

- Выходной вал редуктора 1Ц2У-100
- Комплект шестерен редуктора 1Ц2У-100.
- Прочее. Зубчатые колёса и шестерни. Шестерни к редуктору 1Ц2У-200
- Выходной вал редуктора Ц2У-200.
- Комплект шестерен второй ступени редуктора Ц2У-200
- Комплект шестерен к редуктору 1Ц2У 200
- Корпус редуктора Ц2У-200
- Первичный вал-шестерня редуктора Ц2У 200.
- Промежуточное зубчатое колесо редуктора Ц2У-200
- Промежуточный вал-шестерня редуктора Ц2У-200
- Тихоходное зубчатое колесо редуктора Ц2У-200
- Прочее. Зубчатые колёса и шестерни. Запчасти к редуктору ТСН-00.760
- Вал выходной ТСН-00.647
- Вал-шестерня ТСН-00.654
- Этапы производства зубчатых колёс и шестерен.
- Редукторы для токарных станков
- Планетарные мотор-редукторы для токарных станков
- Редукторы для вспомогательных систем
- Рабочие шестерни для станков.
- Подпишитесь на автора
Выходной вал редуктора 1Ц2У-100
Тихоходный (выходной) вал редуктора Ц2У-100 изготавливается из Стали 45. Имеет два шпоночных паза — на посадочном месте зубчатого колеса и на месте установки муфты либо шкива.

Комплект шестерен редуктора 1Ц2У-100.
Комплект шестерен редуктора Ц2У 100 включает в себя первичный вал-шестерню, промежуточное зубчатое колесо, вал-шестерню и выходное зубчатое колесо с выходным валом
Прочее. Зубчатые колёса и шестерни. Шестерни к редуктору 1Ц2У-200

Выходной вал редуктора Ц2У-200.
Выходной вал цилиндрического двухступенчатого редуктора Ц2У-200 может иметь несколько вариантов исполнения. Концы вала в местах установки муфт изготавливаются конической или цилиндрической формы

Комплект шестерен второй ступени редуктора Ц2У-200
При выходе из строя какой-либо шестерни или зубчатого колеса в ступени редуктора рекомендуется менять не отдельную деталь, а всю ступень в комплекте.

Комплект шестерен к редуктору 1Ц2У 200
Полный комплект запасных частей редуктора Ц2У-200 включает в себя следующие детали:
- быстроходный (входной) вал-шестерня;
- промежуточное зубчатое колесо;

Корпус редуктора Ц2У-200
Корпус является основой всей конструкции цилиндрического двухступенчатого редуктора 1Ц2У 200. От точности его изготовления и обработки зависит работоспособность всего приводного механизма.

Первичный вал-шестерня редуктора Ц2У 200.
Входной вал-шестерня цилиндрического двухступенчатого редуктора Ц2У-200 является самой расходной деталью из всего комплекта запасных частей.

Промежуточное зубчатое колесо редуктора Ц2У-200
При заказе эту запасную часть цилиндрического двухступенчатого редуктора Ц2У-200 все почему-то называют промежуточной шестерней, хотя это определение неверно. Данная запчасть является промежуточным зубчатым колесом, и относится к комплекту первой ступени.

Промежуточный вал-шестерня редуктора Ц2У-200
Промежуточный вал-шестерня редуктора Ц2У-200 в сопряжении с тихоходным зубчатым колесом образуют вторую ступень этого редуктора.

Тихоходное зубчатое колесо редуктора Ц2У-200
Тихоходное зубчатое колесо редуктора Ц2У-200 является последней выходной шестерней второй ступени данного цилиндрического двухступенчатого редуктора.
Прочее. Зубчатые колёса и шестерни. Запчасти к редуктору ТСН-00.760

Вал выходной ТСН-00.647
Выходной вал редуктора ТСН-00.760 включён в каталог под маркировкой ТСН.00.647 и является самой расходной деталью привода.

Вал-шестерня ТСН-00.654
Деталь работает в сопряжении с колесом ТСН.00.635 и обычно заказывается комплектом для полного совпадения угла наклона зуба.
Этапы производства зубчатых колёс и шестерен.
Основой производственного процесса обработки шестерен и зубчатых колёс для редукторов является технологический этап производства заказанных деталей. Он разрабатывается таким образом, чтобы обеспечить получение необходимого качества конечного продукта при минимальных затратах. Уровень точности обработки шестерен определяет соответствие размеров изготовленной детали размерам, указанным на чертежах. Проектирование процесса начинается с выбора оборудования, на котором будут выполняться работы и его возможности должны удовлетворять заданным параметрам. Зубчатые колёса имеют поверхности в виде геометрических тел вращения, например: цилиндра, конуса, шара, а также могут быть плоскими. Металлорежущие станки выполняют их обработку. От выполняемых операций они делятся на несколько групп: токарные, сверлильные и расточные, шлифовальные и полировальные, комбинированные, зубо и резьбонарезные, фрезерные, строгальные и долбежные, разрезные. Каждая группа внутри еще имеет несколько видов станков.
Токарный станок может выполнять большое количество операций, таких как обтачивание цилиндрических поверхностей, подрезку плоских торцовых плоскостей, отрезку, обработку ступенчатых форм и растачивание. Во время точения заготовка вращается, а режущий инструмент несет поступательное движение и перемещается относительно оси заготовки.
При соединении изделий используют различные отверстия. Основная масса цилиндрических отверстий обрабатывается на сверлильных станках. Кроме сверления, для придания необходимой точности выполняются и другие операции, например: рассверливание, зенкерование, развертывание, зенкование.
При необходимости обработать плоские поверхности или разнообразные пазы используют фрезерные, долбежные, строгальные или шлифовальные станки. Выбор оборудования и режущего инструмента к нему зависит от размера обрабатываемого изделия и необходимой точности обработки.
Одна из массовых операций технологического процесса это нарезание резьбы. Основное количество типовых деталей (болты, гайки, винты) производится на токарных, револьверных автоматах, сверлильных, резьбофрезерных, резьбонакатных станках, а чистовую обработку проводят на резьбошлифовальных. К новым методам получения резьбы можно отнести электроэрозионное нарезание, а в твердых материалах применяют ультразвук.
К типовым и очень распространенным деталям относятся также зубчатые колеса и изделия со шлицевыми поверхностями. Их изготовление производится на зубообрабатывающих станках методом копирования, строгания, фрезерования или обкатки.
Читайте также: Запчасти для редуктора шуруповерта метабо
Для совершенствования технологического процесса и снижения себестоимости деталей на предприятиях с большим выпуском продукции применяют более современное оборудование. Револьверные и агрегатные станки, особенно полуавтоматы и автоматы позволяют одновременно производить несколько операций, используя при этом несколько инструментов.
В связи с развитием прогресса, большое развитие получили станки ЧПУ и обрабатывающие центры с числовым программным управлением . Они позволяют намного повысить точность изготовления деталей и снизить трудоемкость процесса. У станков с ЧПУ изготовление деталей происходит по программе, задаваемой носителем, а система управления движениями механизмов станка не механическая, а электрическая в виде электронных сигналов, подающихся по заданной программе. На сегодняшний день это самое используемое оборудование предприятий.
В заключение хотелось бы отметить, что наше предприятие производит шестерни для любого редуктора из каталога.
Редукторы для токарных станков
Тела вращения составляют основу машин. Ввиду того, что отливка стали не может быть с высокой точностью, единственным способом их получения становится обработка на токарном станке. Этот технологический этап требует значительной механической энергии и составляет большую часть стоимости готовых изделий. Стальные подшипники, шестерни, валы имеют больший процент стоимости, как раз за счет токарной обработки, а не цены самого материала. В связи с этим особо актуален вопрос снижения затрат. Предложено множество приемов.
- Только электрический привод для токарных станков.
- Только стандартизованные детали, (редукторы и электромоторы) выпускаемых миллионными сериями.
- Стандартное станочное оборудование с оптимизированными потерями кинетической энергии.
- Соблюдение технологических режимов эксплуатации токарных резцов. Исключение работы станка с затупившимися резцами.
- Использование заготовок с минимальными технологическими припусками.
Передавать большую кинетическую мощность с минимальными потерями могут только цилиндрические и планетарные редукторы. Именно они используются для промышленных токарных станков. Металлорежущее оборудование, вообще, является основным потребителем планетарных редукторов средней мощности. Такой редуктор с орбитальной шестерней имеет плоскую цилиндрическую форму и ставится на электродвигатель с торцевым фланцевым креплением. Получается очень удобная сборка — мотор-редуктор.

Рисунок №1. Цилиндрический редуктор
Планетарные мотор-редукторы для токарных станков
На современных станках ЧПУ устанавливаются именно планетарные мотор-редукторы в качестве основного привода. Унифицированный общепромышленный электродвигатель на трехфазный ток может питаться через частотный преобразователь с незначительным снижением КПД, однако, применение частотного преобразователя для основного привода обычно не требуется, ввиду постоянной нагрузки. Если станок предназначен для изготовления типовых деталей, то привод рассчитывается под них.
Читайте также: Редукторы задних мостов автомобилей газ
На универсальных токарных станках, особенно в моделях выпуска до 2000 года, используется комбинированный редуктор. Первая высокоскоростная ступень — ременная передача, а последующие ступени — шестерни в кинематической схеме цилиндрического многоступенчатого редуктора. Такой способ привода удешевляет станок, а главное — снижает уровень шума, что снижает профессиональную вредность работы на нем.
Планетарные мотор-редукторы применяются не только на токарных, но и на других металлорежущих станках: фрезерных, зуборезных, хонинговальных.
Редукторы для вспомогательных систем
Система подачи резцов, движения кареток токарного станка приводится в движения от шаговых двигателей с червячными, планетарными и цилиндрическими кинематическими схемами. Больших нагрузок на системы подачи нет, поэтому можно применять дешевые червячные редукторы, соленоидный безредукторный привод и различные другие варианты.
Рабочие шестерни для станков.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
История про два интересных заказа.
Начну с того, что до знакомства с моим первым принтером, никогда не создавал 3д модели, черчение — было в институте на первом курсе — 14 лет назад (как много времени прошло. ) ))) Про шестерни, только краем уха слышал, знаю зубчики есть и их разное количество, но на этом все. )))
Когда только купил первый принтер, 2 года назад, пробовал печатать шестерни с ресурсов типа «тинги». Пробовал создать в тинкеркаде. И даже был маленький заказ на пару шестерней для принтеров (2Д), от знакомых, которые занимаются обслуживанием и ремонтом. Но хотелось попробовать что-то поинтересней и посложнее.
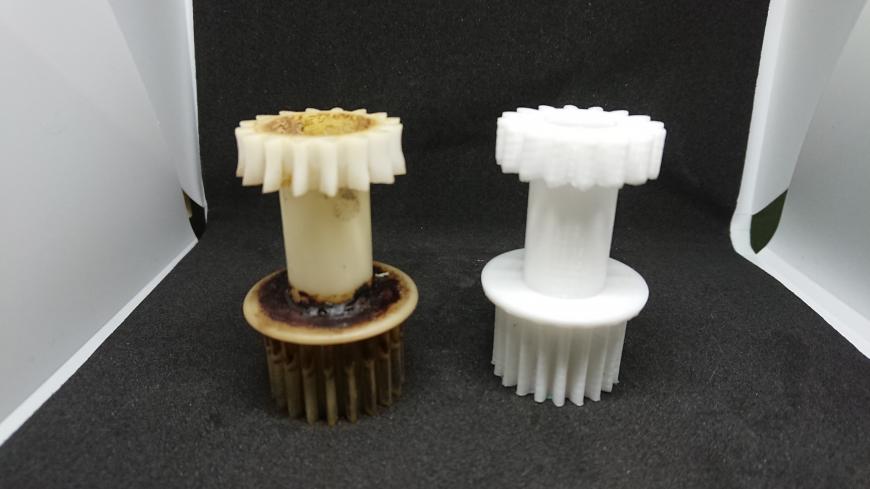
Мысли — материальны. И в начале этого года, меня нашел один заказчик. Ему нужны были шестерни для станка, который изготавливает пленку для стекол. И то ли станок редкий, то ли запчасти дорогие, в общем он, поинтересовался — возможно ли, изготовить для него шестерни четырех разных видов (+ зеркальные x2). Оригиналы (скорей всего уже нет) были из фторпласта, все убитые и сточенные (к сожалению не все фото сохранились).


Я предупредил обо всех нюансах 3д печати — о том, что это может быть долго, дорого и (хотел написать глупо) не так крепко как литые детали. Но хорошо, что есть люди, которые готовы пойти на эксперименты (ради своей выгоды, я думаю), и с помощью которых мы и сами можем набраться опыта.
Получив детали на руки, были обговорены все важные моменты и я приступи к разработке, и к постижению на практике науки создания шестерней.
Встал вопрос о том, в какой программе все это сделать? До этого я работал только с тинкеркадом. Почитав немного (дня 2-4) форумы и наш уважаемый портал, принял решение заморочиться с Gearotic (что бы понять, хоть что-то про шестерни, да и название понравилось))) ) и FreeCad, с его шестереночным дополнением.
Читайте также: Редуктор для газового баллона бытовой что это
И вышло в принципе — не плохо, только вот я не мог сделать там сложные многоуровневые шестеренки, пришлось экспортировать результат и допиливать в тинкеркаде.

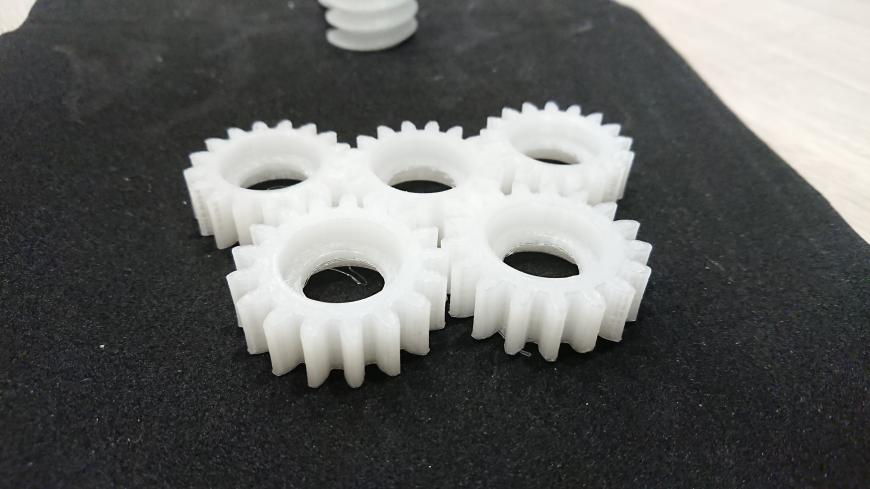
Сначала, для примерки и экономии сделал из PLA, затем когда внесли коррективы в размеры, напечатал из PETG и даже парочку из ABS. Но я уже знал, что надо пробовать Nylon. В принципе, шестерни проработали на станке, при полной нагрузке — больше 2х недель (затем расслоились). Но все же, заказчик попросил сделать финальную партию из более крепкого материала. Выбор пал на ePA ESUN, из-за наличия в известном сетевом магазине (с зеленым инопланетянином) и довольно бюджетной цены для этого материала.
Соорудив простенькую термокамеру из пенопласта и картонок, промучившись с подбором настроек и размеров (с учетом усадки) — все же выполнил заказ:

После еще месяца использования, заказчик продублировал запчасти на «будущее». Кроме этого через пару месяцев обратился с еще одним — стакан для станка (так и не понял зачем он ему нужен был), туда что-то насыпалось, а он вставлялся в какое-то специфическое место, в которое может убраться только такой по форме и размеру стакан. Напечатал его из SBS.

Спросил про судьбу шестерней — оказалось, те, что сделаны из нейлона, на них даже следов износа небыло.
Второй заказ, был в начале лета — червячное колесо для редуктора кромкооблицовочного мебельного станка (чуть написал). Оригинал (фоток тоже к сожалению нет) был из меди или латуни. И заказчик «забыл» наливать масло в редуктор несколько месяцев. Как итог — ни одного живого зуба, все стерты практически под ноль (что прибавило немало сложностей с раработкой). Станок видимо тоже, какой-то редкий и именно таких, червячных колес, было не найти (В процессе работ, под самое завершение, он все же нашел одно колесо, правда б/у, но заказ отменять не стал).
Тут уже я использовал Компас 3Д и Fusion 360. Сначала чертил «на глаз». В дополнениях ,которые делают шестерни, не получалось такое изобразить, мало того, что зуб косой и разной ширины, так еще посредине было углубление (может неправильно выражаюсь (по любому), на фото видно. ). Первую примерочную деталь делал из PLA (в итоге примерчных моделей было аж 6 штук). И вроде бы даже подошло колесо, но не было полного прилегания червяка к колесу.

На помощь пришел сам заказчик, у него был знакомый инженер (уже не молодой), который сначала сделал чертеж, по ответному червяку, а потом после моих рассказов про 3д печать, и его удивлений, что появилась такая технология, сделал модель в компасе. Но, тоже не попал в размеры с первого раза, переделывал еще дважды.
Напечатал я ее в итоге из того же нейлона. И вот уже практически 3 месяца трудится оно, без каких либо намеков на износ, теперь в редуктор не забывают заливать масло, которое так же никак не влияет на шестерню из нейлона.



Хотел поделится с удачным опытом применения нашей любимой технологии. Надеюсь мой пост поможет кому-то. Сильно не кидайте камнями, если что! ;)))