Шестерня 3-й передачи промежуточного вала Z=31 ЗИЛ-130, 433360, 5301
- под заказ
- 2 350
- Шестерня ЗИЛ
- 2 050
- 5 500
- 6 800
- 4 800
- 2 350
- 3 850
- 3 850
- 5 450
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- 2 050
- 5 500
- 6 800
- 4 800
- 2 350
- 3 850
- 3 850
- 5 450
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- под заказ
- ЗИЛ-130. Коробка передач. Сборка и проверка
- Сборка узлов коробки передач
- Сборка коробки передач из узлов
- Проверка работы КПП
под заказ




Код: 000054646
Производитель: ЗИЛ
2 350
Пожалуйста, расскажите о вашей проблеме
Спасибо! Ваши комментарии очень важны для нас и помогают улучшить наши результаты поиска для всех наших клиентов
Как только цена на товар снизится,
вы сразу об этом узнаете
Динамика изменения средней цены за полгода
ЗИЛ / ЗИЛ-431410 Каталог 1989 г. (1989)
ЗИЛ / ЗИЛ-441517 Каталог 1987 г. (1987)
Об этом товаре отзывов пока нет. Будьте первым!
Информация о технических характеристиках, комплекте поставки, стране изготовления и внешнем виде товара носит справочный характер и основывается на последних доступных сведениях от производителя
Продолжая использовать наш сайт, вы даете согласие на обработку файлов Cookies и других пользовательских данных, в соответствии с политикой защиты и обработки персональных данных.
По вопросам сотрудничества обращайтесь в Департамент продаж:
Шестерня ЗИЛ

Код: 000054647
Производитель: ЗИЛ
2 050

Код: 000020731
Производитель: ЗИЛ
5 500

Код: 000021471
Производитель: ЗИЛ
6 800

Код: 000741552
Производитель: ЗИЛ
4 800
Код: 000054646
Производитель: ЗИЛ
2 350

Код: 000007553
Производитель: ЗИЛ
3 850

Код: 000020730
Производитель: ЗИЛ
3 850

Код: 000021414
Производитель: ЗИЛ
5 450

Код: 000030594
Производитель: ЗИЛ
под заказ

Код: 000025283
Производитель: ЗИЛ
под заказ
Код: 000030592
Производитель: ЗИЛ
под заказ

Код: 000023354
Производитель: ЗИЛ
под заказ
Код: 000851550
Производитель: ЗИЛ
под заказ
Код: 000008548
Производитель: ЗИЛ
под заказ
Код: 000007565
Производитель: ЗИЛ
под заказ

Код: 000025282
Производитель: ЗИЛ
под заказ
Код: 000019642
Производитель: ЗИЛ
под заказ
Код: 000025267
Производитель: ЗИЛ
под заказ
Код: 000030593
Производитель: ЗИЛ
под заказ
Код: 000008661
Производитель: ЗИЛ
под заказ

Код: 000008549
Производитель: ЗИЛ
под заказ

Код: 000054644
Производитель: ЗИЛ
под заказ
Код: 000008547
Производитель: ЗИЛ
под заказ

Код: 000156516
Производитель: ЗИЛ
под заказ

Код: 000023067
Производитель: ЗИЛ
под заказ
Код: 000054647
Производитель: ЗИЛ
2 050
Код: 000020731
Производитель: ЗИЛ
5 500
Код: 000021471
Производитель: ЗИЛ
6 800
Код: 000741552
Производитель: ЗИЛ
4 800
Код: 000054646
Производитель: ЗИЛ
2 350
Код: 000007553
Производитель: ЗИЛ
3 850
Код: 000020730
Производитель: ЗИЛ
3 850
Код: 000021414
Производитель: ЗИЛ
5 450
Код: 000030594
Производитель: ЗИЛ
под заказ
Код: 000025283
Производитель: ЗИЛ
под заказ
Код: 000030592
Производитель: ЗИЛ
под заказ
Код: 000023354
Производитель: ЗИЛ
под заказ
Код: 000851550
Производитель: ЗИЛ
под заказ
Код: 000008548
Производитель: ЗИЛ
под заказ
Код: 000007565
Производитель: ЗИЛ
под заказ
Код: 000025282
Производитель: ЗИЛ
под заказ
Код: 000019642
Производитель: ЗИЛ
под заказ
Код: 000025267
Производитель: ЗИЛ
под заказ
Код: 000030593
Производитель: ЗИЛ
под заказ
Код: 000008661
Производитель: ЗИЛ
под заказ
Код: 000008549
Производитель: ЗИЛ
под заказ
Код: 000054644
Производитель: ЗИЛ
под заказ
Код: 000008547
Производитель: ЗИЛ
под заказ
Код: 000156516
Производитель: ЗИЛ
под заказ
Код: 000023067
Производитель: ЗИЛ
под заказ
Пожалуйста, расскажите о вашей проблеме
Спасибо! Ваши комментарии очень важны для нас и помогают улучшить наши результаты поиска для всех наших клиентов
Пожалуйста, расскажите о вашей проблеме
Спасибо! Ваши комментарии очень важны для нас и помогают улучшить наши результаты поиска для всех наших клиентов
ЗИЛ-130. Коробка передач. Сборка и проверка
Сборка узлов коробки передач
Очередность этапов сборки ведущего вала 11 КП (рис. 1):
- Сначала собирается шариковый подшипник 12 (эта операция называется подсборка), для чего стопорное кольцо 13 устанавливается в канавку детали.
- После этого подшипник ставят на место на ведущем вале. Выточка подшипника должна быть обращена наружу.
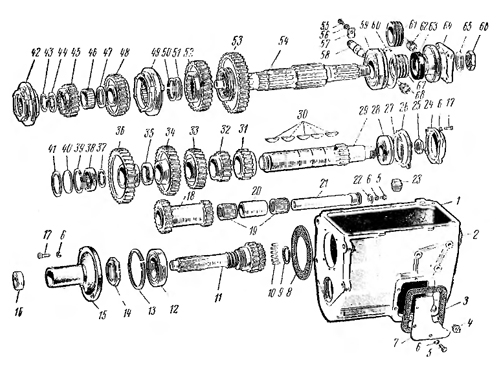
Рис. 1. Детали коробки передач:
1 – картер коробки; 2, 3, 8 и 26 – прокладки; 4 – пробка спускного отверстия с магнитом; 5, 17 и 55 – болты; 6 и 56 – пружинные шайбы; 7 – крышка люка; 9, 13, 27, 37, 39, 43, 50 и 60 – стопорные кольца; 10, 19 и 38 – роликовые подшипники; 11 – ведущий вал; 12, 16, 28 и 59 – шариковые подшипники; 14 – гайка подшипника ведущего вала; 15 – крышка подшипника ведущего вала; 18 – блок шестерен заднего хода; 20 и 35 – распорные втулки; 21 – ось блока шестерен; 22 – стопор оси; 23 – пробка маслоналивного отверстия; 24 – крышка заднего подшипника промежуточного вала; 25 – упорная гайка заднего подшипника промежуточного вала; 29 – промежуточный вал; 30 – шпонка шестерен; 31 – шестерня второй передачи промежуточного вала; 32 – шестерня заднего хода промежуточного вала; 33 – шестерня третьей передачи промежуточного вала; 34 – шестерня четвертой передачи промежуточного вала; 36 – шестерня постоянного зацепления промежуточного вала; 40 – заглушка; 41 – уплотнительной кольцо; 42 – синхронизатор четвертой и пятой передач; 44, 47, 51 и 65 – упорные шайбы; 45 — шестерня четвертой передачи ведомого вала; 46 – втулка шестерни четвертой передачи; 48 — шестерня третьей передачи ведомого вала; 49 – синхронизатор второй и третьей передач в сборе; 52 – шестерня второй передачи ведомого вала; 53 – шестерня первой передачи ведомого вала; 54 – ведомый вал; 57 – стопор штуцера; 58 – штуцер; 61 и 67 – ведущие шестерни привода спидометра; 62 и 68 – ведомые шестерни привода спидометра; 63 – сальник; 64 – фланец ведомого вала; 66 – гайки фланца
- Напрессовка подшипника производится после размещения ведущего вала на столе пресса, где предусмотрено специальное приспособление. Для этого используют оправку, которой до конца забивают деталь на шейку вала.
- С помощью динамометрического ключа закручивают гайки 14 с усилием 20 кГм.
- Чтобы исключить случайное откручивание, закернивают буртик детали в паз ведущего вала.
- После установки узла на столе пресса в специальное приспособление солидолом производится смазка внутреннего гнезда шестерни.
- Ставятся на место ролики 10 подшипника.
Читайте также: Установка валов по меткам 409
Важно! Последний из роликов должен быть вставлен свободно, надо избегать натяга. После завершения этого этапа проверяется, насколько легко вращаются установленные ролики. Вращение должно быть свободным, но без выпадения из посадочного места.
- Перед установкой роликов их проверяют на принадлежность к одной группе по размеру. Допустимые отклонения от установленных размеров для каждой из трех групп:
- 8,0 – (0,003-0,008) мм.
- 8,0 – (0,005-0,010) мм.
- 8,0 – (0,008-0,013) мм.
Интересно: Установка роликового подшипника, собранного в сепаратор, началась с 1967 года, когда было принято решение перейти на такой способ вместо установки отдельных роликов. Это вызвано необходимостью продления срока службы переднего подшипника, с одной стороны, и стремлением упростить процесс сборки/разборки КП.
- Стопорное кольцо 9 ставится на свое место после того, как в канавку установлены ролики 10.
- До начала операции по сборке синхронизатора 2-й и 3-й передач в приспособление ставятся три опоры фиксирующего устройства. Фрезерованная часть поверхности опор (лыска) должна быть обращена наружу.
- После установки опор, которые служат блокирующими пальцами, нужно провести совмещение отверстий. Затем на наружные стороны напрессовывают кольца.
- Производится сборка фиксаторов (их три, нужно собрать шарики и пружины), которые ставятся в посадочное место в каретке.
- По такой же схеме собирается второе кольцо, которое затем забивается на блокирующие пальцы.
Важно! Необходимо следить за тем, чтобы внешние края кольца хорошо прилегали к торцевым поверхностям блокирующих пальцев.
- Опрессовка пальцев шариком с обеих сторон производится после установки каретки в приспособление с усилием от 4600 кг.
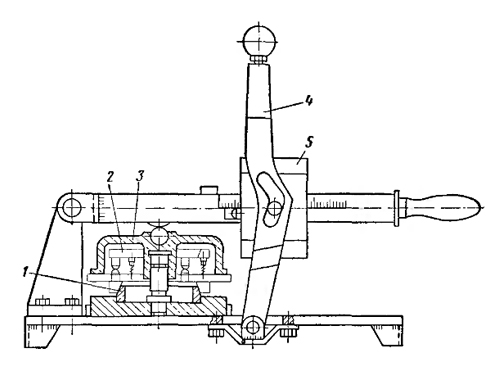
- После сборки синхронизатора нужно на специальном приспособление (рис. 2) провести проверку усилия, которое требуется для вывода каретки 2 из центрального положения.

Рис. 2. Приспособление для проверки синхронизатора на усилие включения
Проверка синхронизатора заключается в создании нагрузки определенной величины, чтобы включить синхронизатор. Нагрузка, подтверждающая годность синхронизатора, составляет 20 кГ. При проверке каретка должна находиться в нейтральном положении. Нагрузка производится с помощью рукоятки 4 и должна быть плавной. Для проверки синхронизатор нужно установить на центрирующую конусную втулку 1.
Сборка промежуточного вала 29 (рис. 1) начинается с напрессовки шестерен:
- На шлицы вала наносится смазка.
- Затем в паз устанавливают шпонку 30 и шестерню 31 второй передачи.
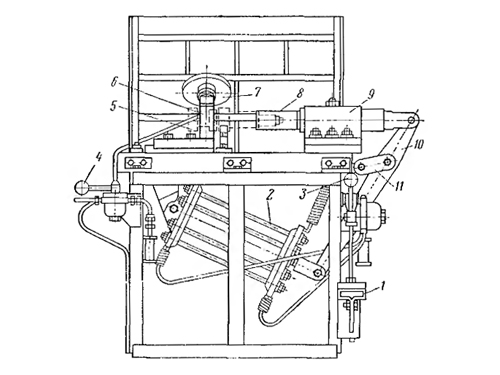
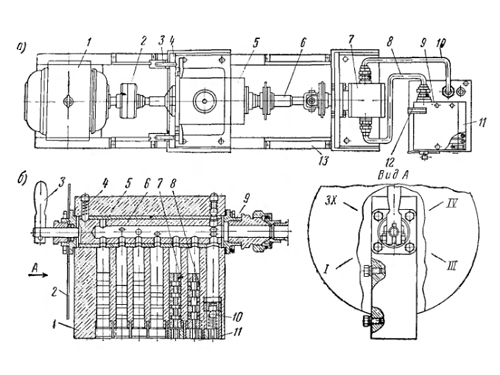
- Фиксация вала в кронштейне 6 производится на призме стенда 5 (рис. 3). Необходимое для фиксации усилие обеспечивает шток тормозной камеры 7. Управляется тормозная камера с помощью рукоятки 4 пневмокрана.
Рис. 3. Стенд для напрессовывания шестерен на валы коробки передач
Задача заключается в запрессовке шестерни на вал до конца. Усилие передается от пневматического цилиндра 2 через рычаг 10. Рычаг с помощью шарнира соединен со штоком и средней опорой 11. Далее усилие передается на ползун 8, вынуждая его двигаться в бабке 9, через которую оказывается усилие на шестерню.
Воздушный кран управляет пневматическим цилиндром. Существуют ножной и ручной приводы воздушного крана.
Операции по установке шпонки 30 (рис. 1) на шейки вала производят по аналогичной схеме:
- Напрессовывают шестерни 32 заднего хода, шестерни третьей и четвертой передач;
- Шестерню 36 постоянного зацепления ставят после установки распорной втулки 35.
- Завершает операцию установка стопорного кольца 37 в кольцевую канавку вала.
- Производится установка вала в специальное приспособление резьбовым концом вниз.
- На шлицы вала наносят смазку (используется трансмиссионное масло).
- После этого на шлицы ставят шестерню 53 первой передачи. Необходимо смотреть, чтобы кольцевой паз ступицы смотрел в сторону переднего конца ведущего вала.
- Проверяется правильность сборки свободным ходом шестерни, которая должна двигаться по шлицам без проблем.
- На шейку наносится смазка.
- Затем на вал ставится шестерня 52 второй передачи. Необходимо, чтобы зубчатый венец шестерни смотрел в сторону переднего конца вторичного вала.
- Смазывается солидолом упорная шайба 51 и ставится на место вместе со стопорным кольцом. Допустимый размер расстояния между упорной шайбой и торцевой поверхностью ступицы составляет от 0,1 мм.
- Проверяется правильность установки детали на шейке вала вращением рукой – шестерня должна вращаться без зацеплений.
- Синхронизатор 49 второй и третьей передач устанавливается на вал так, чтобы выточка на торцевой поверхности каретки смотрела на шестерню 52 передачи.
- На шейку наносится смазка (используется трансмиссионное масло).
- После этого на ведущий вал монтируется шестерня 48 третьей передачи. Шлицевое отверстие должно быть обращено к синхронизатору.
- На упорную шайбу 47 шестерни третьей передачи наносится смазка (используется солидол), и деталь надевается на вал.
- Втулка 46 напрессовывается ударами молотка по оправке. Нужно добиться плотного зажатия упорной шайбы 47 третьей передачи между втулкой и буртиком на ведомом валу 54.
- На шейку вала наносится смазка (используется трансмиссионное масло).
- Затем ставится на место шестерня 45 четвертой передачи. Правильность установки проверяется вращением рукой – оно должно быть свободным, без затруднений.
- Наносится смазка на упорную шайбу шестерни 4-й передачи (используется солидол).
- Затем деталь ставится на место вместе со стопорным кольцом 43. Допустимое расстояние между торцевой поверхностью фланца шестерни 45 и упорной шайбой 44 должно составлять от 0,1 мм.
- На ведомый вал устанавливается синхронизатор 42 четвертой и пятой передач. Нужно, чтобы выточка на каретке была обращена к шестерне 45. Правильность установки проверяется свободным перемещением каретки детали по шлицам вторичного вала.
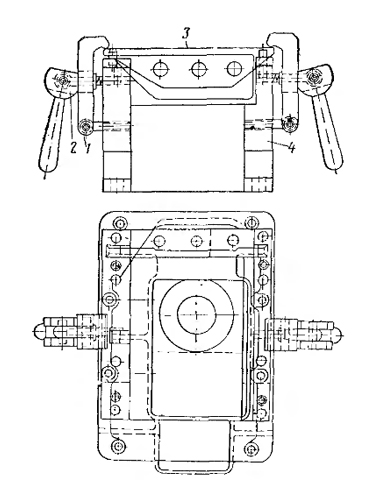
Сборка/разборка механизма переключения КП производится на одном приспособлении (рис. 4).
Рис. 4. Приспособление для разборки и сборки механизма переключения передач:
1 – прижимный рычаг; 2 – эксцентриковый зажим; 3 – механизм переключения передач; 4 — рама- В этом приспособлении фиксируется крышка КП 22 (рис. 5).
- В боковом отверстии есть гнездо, в которое вставляется заглушка 24. Она вбивается молотком и оправкой с ударами по центру.
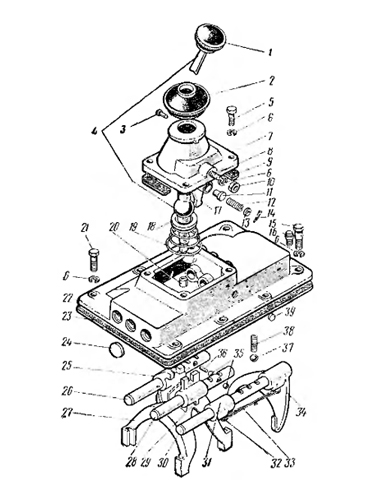
Рис.5. Детали механизма переключения коробки передач:
1 – рукоятка рычага переключения передач; 2 – чехол рычага; 3 – стопор рычага; 4 – рычаг переключения передач; 5, 15 и 21 – болты; 6 – пружинные шайбы; 7 – картер рычага переключения передач; 8 – ось промежуточного рычага; 9 и 23 – прокладки; 10 – гайка оси; 11 – предохранитель включения заднего хода; 12 – пружина предохранителя; 13 – шайба предохранителя; 14 – шплинт; 16 – сапун; 17 — промежуточный рычаг переключения первой передачи и заднего хода; 18 – опора рычага; 19 – пружина рычага; 20 – установочная втулка картера рычага; 22 – крышка коробки передач; 24 и 39 – заглушки; 25 – вилка переключения второй и третьей передач; 26 – шток переключения второй и третьей передач; 27 — вилка переключения четвертой и пятой передач; 28 – шток переключения четвертой и пятой передач; 29 и 33 – шплинтовая проволока; 30 – шток переключения первой передачи и заднего хода; 31 – головка штока переключения первой передачи и заднего хода; 32 – стопорный болт; 34 – вилка переключения первой передачи и заднего хода; 35 – шарики замка штоков; 36 – штифт замка штоков; 37 – фиксаторный шарик; 38 – пружина фиксатора- Собирается сапун 16, который затем вкручивается в крышку.
- Запрессовка двух установочных втулок производится с помощью молотка.
- Пружины 38 фиксаторов штоков вставляют в посадочные отверстия под фиксаторы.
- Шарик 37 нужно вставить в левое гнездо и с помощью бородка утопить.
- Затем устанавливают шток 30 переключения первой передачи и заднего хода. До установки на шток наносится смазка (используется трансмиссионное масло).
- Необходимо переместить шток вглубь крышки так, чтобы он занял положение, в котором отверстие фиксатора будет перекрыто. Делается это резким движением.
- Головка штока 31 первой передачи и заднего хода, а также вилка 34 размещаются на штоке. Вилка должна стоять так, чтобы длинная ступица была обращена к отверстиям, в которые устанавливаются заглушки.
- Перемещают шток таким образом, чтобы совпали канавка нейтрального положения и шарик фиксатора.
- Два других штока устанавливаются по аналогичной схеме. До установки в гнезда нужно вставить блокировочные шарики 35 замков штока. 4 шарика вставляются парами.
- Фиксация предохранительных головок и вилок производится с помощью стопорных винтов.
- Затем винты шплинтуются проволокой.
- Далее в посадочные места штоков вставляются заглушки.
Читайте также: Типы валов шаговых двигателей
Сборка рычага переключения коробки передач:
- Установить картер 7 рычага в приспособление или тиски слесарные.
- Стопор 3 рычага вставляют в отверстие картера.
- Затем на рычаг 4 одевают защитный чехол 2 и ставят рычаг на место.
- На шаровую поверхность наносится смазка (используется солидол).
- За выступы картера требуется завести пружины 19 рычага, которые устанавливаются на хвостовик вместе с опорой 18 шаровой части детали.
- После этого производится сборка промежуточного рычага 17 переключения первой передачи и заднего хода. Во время сборки в рычаг устанавливается предохранитель, пружина 12 и зафиксированная шплинтом 14 шайба 13.
- На ось 8 рычага наносится смазка (используется солидол).
- После этого ось устанавливается в промежуточный рычаг 17.
- Ось вместе с рычагом устанавливаются в картер 7 рычага переключения КП.
- Производится фиксация промежуточного рычага с помощью гайки 10.
- После того, как узел будет вынут из приспособления, на картер ставят защитный чехол 2 рычага.
- Производится фиксация на рычаге шаровой рукоятки 1 с помощью гайки.
- На крышке 22 КП с помощью клея фиксируется прокладка 9, на которую до этого нужно нанести резиновую смолу.
- Промежуточный рычаг 17 своей головкой 31 вставляется в прорезь, которая имеется в головке штока переключения первой передачи и заднего хода.
- Конец рычага 4 переключения передач ставится в паз вилки 34.
- После этого фиксируется картер 7 рычага переключения КП. Для фиксации используется крепеж с пружинными шайбами 6.
Сборка коробки передач из узлов
Для этой операции применяются стенды с одним или несколькими постами (рис. 6), для подачи к стенду используется тельфер.
- Сначала требуется зафиксировать сменную головку 2 на картере 3 КПП.
- С помощью тельфера переместить закрепленную на картере головку и сам картер к месту проведения операции по сборке. Необходимые для работы детали нужно подготовить заранее и разместить рядом со стендом.
Рис. 6. Многопостовой стенд для сборки коробок передач
- Отверстия закрывают: пробку 23 (рис. 1) вкручивают в маслоналивное, в сливное также вкручивается специальная пробка 4 с магнитом.
- Стопорное кольцо 39 ставится на место в картере 1 плоскогубцами.
- На промежуточный вал 29 надевается роликовый подшипник 38. После того, как на передний конец вала одет подшипник, он вместе с шестернями устанавливается в картере 1. Очередность при установке такая: в гнездо шарикового подшипника вставляется задний конец детали, после этого в наружное кольцо вставляется передний конец. Этот конец вала устанавливается вместе с подшипником.
- Запрессовка стопора 27 на задний конец вала производится после того, как кольцо надето на шариковый подшипник.
- Используя оправку, задний конец вала вместе с подшипником вставляется в посадочное место в картере.
- Затяжка гайки 25 на резьбе вала 29 осуществляется с помощью динамометрического ключа.
- Закернивание делают вдавливанием торца гайки в паз.
Вал, после установки в картер, должен приводиться во вращение движением руки без затруднений. Это показывает, что его сборка и монтаж проведены правильно. Для этого крышка 24 ставится на посадочное место заднего шарикового подшипника 28 с закручиванием крепежа, который был собран вместе с шайбами 6 и прокладками 26, на 3 нитки. После установки крышки и предварительного закручивания окончательная затяжка делается с усилием от 2,0 до 3,5 кГм.
Очередность сборки блока шестерен заднего хода:
- Распорная втулка 20 ставится между роликовыми подшипниками 19, которые размещаются в блоке через технологическое отверстие.
- Ось 21 блока при опускании узла в картер 1 должна попасть в предназначенное для нее отверстие в картере.
- Запрессовка производится медным молотком. Запрессовывается ось блока до момента, когда торец канавки упрется в плоскость картера.
- Размещение стопора производится таким образом, чтобы он попал в канавку оси.
- Крепеж стопора затягивают с усилием от 1,5 до 2,0 кГм.
- Собирают крышки люков, устанавливая крепеж с пружинными шайбами и прокладки, затем размещают на местах в картере. Усилие затяжки должно быть до 2 кГм.
- Используя оправку, установленную на свое место в картере 1, заглушку 40 промежуточного вала забивают в посадочном месте.
- Уплотнители 41 размещают в выточке, которая есть в посадочном месте переднего роликового подшипника.
Читайте также: Ваз 2106 кронштейн для вала
Для того, чтобы собрать ведомый вал 54 требуется:
- Разместить его в картере 1 КПП.
- С использованием специального инструмента на задний шариковый подшипник 59 надеть стопор 60.
- После этого подшипник со стопором устанавливают на вал. Выточка на стопоре должна быть обращена наружу.
- Используя оправку и молоток, производится запрессовка подшипника на вал и в посадочное место в картере.
- Ведущая шестерня спидометра надевается на конец ведомого вала, который выступает из картера.
- Затем с помощью оправки она запрессовывается в подшипник до конца.
При сборке ведущего вала 11 нужно:
- Разместить его вместе с подшипником 12 в посадочном месте в картере 1. При установке надо вставить конец ведомого вала 54 в посадочное место на ведущем валу. До этого надо вытащить технологическую оправку.
- Используя оправку, производится запрессовка первичного вала и подшипника в картер.
- Затем на свое место ставится крышка 15 и прокладка 8.
- Крышка фиксируется крепежом.
Посадки шестерен и подшипников коробки передач
Установка механизма переключения передач:
- До установки механизма на коробку, шестерни на ведомом валу 54 выставляются в нейтральное положение.
- На шестернях и муфте каретки есть пазы в форме колец. В них надо вставить вилки переключения передач.
- Вместе с крышкой ставится прокладка 23 (рис. 5).
- Затем крепежом производится фиксация механизма к картеру.
- Требуется провести проверку правильности сборки. Рукой, взявшись за хвостовик первичного вала, механизм прокручивается. Правильная сборка – шестерни, выставленные в нейтральное или включенное положение, и все валы легко приходят в движение и проворачиваются. Не заедают подшипники и шестерни.
Проверка работы КПП
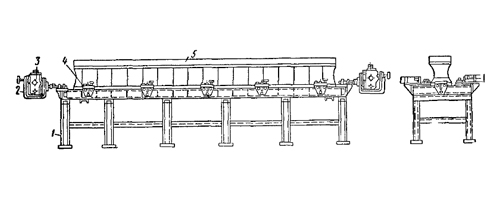
Для проведения проверки работы КПП рекомендуется использовать специальный стенд (рис. 7, а). Привод и устройство для создания нагрузки смонтированы на сварной раме 13 вместе с емкостью 11 для масла. С помощью гидравлического регулятора 9, установленного на крышке, измеряется величина нагрузки. С помощью зажимов-эксцентриков 3 КПП, которую требуется проверить, фиксируют к кронштейну 4.
Рис. 7. Специализированный стенд с гидравлическим нагрузочным устройством для приработки и испытания коробок передач:
а – общий вид; б – гидравлический регулятор нагрузкиК электродвигателю 1 через муфту 2 подключается ведущий вал. С помпой с помощью карданного вала 6 соединен вал КПП, а помпа, в свою очередь, трубкой соединена с емкостью для масла. Гидравлический регулятор (манометр) соединен с нагнетательным трубопроводом 8. По показателям гидравлического регулятора 12 производится контроль нагрузки, которую создает гидротормоз.
В технологическое отверстие в корпусе 1 регулятора (рис. 7, б) вводится стальная гильза 5 (отверстие сквозное). В гильзе размещается пробка 6 из закаленной стали, у которой внутри есть канал. От помпы по этому каналу осуществляется подача масла, предварительно пройдя через переходник 9 на торце корпуса. У шипа, который находится на другой торцевой части, есть рукоятка 3. Для того, чтобы поставить пробку в положение, которое будет соответствовать определенной передаче, используется фиксатор. Определяется требуемое положение рукоятки при проведении проверки работы КПП с помощью градуированного диска 2, находящегося ниже рукоятки.
В одном из семи каналов, соединяющий гильзу и пробку, установлен предохранительный клапан. Функция клапана – предохранять систему в случаях, когда давление масла превышает допустимое значение. В остальных каналах, которые соединяют пространство пробки и проходят перпендикулярно оси, установлены жиклеры 7 и кольца 8. Сечения жиклеров подбирают при настройке стенда.
Каналы закрыты пробками 11 с отверстиями – по ним масло сливается в емкость. Для того, чтобы проверить работу КПП на определенной передаче, поворачивается рукоятка 3. Так создается сопротивление равное нагрузке по ТУ.
Проверка работоспособности каждой КПП, которая была собрана, проводится на стенде в обязательном порядке. Замена трансмиссионного масла производится перед каждой проверкой.
Режим испытания коробки передач
Условия испытания Тормозной момент на ведомом валу, кГм Продолжительность, мин Испытания без нагрузки при переменных оборотах ведущего вала от 750 до 3000 об/мин на всех передачах — На каждой передаче при максимальных оборотах не более 2 – 3 мин Испытания под нагрузкой при переменных оборотах ведущего вала от 750 до 3000 об/мин на: При проведении проверки могут быть обнаружены дефекты, которые затем нужно устранить. К ним нужно отнести:
- сбои при переключении передач;
- самопроизвольное включение/выключение шестерен;
- появившийся звук, когда вилки касаются поверхностей пазов;
- появившиеся звуки ударов – признак неправильного монтажа шестерен;
- небольшие протечки масла там, где есть соединения.
Переключение 2, 3, 4 и 5 передач производится без отключения электродвигателя. Так проверяется работа синхронизаторов. Переходы от низшей к высшей передаче и в обратную сторону не должны производить шумов.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала