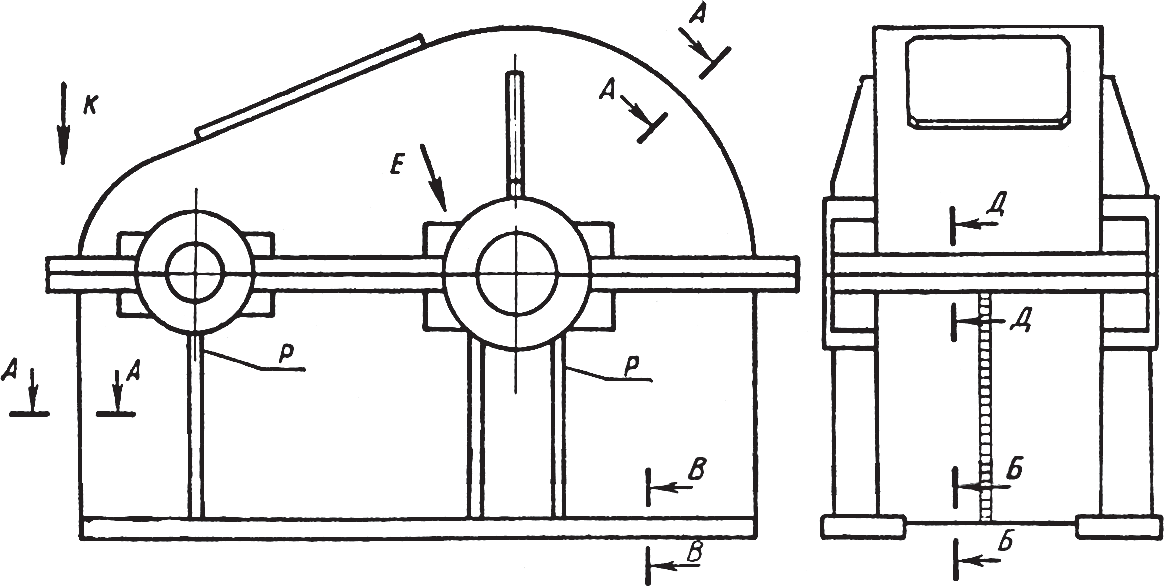
Рис. 14. Определение конструктивных элементов сварного корпуса редуктора
Если провести анализ элементов литого корпуса по прочностным характеристикам, то окажется, что размеры стенок, бобышек, фланцев и др. завышаются из-за литейной технологии. Следовательно, размеры аналогичных стальных деталей для сварного редуктора можно уточнить в сторону их уменьшения.
Рекомендуемая толщина стенки сварного редуктора из листовой стали марок Ст3 или Ст5 может составлять 5-8 мм, и для тяжелых редукторов – 12 мм.
Корпуса малогабаритных редукторов могут быть изготовлены сваркой из листового дуралюминия.
Для определения других размеров сварного корпуса и крышки можно пользоваться эмпирическими соотношениями, приведенными выше для чугунных корпусов и крышек.
Корпус и крышку редуктора сваривают из элементов, изготовленных из проката. После сварки производят механическую обработку плоскостей и отверстий деталей.
На рис. 15 показаны возможные варианты конструктивного решения сварного корпуса редуктора.
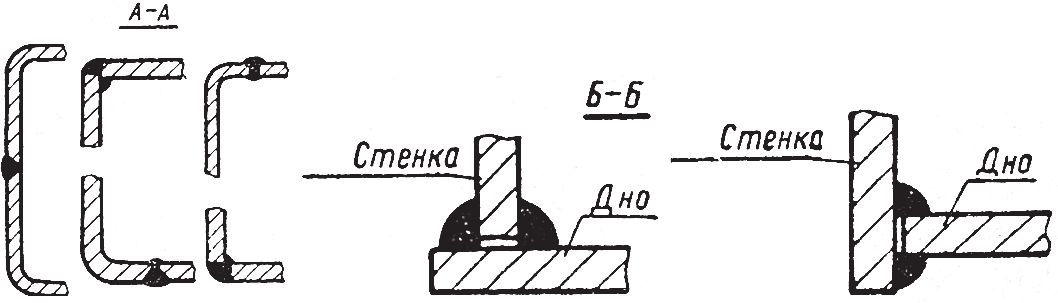
Рис. 15. Варианты сопряжения конструктивных элементов стенок и дна
В сечении по А–А показаны варианты сопряжения между собой вертикальных стенок корпуса. Вертикальные стенки могут быть получены гибкой листов проката в размер боковых стенок и сваркой встык по центру торцевой стенки, сваркой листов проката угловыми швами или гибкой листов проката в размер торцевой стенки и сваркой встык с боковыми стенками.
В сечении по Б–Б даны два варианта соединения вертикальных стенок с дном.
В сечении по В–В – два варианта соединения стенок с опорными платиками.
Вариант В–В (рис. 16) слева показывает, что вертикальные стенки корпуса приварены к листу, который образовал дно корпуса и нижний фланец для крепления редуктора к плите или раме. Платики предназначены для создания плоскости механообработкой для крепления редуктора. Вариант В–В справа показывает, что стенки использованы как база для приварки дна редуктора и платика (лапы) для крепления редуктора.
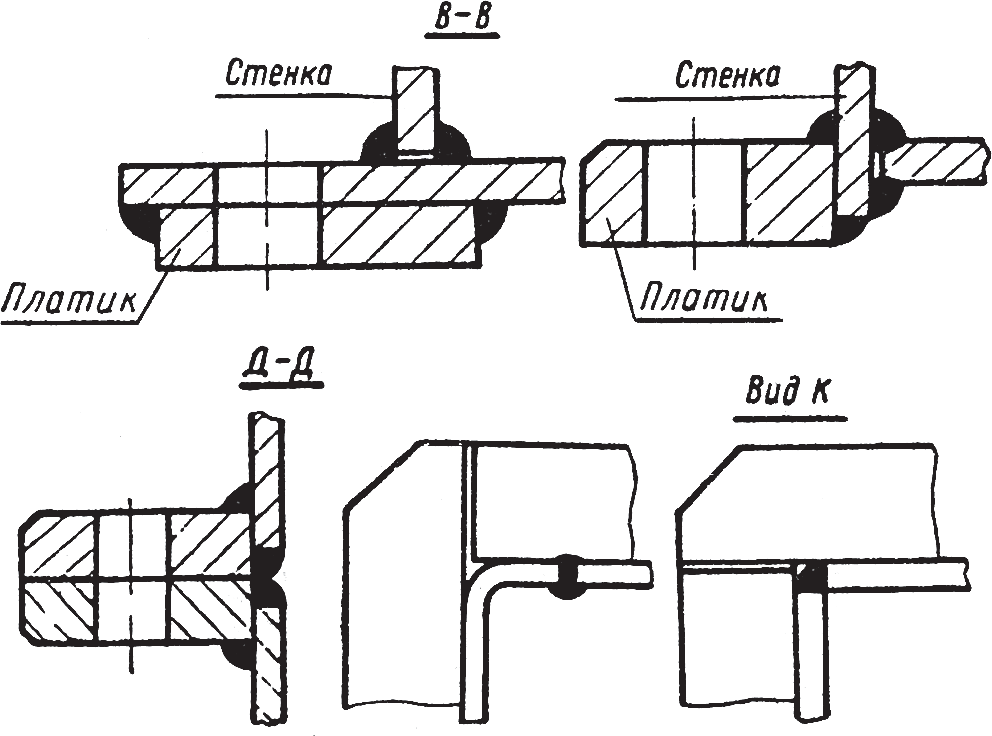
Рис. 16. Варианты сопряжения конструктивных элементов стенок, разъема фланцев и основания
В сечении по Д–Д представлен вариант соединения стенок с полками, которые образуют фланцы у крышки и у корпуса, для крепления крышки к корпусу. Вид К показывает варианты крепления полок к стенкам корпуса или крышки.
В узле Е (рис. 17) показано, что в стенке предварительно вырезают выемку, в которую затем вставляют предварительно обработанную на станке половину бобышки, которая имеет центрирующий поясок (вид Н–Н), вставляемый в выемку в стенке для двусторонней сварки, а также показано соединение бобышки с полками.
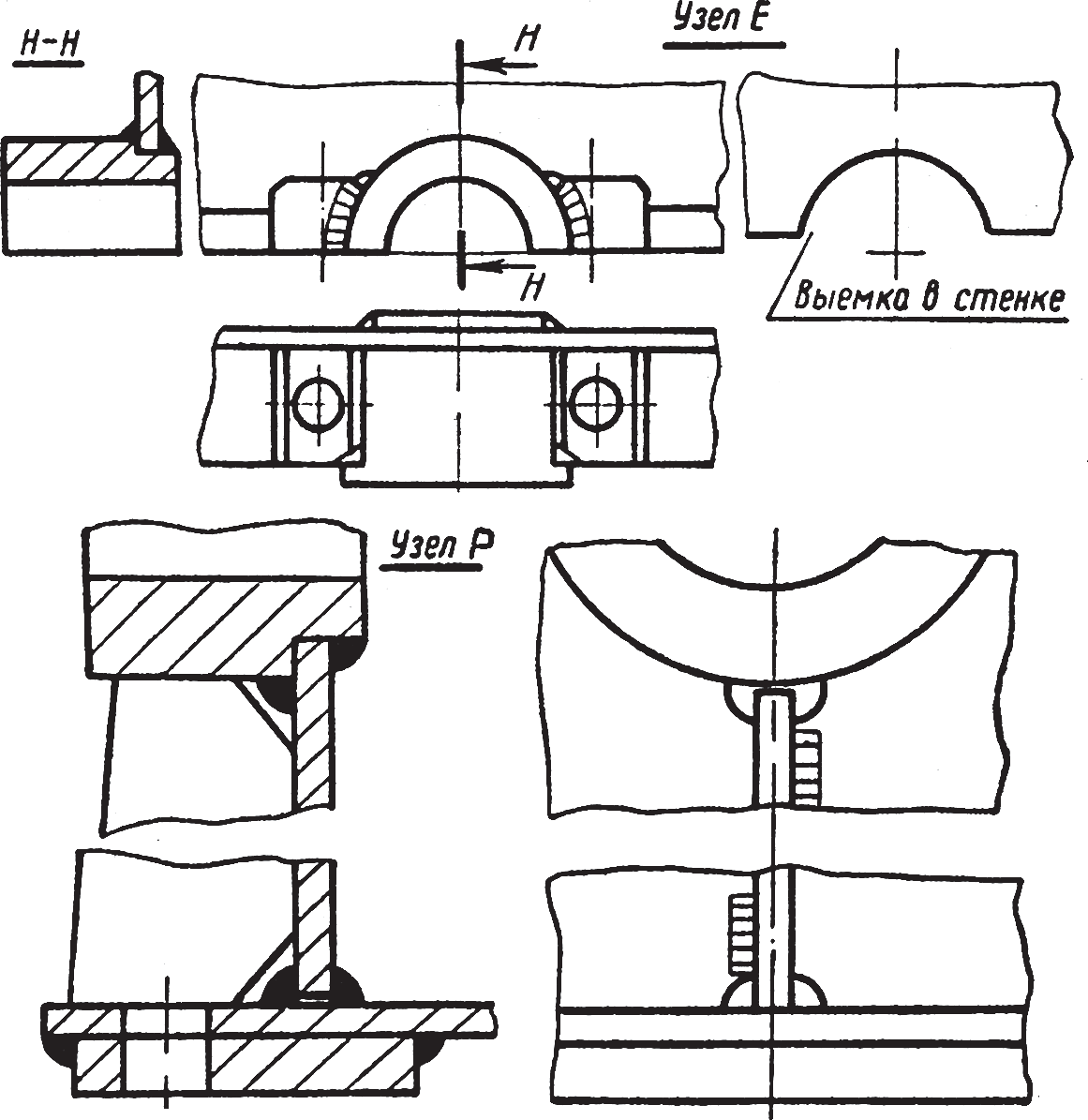
Рис. 17. Конструктивные элементы для сопряжения стенок, фланца и бобышки
В узле Р (рис. 17) показано, каким образом объединяются сваркой детали: бобышка, вертикальная стенка, основание с платиком и ребро жесткости, с помощью которого сварка соединяет перечисленные детали.
3. Базовые детали
Базовые детали, к которым относятся станины станков и детали других машин (плиты, рамы, колонны, стойки, поперечины и т. д.), предназначены для компоновки (размещения и присоединения) сборочных единиц (комплектов) и отдельных деталей, которые при выполнении взаимных координированных вращательных движений и поступательных перемещений выполняет определенную работу.
Конструкции базовых деталей характеризуются наличием различных присоединительных (привалочных) поверхностей. Часть из них предназначена для присоединения неподвижных сборочных единиц, а другая – для размещения подвижных сборочных единиц. Поверхности, образующие основание с крепежными отверстиями, предназначены для установки базовой детали на фундамент или пол и для крепления самой базовой детали к фундаменту. Могут быть также поверхности для размещения других взаимодействующих сборочных единиц и деталей.
Для выверки привалочных поверхностей базовой детали в горизонтальной плоскости используют опоры клиновые регулируемые, которые устанавливают на фундамент под нижнюю плоскость базовой детали.
В процессе эксплуатации базовые детали испытывают постоянные и переменные нагрузки от сил тяжести, от сил взаимодействия сборочных единиц при выполнении рабочих движений при поступательном перемещении и создаваемых ими моментов при вращательных движениях.
3.1. Конструкция литой базовой детали из чугуна
Конструкцию базовой детали рассмотрим на примере металлорежущих станков, потому что многие конструктивные элементы, применяемые в станках, находят применение также в конструкциях различных технологических машин.
На базовой детали (станине) металлорежущего станка предусмотрены поверхности, на которых устанавливаются и крепятся сборочные единицы различного назначения. Наиболее ответственными являются расположенные на базовой детали (станине) направляющие поверхности, назначение которых заключается в обеспечении кругового или прямолинейного перемещения сборочных единиц станка (столов, кареток, бабок и др.).
В процессе эксплуатации металлорежущего станка направляющие его станины и сама станина испытывают переменные нагрузки от сил тяжести перемещающихся сборочных единиц, обрабатываемой заготовки, силы резания и создаваемых ими моментов.
Литые базовые детали изготовляют из серого и модифицированного чугуна. В большинстве случаев применяют серый чугун марок СЧ15 и СЧ21 и реже – модифицированные чугуны марок СЧ32 и СЧ35.
Литые станины для станков изготовляют коробчатой формы, внутри которой для жесткости располагаются перегородки и ребра для придания жесткости. При необходимости перегородки образуют ниши, которые используют как емкость для рабочей жидкости (масло или охлаждающая жидкость) или как шкаф для размещения электроаппаратуры управления и питания станка и др.
В конструкциях базовых деталей, как правило, предусматривают окна и проемы по технологическим соображениям или предусматривают сквозные окна для возможности захвата стропами при транспортировке краном, которые не всегда целесообразно делать. Исследования показали, что окно, выполненное в одной стенке, снижает жесткость конструкции на кручение в несколько раз, а несколько вырезов в разных стенках снижают жесткость еще больше.
При создании конструкции базовой детали руководствуются опытом эксплуатации аналогичных конструкций и используют эмпирические зависимости, в основе которых лежит опыт по определению толщины стенки базовой детали. Предварительно толщину стенки определяют по зависимости:
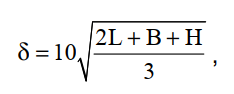
где L, B, H – габаритные размеры станины, и L имеет наибольший размер.
Таблица 1. Рекомендуемые толщины стенок станин (к рис. 18)
| L | Н | B | Стенки вертикальные | Направляющие и горизонтальные стенки | |||||||||||
| наружные | внутренние | ||||||||||||||
| а | R | S | S1 | А | a1 | S2 | A1 | A2 | a2 | H1 | а3 | R1 | |||
| 600-1000 | 300 | 400 | 10 | ||||||||||||
- для стенок станин наименьшего размера с=6; h=50; с1=40; h1=35;
- для остальных станин с=8; h=70; с1=6; h1=50;
- для первых трех размеров с2=8; h2=70;
- для остальных с2=10; h2 . 30.
После проработки конструкции базовой детали с учетом присоединяемых сборочных единиц и нагрузок уточняют толщину стенки, исходя из технологических требований и по соображениям необходимой жесткости. Рекомендуемые толщины стенок по литейным условиям приведены в табл. 1, на примере конструкции станины, приведенной на рис. 18.
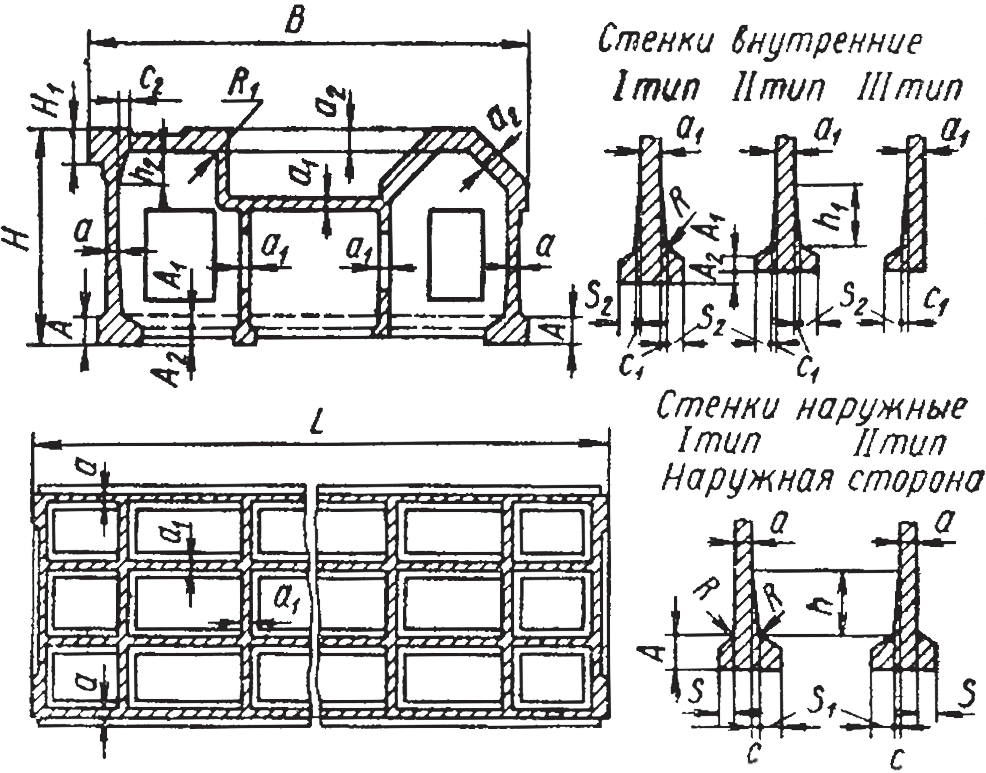
Рис. 18. Пример конструкции станины с условными размерами
Следует учитывать, что конструкция литой базовой детали в большой степени определяется ее назначением и технологическими возможностями предприятия-изготовителя.
3.2. Конструкция сварной базовой детали
В современных машинах в качестве базовых несущих конструкций нашли широкое распространение сварные базовые детали коробчатой формы, которые менее трудоемкие в производстве и значительно легче литых. Они, исключая станины станков и др., не имеют поверхностей, которые изнашиваются в процессе эксплуатации, и поэтому их долговечность определяется сроком морального старения всей машины.
Сварные конструкции изготовляют из листовой стали марок Ст.3, Ст.4 или Ст.5 толщиной 8 ÷ 12 мм.
Основные требования, предъявляемые к сварным базовым деталям, определяются их назначением и условиями работы. Сварные рамы, как базовые детали, обеспечивают базирование и неизменное взаимное расположение устанавливаемых на них механизмов и других сборочных единиц, которое не должно изменяться в процессе работы машины, в том числе при ее транспортировке. Поэтому сварная базовая деталь должна обеспечивать достаточную точность расположения присоединительных поверхностей и иметь необходимую прочность и жесткость.
Нагрузки, возникающие при работе машины и имеющие вибрационный, а иногда и ударный характер, а также масса установленных сборочных единиц должны восприниматься сварной рамой при выполнении технологической работы. Поэтому размеры и масса машины в целом во многом определяются размерами и массой рамы, которая составляет до 70% от массы всей машины. В связи с этим при конструировании сварной базовой детали необходимо учитывать это обстоятельство и компоновать ее так, чтобы обеспечить минимально возможные габариты и массу.
Конструкции сварной рамы в большой степени определяются ее назначением и технологическими возможностями предприятия-изготовителя.
Рамы, применяемые в качестве базовых деталей в современных машинах, разделяются на сварно-литые, сварно-штампованные и сварные.
Сварные базовые детали используют значительно больше, так как их изготовление не требует сложных и дорогих моделей и штампов. В некоторых случаях, когда базовая деталь имеет большие размеры, а отдельные ее элементы – сложную форму, она может быть изготовлена сварно-литой конструкции. В этом случае сложные части рамы (например, направляющие, корпус редуктора) выполняют литыми и соединяют со сварной конструкцией.
Сварная базовая деталь обычно имеет коробчатую форму с жестким каркасом. Верхняя поверхность базовой детали выполняют из стального листового проката толщиной 6 ÷ 8 мм в виде плоской фигуры близкой к квадрату или прямоугольнику, которая приварена к каркасу. Боковые прямоугольные поверхности выполнены из стального листового проката толщиной 5 ÷ 8 мм, одна или две из которых могут быть съемными при ремонте. На верхней и боковых поверхностях базовой детали приваривают обрабатываемые в дальнейшем опорные платики в соответствии со схемой размещения сборочных единиц. Основание базовой детали выполняют в виде рамы из швеллеров, уголков или металлических пластин с отверстиями под фундаментные болты для крепления машины к фундаменту.
Конструкция сварной базовой детали влияет на выбор материалов для сварных рам, способа ее изготовления и на ее массу. Для сварных рам главным образом используется сталь, а при ограничении массы – алюминиевые сплавы. Применяемые материалы должны обладать хорошей свариваемостью.
В качестве несущих элементов конструкций рам могут использоваться как готовые балки (швеллеры, трубы, гнутые профили и т. д.), соединяемые между собой сваркой и образующие стержневую систему определенной формы, так и балки, изготовленные сваркой из проката более простых форм (уголки, гнутые профили, трубы, лист). Такие балки в сечении обычно имеют конструкцию коробчатой формы.
При конструировании сварной базовой детали прежде всего необходимо определить компоновку устанавливаемых на ней сборочных единиц и деталей и этим определить ее конфигурацию. Для этого уточняют взаимное расположение устанавливаемых на ней сборочных единиц в плане и по высоте; их габариты и присоединительные размеры; форму присоединительных элементов; материал, из которого предполагается изготовить раму; метод изготовления и конструкцию несущих балок.
Устанавливают положение главных балок в плане. Форма рамы в плане определяется расположением на ней сборочных единиц. В некоторых случаях, если все сборочные единицы расположены в одну линию, в раме можно использовать только одну главную несущую балку с прямой геометрической осью. Если же расположение агрегатов имеет ступенчатую форму, то можно применить балку также ступенчатой формы.
Чаще же рамы делают двухбалочными, балки в них соединяют диафрагмами или в виде замкнутого контура. Такие рамы имеют несколько большую массу, но имеют сравнительно большую жесткость и устойчивость.
Конструируют поперечные скрепления продольных балок. Поперечные скрепления могут быть как в виде диафрагм, т. е. вертикальных и горизонтальных листов, связывающих балки, так и в виде балок такой же конструкции, что и главные. Для придания рамам большей жесткости поперечные скрепления обычно располагают под сборочными единицами.
Размеры (рис. 19, а) и форма (рис. 19, б) сечения балок, изготовленных из листа, в зависимости от требуемой высоты, должны иметь следующие геометрические соотношения:
δс ≥2–0,02Н; δп ≥δс Н(В+δс ); е=(1,2 ÷ 2)δп ; В=(0,3 ÷ 0,4)Н;
hp ≥0,3Нс ; Δ=(1 ÷ 2)δр ; δр =(0,8 ÷ 1,0)δс ; Δ=(2 ÷ 3)δр.
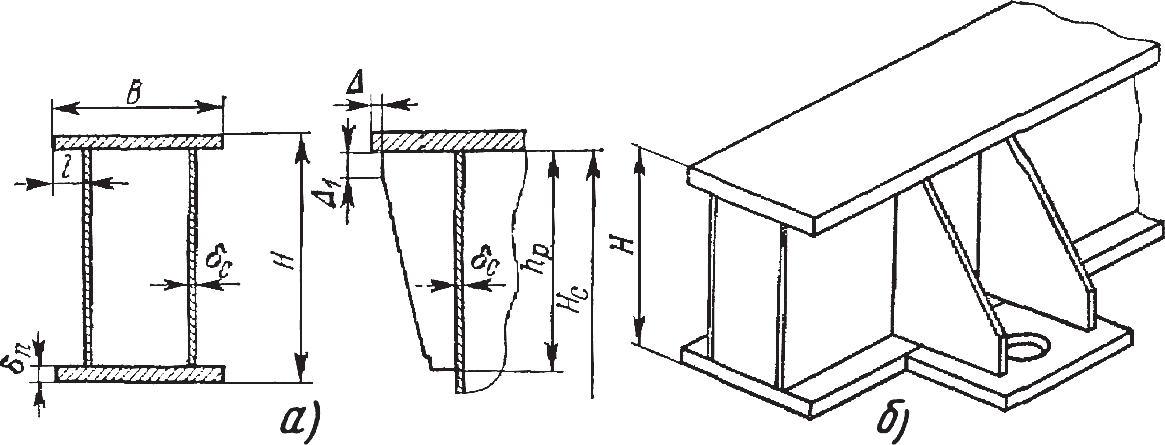
Рис. 19. Размеры и форма сечения балок
Высоту балки определяют в зависимости от наибольшей длины рамы La по следующей зависимости: Н=(0,09 ÷ 0,11)Lа .
Такие металлоконструкции несколько тяжелее швеллеров, особенно при больших сечениях балок, но они обладают большей жесткостью, и в них, с точки зрения распределения напряжений, лучше используется металл.
Применяются также рамы, изготовленные сваркой из прокатных уголков и гнутых профилей. Для избегания потери устойчивости, если высота Нс плоских стенок балок превышает (50 ÷ 70)δ, где δ – толщина стенки, а также, если горизонтальные листы выступают над вертикальными, вводят ребра жесткости.
Расстояние между соседними ребрами принимают равным lp=(40 . 20)δ.
Отдельные балки, стойки и подставки, составляющие раму, соединяются между собой, образуя жесткую неизменную конструкцию. К этим соединениям предъявляется ряд требований: равнопрочность с основными балками, достаточная жесткость, подготовка и сборка деталей соединений с наименьшим количеством сборочных операций.
При размещении сборочных единиц (компоновке) на раме необходимо соблюдать следующие условия: конструкции сварных соединений должны предусматривать возможность доступа для выполнения швов и их контроля; сварные швы по возможности надо делать стыковыми, и, как исключение, внахлестку; все опорные поверхности рамы, на которые устанавливаются механизмы и несущие детали, и которыми рама опирается на фундамент или основание, должны возвышаться над плоскостью рамы и иметь доступ для их механической обработки после окончания сварочных операций; ко всем крепежным деталям (болтам, винтам, шпилькам и гайкам) необходим свободный доступ для гаечного ключа.
Расположение находящихся рядом присоединяемых сборочных единиц должно быть таким, чтобы дать возможность повороту гаечного ключа на угол не мене. 30° для перехвата граней; опорные поверхности рамы, расположенные под головками болтов и винтов, а также под гайками, должны иметь механическую обработку. Под болты и гайки, опирающиеся на наклонные поверхности полок швеллеров, должны устанавливаться косые шайбы.
Основным условием для размещения балок по высоте является доступ к болтам (винтам и шпилькам) крепления сборочных единиц к раме. Это условие необходимо учитывать, так как при его выполнении имеется возможность монтажа и демонтажа сборочных единиц без съема рамы с фундамента. Если габариты всей установки не ограничены по высоте, то верхнюю плоскость балки располагают ниже самой нижней платы н. 10 . 20 мм (зазор, необходимый для доступа к крепежным болтам или гайкам).
Если габариты конструкции по высоте ограничены, то самую нижнюю плату устанавливают непосредственно на верхнюю плоскость балки. При этом необходимо соблюдать условия, чтобы отверстия для крепежных болтов не попадали на нижележащие балки, их стенки и ребра. Вместе с тем, отверстия для крепежных болтов должны отстоять от них на расстоянии, необходимом для подвода гаечного ключа. Для доступа к деталям крепления нужно также предусмотреть специальные окна (сверху или сбоку) достаточных размеров для прохода руки или инструмента.
Подставки конструируются под платы, возвышающиеся над главными балками. Для облегчения конструкции рамы подставки делаются сварными из листа, гнутых профилей или листовой штамповки, но иногда для этого используются и швеллеры. В этом случае рама получается более тяжелой, но менее трудоемкой в изготовлении.
Для усиления плоских стенок балок и подставок, а также полок и плат, во избежание потери их устойчивости, устанавливаются ребра жесткости.
Опорные платы должны размещаться под присоединительными элементами сборочных единиц. Так как они после сварки рамы подлежат механической обработке, которая необходима для обеспечения платам присоединительных размеров по высоте и исправления остаточных деформаций, вызванных местным нагревом, то места для обработки нужно располагать так, чтобы они были доступны для режущего инструмента.
Толщину плат принимают равной (0,6 ÷ 1,0)δа , где δа – толщина присоединительного элемента сборочной единицы (привалочного фланца). Длина и ширина плат должна быть на 15-20 мм больше размеров опорных элементов сборочных единиц для возможности их относительного перемещения при монтаже. Отверстия в платах рамы делаются равными соответствующим отверстиям в привалочных фланцах сборочных единиц.
Для удобства монтажа сборочных единиц на опорных платах иногда размещают накладки с пазами для закладных болтов (со станочными пазами), что облегчает монтаж и регулировку сборочных единиц (рис. 20 . 21).
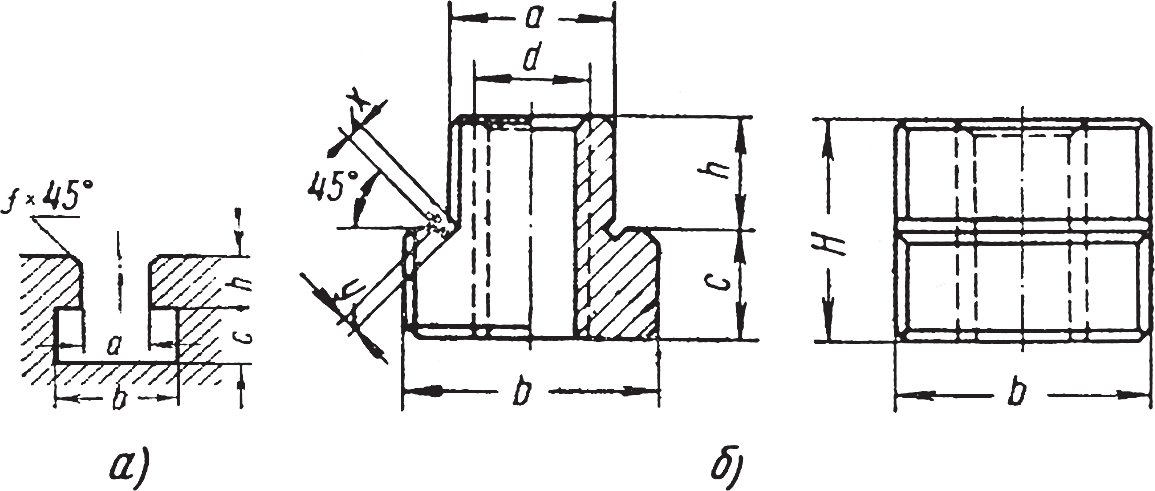
Рис. 20. Пазы станочные (а) и сухари к пазам станочным (б)
Для возможности крепления рамы к фундаменту или к другой раме в ее нижнем основании делаются отверстия для крепежных или фундаментных болтов.
Устанавливают крепежные болты с шагом, зависящим от размеров рамы, в пределах о. 00 до 1000 мм. Крайние болты должны отстоять от конца рамы на 200-300 мм. Диаметр болтов принимают на 1,2 ÷ 1,25 больше наибольшего диаметра болта крепления сборочных единиц, устанавливаемых на раме. Отверстия для крепежных или фундаментных болтов могут делаться или в элементах балок, например в полках швеллеров, если балки изготовлены из них, или в специальных приваренных к балкам пластинах, усиленных ребрами. Для избегания дополнительных изгибающих моментов, действующих на фундаментные болты из-за эксцентричности приложенной нагрузки, все опорные поверхности головок болтов и гаек должны механически обрабатываться. Под головки болтов или гайки, опирающиеся на полки швеллеров или двутавров, имеющих уклоны, должны устанавливаться косые шайбы.
Рис. 21. Болты к пазам станочным
Для подъема рамы краном необходимо предусмотреть в ней специальные отверстия или скобы, предназначенные для захвата ее стропами. Устройства для подъема должны размещаться в доступных местах таким образом, чтобы исключить перевертывание рамы при подъеме и по возможности уменьшить ее деформацию от собственной массы.
3.3. Конструкция направляющих скольжения
Несмотря на большое различие условий работы разнообразных типов станков и машин, основные конструктивные формы направляющих малочисленны. Направляющие станины станков разделяют на направляющие качения и скольжения.
Направляющие скольжения получили большое распространение (рис. 22).
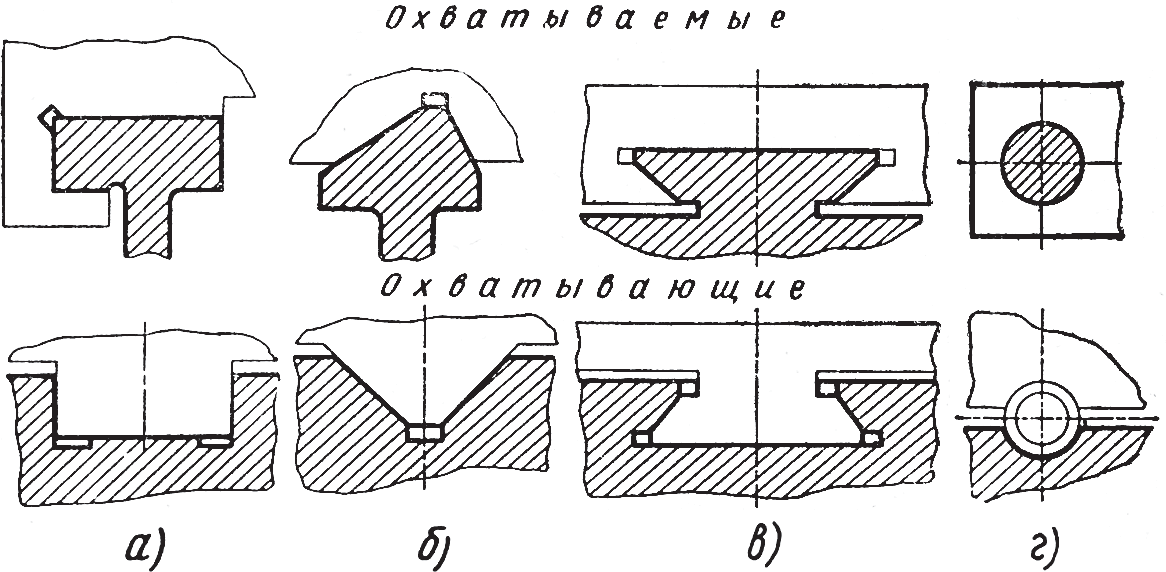
Рис. 22. Форма направляющих станин
Литые базовые детали для станков изготовляют вместе с направляющими скольжения и с накладными (присоединяемыми) направляющими из чугуна или стальные с термообработкой.
Сварные конструкции базовых деталей применяют с накладными направляющими из чугуна марок СЧ21 или СЧ32, из стали с термическим упрочнением, синтетического гранита и др.
По конфигурации чаще всего применяются прямоугольные, плоские (рис. 22, а), призматические, треугольные (рис. 22, б), трапециевидные с профилем типа «ласточкина хвоста» (рис. 22, в) и цилиндрические (рис. 22, г) направляющие скольжения.
Каждую из этих форм можно применять в виде охватывающих и охватываемых направляющих (рис. 22). Кроме того, часто используют сочетание направляющих различной формы, когда одна из направляющих выполнена прямоугольной, а другая треугольной или в виде половины трапециевидной формы.
Прямоугольные направляющие отличаются технологичностью изготовления и простотой контроля геометрической точности. В последнее время в металлорежущих станках они находят все большее распространение, так как отличаются простотой и надежностью регулировки зазоров. В охватываемом варианте исполнения эти направляющие, как и все другие формы, плохо удерживают смазку, а в охватывающем варианте хорошо удерживают смазку, но нуждаются в надежной защите от загрязнений.
Треугольные направляющие обладают свойством автоматического выбора зазоров под действием собственного веса узла. Угловое расположение рабочих граней направляющих усложняет их изготовление и контроль.
Трапециевидные направляющие отличаются компактностью конструкции, но сложны в изготовлении и контроле. Устройства для регулирования зазора относительно просты, но не обеспечивают высокой точности сопряжений.
Цилиндрические направляющие в охватываемом варианте не обеспечивают большой жесткости из-за прогиба скалок (штанг), закрепленных на концах; их применяют преимущественно при малой длине хода. При охватывающем варианте у этих направляющих сложно изготовить полукруглые пазы.
Геометрическая точность направляющих в металлорежущих станках при обработке переносится на обрабатываемую поверхность детали. Поэтому непосредственный контакт сопряженных поверхностей в направляющих скольжения определяет требования к выбору их материалов для обеспечения износостойкости направляющих. Неудачный подбор материалов приводит к повышенному износу, который по причине неравномерного своего характера влияет на точность обработки и на геометрическую точность обрабатываемых поверхностей деталей.
Материал для направляющих оказывает решающее влияние на их износостойкость. Чугунные направляющие из серого чугуна, выполненные за одно целое с базовой деталью, наиболее просты и дешевы, но при интенсивной работе не обеспечивают необходимой долговечности. Износостойкость серого чугуна значительно повышается при термической обработке. Закалка одной из сопряженных поверхностей токами высокой частоты снижает износ направляющих более чем в 2 раза, а закалка обоих охватываемой и охватывающей направляющих (салазок и станины) уменьшает износ примерно в 4 раза по сравнению с незакаленными поверхностями. При закалке лишь одной из сопряженных поверхностей целесообразно термически обрабатывать неподвижную деталь (станину) с длинными направляющими, форма которых копируется при движении и неравномерный износ которых по длине связан с потерей точности обработки. Легирующие присадки к чугунным направляющим дают повышение износостойкости только при последующей их закалке до высокой твердости. Однако легирование всей базовой чугунной детали, если направляющие выполнены за одно целое с ней, экономически нецелесообразно, а при применении накладных направляющих целесообразно использовать стальные планки.
Износостойкость чугунных направляющих может быть сильно повышена при применении специальных покрытий. Хромирование направляющих слоем твердого хрома толщиной 25-50 мкм обеспечивает твердость д. 38-72 HRC и, соответственно, повышение долговечности. Слой хрома равномерно наносится на окончательно обработанную поверхность направляющих, обеспечивая постоянство толщины хромированного покрытия 2-3 мкм.
Для чугунных направляющих применяют также напыление слоя молибдена и некоторых сплавов с содержанием хрома, что повышает их износостойкость в 4-5 раз по сравнению со стальными закаленными направляющими.
Стальные направляющие выполняют в виде отдельных планок, которые затем крепят к базовой детали. К сварным стальным станинам направляющие приваривают, а к чугунным базовым деталям стальные планки прикрепляют винтами или приклеивают.
Для стальных накладных направляющих применяют:
- малоуглеродистые стали (сталь 20, 20Х, 20ХНМ) с последующей цементацией и закалкой до высокой твердости (60. 35 HRC);
- азотируемые стали с глубиной азотирования 0,5 мм и закалкой до очень высокой твердости свыш. 30-65 HRC;
- легированные высокоуглеродистые стали типа ХВГ с объемной закалкой и отпуском (58-62 HRC) применяют значительно реже.
Цветные сплавы типа бронз (БрОФ 10-1, БрАЖ 9-4) и цинковых сплавов (ЦАМ 10-5) обладают хорошими антизадирными свойствами, и иногда их применяют в тяжелых станках. Однако из-за высокой стоимости направляющих из цветных сплавов их применяют реже, чем закаленные стальные направляющие или направляющие жидкостного трения.
Пластмассы также обладают антизадирными свойствами, но их редко применяют как детали для направляющих станин изза малой жесткости, а также из-за низкой износостойкости при абразивном загрязнении.
Выбор конструкции направляющей скольжения осуществляют на основе одной из исходных форм на рис. 23 и в зависимости от высоты направляющей Н, в соответствии с рекомендациями, приведенными выше.
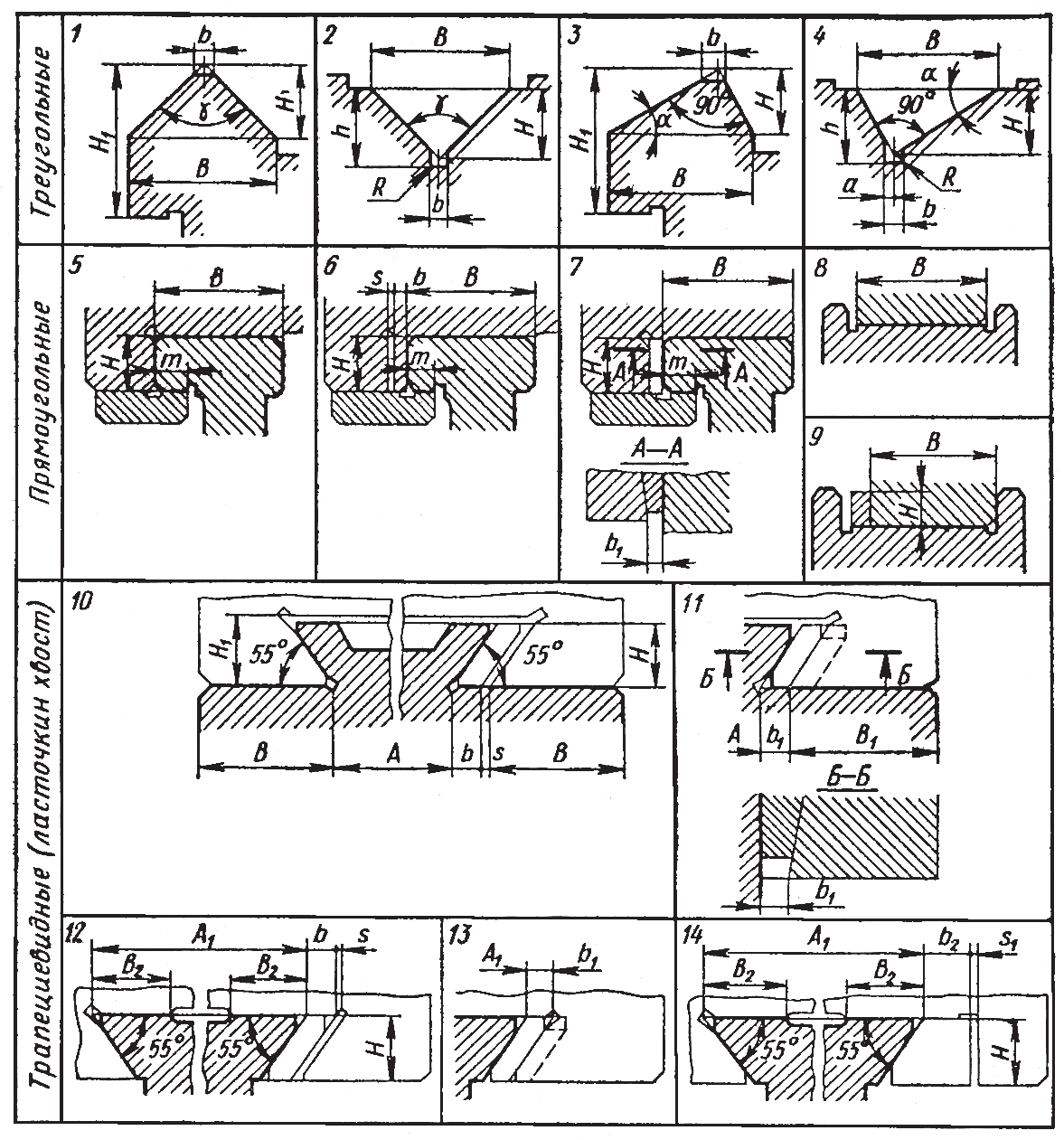
Рис. 23. Конструктивные параметры направляющих: 1, 2 – симметричные; 3, 4 – несимметричные; 5, 8 – без регулировки зазора; 6, 9, 10, 12, 14 – с регулировочной планкой; 7, 11, 13 – с клином
Длину подвижной детали (длину прилегания) обычно принимают в пределах 1,5-2 от ширины направляющих, а длина неподвижной направляющей во избежание провисания подвижной детали должна быть немного больше суммы длины подвижной детали и общей длины хода.
Для точного прилегания охватывающей и охватываемой взаимно перемещающихся деталей применяются компенсирующие устройства для регулирования зазора между соприкасающимися поверхностями.
Регулирование зазоров в направляющих скольжения осуществляют клиньями или планками, которые желательно располагать с ненагруженной стороны направляющих, так как они понижают суммарную жесткость несущей системы. Клинья обеспечивают более тонкую регулировку зазора, чем планки, но требуют точной обработки поверхностей, расположенных под заданным углом.
Для регулировки призматических и V-образных направляющих (рис. 24, а) требуются только компенсаторы-планки 1, которые прижимаются к одной из плоскостей направляющих, чаще всего нижней, с помощью винтов 2.
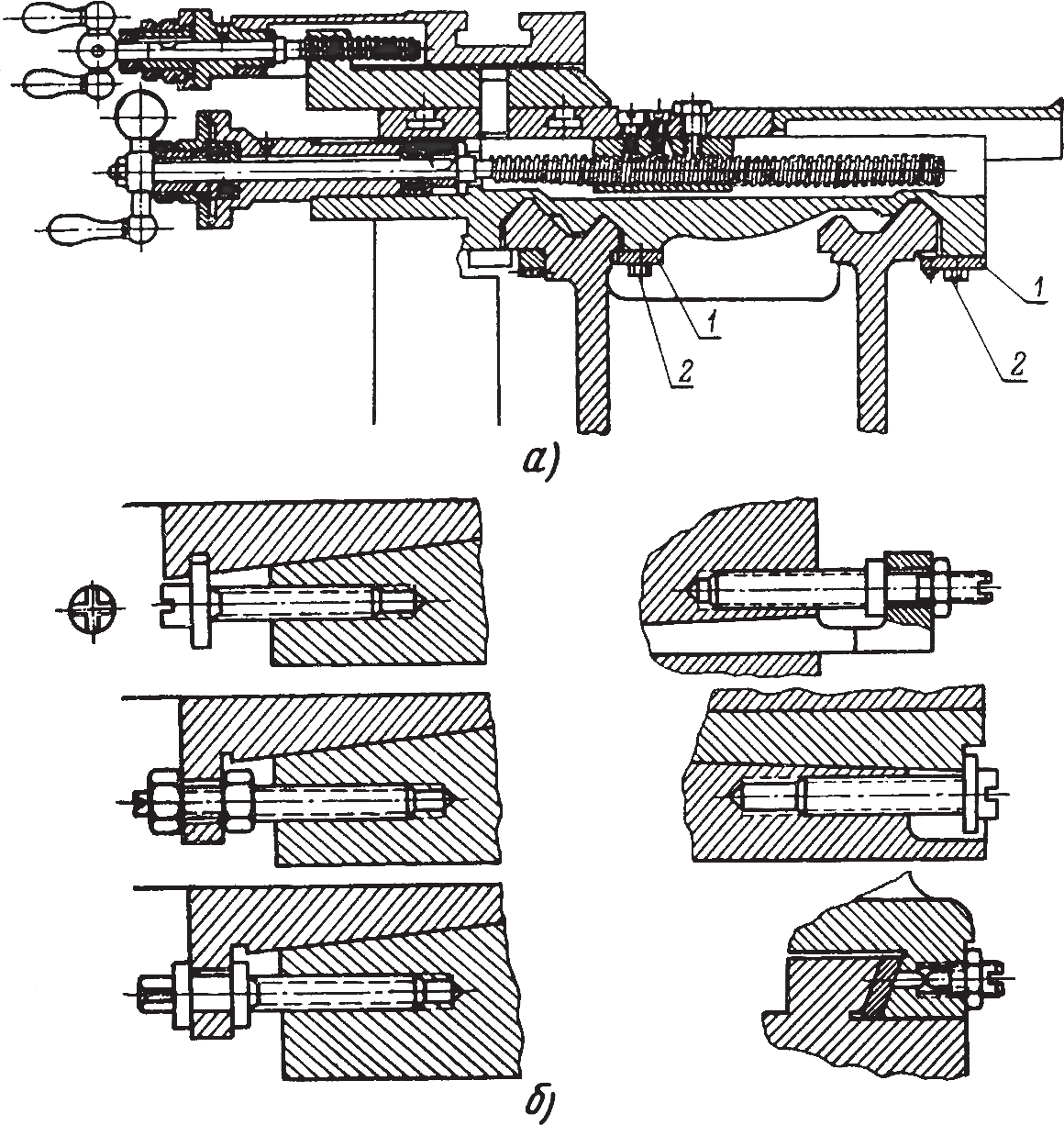
Рис. 24. Механизмы регулировки направляющих: а – призматических; б – плоских и в виде «ласточкина хвоста»
Регулировка зазоров в плоских направляющих и направляющих в виде «ласточкина хвоста» (рис. 24, б) осуществляется компенсатором в виде клина, который имеет возможность перемещаться вдоль направляющих посредством винтов и гаек. Клинья имеют уклон от 1:40 до 1:100. Чем длиннее клин, тем меньше его уклон. Компенсаторы ставят с ненагруженной стороны.
Накладные направляющие крепят к базовой детали по всей их длине. При механическом креплении винтами или креплении клеем целесообразно предусматривать надежную фиксацию к центрирующим выступам в поперечном направлении. Примеры конструктивного оформления накладных направляющих приведены на рис. 25, а-г.
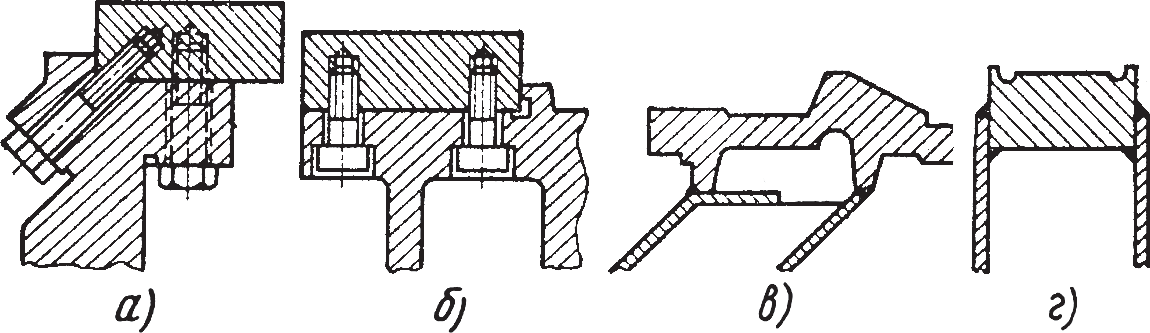
Рис. 25. Накладные направляющие: на литье (а, б); приваренные к сварной станине (в, г)
Во всех случаях не следует нарушать однородность поверхности рабочих граней направляющих. Крепежные винты следует располагать с определенным шагом во избежание искривления накладной планки и волнистости.
По требованию износостойкости ограничивают допустимые давления на рабочих гранях направляющих, а по требованию жесткости лимитируют допустимые контактные перемещения. Давления на рабочих поверхностях направляющих можно определить приближенным методом, справедливым для тех случаев, когда собственная жесткость сопряженных базовых деталей существенно больше контактной жесткости направляющих. Допускаем, что по длине направляющих давления изменяются по линейному закону, а по ширине направляющих в связи с ее малой (сравнительно с длиной) величиной давления считаются постоянными. Из практики эксплуатации металлорежущих станков рекомендуют максимальное давление при малых скоростях не более 2,5…3,0 Н/мм2, при больших скоростях – не более 1,0…1,2 Н/мм2. Для станков высокой точности и тяжелых средние давления не должны превышать 0,1…0,2 Н/мм2.
Для снижения коэффициента трения применяют жидкие и консистентные смазки, а также синтетические покрытия и пластмассовые накладки.
3.4. Конструкция направляющих качения
Направляющие качения применяют так же, как направляющие скольжения для поступательного перемещения сборочных единиц или рабочих органов с заданными параметрами, к которым можно отнести скорость перемещения, вес перемещаемого груза, точность траектории перемещения и др.
Направляющие качения бывают двух видов.
К первому виду относят направляющие качения, когда для перемещения сборочной единицы или рабочего органа используются колеса или ролики, вращающиеся на закрепленных осях. Их применяют при перемещении конвейерных столов, тележек тельферов, крановых тележек и др. (рис. 26, а).
Ко второму виду относят направляющие качения (рис. 26; б, в), когда для перемещения сборочной единицы или рабочего органа используются тела качения (шарики или ролики), которые размещают между поступательно перемещающимися, контактирующими через них, сопрягаемыми поверхностями. Такие направляющие применяют в металлорежущих станках, и они также находят применение в другом технологическом оборудовании. Особенность этих направляющих заключается в том, что по скорости тела качения в 2 раза отстают от скорости перемещения по ним подвижной поверхности. Поэтому при больших перемещениях используют подвижные направляющие с возвратной циркуляцией тел качения.
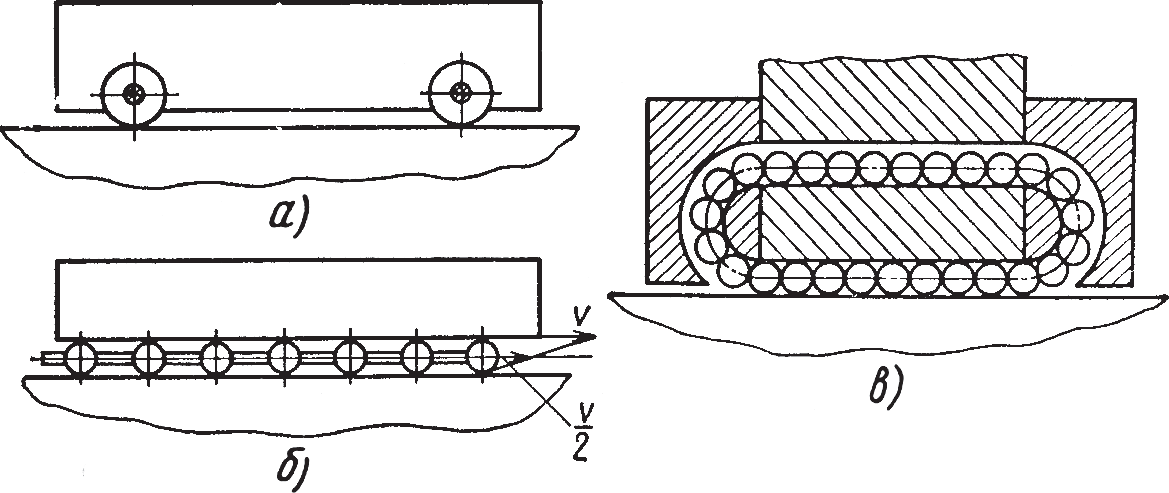
Рис. 26. Основные схемы направляющих качения: а – на колесах с закрепленными осями; б – с потоком тел качения; в – с циркуляцией тел вращения
Направляющие качения (рис. 26) имеют ряд преимуществ по сравнению с направляющими скольжения: более высокая точность перемещения и остановки подвижных узлов, отсутствие скачков при медленных перемещениях, малая величина силы, необходимая для перемещения узлов, отсутствие заеданий, легкость осуществления смазки. В направляющих качения, в зависимости от нагрузки, используются различные тела качения: при малых – шарики и иглы, при средних и больших – ролики. Конструкция направляющих качения дает возможность разместить большое число тел качения в зоне контакта и обеспечить необходимую жесткость и точность движения.
Материал для рабочих поверхностей направляющих качения должен обеспечивать высокую твердость и однородность рабочей поверхности.
Чугунные направляющие применяют сравнительно редко, лишь при небольших нагрузках, поскольку допустимые нагрузки на тела качения при чугунных направляющих в 10 раз меньше для роликов и . 0 раз меньше для шариков. Чугунные направляющие обладают более низкой износостойкостью, чем стальные направляющие, и их необходимо тщательно защищать от загрязнений.
Стальные закаленные направляющие (твердость не ниж. 30-62 HRC) чаще всего выполняют из подшипниковых сталей марок ШХ9, ШХ15 с объемной закалкой, реже используют высокоуглеродистые стали марок ХВГ и 9ХС. Малоуглеродистые стали марок 20Х и 18ХГТ применяют, когда необходима механическая их обработка после термической обработки. Глубина цементированного слоя по всей рабочей поверхности должна быть не менее 0,8-1,0 мм. Азотируемые стали марк. 8ХМЮА используют крайне редко, поскольку они дают малую толщину упрочненного слоя и, как следствие, меньшую нагрузочную способность.
Конструктивные формы направляющих качения аналогичны профилям, которые применяют для направляющих скольжения. Возможны другие варианты конструкций направляющих в результате различных комбинаций основных форм направляющих и тел качения (рис. 27), в зависимости от воспринимаемых нагрузок по направлению и величине.
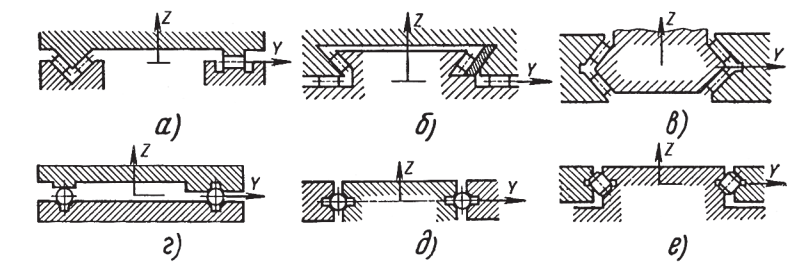
Рис. 27. Примеры конструктивных форм направляющих качения
Число тел качения в одном ряду на направляющей не должно быть меньше 12-16, так как с их уменьшением усиливается копирование исходных погрешностей по длине направляющих и снижается точность движения. С другой стороны, для загрузки всех или почти всех тел качения внешней силой необходимо соблюдать условия:
где q – погонная нагрузка на единицу длины ролика, Н/см; Р – нагрузка на один шарик, Н; d – диаметр шарика, см.
Увеличение числа тел качения свыше, чем допускает условие, приводит к тому, что все большее число тел качения оказывается ненагруженными полностью или частично.
Диаметр тел качения выбирают из тех соображений, что с уменьшением диаметра возрастают силы трения, а с увеличением диаметра увеличиваются габариты направляющих. Жесткость шариковых направляющих возрастает с увеличением диаметра шариков, а жесткость роликовых направляющих почти не связана с диаметром роликов. Для роликовых направляющих в станках используют короткие ролики диаметром 5- 12 мм и длинные ролики диаметром 5-20 мм.
Предварительный натяг в направляющих качения устраняет вредное влияние зазоров и обеспечивает повышение жесткости направляющих в 2-3 раза.
Предварительный натяг для горизонтальных рядов роликов может создаваться постоянно действующей внешней нагрузкой от перемещаемой массы сборочной единицы или рабочего органа станка (рис. 28, а). Недостаток такого способа предварительного натяга – невозможность выбора оптимальной величины натяга и его регулирования.
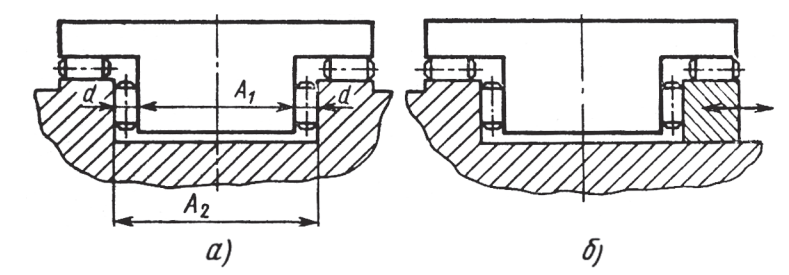
Рис. 28. Способы создания натяга в направляющих качения
Другой способ создания предварительного натяга использует замыкание размерной цепи А2=А1+2d–δ при сборке направляющих, как это осуществлено (рис. 28, а) для вертикально расположенных рядов роликов. Недостаток подобного способа заключается в том, что надо выдерживать размеры А1 и А2 с большей точностью, так как максимальные величины натяга для шариковых направляющих не должны превышать 7-10 мкм, а для роликовых направляющих – 10-15 мкм. Рекомендуемые величины натяга обычно составляют 5-6 мкм.
Универсальным способом создания натяга является применение регулирующих устройств (рис. 28, б) или пружин, но при этом желательно, чтобы во избежание снижения жесткости эти устройства не совпадали с действием основной нагрузки.
Направляющие с циркуляцией тел качения применяют, если длина хода или перемещения больше длины перемещаемого подвижного узла. Эти направляющие выполняют без сепаратора со сплошным потоком шариков или роликов (рис. 29), причем часть тел качения прокатывается между рабочими поверхностями направляющих, воспринимая нагрузку, а другая их часть в это время свободно перемещается по каналу возврата. В некоторых конструкциях рабочие шарики и ролики чередуют с такими же шариками и роликами, но немного меньшего диаметра, которые выполняют функции сепаратора.
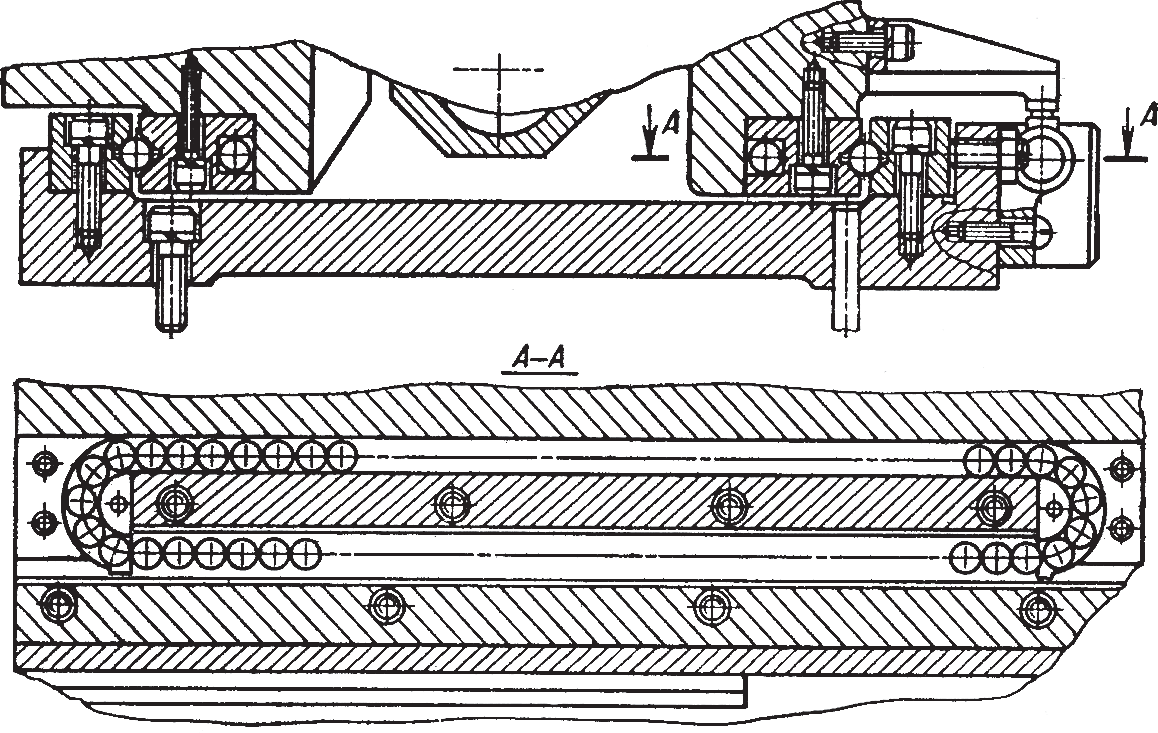
Рис. 29. Направляющие с циркуляцией тел качения (разрез А-А повернут на 90°)
Находят применение конструкции направляющих с циркуляцией тел качения, в которых используют сепараторы в виде гибкой цепи.
В настоящее время промышленность выпускает унифицированные узлы с циркуляцией роликов (танкетки) (рис. 30), которые предназначены для использования в конструкциях технологических машин в качестве направляющих качения.
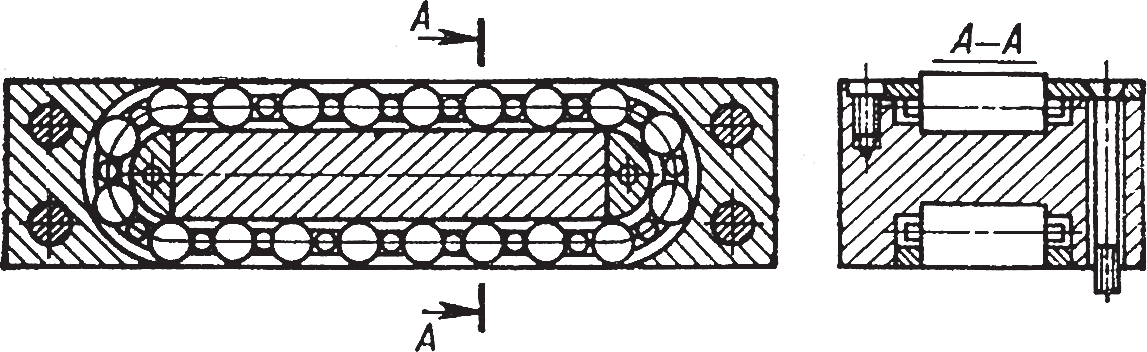
Рис. 30. Унифицированный узел с циркуляцией роликов (танкетка)
3.5. Направляющие жидкостного трения. Гидродинамические направляющие
Создание направляющих жидкостного трения на гидродинамическом эффекте для прямолинейного и кругового движений возможно только при достаточно больших скоростях, которые соответствуют скоростям главного движения в станках.
Здесь движение скольжения – прямолинейное со скоростью постоянной (в направляющих скольжения станков) или переменной (в направляющих пазах кривошипно-шатунных и кулисных механизмов). В обоих случаях направление движения изменяется в мертвых точках, в которых скорость равна нулю, а поэтому в них и возникает наибольшая опасность заедания. Вне мертвых точек возможно жидкостное трение, если скорость скольжения достаточно велика (для малых давлений – примерно от 0,5 м/сек), если достаточен подвод масла и если оно правильно распределяется.
Для этого передние грани (кромки) ползуна или каретки должны быть пришабрены с уклоном (рис. 31, г), или же смазочные канавки должны переходить в плоские поверхности скольжения с уклоном (рис. 31, а-в).
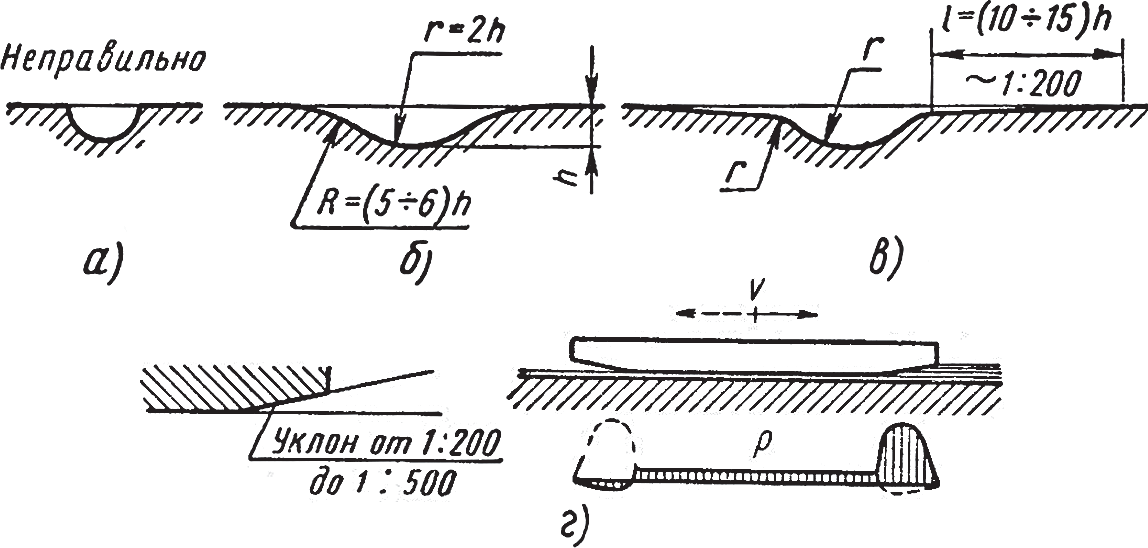
Рис. 31. Подшипники скольжения при поступательном движении
Длина пришабриваемой поверхности должна быть не больше половины ее ширины, для того чтобы масло у кромок не вытекало слишком интенсивно. Смазочные канавки должны быть перпендикулярны направлению движения, чтобы было возможно гидродинамическое давление (рис. 32; а, б).
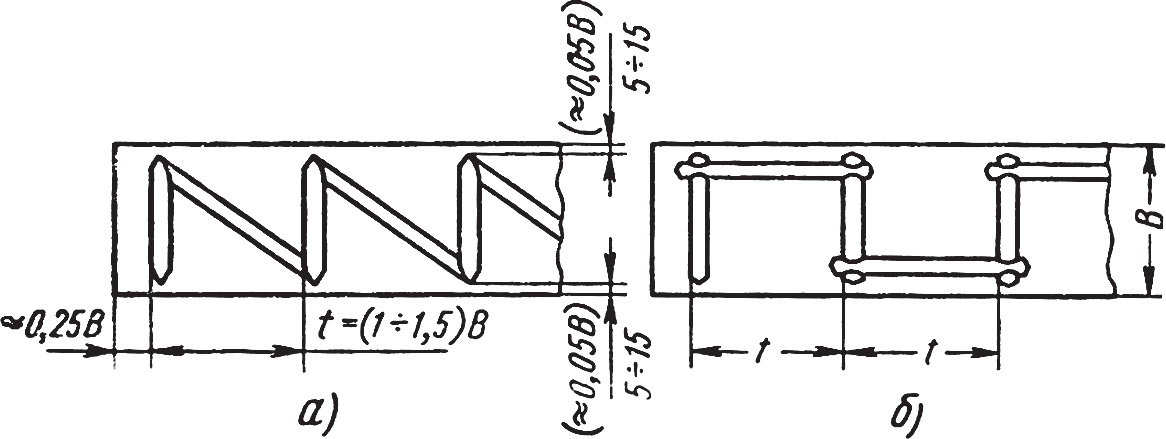
Рис. 32. Схема гидродинамических направляющих
Глубину канавок принимают по табл. 2.
Таблица 2. Глубина смазочных канавок для направляющих
 | ||
| Ширина | ||
Материалом для ползуна и направляющей чаще всего является чугун; в этом случае допускают удельные давления от 0,3 до 0,5 Н/см2. Для более высоких давлений (до 1,0 Н/см2) и скоростей свыше 4 м/сек ползун заливают баббитом. Хорошо зарекомендовала себя (для давлений до 1,0 Н/см2) облицовка ползуна пластмассой.
Поверхности скольжения шлифуют или пришабривают. Пришабренные поверхности более износостойки. Если шлифуют обе поверхности, то одну следует шлифовать в продольном, а другую – в поперечном направлении, чтобы обеспечить образование масляных карманов.
3.6. Гидростатические направляющие
В тяжелых станках и в станках с высокой точностью перемещений применяют гидростатические направляющие (рис. 33), в которых трущиеся поверхности полностью разделены слоем масла, подаваемого под давлением в специальные карманы.
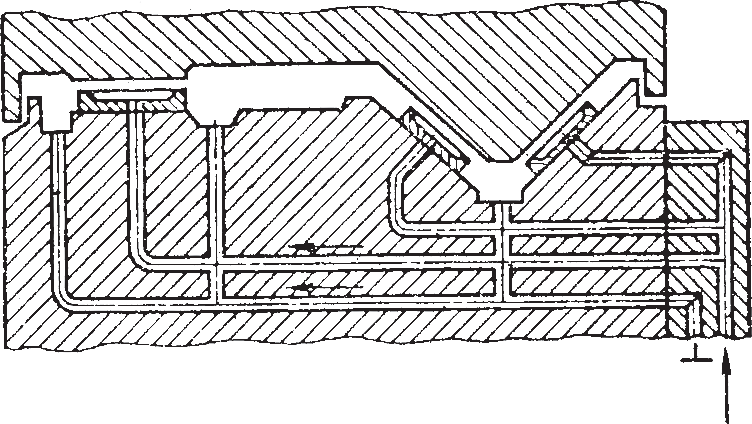
Рис. 33. Гидростатические направляющие
Жесткость таких направляющих выше, чем обычных, практически исключен износ, обеспечивается высокая чувствительность, равномерность и точность перемещений. Изготовление гидростатических направляющих, особенно масляных карманов, технологически трудоемко, что ограничивает их применение.
К точности обработки направляющих поверхностей предъявляют высокие требования:
- Допуск прямолинейности направляющих станин не более 0,01-0,025 мм на длине 1000 мм для станков нормальной точности и до 0,002 мм на длине 1000 мм для станков высокой и особо высокой точности.
- Допуск параллельности направляющих станин нормальной точности 0,01-0,025/1000 мм и 0,002/1000 мм (у станин станков высокой и особо высокой точности).
- Допуск перпендикулярности поверхностей 0,02-0,01/1000 мм.
- Шероховатость направляющих станин должна быть в пределах Ra =0,4 ÷ 0,8 мкм для станков нормальной точности и Ra =0,2 ÷ 0,1 мкм для высокоточных станков.
Высокие требования к точности направляющих объясняются тем, что от этого зависит точность изготовления на станке деталей. Получение точности направляющих является сложным технологическим процессом, начиная от получения заготовки, ее старения, стадий предварительной и окончательной обработки. В целях восстановления направляющих при ремонте при отсутствии возможности их станочной обработки производится шабрение.
Гидростатические направляющие получают все большее распространение в станках в силу ряда достоинств:
- обеспечение режима жидкостного трения при любых скоростях и в связи с этим полное устранение износа,
- высокие демпфирующие свойства,
- равномерность и высокая чувствительность точных исполнительных движений.
К недостаткам гидростатических направляющих следует отнести сложность системы смазки и трудности, связанные с надежной фиксацией перемещаемого узла в заданной позиции.
3.7. Конструкция литой плиты
Конструкция плиты или рамы и конструкция устанавливаемых на них комплектов сборочных единиц и деталей выполняется так, чтобы при монтаже без дополнительных доработок и подгонок можно было совместить узлы на плите по сопрягаемым размерам для крепления.
Вместе с тем, чтобы в процессе работы машины заложенная в конструкции и достигнутая при монтаже точность относительного положения узлов не нарушалась, предусматривают надежное их взаимное крепление и фиксацию их положения двумя контрольными, обычно коническими штифтами, на каждый узел.
Плиты изготовляют в виде отливок из серого чугуна марок СЧ12 и СЧ15.
Для того чтобы выполнить сборку привода на плите, необходимо иметь сборочные чертежи или схемы привязки, на которых нанесены размеры подсоединяемых мест, которыми определяется взаимное положение сборочных единиц и двигателя. Например, для редуктора – это высота центров от основания и межцентровое расстояние выходных валов и привязанное к ним расположение крепежных отверстий корпуса редуктора к плите или раме.
В плите предусматривают в вертикальных стенках сквозные окна или другие устройства для возможности захвата плиты стропами при транспортировке краном.
По технологии литья крайне нежелательно иметь большие горизонтально расположенные поверхности. Поэтому в горизонтальной поверхности плиты предусматривают сквозные окна, но так, чтобы не ослабить конструкцию плиты. Для восстановления утраченных прочности и жесткости, вызванных применением окон, по контуру окон располагают с нижней стороны плиты невысокие ребра (рис. 34, а).
Для придания большей прочности и жесткости плите больших размеров на внутренней стороне располагают продольные и поперечные ребра жесткости толщиной 0,8 δ. Высота ребер должна быть не более пятикратной их толщины (рис. 34, б).
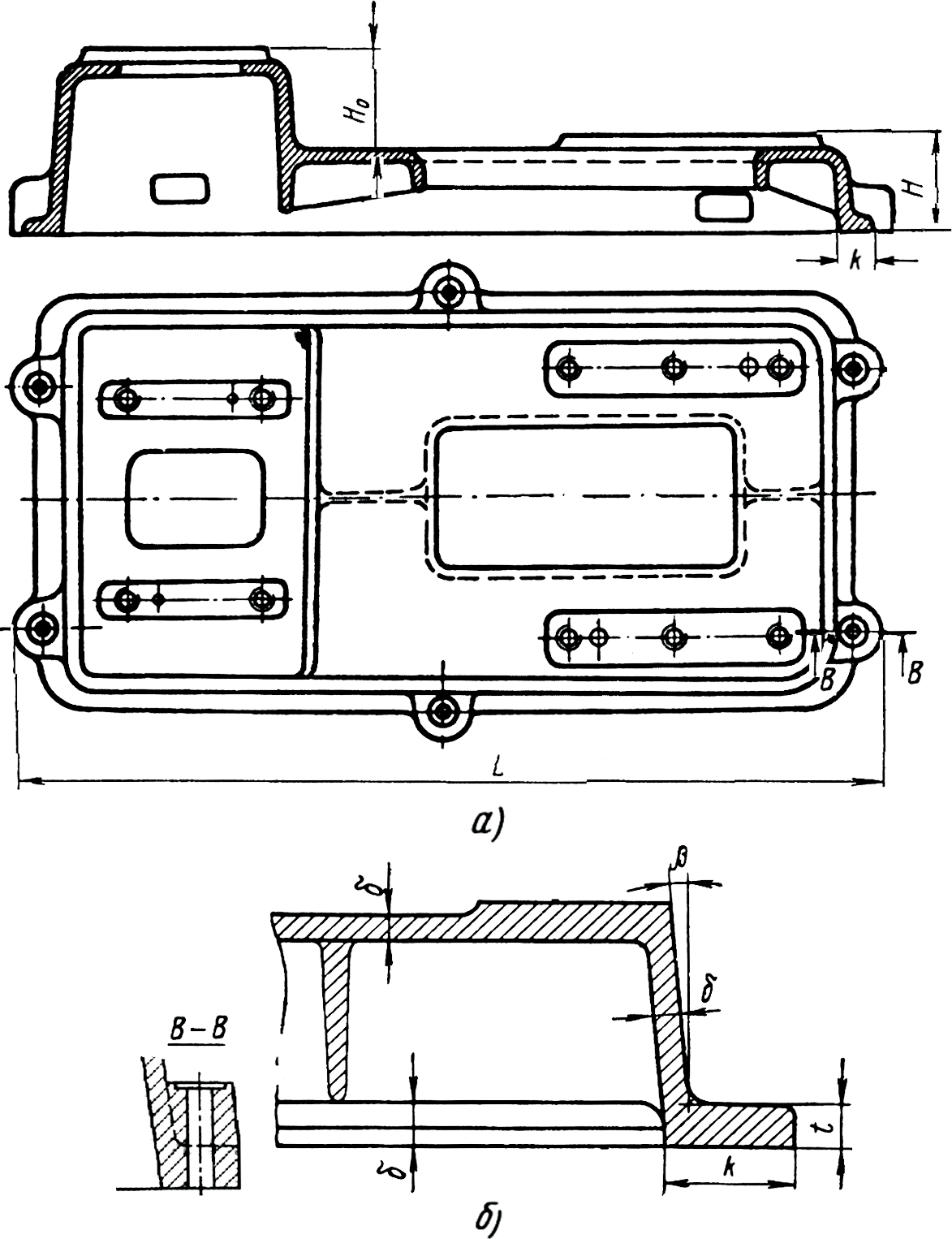
Рис. 34. Конструкция литой плиты
Толщину внутренних стенок, перегородок и ребер назначают на 15…20% меньше толщины наружных стенок.
Ребра жесткости располагают так, чтобы они не совпадали с местами крепления расположенных на плите узлов и не выступали над обрабатываемыми поверхностями.
Чтобы в окна не попадали мусор и грязь, после монтажа привода их обычно закрывают крышками из листовой жести или фанеры.
Под места крепления механизмов и электродвигателя на поверхности плиты предусматривают платики, сопрягаемые поверхности которых обрабатывают.
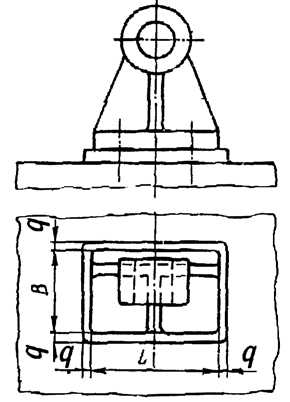
Размеры обрабатываемых опорных платиков (шероховатость Rа =10 ÷ 5 мкм и допуск параллельности плоскостей – 0,1 ÷ 0,15 мм) с учетом неточности литья принимают на величину q больше по всему контуру опорных поверхностей присоединяемых деталей (табл. 3).
Таблица 3. Размеры обрабатываемых платиков и бобышек, мм
 | |||||
| Приведенный габарит | |||||
Величина q зависит от приведенного габарита плиты N, который определяют по зависимости:

где В – ширина или средняя ширина плиты, м.
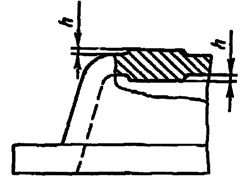
Высоту h обрабатываемых опорных платиков принимают в зависимости от габаритов плиты (табл. 4).
Таблица 4. Наименьшая высота h обрабатываемых платиков и бобышек, мм
 | |||||
| L или Н | h | L или Н | h | L или Н | h |
| д. 20 | 2 | свыш. 200 до 750 | 6 | свыше 1250 до 1500 | 12 |
| свыш. 20 до 250 | 3 | свыше 750 до 1000 | 8 | свыше 1500 до 1750 | 14 |
| свыше 250 д. 200 | 4 | свыше 1000 до 1250 | 10 | свыше 1750 до 2000 | 16 |
Плиту крепят к полу или фундаменту специальными болтами, которые размещают на фланце или приливах.
Диаметры болтов dф крепления плиты или рамы к фундаменту (табл. 5) определяют по зависимости:
где Ттих – крутящий момент на тихоходном выходном валу передачи (редуктора).
Количество болтов определяют из условия обеспечения допускаемого давления опорного фланца плиты на фундамент. Расстояние между фундаментными болтам. 00 . 200 мм.
Диаметр и число фундаментных болтов можно принимать по табл. 5. Длина заложения болтов в фундаменте зависит от их диаметра.
Таблица 5. Диаметр и число фундаментных болтов в зависимости от длины плиты
Для производственных машин длину заложения рекомендуют выбирать в пределах (12 ÷ 15)d. Ширина фланца k основания корпуса для крепления редуктора к плите или раме примерно равна k ≈ (4 ÷ 4,5)δ. Рекомендуемые значения k в зависимости от диаметра фундаментных болтов dф приведены в табл. 6.
Таблица 6. Ширина фланца k в зависимости от диаметра фундаментных болтов
Конкретную ширину фланца k выбирают такой, чтобы на нем свободно размещалась гайка или шестигранная головка болта на таком расстоянии от вертикальной стенки плиты, чтобы можно было повернуть гаечный ключ на угол не мене. 30°.
При большом периметре фланца ширину его К уменьшают (ри. 34, а), а для фундаментных болтов формируют в размер К или более приливы (рис. 34, а, разрез В-В), которые могут быть пустотелыми и одинаковой высоты или по высоте могут совпадать с обрабатываемой верхней поверхностью плиты. Размер приливов выполняют соответственно размеру головки или гайки фундаментного болта.
Размер К плиты проверяют по условию:
где σmax – наибольшее напряжение в стыке, возникающее от затяжки фундаментных болтов и от внешних нагрузок (сдвигающих сил и моментов и опрокидывающих моментов), действующих на плиту; [σ]сж – допускаемое напряжение сжатия для материала фундамента (пола).
Для крепления устанавливаемых на плите узлов делают сквозные резьбовые отверстия глубиной (2 ÷ 2,5)d резьбы, что иногда требует местного утолщения стенок. Крепление сборочных единиц на плите болтами с гайками не должно вызывать трудности при сборке.
Для установки и регулировки положения электродвигателя применяют салазки, которые крепят к платикам плиты.
3.8. Конструкция сварной рамы
Сварные рамы в качестве базовой детали более практичны при единичном изготовлении (рис. 35).
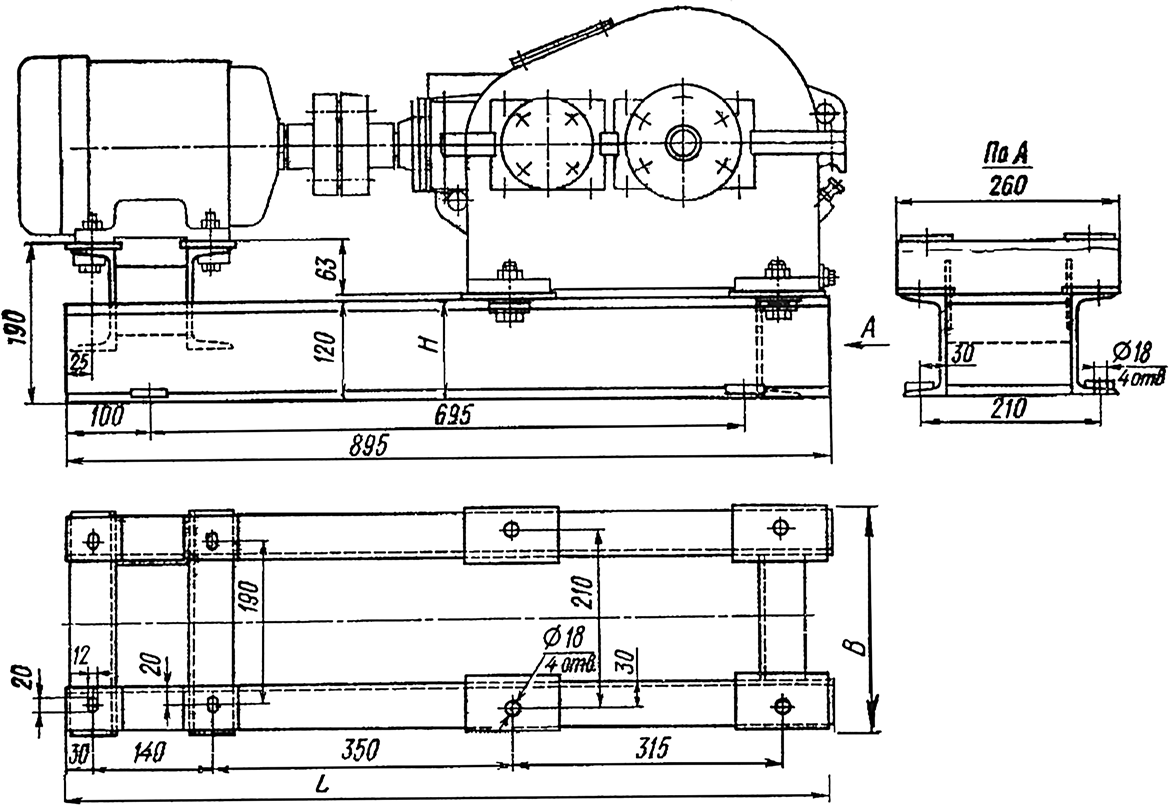
Рис. 35. Типовая сварная рама для установки электродвигателя и редуктора
При этом могут быть использованы детали из стандартного профильного проката и профильные детали собственного изготовления из листового металла. При конструировании сварных рам следует иметь в виду, что деталь в процессе сварки может деформироваться. Поэтому все базовые поверхности под сборочные единицы после сварки механически обрабатывают для выравнивания плоскостей. Чтобы не производить обработку больших поверхностей рамы в местах, предназначенных для установки на них сборочных единиц привода, приваривают платики, которые затем обрабатывают в заданный размер. Размер привариваемых платиков можно принять такой же, как для литой рамы.
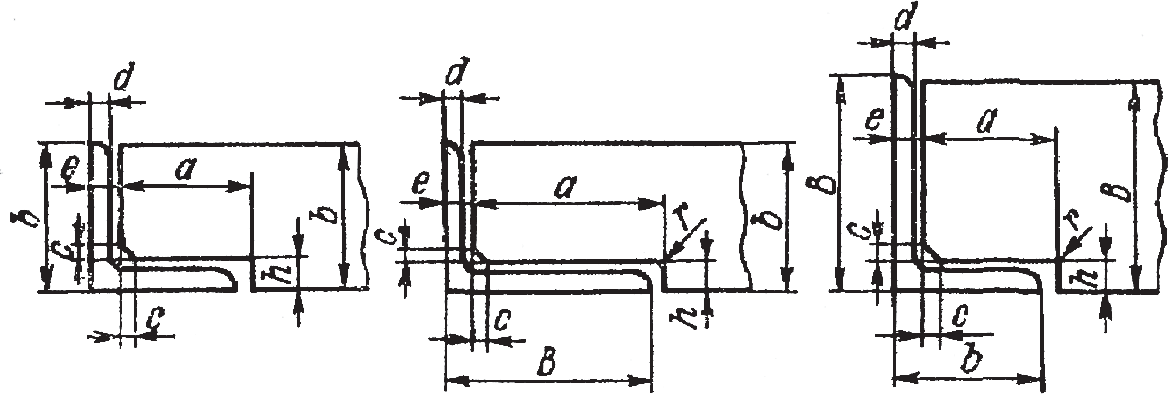
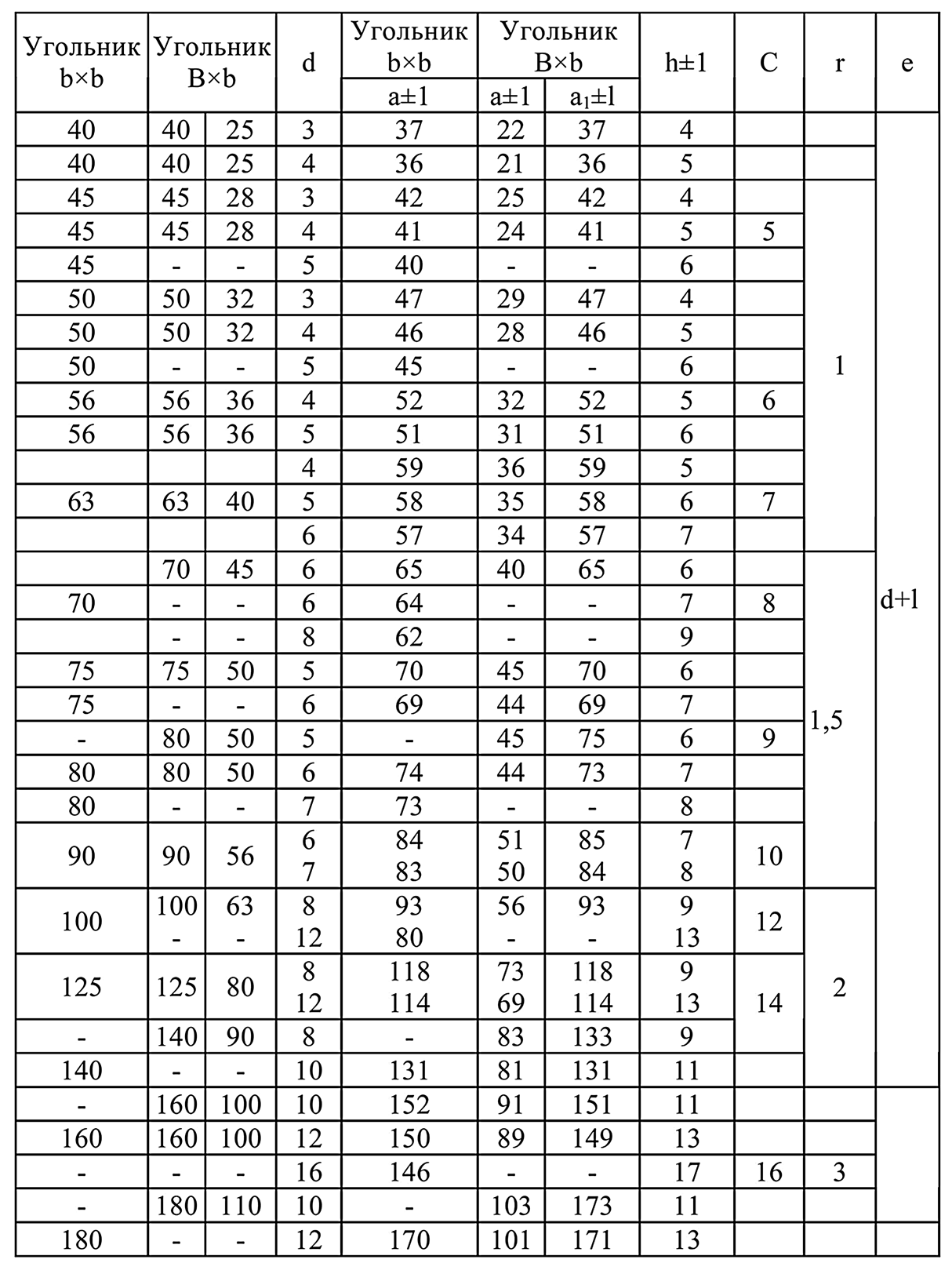
Таблица 7. Размеры элементов деталей, примыкающих к уголкам по ГОСТ 8509-93 и ГОСТ 8510-86, мм
Размер Н рамы можно выбирать по соотношению Н≥(0,09 ÷ 0,11)L.
Размеры В и L определяются конструкцией и компоновкой, устанавливаемых на раме сборочных единиц (рис. 35).
Нижнюю поверхность рамы обычно не обрабатывают. При обработке платиков, расположенных на верхней поверхности рамы, за базу принимают нижнюю поверхность рамы.
Таблица 8. Размеры элементов деталей, примыкающих к швеллерам по ГОСТ 8240-97, мм
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала