Основными базами подавляющего большинства валов являются поверхности его опорных шеек и торцы. Для установки заготовок используют патроны: 1) самоцентрирующиеся двух-, трёх- и четырёхкулачковые, 2) магнитные. Часто за технологические базы принимают поверхности центровых отверстий с обоих горцов заготовки, что позволяет обрабатывать почти все наружные поверхности вала на постоянных базах с установкой его в центрах. При этом может возникать погрешность базирования, влияющая на точность взаимного расположения шеек, равная величине несовпадения оси центровых отверстий и общей оси опорных шеек. Для исключения погрешности базирования при выдерживании длин ступеней от торца вала необходимо в качестве технологической базы использовать торец заготовки.
Используются следующие центры: 1) вращающиеся центры; 2) плавающие центры; 3) рифлёные центры; 4) сферические центры; 5) задний срезанный центр и т.д.
Форма и размеры центровых отверстий стандартизованы. Существует несколько типов центровых отверстий, из которых для валов чаще всего применяются три.

Рисунок 3 — Установка вала в патроне LID 12. 15. Различают подвижные и неподвижные люнеты (рисунок 6). Для облегчения условий труда при закреплении заготовок на станки используют механизированные приводы: пневматические, гидравлические, электрические и магнитные.
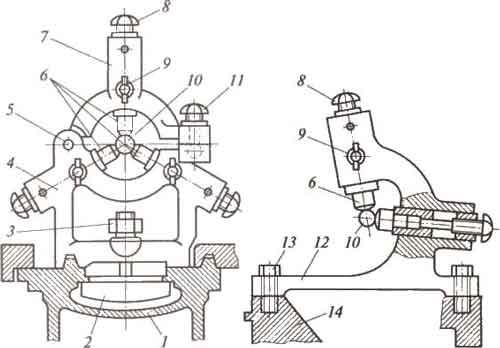
Рисунок 6 — Виды люнетов: а — неподвижный; б – подвижный
Видео:Конструкторские , технологические и измерительные базы. Базирование деталиСкачать

Методы обработки наружных цилиндрических поверхностей:
а) Предварительная обработка. Подготовка заготовок для обработки на металлорежущих станках заключается в том, что заготовкам придается такое состояние или вид, при котором можно производить механическую обработку. Подготовка имеет различный характер в зависимости от рода заготовок и производится в тех же цехах, где изготовляются заготовки.
Отливки после извлечения из форм подвергаются обрубке и очистке. Эти операции выполняются в литейном цехе. Литники, прибыли, заливы и все неровности отливки или срубаются вручную зубилом и зачищаются напильником, или удаляются с помощью пневматических зубил, циркулярных пил и абразивных кругов. Очистка литья от пригоревшего к его поверхности формовочного материала производится различными способами: на дробеметных установках с механической подачей дроби, вращающимися проволочными щетками, вручную проволочными щетками, на абразивных станках, абразивными кругами с гибким валом и т. д.
При быстром охлаждении серого расплавленного чугуна наружный слой отливки быстро остывает и изделие получает твердую белую корку (отбеливание). Для уменьшения твердости этой корки отливки подвергают отжигу, благодаря чему улучшаются условия механической обработки заготовки.
Для предохранения заготовок (отливок, поковок, заготовок из проката) от окисления и покрытия ржавчиной, что ведет к порче и разрушению металла, простым средством является окраска. Краска должна хорошо приставать к поверхности металла и не давать трещин, она должна быть непроницаемой для сырости и не должна разъедать металл. При продолжительном хранении заготовок окраску следует возобновлять. Наиболее часто для этой цели применяются охра (из окислов железа) или сурик (из окислов свинца). Краски из окислов железа нельзя считать пригодными для предохранения металла, наоборот, они способствуют его порче. Лучшей краской является сурик, хорошо пристающий к металлической поверхности и не окисляющий металл. Сурик, химически соединяясь с льняным маслом, образует на поверхности металла прочный слой, не пропускающий сырости и газов. Металл перед покрытием его суриком (как и любой другой краской) необходимо хорошо очистить от грязи и окалины.
Для удобства хранения и сортировки заготовок и наиболее быстрой подачи их к рабочим местам, а также во избежание смешивания в цехах и на складах заготовки маркируют по установленному на данном заводе порядку, если маркировка не стандартизована. Маркировка производится красками разных цветов, условными обозначениями, буквенными или цифровыми, наносимыми краской или в виде отпечатков — клейм.
Читайте также: Замена коленчатого вала ваз 2114 8 клапанов
Своевременная подготовка заготовок обеспечивает наиболее быстрое и экономичное выполнение обработки в механическом цехе. Подготовленные надлежащим образом заготовки поступают непосредственно в цеховой склад или на станок; в цехе они не требуют никаких дополнительных операций перед обработкой.
б) Чистовая обработка. Чистовая обработка валов осуществляется точением и шлифованием. Чистовое точение обеспечивает получение 7—9 квалитетов точности и шероховатости поверхности Ra=2,5 мкм, шлифование — 6 квалитет точности и шероховатость Л„-0,63 мкм. Обработка шеек незакаливаемых валов обычно ограничивается чистовым точением.
Чистовое точение шеек валов выполняется на токарно-винторезных станках и токарных гидрокопировальных полуавтоматах. Шлифование обычно осуществляется за две операции — черновое и чистовое на круглошлифовальных станках методом продольной или поперечной (врезанием) подачи. Первый метод применяется при большой длине обрабатываемой поверхности. Для шлифования коротких шеек длиной до 60 мм целесообразно использовать второй метод. Врезным шлифованием обрабатываются также ступенчатые, конические и фасонные поверхности, для чего шлифовальный круг должен иметь соответствующую форму. В крупносерийном и массовом производствах для обработки ступенчатых валов широко пользуются многокруговым шлифованием методом врезания (с использованием торцешлифовальных станков). Точность формы шеек вала зависит от состояния центровых гнезд. Для повышения точности перед чистовым шлифованием центровые гнезда правятся с помощью конусного абразивного круга либо с помощью притира. В серийном и массовом производствах высокую производительность при обработке валов обеспечивает применение бесцентрового шлифования, которое может осуществляться с продольной подачей или с поперечной (врезное). На бесцентровое шлифование оставляется припуск значительно меньше, чем на шлифование в центрах, так как не требуется компенсировать погрешность установки. Шлифование напроход применяется при обработке гладких длинных и коротких валов, врезное шлифование — при обработке ступенчатых и конических. При бесцентровом шлифовании может быть осуществлена автоматизация загрузочной операции. При использовании в качестве заготовок прутков из холоднотянутой стали 10 квалитета точности можно ограничиться припуском 0,2 мм на диаметр и изготовлять гладкие валы путем правки и резки заготовок и их последующей обработки методом бесцентрового шлифования. 11ри этом достигается 7—8 квалитет точности. При повышенных требованиях к качеству обработки, когда необходимо получить поверхность с Л„=0,63— 0,32 мкм, применяются такие финишные методы обработки, как суперфиниширование, полирование, накатывание шариками или роликами, выглаживание.
Видео:Азы базирования. Лекция 24Скачать

Схемы базирования заготовок типа вал
В технологии машиностроения в понятие «валы» принято включать собственно валы, оси, пальцы, штоки, колонны и другие подобные детали машин, образованные наружными поверхностями вращения при значительном преобладании длины над диаметром. Конструктивное разнообразие валов вызывается различным сочетанием цилиндрических, конических, а также зубчатых (шлицевых), резьбовых поверхностей. Валы могут иметь шпоночные пазы, лыски, осевые и радиальные отверстия.
Первые технологические переходы при изготовлении ступенчатых валов – подготовка технологических баз, т.е. подрезка торцов и их зацентровка. В зависимости от масштаба выпуска валов эти переходы можно выполнять с применением различного оборудования.
При обработке заготовок нежестких валов необходимо дополнительно проточить или шлифовать шейки под люнет.
Торцы заготовок имеют дефекты, обусловленные способом получения заготовок (штамповочные уклоны, сколы, неперпендикулярность и т.п.). Поэтому первой операцией обычно является обработка торцов с целью устранения дефектов и получения общей длины вала в пределах, заданных чертежом. Исключение составляют заготовки, полученные на отрезных автоматах или токарно-отрезных станках, обеспечивающих точность по длине в пределах 0,5 мм.
Торцы, имеющие припуск, можно обрабатывать на токарных и фрезерных станках, фрезерно-центровальных, протяжно-центровальных полуавтоматах. При обработке на фрезерно-центровальном полуавтомате МР-76М барабанного типа (рис. 8) вначале устанавливают заготовку (позиция 1); затем выполняют фрезерование торцов (позиция II) и центрование отверстий (позиция III). На каждой позиции инструменты имеют индивидуальные подачи. После окончания обработки барабан с приспособлениями поворачивается на угол 120 ° для смены позиций.
Читайте также: Соединение валов между собой без муфты
 |
| Рисунок 8 – Схема обработки заготовки на фрезерно-центровальном полуавтомате МР-76М |
Основными базами подавляющего большинства валов являются поверхности его опорных шеек. Однако использовать их в качестве технологических баз для обработки наружных поверхностей, как правило, затруднительно, особенно при условии сохранения единства баз. Поэтому при большинстве операций за технологические базы принимают поверхности центровых отверстий с обоих торцов заготовки, что позволяет обрабатывать почти все наружные поверхности вала на постоянных базах с установкой его в центрах.
При этом может возникать погрешность базирования, влияющая на точность взаимного расположения шеек, равная величине несовпадения оси центровых отверстий и общей оси опорных шеек.
Для исключения погрешности базирования при выдерживании длин ступеней от торца вала необходимо в качестве технологической базы использовать торец заготовки. С этой целью заготовку устанавливают на плавающий передний центр.
Использование центров в качестве установочных элементов (рис. 9) предусматривает применение того или иного поводкового устройства, передающего крутящий момент заготовке. Такими устройствами являются поводковые патроны, хомутики и т.п.
Основные способы установки валов приведены на рис. 10 – 13.
 |
| Рисунок 9 – Установка вала в центрах с поводковым патроном |
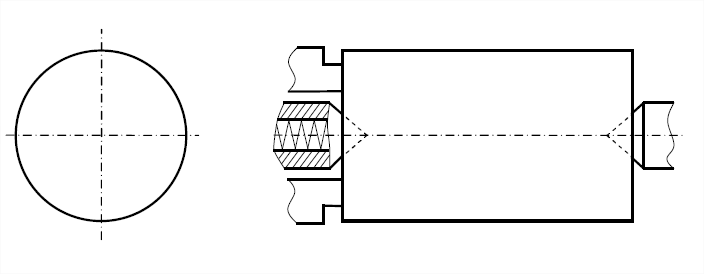
 |  |
| Рисунок 10 – Установка вала в патроне (L/D 4) | Рисунок 13 – Установка вала в центрах с люнетом (7 10) |
Например, черновой базой при фрезеровании торцов валов и их зацентровке обычно служит цилиндрическая поверхность вала, устанавливаемая в двух самоцентрирующих призмах, и торец вала (по откидному упору). Последующая обработка валов осуществляется в центрах (искусственная технологическая база). При обработке ступенчатых валов на настроенных станках (многорезцовых, гидрокопировальных, многопозиционных) для обеспечения точности линейных размеров необходимо предусмотреть при выполнении первой операции достижение требуемой точности глубины зацентровки и ее контроль. В случаях, когда дальнейшая обработка заготовок производится с применением специальных пружинных центров-поводков, обеспечивающих поджим торца вала к соответствующему упорному торцу центра-поводка, это требование не обязательно. При обработке валов в большинстве случаев удается осуществить принцип постоянства базы и все операции выполнить на базе центровых отверстий. В этом случае правильность геометрической формы наружных поверхностей вращения в значительной степени определяется точностью формы и качеством поверхности центровых отверстий.
Видео:Как ВСЕГДА получать качественную деталь? Основы базирования.Скачать

Класификация и назначение баз . Базирование вала в центрах
Конструкторская база– база, используемая для определения положения детали или сборочной единицы в изделии.
Основная база – конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии.
Вспомогательная база– конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения по-ложения присоединяемых деталей (сборочных единиц) относительно дан-ной детали (сборочной единицы).
Технологическая база– база, используемая для определения относи-тельного положения заготовки (изделия) в процессе изготовления или ре-монта.
Измерительная база– база, используемая для определения относи-тельного положения заготовки или детали и средств измерения.
Основными и вспомогательными могут быть только конструктор-ские базы. В то же время основная конструкторская база может являться измерительной или технологической.
Установочная база– база, лишающая заготовку (изделие) 3-х степеней свободы перемещения вдоль одной координатной оси и поворотов вокруг двух других осей.
Направляющая база– база, лишающая заготовку (изделие) двух степеней свободы перемещения вдоль одной координатной оси и поворота вокруг другой.
Читайте также: Соединительные муфты сборка составных валов
Опорная база– база, лишающая заготовку (изделие) одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси.
Двойная направляющая база – база, лишающая заготовку (изделие) четырех степеней свободы – перемещения вдоль двух координатных осей и поворотов вокруг этих осей.
Двойная опорная база– база, лишающая заготовку (изделие) двух степеней свободы – перемещений вдоль двух координатных осей
Явная база– база заготовки (изделия) в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Скрытая база– база заготовки или изделия в виде воображаемой плоскости, оси или точки.


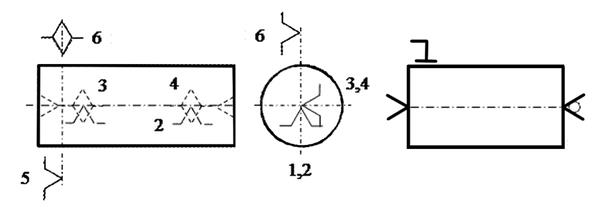
1,2,3,4 – двойная направляющая zy ZY

1,2,3,4 – двойная направляющая zy ZY
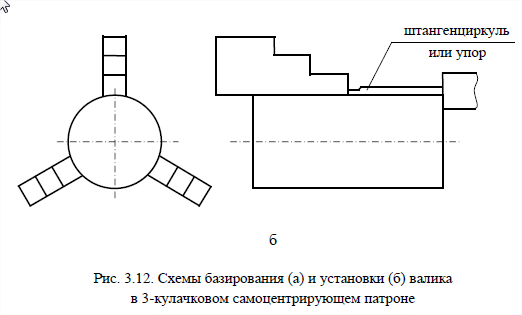
13. Правило шести точек. Базирование вала в самоцентрующем.
Таким образом, для того, чтобы определить положение любого абсолютно твердого тела, необходимо и достаточно в выбранной системе координат наличие 6 геометрических связей, которые при соединении.деталей превращается в 6 опорных точек.
Независимые перемещения, которые может иметь тело, называют степенями свободы. Абсолютно твердое тело имеет шесть степеней свободы: 3 перемещения относительно трех взаимно перпендикулярных
координатных осей и 3 вращения вокруг этих осей (рис. 3.1).
Связямив теоретической механике называют условия, которые налагают ограничения либо только на положение, либо также и на скорость точек тела.


1,2,3,4-Двойная направляющая. XY ZY
14. Определённость и неопределённость базирования.
Подопределенностью базирования детали понимается неизменяемость ее положения относительно поверхностей сопряженных с нею деталей ( или детали), определяющих ее положение при работе в машине или в процессе обработки.
Неопределённость– единичное или многократное изменение относительного положения детали в выбранной системе координат под действием различных факторов.
Неопределённость может вызываться случайностью подбора и местонахождением точек контакта заготовок и базирующих поверхностей замка.
1)Из-за отклонения формы контактирующих поверхностей.
2)Неполным контактом заготовки с базирующими элементами приспособлений.
3)Деформированием заготовки в процессе закрепления и обработке.
4)недостаточностью сил закрепления.
Для обеспечения определнности базирования баз применяют силовые замыкания которые препятствуют смещению детали под действием сил резания и других факторов.
Уравнение равновесия Qf=kР Q- сила закрепления, Р-сила резания, f- коэфициент трения между заготовкой и и элементами приспособления. К-коэфициент запаса закрепления.
15. Базирование заготовки на магнитной плите.


16. Базирование заготовки по плоскости и 2м отверстиям.


1,2,3 –Установочная явная Z XY
17.Базирование заготовки по плоскости основания и 2м боковым сторонам.


1,2,3-установочная явная Z XY
4,5 – направляющая скрытая Y Z
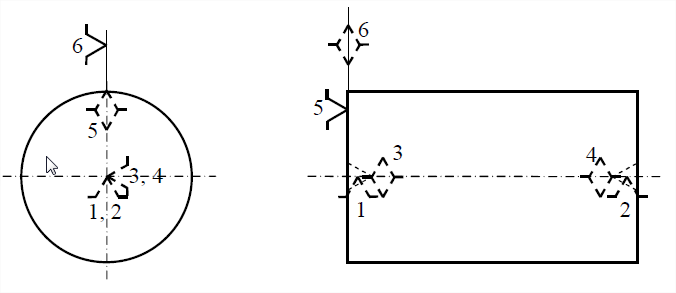
18.Базирование диска в самоцентрирующем патроне.


19.Базирование вала в призме.
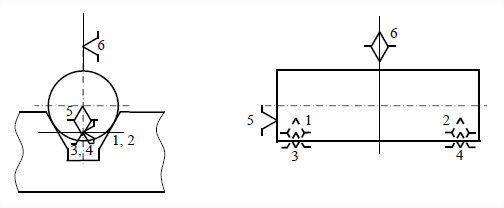

1,2,3,4 – двойная направляющая. Zy Zy
Скрытые и явные базы.
Явная база– база заготовки (изделия) в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Скрытая база– база заготовки или изделия в виде воображаемой плоскости, оси или точки.
21.Структура технологического процесса. Рабочее место, технологическая операция, установ, позиция, переход, проход…
Технологический процесс– часть производственного процесса, со-
держащая действия по изменению и последующему определению состоя-
ния предметов производства.
Технологическая операция(операция) –
законченная часть технологического процесса, выполняемая на одном ра-
Переход– законченная часть операции, выполняемая одни-
ми и теми же средствами технологического оснащения при постоянных
режимах и установке заготовки.
Рабочее место – часть пространства цеха (участка), предназначенная для выполнения операции одним или группой рабочих, в которой размещены оборудование, инструменты, приспособления.
Прием– законченная совокупность действий, направленных на выполнение перехода или его части и объединенных одним целевым назначением. Например, переход — «установить заготовку» включает в себя ряд действий:
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности
🔥 Видео
Обработка в центрах при помощи поводка. machining a part on a latheСкачать

2.4. Базы и основные принципы теории базированияСкачать
Шот 01. Основы теории базированияСкачать
Центровка длинных валов.Скачать
Допуски и посадки для чайников и начинающих специалистовСкачать
Проточка детали в центрах на токарном станке,Скачать
Станочные центра. Виды центров упорные, обратный, полуцентры упорные, сферический, рифленыйСкачать
Разбираем чертеж детали ➤ Технические требования ➤ Допуски и посадки размеровСкачать
Чертеж вал шестерни. Процесс изготовления валов с зубчатым венцомСкачать
Центровка учебное пособие курса ТОР-101 (Балтех)Скачать
Читаем и создаем чертежи - Общие допускиСкачать
Виды и назначение центровых отверстийСкачать
Вал - полумуфта ➤ Тонкости изготовления детали по чертежуСкачать
Как начинающему специалисту читать машиностроительные чертежи. Подробное чтение чертежаСкачать
Обозначение центров. Размеры значков и пример базированияСкачать
Токарный ликбез Расчет подкладки по эксцентриситетуСкачать
Станочные приспособления для базирования и изготовления зубчатого венца шестеренСкачать