

Выбор правильной посадки, обеспечение требуемой чистоты и значения допусков размеров поверхностей под подшипники является ключевым фактором, обеспечивающим долговечность, надежность механизмов.
Правильная посадка – важнейшее условие работоспособности подшипников.
Исходя из особенностей работы подшипника, кольцо, которое вращается должно закрепляться на опорной поверхности неподвижно, с натягом, а неподвижное кольцо садиться в отверстие с минимальным зазором, относительно свободно.
Установка с натягом вращающегося кольца не дает ему проворачиваться, что могло бы привести к износу опорной поверхности, контактной коррозии, разбалансировке подшипников, развальцовке опоры, чрезмерному нагреву. Так, в основном, выполняется посадка подшипника на вал, который работает под нагрузкой.
Для неподвижного кольца небольшой зазор даже полезен, а возможность проворота не чаще одного раза за сутки делает износ опорной поверхности более равномерным, минимизирует его.
Основные термины
Рассмотрим подробнее основные термины и понятия, определяющие посадки подшипников. Современное машиностроение основано на принципе взаимозаменяемости. Любая деталь, изготовленная по одному чертежу должна устанавливаться в механизм, выполнять свои функции, быть взаимозаменяемой.
Для этого чертеж определяет не только размеры, но и максимальные, минимальные отклонения от них, то есть допуски. Значения допусков стандартизованы единой системой для допусков, посадок ЕСДП, разбиты по степеням точности (квалитетам), приводятся в таблицах.
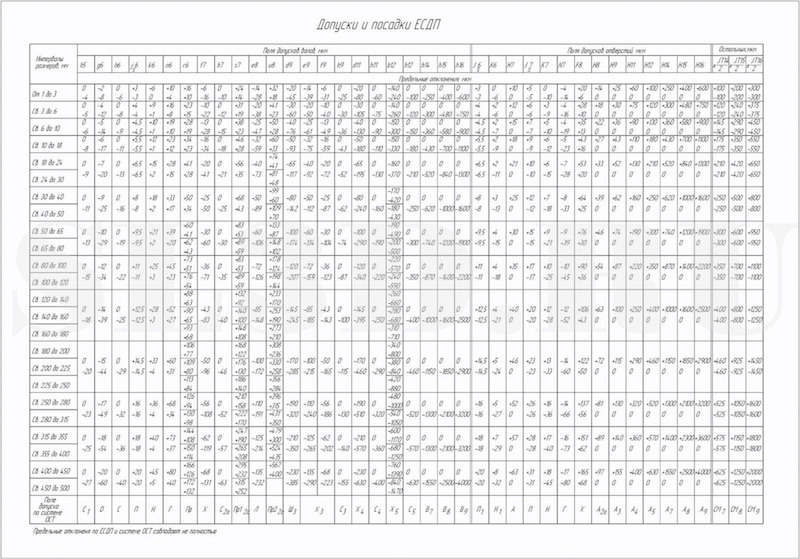
Их также можно найти в первом томе Справочника конструктора-машиностроителя Анурьева, и ГОСТах 25346-89, а также 25347-82 или 25348-82.
Согласно ГОСТ 25346-89 определены 20 квалитетов точности, но в машиностроении обычно используются с 6 по16. Причем, чем ниже номер квалитета, тем выше точность. Для посадок шарико и роликоподшипников актуальны 6,7, реже 8 квалитеты.
В пределах одного квалитета размер допуска одинаков. Но верхнее и нижнее отклонение размера от номинала расположены по-разному и их сочетания на валах и отверстиях образуют различные посадки.
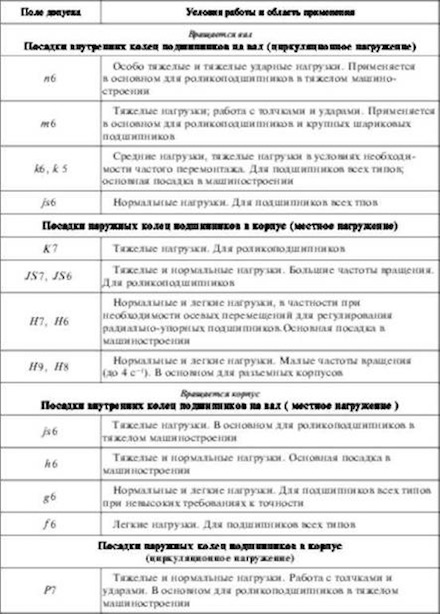
Существуют посадки обеспечивающие гарантию зазора, натяга и переходные, реализующие как минимальный зазор, так и минимальный натяг. Посадки обозначают латинскими строчными буквами для валов, большими для отверстий и цифрой, указывающей на квалитет, то есть степень точности. Обозначения посадок:
- с зазором a, b, c, d, e, f, g, h;
- переходных js, k, m, n;
- с натягом p, r, s, t, u, x, z.
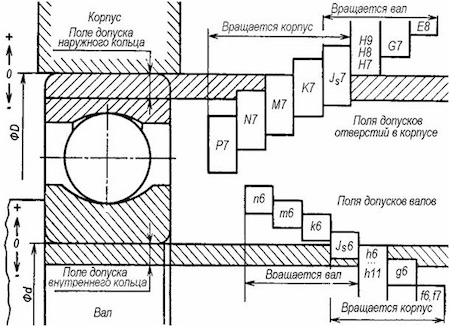
По системе отверстия для всех квалитетов оно имеет допуск H, а характер посадки определяется допуском вала. Такое решение позволяет уменьшить количество необходимых контрольных калибров, инструмента режущего и является приоритетным. Но в отдельных случая используется система вала, в которой валы имеют допуск h, а посадка достигается обработкой отверстия. И именно таким случаем является вращение наружного кольца шарикоподшипника. Примером подобной конструкции могут служить ролики или барабаны натяжные конвейеров ленточных.
Выбор посадки подшипников качения
Среди основных параметров определяющих посадки подшипников:
- характер, направление, величина нагрузки, воздействующей на подшипник;
- точность подшипника;
- скорость вращения;
- вращение или неподвижность соответствующего кольца.
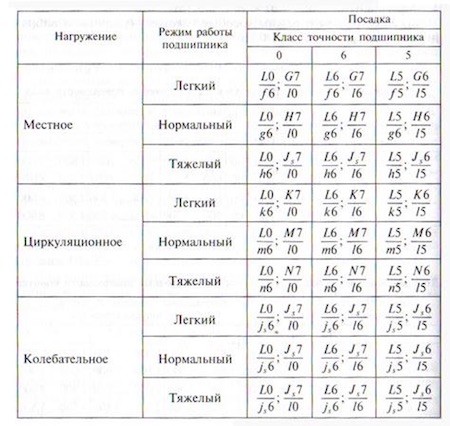
Ключевое условие, определяющее посадку – неподвижность либо вращение кольца. Для неподвижного кольца подбирается посадка с малым зазором и постепенное медленное проворачивание считается положительным фактором, уменьшающим общий износ, препятствующим местному износу. Вращающееся кольцо обязательно сажают с надежным натягом, исключающим проворот по отношению к посадочной поверхности.
Читайте также: Замена подвесного подшипника карданного вала форд транзит
Следующим важным фактором, которому должна соответствовать посадка под подшипник на валу или в отверстии, является вид нагружения. Различают три ключевых типа нагружения:
- циркуляционное при вращении кольца относительно постоянно действующей в одном направлении радиальной нагрузки;
- местное для неподвижного кольца относительно радиального нагружения;
- колебательное при радиальной нагрузке колеблющейся относительно положения кольца.

Согласно ГОСТ 520 степени точности подшипников в порядке их увеличения соответствуют пяти классам 0,6,5,4,2. Для машиностроения при нагрузках невысокой и средней величины, например для редукторов, обычным является класс 0, который не указывается в обозначении подшипников. При более высоких требованиях к точности используется шестой класс. На повышенных скоростях 5,4 и только в исключительных случаях второй. Пример обозначения подшипника шестого класса 6-205.
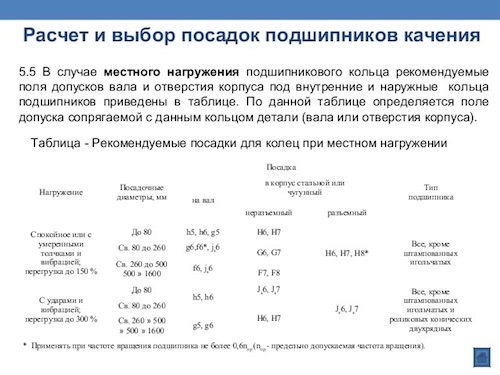
В процессе реального проектирования машин посадка подшипника на вал и в корпус выбирается в соответствие с условиями работы по специальным таблицам. Они приведены в томе втором Справочника конструктора-машиностроителя Василия Ивановича Анурьева.
Для местного типа нагрузки таблица предлагает следующие посадки.
При условиях циркуляционного нагружения, когда радиальное усилие воздействует на всю дорожку качения, учитывают интенсивность нагружения:
Pr=(k1xk2xk3xFr)/B, где:
k1 – коэффициент перегрузки динамической;
k2 – коэффициент ослабления для полого вала или корпуса тонкостенного;
k3 – коэффициент, определяемый воздействием осевых усилий;
Fr – усилие радиальное.
Значение коэффициента k1 при перегрузках менее, чем в полтора раза, небольшой вибрации и толчках принимают равным 1, а при возможной перегрузке от полутора до трех раз, сильных вибрациях, ударах k1=1,8.
Значения k2 и k3 подбираются по таблице. Причем для k3 учитывают соотношение осевой нагрузки к радиальной, выраженное параметром Fc/Fr x ctgβ.
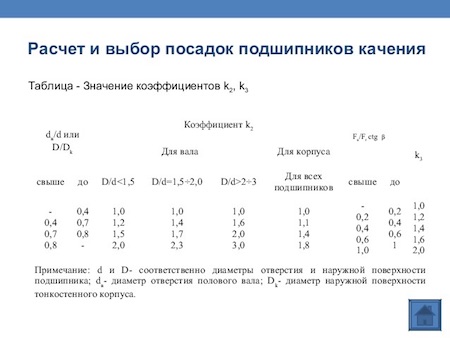
Соответствующие коэффициентам и параметру интенсивности нагружения посадки подшипников приведены в таблице.

Обработка посадочных мест и обозначение посадок под подшипники на чертежах.
Посадочное место под подшипник на валу и в корпусе должно иметь заходные фаски. Шероховатость посадочного места составляет:
- для шейки вала диаметром до 80 мм под подшипник класса 0 Ra=1,25, а при диаметре 80…500 мм Ra=2,5;
- для шейки вала диаметром до 80 мм под подшипник класса 6,5 Ra=0,63 а при диаметре 80…500 мм Ra=1,25;
- для отверстия в корпусе диаметром до 80 мм под подшипник класса 0 Ra=1,25, а при диаметре 80…500 мм Ra=2,5;
- для отверстия в корпусе диаметром до 80 мм под подшипник класса 6,5,4 Ra=0,63, а при диаметре 80…500 мм Ra=1,25.
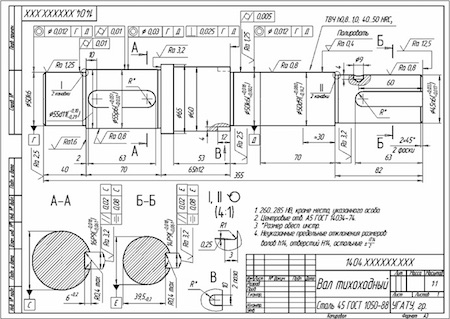
На чертеже также указывают отклонение формы места посадки подшипников, торцовое биение заплечиков для их упора.
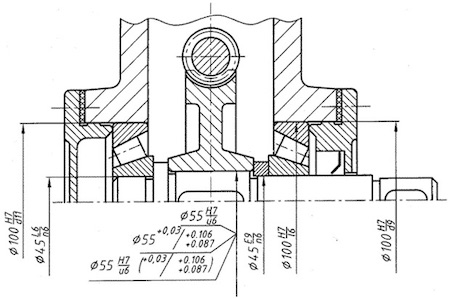
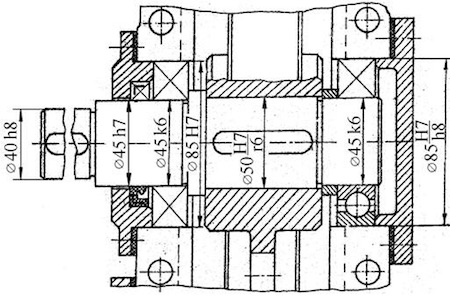
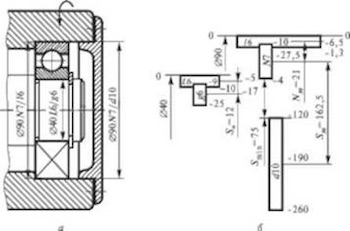
Пример чертежа, в котором указана посадка подшипника на валу Ф 50 к6 и отклонения формы.
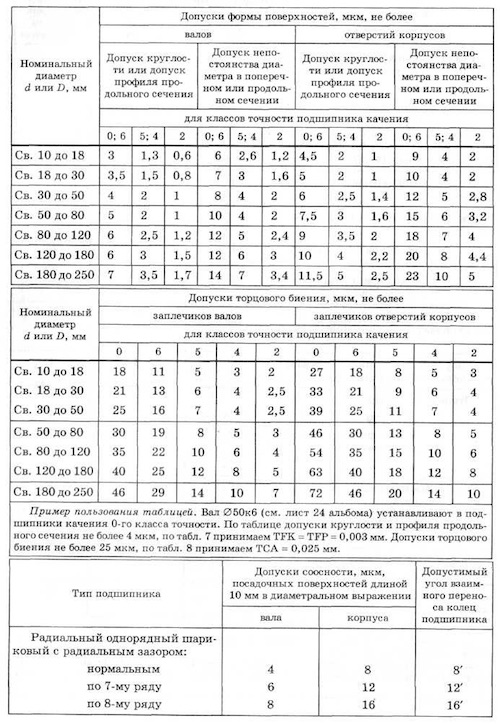
Значения отклонений формы принимаются по таблице в зависимости от диаметра, который имеет посадка подшипника на валу либо в корпусе, точности подшипника.
Читайте также: Замена цепи балансировочных валов опель
На чертежах указывают диаметр вала и корпуса под посадку, например, Ф20к6, Ф52Н7. На сборочных чертежах можно просто указывать размер с допуском в буквенном обозначении, но на чертежах деталей желательно кроме буквенного обозначения допуска приводить и его численное выражение для удобства рабочих. Размеры на чертежах указываются в миллиметрах, а величина допуска в микрометрах.
О разных способах восстановления посадочного места на валу или наплавка против напыления
В этой статье я постараюсь выяснить, каким способом наиболее эффективно можно восстановить поврежденную шейку вала. Под «шейкой» я в данном случае подразумеваю любую посадочную поверхность на валу: под подшипник качения, под баббитовый подшипник или приводной цилиндрический или конический конец вала под муфту со шпоночными пазами.
Рассмотрим три наиболее распространенных варианта восстановления поверхности шейки: 1) изготовление втулки и последующая посадка с натягом, 2) электродуговая наплавка, 3) газотермическое напыление.
Изготовление втулки.
Преимущества: весь технологический процесс может осуществить токарь, и не нужно привлекать других специалистов.
Недостатки: очень трудоемкий способ, ограничен выбор материала для восстановления, невозможно восстановить шейку, имеющую меньший диаметр, чем соседние шейки (например, шейки коленвала), невозможно восстановить шейку со шпоночными пазами.
Электродуговая наплавка.
Преимущества: покрытие монолитно связано с основой, есть выбор различных по свойствам наплавочных материалов.
Недостатки: при восстановлении незначительных износов (что чаще всего бывает) основная часть наплавленного металла (50 – 80%) уходит в стружку при последующей механической обработке, вал при дуговой наплавке из-за интенсивного нагрева деформируется (без деформаций можно наплавить только конец вала). Валы обычно изготавливаются из углеродистых сталей (35, 40, 40Х и т. п. ), которые при наплавке закаливаются, что может привести к трещинообразованию в зонах, прилегающих к наплавке. Необходима сопутствующая наплавке термообработка (как минимум – предварительный подогрев).
Газотермическое напыление.
Преимущества: полное и принципиальное отсутствие термических структурных превращений и тепловых деформаций в детали вследствие низких температур нагрева при данной технологии восстановления (не выше 250 град С); наличие открытых микропор в покрытии благоприятно влияет на условия работы пар трения, так как в порах постоянно удерживается незначительное количество смазки.
Недостатки: из-за слабой адгезии с поверхностью детали напыленное покрытие может работать только на сжатие, и если по условиям работы на поверхности могут возникать большие сдвиговые нагрузки, то не стоит эту поверхность восстанавливать напылением.

Предлагаю взвесить обозначенные «за» и «против» трех методов применительно, например, к восстановлению цилиндрического приводного конца вала из стали 35Х в термообработанном состоянии с номинальным диаметром 150 мм и длиной 150 мм, имеющего шпоночный паз. К моменту ремонта диаметр составляет минимум 149,5 мм. На этот конец может насаживаться муфта или шкив. На мой взгляд, довольно распространенный случай.
Наличие шпоночного паза, как Вы понимаете, исключает возможность установки втулки, и поэтому этот крайне нетехнологичный способ мы рассматривать не будем.
Читайте также: Масло в компрессор кондиционера рено лагуна 2
Рассчитаем затраты на электродуговую наплавку.
Наплавлять будем дешевыми отечественными электродами НИИ-48Г с коэффициентом использования 0,58 и производительностью наплавки 1,9 кг/ч (данные АО «Спецэлектрод» Москва). Среднюю толщину наплавленного слоя примем равной 3 мм. На это нам понадобится 2,9 кг электродов (1 102,00 рубля без НДС) и 1,53 часа чистого времени горения дуги (без учета времени на кантование изделия, замену электродов и прочее).
Рассчитаем затраты на газопламенное порошковое напыление.
Производительность метода – 3,2 кг/час. Напылять будем слой 1 мм на сторону. Этого будет вполне достаточно для припуска на механическую обработку, так как напыление осуществляется в токарном станке с равномерной подачей горелки, и мы получим одинаковую толщину напыленного слоя по всей восстанавливаемой поверхности. Для этого нам понадобится 0,6 кг порошка (1 314,94 рубля без НДС) и 0,19 часа чистого времени напыления. Здесь нужно учесть, что нет необходимости прерывать процесс напыления на всякого рода вспомогательные операции.
Также, прошу обратить внимание на последующую механическую обработку, объем которой при наплавке существенно выше (сравните 2 мм и 0,5 мм припуска на радиус) и практика показывает, что токарю при обдирке бугристой наплавленной поверхности, содержащей остатки шлаковой корки, приходится не один раз останавливаться для заправки затупившегося резца.
Рассмотрим риски.
При дуговой наплавке вала из стали 35Х необходим предварительный подогрев примерно до 250 град С, для того чтобы избежать образования хрупких структур и, как следствие, трещин в металле, граничащем с наплавкой. Если данное требование проигнорировать, восстановленный конец вала может при работе под нагрузкой отломиться по краю наплавленной зоны.
Также в процессе наплавки можно чрезмерно перегреть конец вала и тем самым отпустить сталь, понизив ее прочность.
При напылении же нет риска изменения структуры основного материала, так как температура изделия не превышает 200 град С в течение всего процесса.
Резюме.
1. Напыление годится для восстановления любых посадочных мест на валах, где не нужно передавать большой вращающий момент через контакт с поверхностью.
2. Процесс напыления имеет затраты на материалы, соизмеримые с затратами на отечественные наплавочные электроды и при этом на порядок меньшие (примерно в 10 раз) затраты рабочего времени.
3. Напыление – безопасный метод, так как не разупрочняет восстанавливаемую деталь.
4. Напыление – удобный метод, так как для восстановления вал нужно один раз установить в токарный станок, и по завершении процедуры один раз снять с него уже готовый вал.
Выводы данной статьи, конечно же, не стоит безоговорочно применять ко всем случаям восстановления, но доля правды во всем вышесказанном, уверен, есть. Если Вы в чем-то не согласны с автором, прошу Вас связаться со мной и указать мне на мои ошибки.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала