
Коленчатый вал и коренные подшипники 14Д40. На дизеле применен литой коленчатый вал (рис. 24.) из высокопрочного чугуна с шелками, имеющими азотированную поверхность, обеспечивающую повышение износоустойчивости и усталостной прочности вала. Для уменьшения массы коренные и шатунные шейки коленчатого вала выполнены пустотелыми. Щеки, внутренние полости коренных и шатунных шеек механически не обрабатывают и после очистки покрывают маслостойкой краской. Коленчатый вал имеет шесть шатунных и восемь коренных шеек. Четвертая коренная шейка как наиболее нагруженная отличается от остальных увеличенной длиной. Кривошипы коленчатого вала в соответствии с порядком работы цилиндров развернуты по окружности на угол 60°, Со стороны насосов вал имеет конус, на который насаживают антивибратор
В отверстии первой коренной шейки и конусного участка вала установлена шлицевая втулка 3, фланец которой крепится к торцу коленчатого вала болтами 2. Положение втулки 3 фиксируется контрольными штифтами 1, запрессованными во фланец втулки и ступицу антивибратора. Стопорное кольцо 6 препятствует перемещению заглушки 4 и шлицевого вала привода редуктора. Для уплотнения масляной полости первой коренной шейки установлены резиновые кольца 5. Из этой полости масло через канавки а и б в шлицевой втулке и радиальные каналы в конусе вала поступает на трущиеся поверхности антивибратора. Масло для смазки шлицев торсионного вала привода редуктора поступает через отверстие в заглушке 4, установленной в хвостовике шлицевой втулки 3.
Все шейки вала имеют наклонные отверстия, по которым масло из коренных подшипников поступает к шатунным, минуя внутренние полости шеек вала. В первой коренной шейке, кроме наклонного имеется радиальное отверстие, по которому масло из коренного подшипника поступает и во внутреннюю полость этой шейки. Для смазки восьмого коренного подшипника в седьмой коренной шейке имеются радиальные каналы, по которым масло поступает во внутреннюю полость вала, а затем по отверстиям в восьмой коренной шейке к коренному подшипнику. Для уплотнения масляной полости со стороны фланца отбора мощности на прокладке 8 и резиновых прокладках 13 установлены крышки 7 и 12, закрепленные на валу связью 9 с кольцом 10, ограничивающим вибрацию связи во время работы дизеля. Между седьмой и восьмой коренными шейками имеются приливы, поверхности А и Б которых ограничивают осевое перемещение коленчатого вала между упорными кольцами, закрепленными в блоке цилиндров, а также фланец 11, к которому крепится разъемная шестерня привода распределительного вала. На фланце отбора мощности установлено уплотнительное кольцо, закрепленное винтами 14. Наружная поверхность кольца имеет градуировку с отметками верхней мертвой точки цилиндров.
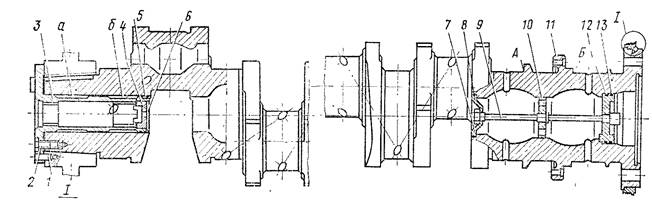
1-штифт; 2-болт; 3-шлицевая втулка; 4 –заглушка; 5 -уплотиительное кольцо; 6 — стопорное кольцо; 7,12- крышки; 8,13- прокладки; 9 — связь; 10 — кольцо; 11- фланец; 14 -винт; А,Б-поверхности, ограничивающие осевое перемещение вала; а б- канавки.
Коренные подшипники. Жесткость подшипникового узла повышена благодаря торцовым зубцам, имеющимся в стыке подвески со стойкой блока. Каждый коренной подшипник (рис. 25.) состоит из верхнего 1-й нижнего 3 стальных вкладышей, залитых тонким слоем свинцовистой бронзы.
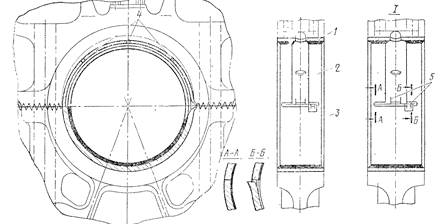
1-верхний вкладыш; 2-канавка; 3-нижний вкладыш; 4-отверстие; 5-замок.
В отличие от нижнего верхний вкладыш на рабочей поверхности имеет широкую кольцевую канавку 2 и три отверстия 4, через которые поступает масло на смазку и охлаждение подшипника. Для лучшей приработки вкладышей к коленчатому валу на свинцовистую бронзу наносится слой свинцовистого сплава толщиной 0,020 — 0,025 мм. Четвертый коренной подшипник, наиболее нагруженный, отличается от остальных большей шириной, верхние вкладыши монтируются в стойках подшипников поперечных стоек блока, а нижние—в подвесках.
Положение верхних и нижних вкладышей фиксируется замками 5, входящими в углубления, имеющиеся на подвесках и стойках блока. Прилегание вкладышей к постелям всей поверхностью обеспечивается укладкой их в гнезда с гарантированным натягом (т. е. плоскости разъема вкладышей в свободном состоянии несколько выступают из подвески и стойки) и обжимом болтами подвесок.
Коленчатый вал и коренные подшипники дизеляД49 изготовлен из легированной стали (рис. 26.). Шейки коленчатого вала азотированы, галтели накатаны, что соответственно обеспечивает повышение износостойкости и усталостной прочности вала. Для уменьшения внутренних моментов от сил инерции и разгрузки коренных подшипников на всех щеках коленчатого вала имеются противовесы 11, прикрепленные к валу шпильками 12, шайбами 14 и гайками 13. У девятой коренной шейки имеются бурты Д которые ограничивают осевое перемещение коленчатого вала.
На фланец А устанавливают комбинированный антивибратор, на фланец отбора мощности Е — ведущий диск муфты. Втулка 1 через шлицевый вал передает вращение шестерням привода насосов. Она крепится к коленчатому валу болтами 2 и стопорится штифтами 5. Между девятой и десятой коренными шейками коленчатый вал имеет фланец, к которому прикреплена шестерня 6, передающая вращение шестерням привода распределительного вала.
Масло из коренных подшипников по отверстиям в шейках коленчатого вала поступает на смазывание шатунных подшипников.
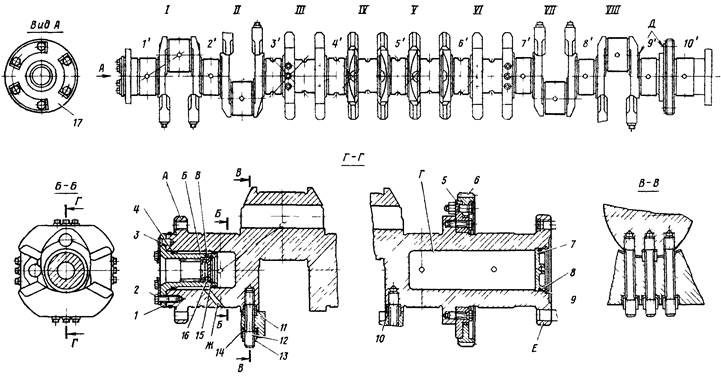
1-втулка шлицевая; 2 — болт, 3 — штифт; 4, 8 — кольца уплотнительные; 5 — кольцо; 6 — шестерня; 7, 16 — заглушки; 9, 15 — кольца стопорные; 10 штифт-втулка; 11 — противовес; 12 — шпилька, 13 — гайка; 14 —шайба, 17 — пластина стопорная; А — фланец для установки антивибратора; Б, Г — полости; В, Ж — отверстия; Д — бурты упорные; Е — фланец отбора мощности; I—VI1I — цилиндры: 1’—10 — шейки коренные
Читайте также: Как построить эпюру напряжений вала
К десятому коренному подшипнику масло подводится из полости Г, которая соединена сверлением с наружной поверхностью девятой коренной шейки. Полость Г закрыта заглушкой 7. Масло на смазывание шлицев шлицевой втулки 1 подводится от первой коренной шейки по отверстиям Ж в полость Б, а из нее — по отверстиям В. На дизель-генераторах 1А-9ДГ применялся литой вал из высокопрочного чугуна. Противовесы имелись только на четырех щеках. Шатунные шейки имели диаметр 200 мм вместо диаметра 190 мм.
Коренной подшипник состоит из верхнего 1 (рис. 27.) и нижнего 2 стальных вкладышей толщиной 7,4 мм, залитых тонким слоем свинцовистой бронзы, на которую нанесено гальваническое трехкомпонентное покрытие: сплав олова, свинца и меди. Верхний и нижний вкладыши невзаимозаменяемы. Верхний вкладыш на рабочей поверхности имеет канавку В и отверстия С, через которые поступает масло из канала в стойке блока цилиндров в подшипник. Рабочие поверхности вкладышей имеют цилиндрическую расточку. Нижний вкладыш в районе стыка имеет карманы, которые служат для поступления смазки к трущимся поверхностям и для непрерывной подачи масла к шатунным подшипникам и поршню. Прилегание вкладышей к постели всей поверхностью обеспечивается постановкой их с гарантированным натягом. Значение натяга в миллиметрах указано на боковой поверхности вкладыша. Положение верхнего и нижнего вкладышей фиксируется штифтом 39 запрессованным в подвеску.
Упорный подшипник состоит из стальных полуколец 4t прикрепленных винтами 5 к девятой стойке и подвеске блока. Опорная поверхность полуколец покрыта слоем бронзы.
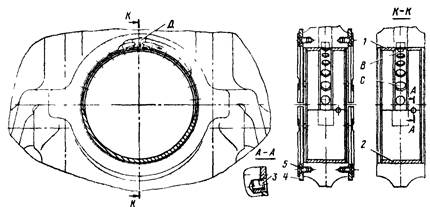
Рис. 27. Коренные подшипники:
1, 2 — верхний и нижний вкладыши; 5 —штифт; 4 — полукольцо упорного подшипника; 5 — винт; В — канавка для протока масла; С — отверстия для протока масла; Д — канал в блоке цилиндров для подвода масла к подшипнику.
Коленчатый вал — как будем ремонтировать? ч. 2
(Продолжение. Начало в № 6/2001)
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
В предыдущей статье мы рассмотрели подготовительный этап работы, предшествующий шлифовке коленчатого вала. Он включает в себя проверку станка и вала. Только после этих операций можно приступить к шлифовке.
На первый взгляд может показаться, что шлифовка коленчатого вала больших трудностей не представляет — был бы только станок. К сожалению, такого, мягко говоря, упрощенного взгляда придерживаются не только механики-мотористы, но некоторая часть шлифовщиков. И ведет это к ошибкам при ремонте, а то и просто к преднамеренной халтуре. В результате чего и появляются неизвестно где, кем и как отремонтированные коленвалы и двигатели, которые «не ходят».
Между тем, шлифовка коленвала любого двигателя — процесс тонкий, требует аккуратности, опыта и знания не только технологии обработки, но и условий работы коленвала в моторе, а также умения «чувствовать» металл. В общем, работа мастера, шлифующего иной сложный коленвал — только ремесло, но и искусство. И уж никак не рутинный поточный процесс, когда о качестве должен думать кто-то другой и лишь в самую последнюю очередь, когда заказчик предъявляет претензии.
Шлифовать коленвал начнем, . нет, сначала думать надо. Потому как первый вопрос возникает сам собой: какие шейки шлифовать в первую очередь — шатунные или коренные?
Быть может, кому-то покажется странным, но этот вопрос имеет принципиальное значение. Дело в том, что слабое место любого коленчатого вала — это шатунные шейки, включая галтели («переходы» от шейки к щекам-противовесам). Так вот, после шлифования шатунных шеек внутренние напряжения в их поверхностном слое могут резко изменять свое значение. А это, очевидно, явится причиной деформации всего коленвала. И если коренные шейки «сделаны» раньше шатунных, то вал в той или иной степени «поведет» — ось коренных шеек изогнется, а сами шейки получат взаимное биение, причем далеко не всегда деформация и биение будут малыми.
Наиболее подвержены деформации «нежесткие» коленвалы — с шатунными шейками малого диаметра, не имеющие «полных» (с двух сторон шатунной шейки) противовесов. Такие коленчатые валы установлены в ряде двигателей Volvo, Chrysler, Mercedes, Lincoln, а также многих японских фирм. Попытки шлифовать такие валы «наоборот» (сначала коренные, затем — шатунные шейки) часто заканчиваются неудачей — не только повышенным биением, но и эллипсностью шеек.
Однако не всегда начинать шлифовать коленвал надо с шатунных шеек. При шлифовке шатунных шеек коленвал устанавливается в патронах станка. Но если поверхности вала, зажимаемые кулачками, некондиционные (к примеру, хвостовик вала восстановлен наваркой металла), то вначале потребуется шлифовка этих поверхностей, и лишь затем — шатунных шеек. В противном случае будет «потеряна» база, от которой шлифуют шатунные шейки, и они окажутся непараллельны коренным.
Еще одна проблема, которую нередко упускают из виду, а чаще просто игнорируют некоторые шлифовщики, — это радиус галтелей шеек. На практике известно немало случаев, когда коленчатые валы с подрезанными галтелями ломались в результате значительного снижения прочности (концентрации напряжений в подрезанных галтелях).
Исключить подрез можно, если «заправить» на краях шлифловального круга радиусы, соответствующие радиусам галтелей. Такая операция необходима для тех валов, у которых на краях шеек нет канавок для выхода шлифовального круга. Но и там, где такие канавки есть, аккуратность тоже не помешает.
Анализ излома разрушенных коленчатых валов показывает, что трещина обычно начинает развиваться от места перехода шлифованной поверхности к не тронутой шлифовальным кругом. А такое место обычно и приходится на галтель, приобретающую после неквалифицированного ремонта вала неправильную форму. Особенно опасна недооценка получающейся при ремонте формы галтелей для коленчатых валов современных высокофорсированных двигателей.
Читайте также: Сальник вторичного вала кпп зил 130 размер
Осторожно, шатунные шейки!
Если подготовка к работе завершена, можно приступать к шлифованию шатунных шеек. Для этого коленвал устанавливается в патроны станка так, чтобы его ось вращения проходила через одну из шатунных шеек.
Но шлифовать пока все равно рано. Посмотрите: смещенный вал, вращаясь вокруг оси одной из шатунных шеек, явно несбалансирован. Такой большой дисбаланс при вращении обязательно приведет к деформации самого вала и элементов станка, в результате чего качество шлифовки резко снизится — исказится форма шейки (появится эллипс), ее ось окажется непараллельной оси коренных шеек.
Исключить или, по крайней мере, значительно уменьшить дисбаланс вала позволяют специальные грузы, закрепляемые на планшайбах напротив патронов станка. Масса и расположение балансировочных грузов подбирается в зависимости от массы коленвалов и радиуса кривошипа.
Все? Еще нет. Теперь надо точно выверить положение вала, чтобы ось его вращения совпала с осью обрабатываемой шейки. Это нетрудно сделать с помощью стойки с индикатором. Правда, только для малоизношенных шеек — в случае сильного задира шейка приобретает неправильную форму, и точная установка коленвала может потребовать заметно большего времени.
После такой выверки многие шлифовщики и начинают собственно шлифовку шеек коленчатых валов. И — пропускают один весьма важный момент. Дело в том, что большинство коленвалов (к примеру, х и цилиндровых двигателей) имеют «парные» шатунные шейки, лежащие на одной оси. Если при шлифовке учесть и это условие, то выверка коленвала на предмет совпадения осей парных шеек в станке сильно усложнится. Но вполне оправдает себя — после шлифовки будет достигнуто наивысшее качество ремонта.
Добиваться совпадения осей «парных» шеек целесообразно не только из чисто геометрических соображений: совпадение осей — это и одинаковый угол опережения зажигания, и такой же ход поршня во всех цилиндрах.
Однако на практике обеспечить это условие удается далеко не всегда — некоторые коленвалы после длительной эксплуатации оказываются «скрученными», т.е. их шатунные шейки получают слишком большое угловое смещение и уже не «попадают» в одну ось даже при шлифовке через ремонтный размер. Отметим, что ошибка при наладке станка, при которой патроны получаются несоосны, тоже не позволит шлифовать «парные» шейки в одной оси.
Итак, только теперь можем начинать шлифовку. Включаем вращение вала, подачу СОЖ (смазывающе-охлаждающей жидкости), подводим шлифовальный круг до касания шейки. Далее следует сделать подачу в пределах 0,05 мм «на врезание», короткую остановку и снова подачу. И так до заданного размера шейки, разумеется, с промежуточным контролем получающегося размера.
«Нежесткие» коленвалы требуют при шлифовке еще более осторожного обращения. К примеру, подачу на врезание следует ограничить величиной 0,03 мм, а перерыв между подачами увеличить (сделать так называемое «выхаживание») — в противном случае шейка окажется с недопустимой эллипсностью (более 0,01 мм).
В общем случае ширина шлифовального круга всегда меньше ширины шейки. Чтобы обеспечить обработку шейки по всей ширине, ее надо, как говорят шлифовщики, «разогнать», т.е. подать круг по оси шейки до легкого касания щек. Эта операция должна выполняться с максимальной осторожностью — при врезании в щеки (противовесы) вал начинает вибрировать, что может привести к появлению глубокой «огранки» на поверхности шейки. Для «нежестких» коленвалов это критично, поскольку появившуюся огранку практически не удается исправить, даже имея припуск в 0,1 мм. А теперь — коренные!
Главный вопрос, который необходимо решить перед шлифовкой коренных шеек, — каким способом закреплять (устанавливать) вал в станке.
Многолетняя практика шлифования коленчатых валов большого числа различных двигателей позволяет указать оптимальный способ установки коленвала. Но прежде рассмотрим варианты.
Некоторые шлифовщики зажимают вал в патронах точно так же, как и при шлифовке шатунных шеек, только патроны сводят к оси вращения планшайб станка. Считается, что при хорошей выверке положения вала по минимальному биению хвостовика (или й коренной шейки) и поверхности заднего сальника (или последней коренной шейки) шейки можно шлифовать и таким способом.
В действительности есть ряд причин, по которым так устанавливать вал нельзя. Главное, что в первую очередь характерно для «нежестких коленвалов — это деформация вала при сжатии его в кулачках патронов.
Еще один неприятный момент — планшайбы при смещении патронов к центру невозможно сбалансировать. А тогда вал и элементы станка при вращении будут деформироваться, в результате чего коренные шейки окажутся некруглыми. И, наконец, зажимая коленвал за хвостовик и поверхность заднего сальника, очень трудно контролировать биение этих поверхностей (коренные шейки могут иметь свое биение, если когда-то вал был неправильно отремонтирован).
Правда, описанный способ проще: он не требует демонтажа планшайб с патронами (это не слишком приятная и легкая процедура), но такое «слабое» его преимущество меркнет перед серьезными недостатками.
Редко, но встречается и такой способ установки: хвостовик — в центр передней бабки станка, а поверхность заднего сальника — в патрон. Или, наоборот, центр ставят в заднюю бабку. Но суть от этого не меняется, поскольку все недостатки останутся, ну, может быть, их негативное влияние на качество шлифовки будет чуть меньше.
Свободен от указанных недостатков только один способ — установка вала в центрах. При этом задний центр должен обязательно быть неподвижен (он фиксируется с помощью стопора), иначе из-за проскальзывания в центровой фаске вал будет вращаться неравномерно, и шейки вала после шлифовки опять получатся некруглыми.
Читайте также: Шлифовка вала в новокузнецке
Шлифовка в центрах, очевидно, предполагает, что планшайбы с патронами необходимо заменять на центры. Поскольку это требует времени, во многих мастерских для ремонта коленчатых валов используют два станка — один только для шатунных шеек (с планшайбами и патронами), другой — только для коренных (с центрами). Тем самым экономится время.
Очень важно, чтобы усилие сжатия вала центрами было минимальным, в противном случае вал в станке деформируется. Если затем коренные шейки прошлифовать, то после снятия со станка коленчатый вал разогнется и сразу окажется кривым.
Разумеется, при установке вала в центрах необходимо контролировать биение различных поверхностей (хвостовик, шейки, задний сальник). Повышенное биение может свидетельствовать не только о необходимости правки центровых фасок, но и о повреждении или износе посадочной поверхности центров в станке (см. № 6/2001).
Отметим также, что для задней части коленвала нередко приходится использовать различные центры, в том числе укороченные, причем перед установкой вала в станок требуется выпрессовывать подшипник опоры первичного вала КПП, чтобы он не мешал центру (для этого применяются специальные цанги с обратным молотком). Кроме того, очень важна правильная геометрия центровых фасок вала — попытки некоторых шлифовщиков поправить фаски вручную с помощью шабера (такое встречается) обычно дают повышенную эллипсность коренных шеек.
Сама шлифовка коренных шеек выполняется аналогично шатунным. Начинают обычно с шеек, имеющих максимальный износ (средняя или первая), чтобы сразу определить, в какой ремонтный размер выйдут коренные шейки. При этом не следует забывать про торцевые поверхности упорного подшипника — у некоторых двигателей с фланцевым коренным вкладышем ремонтное уменьшение коренных шеек сопровождается одновременным увеличением ширины между фланцами, что требует расшлифовки соответствующих поверхностей на валу.
В заключительной стадии работы неплохо чуть тронуть поверхность переднего и заднего сальников — это повысит надежность уплотнений коленчатого вала. И, конечно же, необходимо тщательно проконтролировать всю геометрию коленвала — без выходного контроля работа не может считаться законченной. Только шлифовка?
Если правильно и аккуратно выполнить все операции по шлифовке коленчатого вала, то реально добиться 0,003 мм эллипсности, конусности и взаимного биения шеек, что будет даже лучше, чем у нового вала. Однако блестящие «свежешлифованные» поверхности шеек не должны вводить в заблуждение грамотного механика-моториста — микропрофиль шлифованной поверхности весьма далек от идеала. Дело в том, что острые выступы микронеровностей способны некоторое время в начальный период эксплуатации двигателя изнашивать вкладыши, одновременно загрязняя систему смазки продуктами износа (масло будет быстро приобретать характерный серый цвет). Кроме того, что не менее неприятно, острые, с микрозаусенцами, края смазочных отверстий необратимо повреждают вкладыши, оставляя на них характерные борозды. Да и галтели с недопустимо грубой после шлифовки поверхностью — верный путь к усталостному разрушению вала.
Устранить микронеровности и загладить острые края смазочных отверстий нетрудно — необходима доводка шеек коленвала после шлифовки.
Существует два основных способа доводки шеек — суперфинишная обработка и полировка. Первый способ дает более качественную поверхность, но сложен, требует специального оборудования и чаще применяется в массовом производстве.
В ремонте доступнее и проще полировка. Ее делают вручную в несколько переходов — вначале с помощью мелкозернистой наждачной бумаги, вставляемой в специальные клещи-захваты, затем — абразивной пастой. При съеме не более 0,001 мм полировка позволяет практически полностью убрать микронеровности. Что, кстати, нетрудно проверить — достаточно провести по шейке медным предметом до и после полировки: в последнем случае на шейке не остается следа, даже если она выглядит не такой блестящей и красивой. И еще.
Иногда шейки вала «не проходят» в ближайший ремонтный размер — слишком велик их износ. В результате приходится значительно — до 0,1,0 мм (зависит от наличия соответствующих ремонтных вкладышей) занижать размер шейки.
Несмотря на опасения некоторых механиков о якобы срезаемом «твердом слое» и низком ресурсе отремонтированного вала, никаких неприятностей не наблюдаeтся. С одной стороны, валы после стандартной закалки токами высокой частоты (ТВЧ) имеют глубину упрочненного слоя до 1,0 мм. С другой — практика показала, что для надежной и долговечной работы вала более важна его геометрия и геометрия сопряженных деталей. А это зависит от квалификации механика-моториста, от точности шлифовального станка, на котором ремонтировали вал, но главное — от опыта и умения специалиста-шлифовщика, без которого рассчитывать на успешный ремонт коленчатого вала по меньшей мере наивно.
Балансировочные грузы подбираются для каждого коленввала
Выверка оси вращения коленчатого вала — ее делают сразу для пары шеек, расположенных на одной оси
Чтобы точно попасть в заданный размер, каждую шейку приходится контролировать несколько раз
Полировка шеек валов — заключительная и обязательная операция
Мотор Технологии — Санкт-Петербург © 2002-2021 тел. +7 (812) 388-08-55
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации пожалуйста, обращайтесь по телефону 812-3880855 или другими способами указанными вконтактах.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала