
Под строповкой понимают обвязку и зацепку различных грузов, обеспечивающих их безопасный подъем и перемещение к месту назначения. Типовые схемы строповки обеспечивают детализацию методов зацепки, поднятия и перемещения конструкций. Графические изображения и схемы строповки и зацепки выдаются стропальщикам и крановщикам на руки либо развешивают в местах проведения работ. Разработка безопасных способов строповки грузов производится отправителем продукции или специализированными компаниями.
- Как делается обвязка груза
- Грузоподъемность стропов
- Как зацепить ветвевые стропы
- Правила перемещения грузов
- Схема строповки колесной пары с редуктором
- ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ «Регионального Центра Инновационных Технологий» ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ ТЕКУЩИЙ РЕМОНТ ТР-3 КОЛЕСНО-РЕДУКТОРНОГО БЛОКА ЭЛЕКТРОВОЗА ЭП1 ПКБ ЦТ.25.0009
- ТЕКУЩИЙ РЕМОНТ ТР-3 КОЛЕСНО-РЕДУКТОРНОГО БЛОКА ЭЛЕКТРОВОЗА ЭП1
- ПКБ ЦТ.25.0009
- ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
- 1. ВВЕДЕНИЕ
- 2. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
- 3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
- 4. ДЕМОНТАЖ КОЛЕСНО-РЕДУКТОРНОГО БЛОКА С ТЕЛЕЖКИ
- 5. ВИБРО–АКУСТИЧЕСКАЯ ДИАГНОСТИКА ВХОДНОГО КОНТРОЛЯ
- 6. ПОУЗЛОВАЯ РАЗБОРКА КОЛЕСНО-РЕДУКТОРНОГО БЛОКА
- 7. ТЕХНИЧЕСКИЙ ОСМОТР И РЕМОНТ УЗЛОВ И ДЕТАЛЕЙ КОЛЕСНО-РЕДУКТОРНОГО БЛОКА.
- 7.1 Тяговый редуктор
- 7.1.1 Корпус тягового редуктора ( Рисунок А16. Корпус тягового редуктора)
- 7.1.2 Вал – шестерня (5ТС 200.137) (Рисунок А17. Вал шестерня )
- 7.1.3 Опора подшипника (8ТС 043.018) (Рисунок А18 Опора подшипника)
- 7.1.4 Крышка (8ТС 310.253); (5ТС 313.002) (Рисунок А19. Крышки)
- 7.1.5 Втулки 8ТС 210.204, 8ТС 210.205 (Рисунок А20. Втулки)
- 7.1.6 Фланец (5ТС 180.089) (Рисунок А21 Фланец)
- 7.2 Подвеска тягового редуктора (рисунок А6 Подвеска тягового редуктора)
- 7.2.1 Подвеска (5ТС 127.024) в сборе с амортизатором (Рисунок А22. Подвеска)
- 7.2.2 Валик (8ТС 200.196) (Рисунок А25 Валик)
- 7.3 Буксовый узел (Рисунок А12. Пара колесная с буксами и редуктором)
- 7.3.1 Роликовые подшипники 6, 10.
- 7.3.2 Корпус буксы (5ТС.001.032). (Рисунок А26. Корпус буксы)
- 7.3.3 Крышка задняя 4 (8ТН.313.080); Крышка передняя 20 (8ТС.313.050), 22 (8ТС.313.078), 27 (8ТС.313.320); Кольцо лабиринтное 5 (8ТН.217.215.), 25 (8ТН.214.422). (Рисунок А12. Пара колесная с буксами и редуктором)
- 7.4 Обыкновенное освидетельствование колесных пар
- 7.4.1 Предварительный осмотр колесных пар (Рисунок А27 Колесная пара с входящими элементами)
- 8. СБОРКА КОЛЕСНО-РЕДУКТОРНОГО БЛОКА
- 8.1 Сборка буксового узла и установка на колесную пару (Рисунок А12.Пара колесная с буксами и редуктором).
- 8.2 Сборка тягового редуктора и установка на колесную пару
- 9. ОБКАТКА КОЛЕСНО- РЕДУКТОРНОГО БЛОКА И ВИБРО – АКУСТИЧЕСКАЯ ДИАГНОСТИКА ЗУБЧАТОГО ЗАЦЕПЛЕНИЯ И ПОДШИПНИКОВЫХ УЗЛОВ
- 10. МОНТАЖ КОЛЕСНО-РЕДУКТОРНОГО БЛОКА НА РАМЕ ТЕЛЕЖКИ
- 10.1 Общие требования при монтаже колесно-редукторного блока
- 10.2 Установка колесно-редукторного блока на рабочее место сборки тележки
- 10.3 Окончательная регулировка передаточного механизма (регулировку размера l)
- Приложение А (обязательное)
- Перечень рисунков к технологической инструкции
Как делается обвязка груза
Обвязка и зацепка груза выполняются с использованием нескольких видов оснастки. На любой строительной или производственной площадке не обойтись без таких приспособлений, как:
- Стропы. Представлены цепными, ленточными, канатными видами. Канатные изделия наиболее востребованы для работы с конструкциями сложных форм, цепные – применяются для операций с конструкциями, имеющими острые ребра, ленточные – используются для подъема, перемещения и опускания более деликатных товаров. Дополнительно могут использоваться гибкие оттяжки;
- Захваты. Представлены приспособлениями, навешиваемыми на крюк крана и могут быть клещевыми, эксцентриковыми, коромысловыми, винтовым и др.;
- Траверсы. Конструкции балочного типа с полуавтоматическими или автоматическими захватами на концах. Балочные траверсы используются в комплекте со стропами, тем самым облегчая и ускоряя зацепку и перемещение грузов.
Методы обвязки грузов:
- Свободная укладка. Простой и щадящий метод обвязки, при котором конструкция/оборудование размещаются между стропами и не могут сдвигаться относительно такелажных приспособлений. Предупредить смещение поклажи помогают специальные распорки. Стропы практически не соприкасаются с конструкцией, что минимизирует риск их деформации и износа;
- «на удавку». Фиксация продукции производится за счет собственного веса. По надежности строповка на удавку текстильными стропами превосходит свободную укладку, но имеет и слабые места. К ним относят более быстрый износ стропов и риск повреждения конструкции в результате сдавливания.
Грузоподъемность стропов
Выбор грузовых строп должен учитывать массу и тип поднимаемого оборудования/материала. Также важно учесть число ветвей и допустимые углы строповки. Стропы общего назначения подбирают так, чтобы угол между ветвями не превышал 90°. Расчет грузоподъемности оборудования производится с учетом вида строповки и сложности такелажных работ.
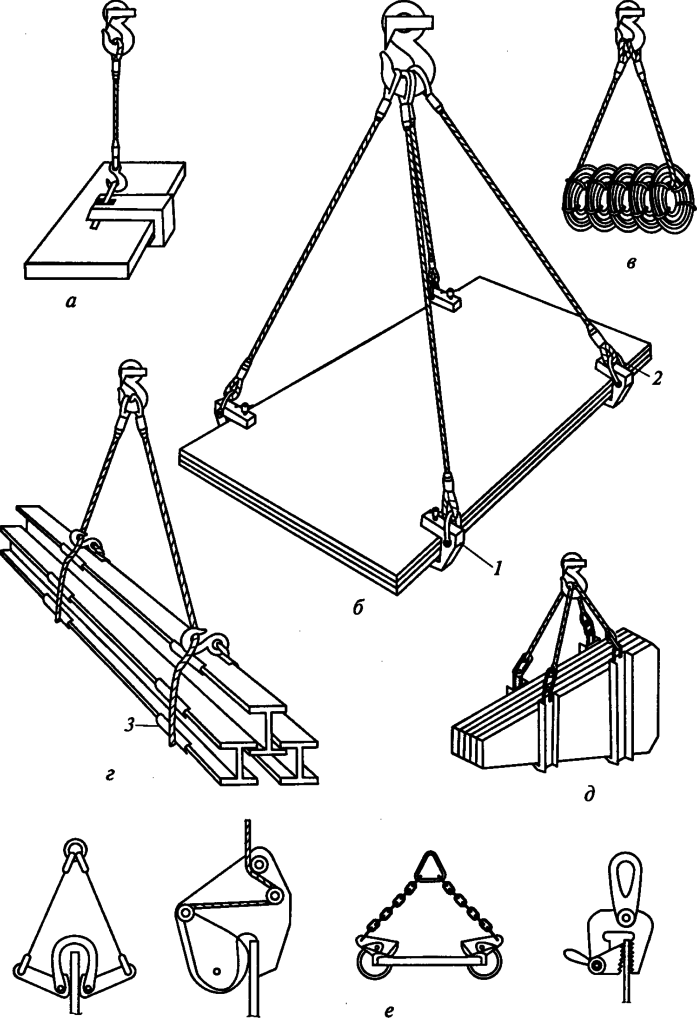
Небольшие металлоконструкции и небольшие металлоизделия поднимаются и перемещаются с помощью захватов и скоб. Железобетонные плиты перекрытия, перемычки, прогоны и другие ж/б и стальные элементы поднимают с использованием траверс, предусматривающих возможность многоярусного размещения конструкций. Траверсы обеспечивают равномерное распределение нагрузки. Данное оборудование может быть линейного или пространственного типа – в зависимости от характеристик товара.
При работе с листовой продукций используется схема строповки труб текстильными стропами универсального двухпетлевого типа методом «на удавку». Строповка труб, круглого проката, бревен производится методом «на удавку». В петлю продевается один конец стропа, а второй – накидывается на крюк крана так, чтобы при подъеме петля затянулась, и был обеспечен надежный захват. Схема строповки двутавровой балки предусматривает использование 2-х одноветьевых стропами по тому же принципу «на удавку».
Грузоподъемные работы со стропами должны выполняться квалифицированными специалистами. При расчете грузоподъемности и длины строп учитываются следующие показатели:
- Масса товара, указанная на продукции согласно требованиям ГОСТ 14192-96;
- Центр тяжести;
- Количество и расположение мест креплений для транспортировки;
- Угол наклона ветвей стропа к вертикали, их длина.
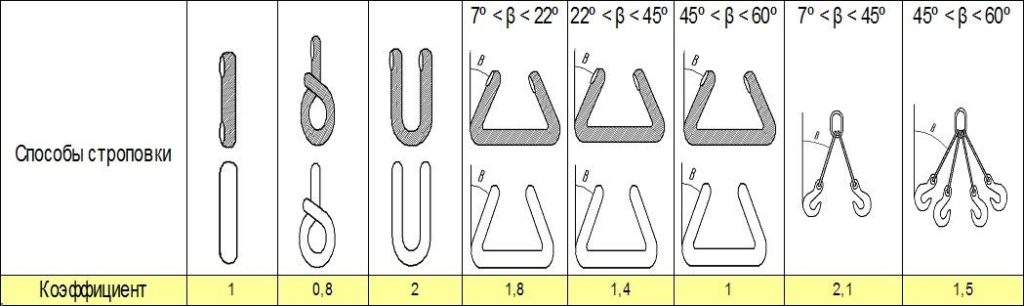
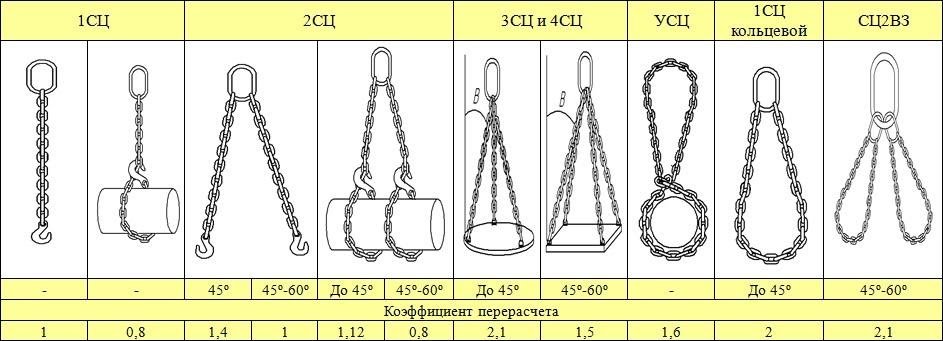
Нагрузка на стропы может снижаться в зависимости от применяемой схемы обвязки. Для расчета рабочей грузоподъемности применяют определенные коэффициенты.
Таблица коэффициентов и грузоподъемности строп при разных схемах строповки

Изменение грузоподъемности грузоподъемного оборудования происходит в зависимости от количества ветвей. При выборе такелажа, захватных приспособлений важно рассчитать нагрузку на каждую ветвь. Выполнить расчет можно по формуле:
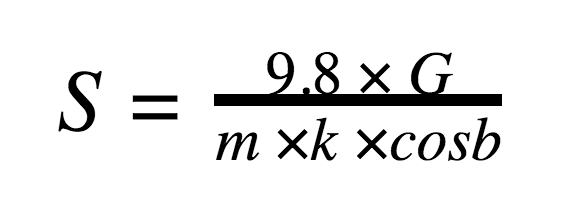
где
S – нагрузка на одну ветвь;
G ‒ вес груза;
m ‒ количество ветвей;
k – коэффициент распределения веса на ветви;
b – угол наклона ветвей к вертикали;
9.8 – ускорение свободного падения (g=9.8).
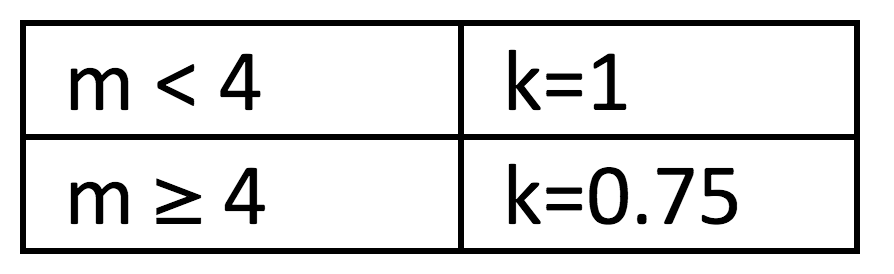
Коэффициент распределения веса груза на ветви (k) рассчитывается по количеству ветвей.
Расчет нагрузки на ветвь позволяет определить разрывное усилие стропа:

, где kзап – коэффициент запаса прочности.
Данный коэффициент отражает во сколько раз натяжение ветви должно быть меньше разрывного усилия стропа, прописанного в паспорте изделия. У изделий, произведенных из разных материалов, показатель может отличаться.

Как зацепить ветвевые стропы

Основные правила строповки грузов содержат условия зацепа поклажи ветвевыми изделиями:
- Размер крюка должен отвечать петле или рем болту – крюк должен беспрепятственно в них проходить. Зацеплять стропу следует так, как это показывает карта строповки грузов;
- Установка крюков должна проводиться по направлению от центра тяжести;
- Предусмотренные производителем петли (рымы) обязаны захватываться крюком. Если цеплять груз не на все петли, возрастает риск повреждения или разлома товара;
- Максимальный угол между стропами должен составлять 90°.
Наибольшей уязвимостью среди текстильных, канатных и цепных строп отличаются текстильные. Их не рекомендуется применять во влажном виде при минусовых температур, подвергать действию пламени, щелочей, кислот и других химически агрессивных сред. Выбирая способы зацепки грузов с целью предупреждения разреза текстильных строп, их следует осторожно использовать для работы с товарами с острыми кромками, защитить ленты прокладками.
Правила перемещения грузов
При выборе способа строповки груза важно учесть основные требования к проведению данной процедуры:
- Используемые грузозахватные механизмы не должны снижать прочность конструкции и деформировать товар. В их задачи также входит защита от опрокидывания и падения;
- Все грузозахватное оборудование, крепления конструкции и подъемный кран должны быть надежны;
- Предусматривается возможность дистанционной расстроповки – без участия стропальщика;
- Возможно многократное использование такелажа.
Чаще всего схемы строповки представляются в виде плаката с графическим изображением. Особых требований относительно цветового исполнения схем законодательство не предъявляет. Стенды могут содержать фирменную символику, иметь подсветку.
К основным правилам строповки и перемещения товаров относятся:
- Соблюдение схем строповки для габаритных, негабаритных и длинномерных грузов;
- Использование специальных устройств (рым, цапф, петлей и пр.);
- При отсутствии схемы строповки и перемещение продукции должно проводиться под руководством сотрудника, ответственного за безопасность производства работ;
- Перемещение оборудования, вес которого неизвестен, разрешено только после его взвешивания и определения фактической массы;
- Выбор грузозахватных приспособлений (траверс, захватов, строп и пр.) должен производиться с учетом разработанной схемы обвязки и характеристик товара;
- При обвязке строп не должно быть узлов и перекручиваний;
- Должен быть исключен риск задевания предметов на пути движения незадействованными зацепами на концах строп;
- Обязательно учитывать расположение центр тяжести. Это предупредит выскальзывание груза во время отрыва от поверхности. Особенности строповки длинномерных грузов заключаются в том, что такелаж должен располагаться на удалении 1/4 длины конструкции от ее концов. Предусматривается обязательная фиксация не менее чем в 2-х местах;
- Крюки строп следует направлять от центра груза. На крюках следует предусмотреть предохранительные замки;
- При строповке с затяжной петлей канатного стропа грузоподъемность рекомендуется снизить на 20%;
- При свободной укладке товара на петлевые стропы перемещение производится независимо от количества петель и предусматривает обязательное наличие на поклаже элементов, предупреждающих его смещение в продольном направлении;
- При работе с цепными стропами важно не допустить деформацию звеньев на ребрах конструкции;
- Обвязка «на удавку» (в обхват) при длине груза менее 2 м может производиться в одном месте. Кроме случаев, когда используется схема строповки профилированного листа и другого металлопроката.

Примеры схем строповки различных грузов.

Строповка строительных конструкций, арматурного каркаса, фундаментных стеновых блоков (ФБС), вагончика бытовки, бочки 200 литров, еврокуба с пенообразователем, барабана с кабелем, складирование, перемещение краном поддонов с кирпичом производится согласно заранее разработанным схемам. Учитывается высота подъема и опускания грузов, необходимость складирования грузов, в том числе лестничных маршей, тип погрузочно-разгрузочного оборудования.
Схема строповки колесной пары с редуктором
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
«Регионального Центра Инновационных Технологий»
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
ТЕКУЩИЙ РЕМОНТ ТР-3 КОЛЕСНО-РЕДУКТОРНОГО БЛОКА
ЭЛЕКТРОВОЗА ЭП1
ПКБ ЦТ.25.0009
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
«РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
ПРОЕКТНО-КОНСТРУКТОРСКОЕ БЮРО
ЛОКОМОТИВНОГО ХОЗЯЙСТВА
(ПКБ ЦТ ОАО «РЖД»)
УТВЕРЖДЕНО
Заместитель начальника
Департамента локомотивного
хозяйства ОАО «РЖД»
А.В. Петрунин
21.12.2005 года
ТЕКУЩИЙ РЕМОНТ ТР-3
КОЛЕСНО-РЕДУКТОРНОГО БЛОКА
ЭЛЕКТРОВОЗА ЭП1
ПКБ ЦТ.25.0009
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
1 Введение
2 Общие технические требования
3 Требование безопасности
4 Демонтаж колесно-редукторного блока с тележки
5 Вибро–акустическая диагностика входного контроля
6 Поузловая разборка колесно-редукторного блока
6.1 Демонтаж фланца с вала шестерни тягового редуктора
6.2 Демонтаж корпуса редуктора с колесной пары
6.3 Разборка буксовых узлов колесных пар
6.4 Разборка верхнего корпуса тягового редуктора
7 Технический осмотр и ремонт узлов и деталей колесно-редукторного блока.
7.1 Тяговый редуктор
7.2 Подвеска тягового редуктора
7.3 Буксовый узел
7.4 Обыкновенное освидетельствование колесных пар
8 Сборка колесно-редукторного блока
8.1 Сборка буксового узла и установка на колесную пару
8.2 Сборка тягового редуктора и установка на колесную пару
9 Обкатка колесно-редукторного блока и вибро – акустическая диагностика зубчатого зацепления и подшипниковых узлов
10 Монтаж колесно-редукторного блока на раме тележки
Приложение А. Перечень рисунков к технологической инструкции
Приложение Б. Перечень основного технологического оборудования для текущего ремонта колесно-редукторного блока электровоза ЭП1
Приложение В. Нормы допусков и износов деталей и узлов колесно-редукторного блока электровоза ЭП1
1. ВВЕДЕНИЕ
Настоящая технологическая инструкция на текущий ремонт колесно – редукторного блока электровоза ЭП1 разработана Проектно-конструкторским бюро Локомотивного хозяйства ОАО «РЖД» с учетом опыта ремонта электровозов в локомотивном депо Иланская Красноярской ж.д..
Технологическая инструкция как единый нормативный документ предназначена для руководства при выполнении текущего ремонта ТР-3 колесно – редукторного блока пассажирских электровозов серии ЭП1 и является ремонтным документом, выполнение требований которого обязательно.
При разработке инструкции учтены требования инструкций МПС и ОАО «РЖД» по содержанию и ремонту узлов и деталей электровозов, а также технические требования рабочих чертежей завода-изготовителя — Новочеркасского электровозного завода .
Объем и характер работ по текущему ремонту ТР-3 колесно – редукторного блока электровозов ЭП1 установлен в соответствии с «Руководством по техническому обслуживанию и текущему ремонту электровозов ЭП1. ЭП1 ИО» утвержденным Вице-президентом ОАО «РЖД» В.А. Гапановичем 25.12.2004 г. и другой действующей нормативной документацией.
В технологической инструкции предусмотрены требования техники безопасности при ремонте, порядок разборки, ремонта и сборки узла. Инструкцию дополняют иллюстрации (рисунки), на которых показаны узлы и детали, ремонтные и браковочные параметры, а также технические указания и требования по ремонту.
В основу разработки технологической инструкции положены действующие в настоящее время эксплуатационные и нормативно-технические документы:
— Руководство по эксплуатации. Книга №8. Инструкция по техническому обслуживанию — ИДМБ661142.004РЭ8;
— Руководство по эксплуатации. Книга №6. Техническое описание. Механическая часть – ИДМБ661142.004РЭ6;
— Альбом чертежей № 5. Механическое оборудование электровоза серии ЭП-1;
— Инструкция по техническому обслуживанию и ремонта подшипников качения локомотивов и моторвагонного подвижного состава – ЦТ/330;
— Инструкция по формированию, ремонту и содержанию колесных пар тягового подвижного состава железных дорог колеи 1520 мм – ЦТ/329
— Инструкция по сварочным и наплавочным работам при ремонте тепловозов, электровозов, электропоездов и дизель-поездов — ЦТ-336.
— Инструкция по применению смазочных масел на локомотивах и моторвагонном подвижном составе – ЦТ-940;
К технологической инструкции прилагаются:
— перечень основного технологического оборудования для текущего ремонта колесно – редукторного блока электровоза;
— нормы допусков и износов деталей и узлов механического оборудования электровозов.
2. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 Снятие, разборка и очистка деталей
2.1.1 Перед снятием или разборкой сборочных единиц выполнить следующие работы:
— проверить наличие на деталях маркировки и, при необходимости, восстановить согласно требованиям чертежа;
— измерить зазоры, разбеги между деталями, определить характер и величину износа трущихся деталей в рабочем положении, установить степень искажения формы деталей (овальность, конусообразность и т.д.);
— проверить визуально или остукиванием ослабления деталей в посадке;
— детали неразъемных или неподвижных соединений с гарантированным натягом при отсутствии признаков ослабления разъеди-нить в случае необходимости замены или ремонта одной из них.
2.1.2 Регулировочные прокладки при разборке пометить и сохранить, а при сборке поставить на свои места. Крепежные детали после очистки и контроля состояния должны быть рассортированы.
2.1.3 Спаренные детали, которые при сборке требуют взаимной пригонки или обработки с одного установа, не распаривать, если они не подлежат замене.
2.1.4 Детали сборочных единиц должны очищаться дважды: до и после разборки.
2.1.5 Крупногабаритные сварные и литые детали из черных и цветных металлов в зависимости от степени и характера загрязнений должны быть очищены абразивами (пневмо- и гидроабразивным способом), вываркой в моющем растворе, струйным способом в моечных машинах и камерах. Допускается в отдельных случаях очистку деталей производить механическими инструментами или обтирать вручную. Точно обработанные, шлифованные или полированные поверхности деталей, подверженные коррозии, после очистки смазать маслом.
2.1.6 Качество очистки определить визуальным осмотром или оптико-визуальным методом, по смачиваемости поверхности водой (качество обезжиривания).
2.2 Дефектация деталей и узлов
2.2.1 Дефектацию деталей и узлов производить следующими способами неразрушающего контроля: оптико-визуальным, магнитопорошковым, электромагнитным (вихретоковым дефектоскопированием), отраженного излучения (ультразвуковым), ударно-звуковым (простукиванием).
2.2.2 При оптико-визуальном контроле особое внимание уделять поверхностям, расположенным в зоне высоких тепловых и механических нагрузок, а также в зоне концентрации напряжений.
2.2.3 Магнитопорошковый метод применять для контроля состояния стальных и чугунных деталей с целью выявления усталостных и закалочных трещин, волосовин, включений и других пороков металла, выходящих на поверхность. После магнитной дефектоскопии детали подшипников качения, скольжения и любых трущихся пар подвергнуть размагничиванию.
2.2.4 Ультразвуковую дефектоскопию применять для отыскания глубинных пороков металла (волосовин, трещин, усадочных раковин, пористости, шлаковых включений и непроваренных мест в сварных швах), не выходящих на поверхность у отдельных демонтированных деталей или деталей, находящихся в собранном виде, независимо от материалов, из которых они изготовлены.
2.2.5 Электромагнитный метод (токовихревой) применять для отыскания пороков (трещин, раковин, пор и др.), выходящих на поверхность или находящихся у поверхностного слоя демонтированных или собранных деталей из магнитных и диамагнитных металлов.
2.3 Ремонт деталей и сборочных единиц
2.3.1 Разборка, ремонт, испытание и сборка отдельных типовых узлов деталей механического оборудования, на которые имеются подробные технологические указания в действующих инструкциях МПС (ОАО «РЖД») или в специальных инструктивных указаниях, технических условиях и документации заводов-изготовителей, производится согласно перечисленной документации, о чем дается ссылка в соответствующих разделах настоящей инструкции.
2.3.2 Допускаемые размеры и износы деталей и узлов механического оборудования приведены в Приложении Б.
2.3.3 Уменьшение сечений деталей, изготовленных из проката и поковок, от действия коррозии и зачистки в местах, не подверженных износу от трения и не нормированных отдельными предписаниями, допускается не более, чем на 15% против чертежных размеров.
2.3.4 В настоящей инструкции на рисунках деталей сплошными основными линиями выделены места, подверженные износу и подлежащие контролю и восстановительному ремонту. Также на рисунках и в таблицах даны технические указания по методам восстановления деталей.
2.3.5 Допускаемые размеры и износы деталей должны соответствовать нормам, указанным в приложении и на рисунках.
Для удобства пользования допуски на рисунках даны в виде табличек, например:
В клетке I даны допуски по чертежу, в клетке II – допуски при выпуске из текущего ремонта ТР-3, в клетке III – браковочный размер для всех видов ремонта, требующий замену или ремонт деталей.
2.4 Ремонт и сборка деталей резьбовых соединений сборочных единиц.
2.4.1 Детали резьбового соединения (шпилька-деталь-гайка, болт-деталь, болт-гайка), имеющие сорванную, смятую или изношенную резьбу, забоины резьбы, допускается восстанавливать одним из следующих способов:
— проточкой (расточкой) и нарезанием резьбы под ближайший стандартный размер;
— наплавкой с последующей нарезкой резьбы под чертежный размер кроме случаев, оговоренных настоящей инструкцией;
— постановкой ввертышей в резьбовое отверстие или заменой резьбового конца болта, шпильки или вала. Новые части должны быть изготовлены из металла той же марки;
— нарезкой новых резьбовых отверстий (рядом со старыми) и заделкой старых отверстий резьбовыми пробками или заваркой.
2.4.2 При сборке резьбового соединения должны быть соблюдены следующие условия:
— для плотной посадки шпилек или ввертышей допускается ставить их на густотертом сурике или цинковых белилах;
— ось резьбы шпильки должна быть перпендикулярна (неперпендикулярность допускается не более 0,2 мм на длине 100 мм), а торец гайки параллелен опорной поверхности детали, в которую ввернута шпилька. Длина части болта или шпильки, выступающей из гайки, должна быть не менее одной нитки и не более указанной на чертеже;
— стопорение резьбовых деталей должно быть произведено согласно требованиям чертежа.
2.5 Восстановление деталей наплавкой
2.5.1 Восстановление деталей наплавкой производить по технологическим указаниям инструкции ЦТ-336 с использованием существующих сварочных или наплавочных материалов, удовлетворяющих прочностным требованиям чертежей.
2.6 Сборка узлов локомотива.
2.6.1 На сборку должны поступать детали, прошедшие дефектоскопию и измерительный контроль и удовлетворяющие требованиям их дальнейшей эксплуатации.
2.6.2 При установке валиков на втулки их следует смазать тонким слоем смазки Буксол ТУ 0254-107-01124328-01.
2.7 Требования к оборудованию, технологической оснастке и средствам контроля
2.7.1 Технологическое оборудование, приспособления, измерительный, контрольный и режущий инструмент, заложенные в технологической инструкции, могут быть заменены на другие отечественные или импортные образцы, не уступающие по своим техническим характеристикам или превосходящие их и обеспечивающие ремонтные требования, приведенные в настоящей технологической инструкции.
2.7.2 В качестве чалочных приспособлений следует использовать приспособления цеховой конструкции, согласованные и допущенные к использованию в установленном порядке.
2.7.3 Строповка колесной пары и ее элементов производится согласно деповским схемам строповки.
2.8 Отклонения формы поверхности
2.8.1 Отклонение профиля продольного сечения (главным образом конусообразность) определяется как полуразность наибольшего и наименьшего диаметров, принадлежащих одному продольному сечению, измеренных двухконтактным прибором.
2.8.2 Отклонение от круглости (главным образом овальность) определяется как полуразность наибольшего и наименьшего взаимноперпендикулярных диаметров, принадлежащих одному поперечному сечению, измеренных двухконтактным прибором
2.8.3 Непостоянство диаметра в поперечном сечении посадочной поверхности определяется как разность наибольшего и наименьшего диаметров, измеренных в одном и том же поперечном сечении.
Допуск непостоянства диаметра в поперечном сечении определяется как наибольшее допустимое непостоянство диаметра в поперечном сечении.
2.8.4 Непостоянство диаметра в продольном сечении посадочной поверхности определяется как разность наибольшего и наименьшего е диаметров, измеренных в одном и том же продольном сечении.
Допуск непостоянства диаметра в продольном сечении определяется как наибольшее допустимое непостоянство диаметра в продольном сечении.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1 Разборку, ремонт и сборку элементов колесно-редукторного блока производить на специальном типовом оборудовании с соблюдением мер безопасности, оговоренных в пояснительных записках, паспортах, инструкциях по техническому обслуживанию соответствующего оборудования.
3.2 Все оборудование должно находиться в полной исправности. Ограждение и защитные устройства должны быть установлены на своих местах и закреплены. Работа на неисправном оборудовании и при отсутствии или неисправности ограждений запрещена.
3.3 Работа неисправным и изношенным инструментом не допускается. Неисправный и несоответствующий условиям работы инструмент подлежит изъятию и замене.
3.4 При пользовании всеми видами электроинструмента запрещается работать без его заземления, если рабочее напряжение превышает 36 В. Не разрешается оставлять без надзора электроинструмент, присоединенный к электросети. Не разрешается включать электромагнитный дефектоскоп в сеть без заземления.
3.5 При выполнении работ по наплавке и обработке деталей необходимо следить, чтобы оборудование и приборы, находящиеся под высоким напряжением, были заземлены, закрыты кожухами, и подводы к ним надежно изолированы. Рабочее место для наплавки оборудовать вентиляцией, обеспечивающей обмен воздуха по нормам, предусмотренным для сварочных работ. Пол в помещении, где выполняется наплавка, должен быть сухой. При ручной наплавке порошковой проволокой открытой дугой необходимо пользоваться исправным щитком с темными стеклами, не имеющими трещин, отколов или повреждений покрывного стекла.
Читайте также: Замена редуктора ямаха джог
3.6 При механической обработке деталей колесно-редукторного блока соблюдать типовые инструкции по охране труда при холодной обработке металлов на металлорежущих станках.
3.7 Окраску деталей и узлов производить в соответствии с правилами техники безопасности и производственной санитарии для окрасочных цехов и участков предприятий ж.д. транспорта.
3.8 Снятие узлов производить, применяя специальные приспособления, обеспечивающие безопасность работ. Перед снятием узлов должны быть проверены чалочные приспособления, правильность строповки, подготовленность узла для снятия.
3.9 Строповку и перемещение узлов и деталей колесно-редукторного блока производить в соответствии с «Инструкцией по безопасности ведения работ для стропальщиков (зацепщиков)». Запрещается пользоваться поврежденными или немаркированными чалочными приспособлениями, соединять звенья разорванных цепей чалок болтами или проволокой.
3.10 Перед подачей сигнала о подъеме (или перед подъемом) колесной пары, редуктора или блока в сборе стропальщик должен убедиться в том, что груз надежно закреплен и на нем нет незакрепленных деталей.
3.11 Все работники, связанные с ремонтом колесно-редукторного блока, должны соблюдать правила личной гигиены: не мыть руки в масле, керосине, эмульсии и не вытирать их концами, загрязненными стружкой; не хранить личной одежды на рабочем месте; не принимать пищи на рабочем месте.
3.12 По окончании работы убрать детали, материалы, инструменты и привести в порядок рабочее место, сдать смену, сообщить сменщику и мастеру обо всех недостатках, обнаруженных в оборудовании или инструменте, вымыть руки и лицо теплой водой с мылом или принять душ.
3.13 При транспортировке, ремонте, испытании и сборке узлов руководствоваться правилами техники безопасности для предприятий по ремонту подвижного состава.
3.14 При ремонте следует руководствоваться документами
— Техническое обслуживание и текущий ремонт электровозов, тепловозов и моторвагонного подвижного состава. Общие требования безопасности. ОСТ 32.20-83
— Правила по охране труда при техническом обслуживании и текущем ремонте тягового подвижного состава и грузоподъемных кранов на железнодорожном ходу — ПОТРО-32_ЦТ-668-99;
— Типовая инструкция по охране труда для слесаря по ремонту электроподвижного состава ТОИР-32-Цт-535-98;
4. ДЕМОНТАЖ КОЛЕСНО-РЕДУКТОРНОГО БЛОКА С ТЕЛЕЖКИ
4.1 Перед подъемкой кузова и выкаткой тележек установить специальные технологические стяжки, ввернув их в резьбовые отверстия втулок (8ТС 215.014), для удержания буксовых пружин в сжатом состоянии и фиксации их на опорах букс (см. рисунок А2. Рессорное подвешивание).
4.2 Демонтаж колесно-редукторного блока при текущем ремонте ТР-3 электровоза выполняется на выкаченной тележке на специально оборудованном для этого рабочем месте. Ниже рассмотрены операции по разборке тележки, которые необходимо выполнить, чтобы демонтировать колесно-редукторный блок.
4.3 Снять гидравлические демпферы колебаний буксовой ступени (Рисунок А1. Установка гидродемпфера)
4.3.1 Расшплинтовать и отвернуть гайку 12 в нижней части демпфера;
4.3.2 В верхней части демпфера расшплинтовать и отвернуть гайку 1, после чего вынуть валик 4 с втулками 6;
4.3.3 Отсоединить гидродемпферы 5 от кронштейнов тележек и отправить к месту разборки и ремонта;
4.3.4 Установить бирки на демпферы в зависимости от их местоположения.
4.4 Демонтировать тяговый двигатель с тележки (Рисунок А3. Установка тягового двигателя)
4.4.1 Разъединить корпус резинокордной муфты с фланцем тягового редуктора (Рисунок А4. Механизм передаточный)
До разъединения фланцев восстановить или нанести вновь метки (риски), определяющие их взаимное положение
Отвернуть гайки 4 болтов 3 (М16) и снять стопорные шайбы 5.
Для удобства доступа к 24-ём гайкам 4 резинокордной муфты рекомендуется муфту прокручивать путем проворота вывешенной колесной пары или путем перекатывания тележки по рельсовой колее рабочей позиции разборки тележки.
4.4.2 Освободить тяговый электродвигатель от элементов крепления с рамой тележки (Рисунок А3. Установка тягового двигателя).
Рашплинтовать и отвернуть гайки болтов 9 и 10, которыми кронштейн 2 тягового электродвигателя 1 крепится на концевом брусе рамы;
Отвернуть болты 12, которыми через валики 11 крепятся кронштейны 3 тягового электродвигателя 1 к кронштейну рамы тележки на среднем брусе;
4.4.3 Поднять плавно краном ТЭД и переместить его на участок для демонтажа резинокордной муфты.
При транспортировке двигателя торсионный вал, вместе с установленной резинокордной муфтой, должен быть зафиксирован от возможных перемещений в осевом и радиальном направлениях. Это может быть осуществлено при помощи специальных фиксирующих элементов (шпильки 3, гайки 4, шайбы 5), вворачиваемых в резьбовые демонтажные отверстия в щите тягового двигателя. (Рисунок А5. Фиксация передаточного механизма относительно тягового двигателя).
4.5 Демонтировать колесно–редукторный блок с тележки (Рисунок А6 Подвеска тягового редуктора)
4.5.1 Поддомкратить тяговый редуктор и сжать нижнюю резиновую шайбу 2 подвески 1.
Упор домкрата приложить через деревянную прокладку в нижнюю точку соединения верхнего и нижнего корпуса.
4.5.2 Расшплинтовать и отвернуть гайку 5 подвески, после чего снять металлический диск 3 и верхнюю резиновую шайбу 2.
Разрешается выполнять разборку упругого узла подвески без предварительного сжатия нижней резиновой шайбы. В этом случае под нижний корпус редуктора должна быть установлена опора, препятствующая опрокидыванию редуктора (Рисунок А7. Установка опоры при демонтаже подвески тягового редуктора).
4.5.3 Отвернуть болты и снять предохранительную планку, освободив упор носика тягового редуктора (Рисунок А6. Подвеска тягового редуктора).
Опустить при использовании домкрата тяговый редуктор, установив носиком на балку, предварительно уложенную на рельсы под тележкой поперек пути.
4.5.4 Слить масло из редуктора в емкость.
4.5.5 Расшплинтовать и отвернуть гайку 9 валика 6 подвески 1 редуктора.
4.5.6 Вынуть валик 6 вместе с дистанционными кольцами 7 и снять подвеску 1 тягового редуктора.
4.6 Освободить кронштейны 1 и 2 рессорного подвешивании от крепления к раме тележки (Рисунок А2. Рессорное подвешивание)
4.6.1 Отвернуть болты 8 и снять их вместе с пружинными шайбами 9.
4.6.2 Установить бирки в соответствии с расположением кронштейнов 1 и2 на тележке.
4.7 Освободить буксовые поводки (тяги) от рамы тележки (Рисунок В2. Рессорное подвешивание)
4.7.1 Расстопорить и отвернуть гайки 14 с болтов 13 крепления валиков тяг к кронштейнам рамы тележки.
4.7.2 Отвернуть болты и отсоединить валики поводков от букс.
4.7.3 Снять нижние поводки 10.
4.8 Поднять раму тележки и передать на позицию обмывки.
4.9 Застроповать колесно–редукторный блок и передать на позицию вибро – акустическая диагностика зубчатой передачи, опорных и буксовых подшипников (Рисунок А8. Схема строповки колесной пары с тяговым редуктором).
5. ВИБРО–АКУСТИЧЕСКАЯ ДИАГНОСТИКА ВХОДНОГО КОНТРОЛЯ
5.1 Установить колесно-редукторный блок на стенд для обкатки, оснащенный микропроцессорным комплексом оперативной вибродиагностики подшипников качения и зубчатой передачи. (Рисунок А9. Обкатка и вибро – акустическая диагностика колесно-редукторного блока)
Диагностику подшипниковых узлов и зубчатой передачи выполнить в соответствии с инструкцией по эксплуатации стенда.
5.2 Выполнить диагностику подшипников и зубчатой передачи в режиме программы входного контроля.
Обратить особое внимание на состояние опорного подшипника со стороны колесной пары, поскольку к нему нет доступа при ремонте колесной пары без спрессовки колесного центра.
5.3 Переместить колесную пару с тяговым редуктором с позиции вибро – акустическая диагностика на позицию мойки и после в моечной машины передать на позицию демонтажа и разборки тягового редуктора.
5.4 Результаты обследования передать вместе с колесно-редукторным блоком на участок его разборки и ремонта.
Диагностическое оборудование. Стенд для обкатки пары колесной с редуктором электровоза ОБ-16008 ООО «ПК «НЭВЗ» г. Новочеркасск.
Микропроцессорный комплекс оперативной вибродиагностики подшипников качения и зубчатых передач. Вектор 2000 АО «ВАСТ», г. С-Петербург.
Микропроцессорный комплекс оперативной вибродиагностики подшипников качения и зубчатых передач СМ-3001, ООО «ИНКОТЕС», г. Н-Новгород.
6. ПОУЗЛОВАЯ РАЗБОРКА КОЛЕСНО-РЕДУКТОРНОГО БЛОКА
6.1 Демонтаж фланца с вала-шестерни тягового редуктора
6.1.1 Выполнить операцию гидравлическим способом с созданием осевой силы и одновременным созданием распорного усилия путем подачи масла в зону сопряжения. (Рисунок А10. Демонтаж фланца тягового двигателя с вала редуктора)
Демонтаж выполнить с помощью специального оборудования, включающего насосную станцию и навесное оборудование, устанавливаемое на фланец редуктора.
Порядок работы описан в инструкции по эксплуатации на специальное съемное оборудование.
Технологическое оснащение: Гидросъемник с гидроуселителем и силовой гидроустановкой высокого давления для демонтажа-монтажа фланца полумуфты торсионного вала ТЭД; типа Ом 072
Установка для сборки и разборки конических соединений ОБ-81323 ООО «ПК «НЭВЗ» г. Новочеркасск
6.1.2 Передать снятый фланец для очистки и ревизии его технического состояния.
6.2 Демонтаж корпуса редуктора с колесной пары
6.2.1 Установить колесную пары в сборе с редуктором на кантователь для демонтажа верхнего и нижнего корпуса тягового редуктора. (Рисунок А11. Колесная пара с редуктором на кантователе)
6.2.1 Проверить перед разборкой наличие одинаковых клейм на обоих половинках корпуса редуктора.
При отсутствии клейм наносятся одинаковые номера. Распаривание половин корпуса редуктора не допускается.
6.2.2 Выбить штифты 2 (Пальцы 8ТС.227.028) и отвернуть болты 5, скрепляющие верхний и нижний корпуса редуктора по фланцу плоскости разъема.
6.2.3 Снять стяжную проволоку и отвернуть болты 3 крепления верхнего и нижнего корпуса редуктора к корпусам подшипника колесной пары.
Разъединить оба корпуса редуктора, слить остатки смазки и передать их на позицию обмывки и дальнейшей разборки.
6.3 Разборка буксовых узлов колесных пар
6.3.1 Разборка буксы с токосъемом (Рисунок А12. Пара колесная с буксами и редуктором, сечение А-А (5ТС 224.044-03)
6.3.1.2 Разборку букс и демонтаж подшипников с осей производить в соответствии с требованиями «Инструкции по техническому обслуживанию и ремонту узлов с подшипниками качения локомотивов и моторвагонного подвижного состава» ЦТ/330.
6.3.1.3 Отвернуть болты и снять крышку 31 вместе с прокладкой;
6.3.1.4 Отвернуть болты 24 и снять корпус 29 вместе с установленными на нем тремя щеткодержателями 30. Снять изолирующую шайбу 32.
6.3.1.5 Освободить шунты щетки 2 (Рисунок А13. Щеткодержатель) и снять гайку 4 на корпусе щеткодержателя. Вынуть щетку для осмотра;
6.3.1.6 Расстопорить и отвернуть болты, снять контактный диск 28 (Рисунок А12 Пара колесная с буксами и редуктором, сечение А-А (5ТС 224.044-03);
6.3.1.7 Отвернуть болты и снять лабиринтное кольцо 25 с шайбами и стопорной планкой 12;
6.3.1.8 Отвернуть болты и снять крышку 27;
6.3.1.9 Отвернуть гайку 11 и установить на резьбовую часть шейки оси предохранительный стакан или центрирующую втулку 1 (Рисунок А14 Сборка (разборка) буксы);
6.3.1.10 Снять с помощью кранового оборудования и приспособления 4 с шеек оси корпус буксы 13 (Рисунок А14 Сборка (разборка) буксы) вместе с блоками подшипников 6, 9 (без внутренних колец), дистанционным кольцом 7 и крышкой 4;
6.3.1.11 Отвернуть болты и снять заднюю крышку 4 (Рисунок А12);
6.3.1.12 Выпрессовать из корпуса буксы 2 подшипники 10 и 6 с проставочным кольцом 8;
6.3.1.13 Обмыть детали буксы в моечной машине.
6.3.2 Разборка буксы с приводом регистрирующих механизмов (Рисунок А12. Пара колесная с буксами и редуктором, сечение Б-Б (5ТС 224.044-05):
6.3.2.1 Отвернуть болты 18 и снять датчика угла поворота 17 вместе с прокладкой;
6.3.2.2 Отвернуть болты и снять переднюю крышку 20;
6.3.2.3 Удалить и собрать в специальную посуду смазку с внутренних поверхностей крышек и из передних частей буксы;
6.3.2.4 Отвернуть болты 21 и 13 и снять стопорную планку 12;
6.3.2.5 Дальнейшие операции по разборке буксы произвести аналогично буксе с токосъемом.
6.3.2 Разборка остальных букс производится аналогично.
6.4 Разборка верхнего корпуса тягового редуктора
(Рисунок А15. Разборка верхнего корпуса редуктора)
6.4.1 Установить верхний корпус редуктора на кантователь и развернуть его, расположив вал-шестерню вертикально, посадочным местом фланца, обращенным вверх
Для удобства условно назовем сторону редуктора, обращенную к колесу — задней, а со стороны фланца – передней.
6.4.2 Отвернуть болты 4 передней опоры подшипника 5
6.4.3 Выпрессовать переднюю опору подшипника 5 в сборе с передней крышкой 3 и блоком наружного кольца подшипника 2 из корпуса редуктора с помощью технологических выжимных болтов.
6.4.4 Ввернуть рым-болт в торец вал-шестерни 6 и извлечь вместе с передней опорой подшипника используя рым-болт и грузоподъемное оборудование.
Внутреннее кольцо подшипника задней опоры останется на вал – шестерне.
6.4.5 Опустить весь блок на подставку и снять с вал-шестерни 6 переднюю опору подшипника 5 в сборе с передней крышкой 3 и блоком наружного кольца подшипника 2.
6.4.6 Развернуть кантователь, установив его задней крышкой вверх
6.4.7 Отвернуть болты 4 задней опоры подшипника 5 и выпрессовать ее из корпуса с помощью технологических выжимных болтов.
6.4.8 Передать опору в сборе с помощью грузо — захватывающего приспособления и крана к месту окончательной разборки
6.4.9 Разобрать узлы опор подшипников.
Вывернуть болты 4, снять крышки 3, 7 и выпрессовать блоки наружных колец подшипников 2
6.4.10 Снять с обоих концов вала внутренние кольца подшипников и лабиринтные кольца 8.
Демонтаж выполнить с помощью индукционного нагревателя ТВЧ
6.4.11 Очистить детали и узлы редуктора от смазки, загрязнений и герметика и передать на соответствующие ремонтные позиции.
7. ТЕХНИЧЕСКИЙ ОСМОТР И РЕМОНТ УЗЛОВ
И ДЕТАЛЕЙ КОЛЕСНО-РЕДУКТОРНОГО БЛОКА.
7.1 Тяговый редуктор
7.1.1 Корпус тягового редуктора
( Рисунок А16. Корпус тягового редуктора)
7.1.1.1 Верхний и нижний корпусы редуктора, поступающие на технический осмотр, должны быть предварительно очищены, а с привалочных поверхностей удалена краска, ржавчина и герметик.
7.1.1.2 Обмытые и очищенные корпусы подвергнуть тщательному визуальному осмотру и остукиванию молотком для выявления трещин в боковине и днище, сварных швах боковин.
Убедиться в отсутствии трещин как по сварным швам, так и по основному металлу; хвостовик верхней половинки корпуса редуктора подвергнуть магнитному контролю.
Корпус подлежит замене при наличии:
— сквозных трещин, проходящих через все сечение листа;
— коробления корпуса и значительных пробоин, не поддающихся исправлению.
7.1.1.3 Трещины в сварных швах вырубить и подготовить к заварке.
Заварку трещин выполнять руководствуясь Инструкцией по сварочным и наплавочным работам при ремонте тепловозов, электровозов и дизель поездов
7.1.1.4 После ремонта сваркой корпус редуктора испытать на плотность керосином.
Выдержку керосина произвести в течение 10-15 мин. Течь кожуха не допускается
Плотность сварных швов проверить методом меловой обмазки. Сварной шов окрашивается мелом с одной стороны. После высыхания мелового покрытия обратная сторона шва обильно смачивается керосином и выдерживается 5 мин. и более в зависимости от толщины шва и его расположения в пространстве. При контроле вертикальных швов смачивание керосином производится путем наложения на шов концов, пропитанных керосином. Неплотности швов выявляются по появлению жирных ржавых пятин керосина на меловой окраске.
Разрешается подварка в местах течи с предварительной вырубкой дефектного места или выплавкой электродами с безусловным учетом всех требований пожарной безопасности.
7.1.1.6 Проверить плотность посадки втулок 7, 8.
Втулки подлежат замене при ослаблении посадки в корпусе редуктора или износе их поверхностей, сопрягаемых с валиком подвески, до размеров образующих браковочный зазор.
Натяг посадки втулок в корпусе редуктора:
— по диаметру 80 мм — (0,072-148) мм;
— по диаметру 90 мм — (0,07-0,178) мм;
зазор между втулками (7, 8) и валиком 6:
— по диаметру 80 мм
7.1.1.7 Выполнить проверку контрольных размеров кожухов, влияющих на условия работы тяговой зубчатой передачи.
Контроль размеров выполняется в случае выявления при визуальном осмотре следов ударов, полученных в эксплуатации, после выполнения сварочных работ или просто при подозрении деформации корпуса:
допуск соосности отверстия под блок шестерню одной боковин относительно отверстия другой боковины Ø 0,05 мм
допуск соосности отверстия под колесную пару одной боковин относительно отверстия другой боковины Ø 0,05 мм
допуск плоскостности соприкасающихся поверхностей фланцев верхнего и нижнего корпуса не более 0,1 мм
диаметр отверстий под блок шестерню Ø 410 +0,10 +0,03 * мм
диаметр отверстий под колесную пару Ø530 +0,07 0 *мм
межосевое расстояние 616±0,05 мм
___________________________
*- допуск на размер может быть увеличен при условии сохранения чертежного характера посадки с сопрягаемой деталью:
– Опорой подшипника (чертеж 8ТС 043.018) значение чертежного характера сопряжения — натяг 0,015 мм; зазор 0,095 мм;
— Корпусом подшипника (чертеж 8ТС 003.069) значение чертежного характера сопряжения — зазор 0,0 — 0,17 мм;
При измерении горловины блока шестерни одно направление брать на центр отверстия под ось колесной пары, другое перпендикулярно ему.
При измерении опорной горловины одно направление берется перпендикулярно плоскости разъема, два других с отклонением от нее по окружности около 30 мм. Проверка выполняется на верхнем и нижнем корпусах, скрепленных болтами по плоскости разъема.
7.1.1.8 Восстановить при необходимости покрытие наружных и внутренних поверхностей.
Покрытие внутренних поверхностей кроме механически обработанных эмаль ГФ 92 ХС красно-коричневая ГОСТ 9151-75 VII У1.
Покрытие наружных поверхностей кроме резьбовых и механически обработанных эмаль ПФ-115 черная ГОСТ 6465-76 VII У1.
7.1.2 Вал – шестерня (5ТС 200.137) (Рисунок А17. Вал шестерня )
7.1.2.1 Выполнить технический осмотр и измерительный контроль вала – шестерни в сборе с лабиринтными кольцами и шестернями.
На осмотр должны поступать узлы прошедшие тщательную очистку от грязи и смазки.
Вал в сборе подлежит полной или частичной разборке, если одна из деталей имеют дефект, не подлежащий исправлению, или его исправление требует разборки.
7.1.2.2 Осмотреть состояние рабочих поверхностей зубьев шестерен.
Поверхности зубьев должны быть чистыми, без следов схватывания металла, трещин, сколов, вмятин, недопустимых износов.
Браковочные признаки, не подлежащие исправлению:
Вмятины, раковины, выкрошившиеся места глубиной более 2мм, общей площадью более 25% рабочих поверхностей головок зубьев и более 60% рабочих поверхностей ножек зубьев.
Отколы на рабочих поверхностях зубьев длинной более 15мм и глубиной более 3мм.
Толщина зуба шестерни выходит за браковочные значения;
отклонение толщин зубьев шестерен от полного профиля на обе стороны по износу (теоретическая высота установки зубомера – 9,4 мм) более 3,5 мм (размер зуба шестерни по чертежу- 15,381 -0,25 -0,36 мм)
7.1.2.3 Выполнить неразрушающий контроль деталей вала — шестерни (вал и шестерни).
Перед магнитопорошковым контролем зачистить шлифовальной шкуркой до металлического блеска дефектоскопируемые поверхности.
При обнаружении трещины в любой части детали подлежат замене.
7.1.2.4 Осмотреть рабочее состояние конической поверхности, сопрягаемой с поверхностью фланца (d=122,487 мм; конусность 1:50)
На поверхности не должно быть задиров и следов износа.
Отклонение формы конической поверхности проверить по краске по калибру. Пятна контакта должны располагаться сплошными кольцевыми поясами и занимать не менее 85% всей поверхности.
7.1.2.5 Осмотреть рабочее состояние поверхностей шеек под роликовые подшипники
На поверхности не должно быть задиров и рисок.
Риски на шейке вала глубиной до 0,3 мм, расположенные от заднего края посадочного места не ближе 1/2 ширины подшипника, зачистить шлифовальной шкуркой с зернистостью 5 или 6 с минимальным снятием металла.
7.1.2.6 Измерить диаметр шеек и отклонение их формы поверхности
Сравнить результаты измерений с допускаемыми значениями и принять решение о восстановлении или браковке детали
— радиальное биение посадочных поверхностей вала относительно его оси не более 0,05 мм;
— некруглость посадочных поверхностей не более 0,02 мм;
— диаметр шейки вала под подшипники:
по чертежу 130 +0,052 +0,027 мм
при ремонте 130 +0,052 +0,40 мм
Диаметр шеек валов для определения натяга измерять по двум взаимно перпендикулярным направлениям под серединами подшипников. За истинный размер диаметра шейки под посадку подшипника принимать среднее арифметическое (наибольшего и наименьшего значения) двух измерений.
Отклонение от номинальных размеров шеек не должны выходить за пределы норм. При значении диаметров шеек вала меньше чертежного натяг внутренних колец подшипников обеспечить наращиванием посадочной поверхности кольца подшипника методом, разрешенным инструкцией ЦТ330.
Читайте также: Редуктор отбора мощности акрос 530 s8299121000
7.1.2.7 Иллюстрация и дополнительные технологические указания по техническому осмотру и восстановлению эксплуатационного состояние узла см. рисунок А17.
7.1.3 Опора подшипника (8ТС 043.018) (Рисунок А18 Опора подшипника)
7.1.3.1 Опора подшипника бракуется при наличии деформации или излома лабиринтов, трещин и износа сверх допускаемых значений.
7.1.3.2 Резьбовые отверстия (10 отв. М16х1,5-6Н, 2 отв. М12-7Н)
Возможные дефекты: износ, срывы или смятие резьбы.
Рекомендуемый способ восстановления: обработать резьбообразующим инструментом.
7.1.3.3 Посадочная поверхность, сопрягаемая с подшипником Ø 280Н7( +0,052 ) мм.;
Возможные дефекты: задиры, износ рабочих поверхностей
Рекомендуемый способ восстановления: зачистить задиры в пределах допускаемого размера
Значение износа поверхности определяется в зависимости от принятой в депо технологии наращивания посадочных поверхностей деталей подшипникового узла. Толщина слоя цинка и полимерной пленки допускается до 0,2 мм, а электролитического железа до 0,5 мм при условии сохранения характера сопряжения посадочных поверхностей.
7.1.3.4 Посадочная поверхность, сопрягаемая с корпусом редуктора Ø 410к6 ( +0,045 +0,005 ) мм.
Возможные дефекты: задиры, износ рабочих поверхностей
Рекомендуемый способ восстановления: зачистить задиры в пределах допускаемого размера
Допуск на размер может быть увеличен при условии сохранения чертежного характера посадки с сопрягаемой деталью – Корпус верхний (чертеж 5ТС. 001.086). Значение чертежного характера сопряжения: натяг 0,042 мм; зазор 0,095 мм.
7.1.3.5 Иллюстрация и дополнительные технологические указания по техническому осмотру и восстановлению эксплуатационного состояние детали см. рисунок А18
7.1.4 Крышка (8ТС 310.253); (5ТС 313.002) (Рисунок А19. Крышки)
7.1.4.1 Крышки бракуются при наличии деформации или излома лабиринтов, трещин и износа сверх допускаемых значений.
7.1.4.2 Резьбовые отверстия (2 отв. М12-7Н) проверить калибром.
Возможные дефекты: износ, срывы или смятие резьбы
Рекомендуемый способ восстановления: обработать резьбообразующим инструментом.
Разработанную резьбу разрешается не восстанавливать, а сверлить новые отверстия со смещением по окружности.
7.1.4.3 Иллюстрация и дополнительные технологические указания по техническому осмотру и восстановлению эксплуатационного состояние детали см. рисунок А19
7.1.5 Втулки 8ТС 210.204, 8ТС 210.205 (Рисунок А20. Втулки)
7.1.5.1 Втулки подлежит замене при ослаблении посадки в проушинах верхнего корпуса редуктора или износа по внутреннему диаметру сверх допускаемого значения.
Допускаемая величина износа определяется по допускаемому суммарному зазору с сопрягаемой деталью.
Характер сопряжения втулок и значение натяга
Втулка 8ТС 210.204 — Ø 80 Н7/u8 мм; натяг 0,072-0,148 мм.
Втулка 8ТС 210.205 — Ø 90 Н8/u8 мм; натяг 0,070-0,178 мм.
Значение зазора между валиком и втулкой
Втулки 8ТС 210.204 (с внутр Ø 60 мм)
по чертежу — 0,100-0,204 мм
при ремонте 0,10-0,50 мм
Втулка 8ТС 210.205(с внутр Ø 80 мм)
по чертежу 0,0-0,104 мм
при ремонте 0,50 мм
7.1.5.2 Устранить глубокие риски и натиры механической обработкой с минимальным снятием металла
7.1.5.3 Иллюстрация и дополнительные технологические указания по техническому осмотру и восстановлению эксплуатационного состояния детали см. рисунок А20
7.1.6 Фланец (5ТС 180.089) (Рисунок А21 Фланец)
7.1.6.1 Фланец бракуется при наличии деформации, трещины в ступице, износе лабиринтов и рабочих поверхностей сверх допускаемых значений.
7.1.6.2 Проверить прилегание конической поверхности к сопрягаемой поверхности вала-шестерни по калибру.
Зачистить задиры на конической поверхности в пределах допускаемого размера.
Отклонение формы конической поверхности проверить по краске по калибру. Пятно контакта с поверхностью калибра должно располагаться сплошными кольцевыми поясами и занимать не менее 85 % всей поверхности. При меньшем значении пятна контакта восстановить его методом притирки.
7.1.6.3 Проверить деформацию поверхности фланца, прилегающую к резинокордной муфте.
Допуск торцевого биения фланца на диаметре 758 мм относительно оси конической поверхности 0,1 мм
Разрешается исправить механической обработкой в пределах допускаемого размера на толщину фланца
чертежный размер 10+0,5 мм
допускаемый 10±0,5 мм
7.1.6.4 Восстановить при необходимости покрытие не сопрягаемых наружных поверхностей.
Покрытие поверхностей эмаль ГФ- 92ХС красно-коричневая ГОСТ 9151-75, VI, У1.
7.1.6.5 Иллюстрация и дополнительные технологические указания по техническому осмотру и восстановлению эксплуатационного состояние детали см. рисунок А21.
7.2 Подвеска тягового редуктора
(рисунок А6 Подвеска тягового редуктора)
7.2.1 Подвеска (5ТС 127.024) в сборе с амортизатором
(Рисунок А22. Подвеска)
7.2.1.1 Подвеска бракуется при наличии деформации, трещин, износа или срыва резьбы.
7.2.1.2 Убедиться в отсутствии трещин методом неразрушающего контроля.
Трещины любых размеров и расположения на подвеске не допускаются.
7.2.1.3 Проверить плотность посадки амортизатора 1 в проушине подвески 2.
Проверку плотности посадки выполнить легкими ударами молотка по наружным втулкам 1.(см. Рисунок А23 Амортизатор) При ослаблении посадки подобрать новый амортизатор с размерами по наружному диаметру, обеспечивающему натяг в допускаемом пределе.
Натяг посадки амортизатора в проушине подвески 0,07-0,233 мм
7.2.1.4 Определить путем измерения зазор между сопрягаемыми поверхностями амортизатора подвески и валиком.
Зазор по чертежу -0,060-0,208 мм
Допускаемый при ремонте – 1,0 мм
При наличии браковочного зазора между валиком и амортизатором один из элементов (или оба) заменить, обеспечив чертежный характер сопряжения.
7.2.1.5 Осмотреть состояние резьбовой поверхности подвески.
Не допускаются смятие, срыва и износ резьбы, приводящие к ослаблению гайки (см. Рисунок А24) на подвеске.
7.2.1.6 Иллюстрация и дополнительные технологические указания по техническому осмотру и восстановлению эксплуатационного состояние детали см. рисунок А22
7.2.2 Валик (8ТС 200.196) (Рисунок А25 Валик)
7.2.2.1 Валик подлежит замене при наличии трещин, сколов и износов сверх допустимых значений.
Допускаемая величина износа определяется по допускаемому сум-марному зазору с сопрягаемой деталью.
Значение зазора между валиком и втулками
С втулкой 8ТС 210.204 (по Ø 60 мм)
по чертежу — 0,100-0,204 мм
при ремонте 0,1-0,5 мм
С втулкой 8ТС 210.205(по Ø 80 мм)
по чертежу 0,0-0,104 мм
при ремонте 0,0-0,5 мм
Значение зазора между валиком и амортизатором
по чертежу — 0,06-0,208 мм
при ремонте 0,06-1, 0 мм
При износе сверх допускаемых значений валик разрешается восстанавливать наплавкой с последующей механической и термической обработкой до требований рабочего чертежа.
После восстановления валик подлежит дефектоскопическому кон-тролю на отсутствие трещин.
7.2.2.2 Устранить глубокие риски и натиры механической обработкой с минимальным снятием металла в пределах допускаемых значений
7.2.2.3 Иллюстрация и дополнительные технологические указания по техническому осмотру и восстановлению эксплуатационного состояния детали см. рисунок А25.
7.2.3 Амортизатор (5ТС.280.009)
(Рисунок А23. Амортизатор)
7.2.3.1 Амортизатор подлежит замене при отслоении, выкрашивании и выпучивании резины за габариты металлических втулок, при износе втулок сверх допускаемых значений.
Предельные значения свободных диаметров втулок 1, 2 определяются по допускаемому суммарному зазору с сопрягаемой деталью.
Натяг посадки амортизатора в проушине подвески 0,07-0,233 мм
Зазор между сопрягаемыми поверхностями втулок 1 амортизатора и валиком:
по чертежу -0,060-0,208 мм;
допускаемый при ремонте – 1,0 мм
7.2.3.2 Иллюстрация и дополнительные технологические указания по техническому осмотру и восстановлению эксплуатационного состояния деталей сборочного узла см. рисунок А23.
7.2.4.1 Резиновая шайба подлежит замене при наличии: расслоения; потери формы (просадка) и упругих свойств.
7.3 Буксовый узел
(Рисунок А12. Пара колесная с буксами и редуктором)
7.3.1 Роликовые подшипники 6, 10.
7.3.1.1 Ремонт роликовых подшипников производить в соответствии с «Инструкцией по техническому обслуживанию и ремонту узлов с подшипниками качения локомотивов и моторвагонного подвижного состава» ЦТ/330.
Все операции ремонту роликовых подшипников рекомендуется производить в отделении, оборудованном по проекту А2451.00.00
7.3.2 Корпус буксы (5ТС.001.032).
(Рисунок А26. Корпус буксы)
7.3.2.1 Корпус подлежит замене при наличии:
— сквозных трещин в корпусе буксы;
— трещин по клиновым пазам под хвостовики валика;
— размеров, выходящих за пределы допускаемых;
7.3.2.2 При ремонте разрешается заварка мелких рассредоточенных надрывов на выработанных поверхностях корпуса и отверстий под болты.
Перед заваркой надрыва засверлить его концы и произвести V-образную вырубку (глубиной не более 6 мм). Заварку производить электродами типа Э42, Э42А, Э46 по ГОСТ 9467-75 диаметром 3 мм электродуговой сваркой, не допуская значительного нагрева корпуса буксы во избежание деформации;
7.3.2.3 Проверить клиновым шаблоном состояние клиновых пазов под буксовые поводки.
Зазор между дном паза и узкой гранью шаблона (при прилегании шаблона к стенке паза не менее 50%) должен быть не менее 1 мм.
Восстановление зазора разрешается установкой при сборке с поводком П-образной трапециевидной штампованной прокладкой между клином валика и пазом корпуса буксы.
7.3.2.4 Отремонтированный корпус буксы должен удовлетворять следующим размерам:
-диаметр посадочного места под подшипники:
по чертежу 320 +0,10 +0,02 мм
при ТР-3
при ревизии I объема 320 +0,35 +0,02 мм
при ревизии II объема 320 +0,25 +0,02 мм
— допуск конусообразности, не более
при ревизии I объема 0,15 мм
при ревизии II объема 0,08 мм
— допуск круглости (нецилиндричность):
по чертежу 0,03 мм
при ТР-3
при ревизии I объема 0,25 мм
при ревизии II объема 0,15 мм
7.3.2.5 Иллюстрация и дополнительные технологические указания по техническому осмотру и восстановлению эксплуатационного состояния детали см. рисунок А26
7.3.3 Крышка задняя 4 (8ТН.313.080);
Крышка передняя 20 (8ТС.313.050), 22 (8ТС.313.078), 27 (8ТС.313.320);
Кольцо лабиринтное 5 (8ТН.217.215.), 25 (8ТН.214.422).
(Рисунок А12. Пара колесная с буксами и редуктором)
7.3.3.1 Детали подлежат замене при наличии:
— коробления;
— трещин в лабиринте;
— трещин, выходящих на посадочные поверхности;
— трещин радиальных;
— износа выше допускаемых размеров;
7.3.3.2 Заварку трещин в буксовых крышках, а также наплавку изношенных поверхностей выполнить электродуговой сваркой электродами диаметром 3-4 мм или электродуговой наплавкой в среде углекислого газа проволокой диаметром 1-1,2 мм.
Перед сваркой концы трещин засверлить, трещину разделать под углом 60°. Сварные швы зачистить до основного металла;
7.3.3.3 Отремонтированные крышки и лабиринтное кольцо должны удовлетворять техническим условиям:
1) крышка 4
— биение торцевой поверхности, сопряженной с подшипником относительно цилиндрической поверхности Ø 320d11 не более 0,05 мм, остальных поверхностей – не более 0,2 мм;
— радиальные биения цилиндрических поверхностей лабиринтов относительно поверхности Ø 320d11 – не более 0,2 мм;
2) лабиринтное кольцо 5
— радиальное биение цилиндрических поверхностей лабиринтов относительно поверхности Ø 210Н7 не более 0,2 мм;
— торцевое биение поверхностей, прилегающих к поверхности Ø 204 +0,5 относительно поверхности Æ210Н7 – не более 0,05 мм;
— при потере натяга по диаметру Ø 210Н7 поверхность разрешается восстановить цинкованием, осталиванием или нанесением герметика, обеспечив натяг 0,02-0,145 мм;
7.3.3.4 На внутреннюю поверхность передней крышки нанести покрытие: эмаль ПФ-133 фисташковая ГОСТ 926-82 или другую маслостойкую краску.
7.3.4.1 Произвести магнитопорошковую дефектоскопию стопорной планки.
При наличии трещин деталь подлежит замене.
7.4 Обыкновенное освидетельствование колесных пар
7.4.1 Предварительный осмотр колесных пар
(Рисунок А27 Колесная пара с входящими элементами)
8. СБОРКА КОЛЕСНО-РЕДУКТОРНОГО БЛОКА
8.1 Сборка буксового узла и установка на колесную пару
(Рисунок А12.Пара колесная с буксами и редуктором).
8.1.1 Операционный порядок работ по сборке букс и установки их на ось колесной пары может быть изменен в зависимости от технического состояния деталей, технологического оснащения депо и других местных условий и особенностей организации работ.
8.1.2 Подобрать и установить лабиринтные кольца 5 на предподступичные части шейки оси колесной пары (если ранее кольца снимались)
8.1.2.1 Подготовить посадочные места на шейках оси
Промыть уайт-спиритом посадочные места на предподступичных частях оси. Протереть эти места безворсовой салфеткой и смазать индустриальным или веретенным маслом;
8.1.2.2 Проверить правильность выбора колец по натягу, после чего нагреть и установить кольцо на подготовленное посадочное место.
Натяг лабиринтных колец должен быть в пределах 0,084-0,159 мм. Нагрев кольца выполнять при помощи индукционного или высокочастотного нагревателя до температуры 100-200°С и надеть его на ось с упором в заплечики предподступичной части оси;
8.1.2.3 Провести контроль правильность посадки лабиринтного кольца
После полного остывания кольца и оси проверить щупом и угольником перпендикулярность торца кольца к шейке оси. Проверку производить в 4-х диаметрально противоположных точках. Зазор между торцом кольца и угольника не должен быть более 0,05 мм.
8.1.3 Установить внутренние кольца цилиндрических подшипников на шейки оси
Комплектацию новых или отремонтированных подшипников по радиальным зазорам, осевым разбегам, натягам и посадкам производить согласно требований «Инструкции по техническому обслуживанию и ремонту узлов с подшипниками качения локомотивов и моторвагонного подвижного состава» ЦТ/330 и норм допускаемых размеров и износа деталей настоящей технологической инструкции.
8.1.3.1 Подобрать по натягу (0,035-0,065 мм) внутренние кольца роликоподшипников на шейке оси.
8.1.3.2 Промыть уайт-спиритом и вытереть насухо безворсовой салфеткой шейку оси.
8.1.3.3 Нагреть первое кольцо при помощи индукционного или высокочастотного нагревателя до температуры 100-120°С и надеть его на ось до упора в лабиринтное кольцо.
8.1.3.4 Смазать шейку оси и дистанционное кольцо 8 индустриальным маслом и надеть его на шейку оси до упора в кольцо роликоподшипника, затем удалить с шейки оси масло;
8.1.3.5 Нагреть второе кольцо при помощи индукционного или высокочастотного нагревателя до температуры 100-120°С и надеть его на шейку оси вплотную до упора в дистанционное кольцо 8;
8.1.3.6 Надеть на ось, сразу же после установки второго кольца, приставное упорное кольцо и навернуть на резьбовую часть торцевую гайку 11, которую по мере остывания подтягивать ключом;
8.1.3.7 Проверить плотность прилегания колец
После остывания колец отвернуть гайку и снять приставное кольцо подшипника.
Пластина щупа толщиной 0,05 мм может проходить по длине не более 1/3 части окружности.
8.1.4 Выполнить монтаж наружных колец (блоков цилиндрических роликовых подшипников) и дистанционных колец в корпус буксы.
8.1.4.1 Разукомплектование наружных и внутренних колец роликовых подшипников запрещается.
Разность радиальных зазоров парных подшипников не более 0,03 мм.
8.1.4.2 Собрать корпус буксы с задней крышкой. Протереть салфеткой, смоченной уайт-спиритом внутренние поверхности буксы.
8.1.4.3 Установить корпус буксы на стеллаж крышкой вниз, протереть посадочные поверхности и смазать тонким слоем обезвоженного индустриального масла.
8.1.4.4 Вложить в корпус буксы чистый блок роликоподшипника со смазанными смазкой БУКСОЛ ТУ 0254-107-01124328-01 дорожками качения и продвинуть его до упора в крышку.
При необходимости продвижение блока производить легкими ударами монтажного диска.
Для облегчения посадки колец корпус буксы допускается нагреть до температуры 80-100°С.
Наружное кольцо блока подшипника должно быть установлено в корпус номером, обращенным в сторону торца шейки оси;
8.1.4.5 Заполнить смазкой БУКСОЛ ТУ 0254-107-01124328-01 проточку на наружной поверхности дистанционного кольца и установить его в корпус буксы до упора в торец наружного кольца заднего подшипника;
8.1.4.6 Вставить в корпус буксы наружное кольцо блока переднего роликоподшипника до упора в торец дистанционного кольца и проверить щупом плотность прилегания торцов колец.
Пластина щупа толщиной 0,05 мм может проходить по длине не более 1/3 части окружности;
8.1.4.7 Заполнить смазкой БУКСОЛ ТУ 0254-107-01124328-01 все свободное пространство в блоках подшипников между подшипниками и задней крышкой.
8.1.5 Установка корпуса буксы на внутренние кольца подшипников.
8.1.5.1 Установить на шейку оси колесной пары центрирующую втулку для ориентации роликов в обойме подшипников (Рисунок А14 Сборка буксы ).
При необходимости предохранения блоков подшипников от осевых сдвигов при надвигании корпуса буксы на шейку оси рекомендуется прижать блоки к задней крышке буксы двумя угольниками 10, закрепленными на торце буксы болтами;
8.1.5.2 Промыть все детали, посаженные на шейке оси, уайт-спиритом и насухо протереть безворсовой салфеткой. Смазать дорожки качения внутренних колец смазкой БУКСОЛ ТУ 0254-107-01124328-01 и заложить смазку в проточки лабиринтного уплотнения задней крышки;
8.1.5.3 Зачалить тросом буксу с помощью компенсатора ПР2736.01.00 (см. рисунок А14), плавно надвинуть на монтажную втулку и затем на внутренние кольца подшипников до совпадения торца задней крышки с задним торцом лабиринтного кольца.
После завершения этой операции снять центрирующую втулку 1;
8.1.5.4 Установить приставное упорное кольцо и навернуть торцевую гайку 11 на конец оси (см. рисунок А12).
Между торцом гайки и приставным кольцом роликоподшипника допускается зазор не более 0,05 мм на длине не более 1/3 окружности.
8.1.5.5 Установить стопорную планку 12.
Планка должна плотно прилегать к торцу паза оси, при этом должен оставаться зазор между планкой и торцом прорези торцевой гайки;
8.1.5.6 Заполнить смазкой БУКСОЛ ТУ 0254-107-01124328-01 внутренние полости буксы между передней и задней крышками и подшипниками, между подшипниками, между роликами подшипников. Общее количество смазки 3,5-4 кг, при этом смазка должна заполнить 1/3 свободного объема между передней крышкой и подшипником.
8.1.5.7 Надеть на переднюю крышку 22 уплотнительное резиновое кольцо 14, установить крышку в буксу и закрепить болтами.
Затяжку болтов производить моментом 171,7-196,2 Н×м
(17,5-20,0 кгс×м).
8.1.6 Установка передней крышки буксы с токосъемом
(Рисунок А12 сечение А-А (5ТС.224.044-03))
8.1.6.1 После установки торцевой гайки буксу заполнить смазкой и установить переднюю крышку 27, затянув болты моментом 171,7-196,2 Н×м (17,5-20,0 кгс×м);
8.1.6.2 Вставить в прорезь оси планку 12, прижать ее лабиринтным кольцом 25 с установленными в нем пробками и закрепить болтами 24.
Радиальный кольцевой зазор между наружным диаметром кольца 25 и расточкой в крышке 27, измеренный в четырех положениях корпуса, допускается 1-3 мм;
8.1.6.3 Установить и закрепить контактный диск 30.
Торцевое биение диска 28 относительно корпуса буксы не более 0,5 мм на Ø 130 мм. Проверку биения производить при выбранном осевом люфте в подшипниках;
8.1.6.4 Проверить при сборке щеткодержателя (Рисунок А13) свободное перемещение щеток 2 в корпусе 1. В случае затирания допускается щетки пришлифовать по диаметру. При этом зазоры между щеткой и корпусом не должны превышать 0,6 мм. Шунты щеток скрутить двумя-тремя оборотами.
Собранную щетку ввернуть в корпус 29 (Рисунок А12);
8.1.6.5 Установить корпус 29 через изоляционную шайбу 32 в крышку 27 и затянуть болтами 24, установив для полной изоляции корпуса изоляционные втулки 33 и шайбы.
Затяжку болтов при креплении корпуса к передней крышке следует производить равномерно, не допуская раздавливания втулок 35. Разность размеров «а» (см. сечение В-В) между торцами корпуса 29 и крышки 27, измеренных в четырех диаметрально противоположных местах, должна быть не более 0,5 мм. Подтянуть щеткодержатель за шестигранник корпуса и зафиксировать от разворачивания отгибной шайбой;
8.1.6.6 Установить и закрепить крышку 31;
8.1.6.7 Проверить сопротивление между токоотводящими и заземляющими частями.
Сопротивление должно быть не менее 0,1 МОм. При меньшем значении сопротивления проверить состояние изолирующих деталей – втулок 35, шайбы 33.
8.1.7 Установка передней крышки буксы с тахогенератором.
8.1.7.1 Общий порядок сборки буксы с тахогенератором (датчиком угла поворота) не отличается от сборки буксы с глухой крышкой.
8.1.7.2 На переднюю крышку 20 (рисунок А12, сечение Б-Б), имеющую окно, установить тахогенератор (датчик угла поворота) 17.
При установке внести в проушину хвостовика тахогенератора специальный болт 21, эксцентрично ввинченный в ось колесной пары. После этого закрепить тахогенератор 17 на крышке 20 болтами 18.
8.1.8 Проверить легкость вращения букс на оси колесной пары.
Буксы должны свободно вращаться на оси от усилий руки.
8.2 Сборка тягового редуктора и установка на колесную пару
8.2.1 Сборка блока шестерни (5ТС.249.003)
(Рисунок А32 Сборка блока шестерни)
8.2.1.1 Установить на вал (8ТС.200.336) тепловым методом обе шестерни (8ТС.240.028-01; 8ТС.240.028-02).
При установке руководствоваться следующими техническими требованиями
— Натяг шестерен на валу должен быть в пределах 0,21-0 27 мм.
— При посадке на вал шестерни нагреть до (240…250)°С способом, исключающим намагничивание.
— Зубья шестерен с маркировкой «0» должны образовать после сборки шевронный зуб.
Примечание. Маркировкой «0» после изготовления шестерни отмечают со стороны свободного торца место с максимальным радиальным биением делительной окружности и указывают его численное значение.
— Несовпадение одноименных рабочих поверхностей зубьев шестерен не более 0,2 мм.
— Расстояние между торцами шестерни и вала (со стороны посадочного места фланца) должно быть 173,5 ± 0,25 мм.
После посадки шестерни на вал и остывания до температуры окружающей среды проверить плотность посадки каждой шестерни приложением крутящего момента 21,60±0,40 кН•м (2,2±0,04 тс•м). Проворот шестерни на валу не допускается.
Читайте также: Редуктор задний 5320 схема
8.2.1.2 Установить на вал тепловым методом лабиринтные кольца (8ТС.374.025) с натягом в пределах (0,10…0,17) мм.
Нагрев колец для посадки на вал должен быть в пределах (190…210)°С.
8.2.1.3 Установить на шейки вала внутренние кольца подшипников (80-42326М-1У)
а) Подобрать внутренние кольца подшипников с внутренним диаметром, обеспечивающим натяг на посадочных шейках вала в пределах (0,027…0,077) мм.
Примечание. Чертежные размеры сопрягаемых диаметров:
подшипника Ø 130-0,025 мм;
вала Ø 130п6( +0,052 +0,027 ) мм
б) Протерев насухо посадочные поверхности, нагреть внутренние кольца подшипников до температуры (100..120)°С и надеть на вал шестерни.
8.2.1.4 Собрать оба узла опор подшипников в сборе с блоками наружных колец подшипников и крышками (глухой и лабиринтной)
а) Установить в опоры подшипников 2 (8ТС.043.018) наружные кольца подшипников 3 в сборе с роликами и сепараторами
Примечание. Чертежные размеры сопрягаемых диаметров:
подшипника Ø 280-0,035 мм;
опоры подшипника Ø 280Н7( +0,052 ) мм
Характер сопряжения – зазор (0-0,087) мм.
Для облегчения установки подшипника допускается нагрев опоры подшипника до температуры 100°С.
Подшипники должны иметь одинаковые комплектовочные номера на внутреннем и наружном кольцах. Кольца подшипников должны быть обращены сторонами с маркировкой наружу.
Радиальный зазор подшипников в свободном состоянии должен быть:
по чертежу (0,135-0,160) мм
при ревизии I объема (0,13-0,40) мм
б) Установить на опоры подшипников, соответственно, глухую и лабиринтную крышки и закрепить их болтами.
Сопрягаемые поверхности крышек и корпусов подшипников обезжирить уайт-спиритом и на нести на них тонкий слой силиконового герметика «Полисил» ТУ2252-001-51221435-00.
в) Смазать резьбовую часть болтов (8ТС.925.029) смазкой ВНИИ НП 232 ГОСТ 14068-79 и закрепить ими соответствующие крышки на опорах подшипников.
Болты должны быть законтрены пружинными шайбами и попарно обвязочной проволокой.
г) Заполнить пространство между роликами и сепараторами подшипников, внутренние полости, отверстия и лабиринты смазкой «Буксол» ТУ0254-107-01124328-01.
8.2.1.5 Установить собранный блок опоры с лабиринтной крышкой на соответствующее внутреннее кольцо подшипника, напрессованное на шейке вала.
Второй блок опоры с глухой крышкой устанавливается на свое место в процессе сборки верхнего корпуса редуктора (см. ниже)
8.2.2 Сборка верхнего корпуса редуктора
[Рисунок А15. Разборка (сборка) верхнего корпуса редуктора]
8.2.2.1 Установить верхний корпус редуктора 1 на кантователь и повернуть его передней стороной вверх.
Для удобства условно назовем сторону редуктора, обращенную к колесу — задней, а со стороны фланца – передней.
Перед сборкой внутренняя поверхность верхнего корпуса редуктора должна быть тщательно очищена.
8.2.2.2 Обезжирить сопрягаемые поверхности корпуса редуктора и опоры подшипника 5 уайт-спиритом и на нести на них тонкий слой силиконового герметика «Полисил» ТУ2252-001-51221435-00.
8.2.2.3 Застроповать блок шестерню (с неустановленной задней опорой подшипника) и установить блок в горловину верхнего корпуса редуктора
Характер посадки сопрягаемых поверхностей (Ø 410 мм): натяг- 0,005 мм; зазор – 0,095 мм
Примечание:
диаметр отверстий под блок шестерню в корпус редуктора Ø 410 +0,10 +0,03 мм
диаметр сопрягаемой поверхности опоры подшипника Ø410к6 ( +0,045 +0,005 ) мм
Для облегчения установки блока корпуса подшипника в корпус ре-дуктора, горловину редуктора рекомендуется нагреть до температуры (80-100) °С с помощью нагревателя ТВЧ или запрессовать с помощью монтажных болтов.
8.2.2.4 Смазать резьбовую часть болтов 4 (8ТС.925.029-01) тонким слоем силиконового герметика «Полисил» и закрепить ими корпус редуктора и корпус подшипника.
Болты должны быть также законтрены пружинными шайбами и попарно обвязочной проволокой.
8.2.2.5 Повернуть верхний корпус редуктора с кантователем задней стороной вверх
8.2.2.6 Обезжирить сопрягаемые поверхности корпуса редуктора 1 и опоры 4 подшипника уайт-спиритом и на нести на них тонкий слой силиконового герметика «Полисил» ТУ2252-001-51221435-00.
8.2.2.7 Установить блок задней опоры подшипника в расточку верхнего корпуса редуктора.
Для облегчения установки блока корпуса подшипника в корпус ре-дуктора, горловину редуктора рекомендуется нагреть до температуры (80-100) °С с помощью нагревателя ТВЧ или запрессовать с помощью монтажных болтов.
8.2.2.8 Смазать резьбовую часть болтов 4 (8ТС.925.029-01) тонким слоем силиконового герметика «Полисил» и скрепить ими корпус редуктора и корпус подшипника.
Болты должны быть также законтрены пружинными шайбами и попарно обвязочной проволокой.
8.2.2.4 Проверить правильность сборки верхнего корпуса редуктора.
Шестерни в подшипниках должна вращаться свободно, без признаков заедания.
Убедиться в отсутствии трения между лабиринтами.
Измерить осевой разбег вала в верхнем корпусе редуктора
8.2.3 Установка фланца на вал редуктора
(Рисунок А33. Напрессовка фланца на конический конец вала)
Примечание. Операция по напрессовке фланца на посадочное место может быть выполнена, когда вал находится в составе блока шестерни, верхнего корпуса редуктора или редуктора установленного на колесной паре.
8.2.3.1 Проверить фланец 1 перед напрессовкой на вал 2 на взаимное прилегание.
Поверхность контакта должна быть не менее 85%. Пятна контакта должны быть в виде сплошных кольцевых поясов по обе стороны масляной канавки. Площадь прилегания может быть также проконтролирована по калибру.
8.2.3.2 Обезжирить конические посадочные поверхности вала и фланца уайт-спиритом или каменноугольным ксилолом и просушить.
8.2.3.3 Выполнить предварительную напрессовку фланца на коническую часть вал.
Операцию выполнить гидравлическим способом с созданием осевой силы и при окончательной запрессовке с одновременным созданием распорного усилия путем подачи масла в зону сопряжения.
Напрессовку выполнить с помощью специального оборудования включающего насосную станцию и навесное оборудование, устанавливаемое на фланец редуктора.
Порядок работы описан в инструкции по эксплуатации на специальное съемное оборудование.
Предварительная напрессовка выполняется усилием (16,7 — 19,6) кН [(1,7 — 2,0) тс]. При этом глубина посадки определяется расстоянием между торцами вала и фланца (свисание фланца с вала). Свисание фланца по результату предварительной напрессовки должна составлять (15 — 18) мм.
8.2.3.4 Выполнить окончательную операцию напрессовки фланца на коническую часть вала.
Фланец должен быть напрессован на вал до значения посадки (свисание фланца) от 0 до 0,3 мм.
Определяющим значением качества посадки фланца на валу является контрольное усилие на сдвиг
8.2.3.5 Провести проверку качества посадки фланца на валу приложением осевого усилия на сдвиг значением 637 +49 кН (65 +5 тс).
Проверку выполнять не ранее чем через 6 часов после окончательной напрессовки фланца.
Сдвиг фланца не допускается.
8.2.4 Сборка тягового редуктора на колесной паре
(Рисунок А34 Тяговый редуктор)
8.2.4.1 Установить колесную пары на стенд для сборки (Рисунок В11. Колесная пара с редуктором на кантователе)
Операции по сборке корпуса редуктора на колесной паре целесообразно выполнять на специализированном рабочем месте
8.2.4.2 Обезжирить сопрягаемые поверхности корпусов редуктора и опорного узла колесной пары уайт-спиритом и нанести на них тонкий слой силиконового герметика «Полисил» ТУ2252-001-51221435-00.
8.2.4.3 Совместить обе половины корпуса редуктора и установить редуктор разъемной горловиной на корпус подшипника (8ТС 003.069) опорного узла колесной пары
При сборке корпуса редуктора правильное положение его половин должно быть обеспечено установкой штифтов (пальцев 8ТС 227.028).
8.2.4.4 Установить болты и скрепить ими обе половины корпуса редуктора между собой с корпусом подшипника (8ТС 003.069) опорного узла колесной пары.
Смазать резьбовую часть болтов (8ТС.925.030) тонким слоем силиконового герметика «Полисил» и скрепить ими корпус редуктора и корпус подшипника.
Болты должны быть также законтрены пружинными шайбами и попарно обвязочной проволокой.
Верхний и нижний корпус редуктора скрепляется болтами (8ТН 920.994; М16´55.10.9 ) с гайками и пружинными шайбами без предварительного покрытия резьбовой части герметиком.
8.2.4.5 Проверить по краске взаимное прилегание зубьев колес и шестерен.
Прилегание должно занимать не менее 60% длины зуба и 45% его высоты.
8.2.4.6 Заполнить редуктор смазкой и установить масляные трубы.
Вместе со смазкой в корпус редуктора добавить 0,35 кг дисульфида молибдена.
При установке труб резьбу уплотнить льном трепаным № 14 ГОСТ 10330-76 и белилами цинковыми густотертыми МА-1-11 ГОСТ 482-77
8.2.4.7 Передать колесную пару в сборе с редуктором и буксами на участок вибро-акустической диагностики для обкатки и диагностики подшипниковых узлов и зубчатого зацепления.
9. ОБКАТКА КОЛЕСНО- РЕДУКТОРНОГО БЛОКА
И ВИБРО – АКУСТИЧЕСКАЯ ДИАГНОСТИКА
ЗУБЧАТОГО ЗАЦЕПЛЕНИЯ И
ПОДШИПНИКОВЫХ УЗЛОВ
9.1 Установить колесно-редукторный блок на стенд для обкатки, оснащенный микропроцессорным комплексом оперативной вибродиагностики подшипников качения и зубчатой передачи.(Рисунок А9. Обкатка и вибро – акустическая диагностика колесно-редукторного блока)
9.2 Провести обкатку редуктора на трех режимах в обоих направлениях вращения колесной пары.
Время и режимы обкатка приведены в таблице.
| Скорость, км/ч | Частота вращения, об/мин | Время обкатки в каждую сторону, мин |
| 37 | 158±24 | 20 |
| 81 | 346±52 | 20 |
| 140 | 595±89 | 20 |
В процессе обкатки следить за:
-температурой всех подшипниковых узлов;
температура на поверхности опор и крышек в районе подшипников не должна превышать более, чем на 30°С температуру окружающей среды во время обкатки редуктора;
-плотностью всех соединений редуктора;
утечки смазки не допускаются
-шумом зубчатого зацепления во время обкатки.
неравномерный шум и стук не допускаются.
9.3 Добавить после обкатки в опорные подшипниковые узлы шестерни по 150 грамм смазки Буксол.
9.4 Выполнить диагностику подшипников и зубчатой передачи в режиме программы выходного контроля.
Диагностику подшипниковых узлов и зубчатой передачи выполнить в соответствии с инструкцией по эксплуатации микропроцессорного комплекса оперативной вибродиагностики.
9.5 Переместить колесную пару с тяговым редуктором с позиции вибро – акустическая диагностика:
— при удовлетворительных результатах — на позицию сборки тележки;
— при не удовлетворительных — на ремонтную позицию для устранения дефекта.
10. МОНТАЖ КОЛЕСНО-РЕДУКТОРНОГО БЛОКА НА РАМЕ ТЕЛЕЖКИ
10.1 Общие требования при монтаже колесно-редукторного блока
10.1.1 Монтаж колесно-редукторного блока при текущем ремонте ТР-3 электровоза выполняется на специально оборудованном для этого рабочем месте для сборки тележки.
10.1.2 При комплектации электровоза колесно-редукторными блоками и тяговыми двигателями должно быть выполнено условие допустимой разности характеристик тяговых блоков для одного электровоза. Характеристика колесно-моторного блока есть произведение диаметра бандажа колесной пары на частоту вращения якоря тягового двигателя при часовом режиме. Разность характеристик тяговых блоков одного электровоза не должно превышать 3% как в одну, так и в другую сторону.
10.1.3 Ниже рассмотрены только те операции по сборке тележки, которые необходимо выполнить, чтобы установить колесно-редукторный блок.
10.2 Установка колесно-редукторного блока на рабочее место сборки тележки
10.2.1 Застроповать колесно–редукторный блок и передать на позицию сборки тележки. (Рисунок А8. Схема строповки колесной пары с тяговым редуктором)
Строповка колесной пары и ее элементов производится согласно деповским схемам строповки
В качестве чалочных приспособлений используются приспособления цеховой конструкции, согласованные и допущенные к использованию в установленном порядке
10.2.2 Установить колесную пару с тяговым редуктором на позицию сборки тележек.
Колесные пары с тяговым редуктором должна быть установлены на рабочей позиции сборки строго на определенных местах, соответ-ствующих расположению колесных пар в тележке электровоза.
Каждая колесная пара должна быть зафиксирована от перемещении и установлена в положение, при котором тяговый редуктор занимал бы горизонтальное положение. Последнее требование может быть обеспечено установкой опоры или домкрата под нижний кожух редуктора с деревянной прокладкой между контактируемыми поверхностями.
10.2.3 Собрать рессорное подвешивание (Рисунок А2. Рессорное подвешивание)
Установить на буксы пружины 6 вместе с регулировочными про-кладками 4, 7 и втулками 5, выполнив все требования по их подбору и регулировке. Установить кронштейны 1, 2
10.2.4 Установить краном раму тележки на опорные поверхности рессорного подвешивания колесных пар
10.2.5 Закрепить кронштейны 1, 2 рессорного подвешивания и установить буксовые поводки в пазы кронштейнов рамы тележки
При сборке буксовых поводков с кронштейнами разрешается восстанавливать зазор между узкой клиновой частью валика поводка и дном паза кронштейна рамы тележки и щекой корпуса буксы постановкой прокладки по форме паза толщиной 0,5 мм. с отверстием под болт, а также для обеспечения натяга торцевых шайб устанавливать прокладки толщиной не более 2 мм. с равномерным размещением их на обе стороны валика.
10.2.6 Установить гидродемпферы буксовой ступени.
(Рисунок А1. Установка гидродемпфера)
Гидродемпферы установливать на свои места в соответствии с бирками.
Шарниры и резьбовые соединения смазываются смазкой ЦИАТИМ-221 ГОСТ 9433-80 или литол 24 ГОСТ 21250-87
10.2.7 Установить подвеску тягового редуктора
(Рисунок А6. Подвеска тягового редуктора)
10.2.7.1 Установить нижний металлический диск 4 и резиновую шайбу 2 на подвеску 1.
Опорные площадки дисков 3, 4 и опорные поверхности под резиновые шайбы припудрить тальком молотым ТРПН ГОСТ 19729-74; резьбовую часть и отверстие подвески смазать графитной смазкой УСсА Гост 3333-80
10.2.7.2 Вставить верхний конец подвески в отверстие кронштейна рамы тележки, а головку подвески завести в проушины верхнего корпуса редуктора.
10.2.7.3 Установить валик 6 с дистанционными кольцами 7, установить шайбу 8, завернуть и зашплинтовать гайку 9.
Перед установкой валика смазать цилиндрическую поверхность графитной смазкой УСсА Гост 3333-80
10.2.7.4 Установить верхнюю резиновую шайбу и верхний металлический диск 3, завернуть и зашплинтовать гайку 5 подвески.
Затяжку гайки 5 производить до упора диска 3 в уступ подвески, при этом значение деформации упругих шайб должно составлять
l1=188,5 — 190,5 мм (см. рисунок А6)
10.2.8 Установить предохранительную планку для хвостовика верхнего корпуса редуктора. (см. рисунок А6)
Разницу размеров К и Л в 3 мм отрегулировать после установки взаимного положения тягового двигателя и фланца редуктора (после регулировки размера l=36±1 мм при полностью посаженном кузове см.рисунок А35)
10.2.9 Установить тяговые электродвигатели на раму тележки (Ри-сунок А3. Установка тягового двигателя)
При установке тяговых двигателей на раму тележки убедиться в правильности их выбора и обеспечения разности характеристик колесно-моторных блоков одного электровоза не более 3%.
10.2.9.1 Установить с помощью крана тяговый электродвигатель кронштейнами 3 на валики 11 среднего бруса рамы тележки, а другим кронштейном 2 установить на сферическую шайбу 4 опоры 5 концевого бруса; установить болт 10 и навернуть гайку.
Сферические поверхности на деталях 4 и 5 смазать смазкой УСсА Гост 3333-80
10.2.9.2 Установить болты 12, фиксирующие валик 11.
Болты 12 перед установкой смазать пастой ВНИИ НП 232 ГОСТ 14068-79. При регулировке положения передаточного механизма болты 12 должны быть отпущены.
Окончательную затяжку болтов производить моментом 196 — 244 Н•м (20 — 25 кгс•м) после регулировки размера l=36±1 мм при полностью посаженном кузове см.рисунок А35
10.2.9.3 Выполнить предварительную регулировку соосности резино-кордной муфты передаточного механизма и фланца тягового редуктора.
Регулировка выполняется в пределах значений, обеспечивающих возможность соединения фланца тягового редуктора с резино-кордной муфтой передаточного механизма.
Изменение положения двигателя может быть достигнуто грузоподъемным механизмом или при помощи технологического болта, вворачиваемого в отверстие М16 в раме тележки и упирающегося в площадку на опоре 5.
Соосность фиксируется регулировочными прокладками 6, 7, 8 между опорой 5 и опорной поверхностью на концевом брусе рамы тележки.
10.2.10 Соединить фланец тягового редуктора с резино-кордной муфтой. (Рисунок А4. Механизм передаточный).
10.2.10.1 Выставить сопрягаемые детали по предварительным меткам.
10.2.10.2 Выполнить соединение фланца с муфтой установкой болтов 3 с шайбами 5 и гайками 4 .
Установку болтов 3, шайб 5 и затяжку гаек 4 выполнять только при соосном расположении всех одноименных отверстий резино-кордной муфты с отверстиями фланца редуктора.
Резьбовые соединения муфты перед установкой смазать пастой ВНИИ НП 232 ГОСТ 14068-79.
Затяжку гаек производить равномерно в два этапа при вывешенной колесной паре или при прокатке тележки
Момент затяжки гаек 88,2 — 107,8 Н•м (9 — 11 кгс•м)
10.3 Окончательная регулировка передаточного механизма (регулировку размера l)
(Рисунок А35 Установка взаимного положения тягового двигателя и фланца редуктора)
Отрегулировать соосность торсионного вала передаточного механизма и расточки в якоре тягового двигателя и выставить размер l.
Соосность контролировать по взаимному расположению наружного диаметра корпуса муфты и специальным механически обработанным приливом на щите тягового электродвигателя, который должен составлять размер l = 36±1 мм.
Окончательную регулировку соосности торсионного вала и расточки в якоре тягового двигателя выполняется на ровном горизонтальном пути и опущенном кузове после развески электровоза.
10.3.1 Отпустить болты 12 (рисунок А3 Установка тягового двигателя)
Регулировка соосности торсионного вала и расточки в якоре тягового двигателя осуществляется при полностью отпущенных болтах крепления валиков 12 к среднему брусу рамы тележки.
10.3.2 Ввернуть технологический болт М16 в резьбовое отверстие в раме тележки и уперев его конец в площадку на опоре 5 поднять ее, изменив положение электродвигателя.
10.3.3 Выставить размер l =36±1 мм
Соосность контролировать по взаимному расположению наружного диаметра корпуса муфты и специальным механически обработанным приливом на щите ТЭД, который должен составлять размер l = 36±1 мм.
10.3.4 Измерить образовавшиеся зазоры между поверхностями опоры 5 и кронштейна на концевом брусе слева и справа и заполнить эти зазоры регулировочными прокладками 6,7,8. (см. рисунок А3)
Затяжку гаек выполнить моментом 294,3 — 392,4 Н•м (30 — 40 кгс•м)
Болты перед установкой смазать пастой ВНИИ НП-232 ГОСТ 14068-79
10.3.5 Затянуть окончательно гайку болта 10 и установить шплинт.
10.3.6 Затянуть болты 12 крепления валика 11 к кронштейну 3 тягового двигателя и раме.
Каждый валик окончательно закрепить двумя болтами М20 к кронштейну рамы тележки и двумя болтами к кронштейну тягового двигателя с моментом 196 — 244 Н•м (20-25 кгс•м)
10.3.7 Отрегулировать среднее положение хвостовика верхнего корпуса редуктора в окне предохранительной планки
Местоположение хвостовика верхнего корпуса редуктора в окне предохранительной планки должно занимать среднее положение по высоте и определяется двумя размерами К и Л. Разница размеров К и Л должна быть не более 3 мм (см. рисунок А6).
Приложение А
(обязательное)
Перечень рисунков к технологической инструкции
Рис. А1 Установка гидродемпфера.
Рис. А2 Рессорное подвешивание.
Рис. А3 Установка тягового двигателя.
Рис. А4 Механизм передаточный.
Рис. А5 Фиксация передаточного механизма относительно тягового двигателя.
Рис. А6 Подвеска тягового редуктора.
Рис. А7 Установка опоры при демонтаже подвески тягового двигателя.
Рис. А8 Схема строповки колесной пары с буксами и тяговым редуктором.
Рис. 9 Обкатка и вибро-акустическая диагностика колесно-редукторного блока.
Рис. 10 Демонтаж фланца с вала-шестерни тягового редуктора.
Рис. 11 Колесная пара с редуктором на кантователе.
Рис. 12 Пара колесная с буксами и редуктором.
Рис. 14 Сборка (разборка) буксы.
Рис. 15 Разборка (сборка) верхнего корпуса редуктора.
Рис. 16 Корпус тягового редуктора.
Рис. 27 Колесная пара с входящими в нее элементами.
Рис. 28 Измерительный контроль колесной пары.
Рис. 29 Места дефектоскопии колесной пары.
Рис. 30 Разборка и осмотр опорного узла колесной пары.
Рис. 31 Окраска колесной пары.
Рис. 32 Сборка блока шестерни верхнего корпуса
Рис. 33 Напрессовка фланца на конический конец вала.
Рис. 35 Установка взаимного положения тягового двигателя и фланца редуктора.
ПКБ ЦТ.25.0009
Инструкция по ТР-3 колесно-редукторного блока электровоза ЭП11
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности
Механика © 2023
Информация, опубликованная на сайте, носит исключительно ознакомительный характер