Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
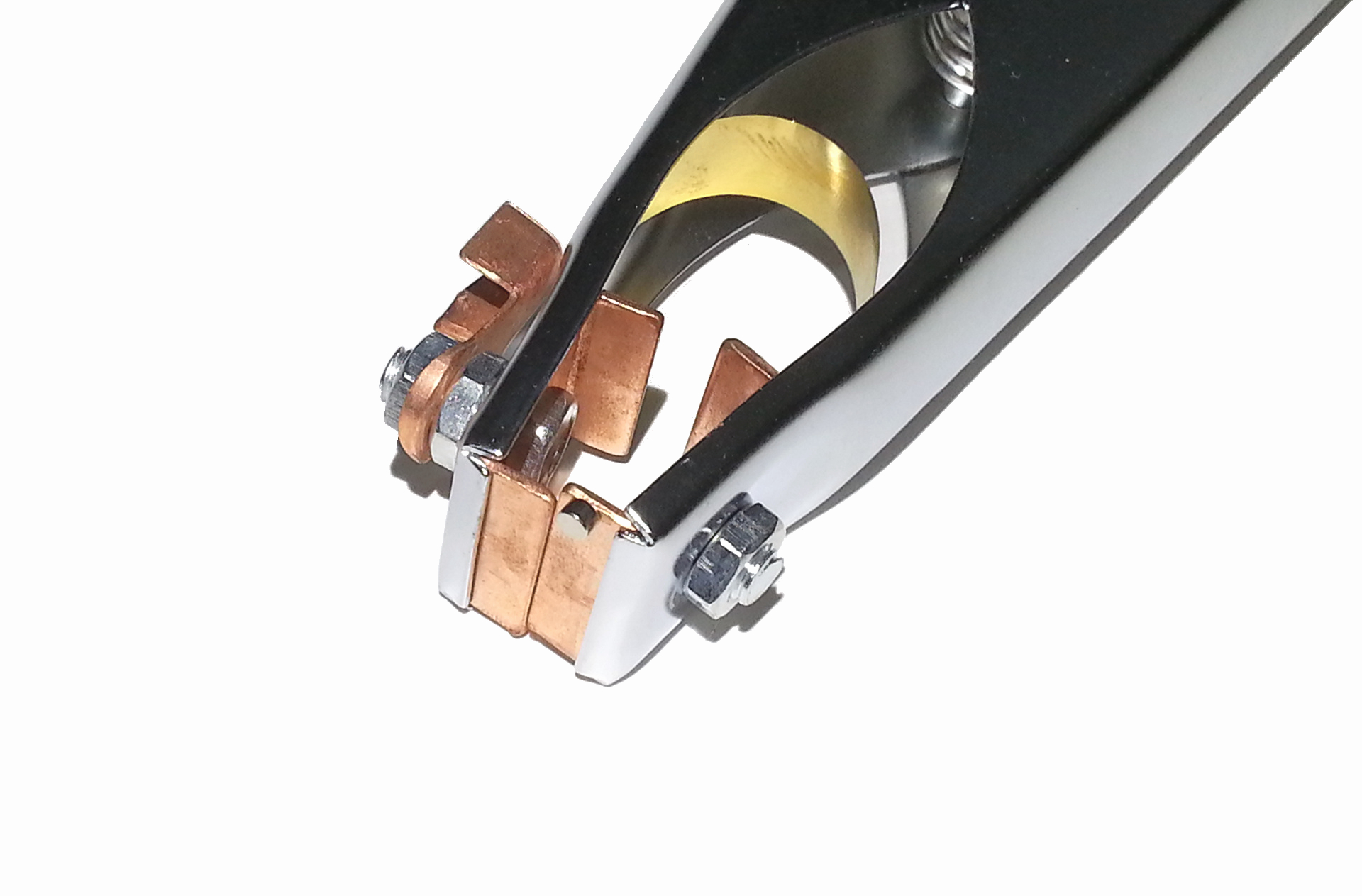
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Видео:#2 Обзор внутренностей! Telwin NORDICA 4 181! Сварочный трансформатор переменного тока!Скачать

Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Читайте также: Размер дисков шин форд фокус 2 рестайлинг
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:
Видео:намотка сварочного трансформатора. восстановление сварочника часть2Скачать


Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:
Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Видео:Как улучшить работу сварочного инвертора своими силами.Скачать

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:

В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:
Видео:Выбор сердечника для сварочного трансформатора, определение количества витковСкачать


При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
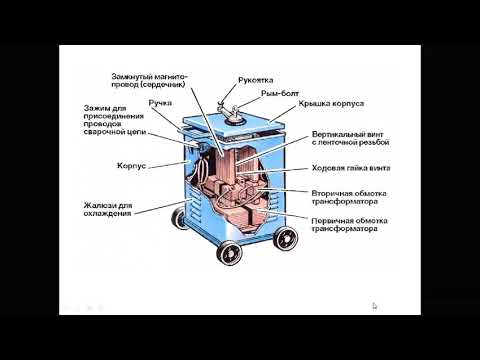
Обмотка сварочного трансформатора
Учитывая высокую мощность, для обмоток сварочного трансформатора понадобится провод относительно большого сечения. Развивая в режиме сварки значительный ток, трансформатор постепенно нагревается. Скорость нагрева зависит от ряда факторов, важнейшим из которых является диаметр или площадь поперечного сечения провода его обмоток. Чем толще провод, тем лучше он пропускает ток, тем меньше нагревается и, наконец, тем лучше он рассеивает тепло. Основной характеристикой здесь является плотность тока (А/мм 2 ), чем выше значение плотности тока в проводах, тем интенсивнее будет происходить разогрев трансформатора. Наиболее распространенным материалом для провода является медь, хотя обмоточный провод может быть и алюминиевым. Обмотки из медного провода получаются компактнее, так как медь позволяет использовать в 1,6 раз большую плотность тока, нежели алюминиевый провод. Зато алюминиевый провод дешевле, а обмотки из него получаются легче.
В промышленных трансформаторах плотность тока не превышает значения 5 А/мм 2 для медного провода. Но для самодельных трансформаторов удовлетворительным результатом можно считать для меди даже 10 А/мм 2 . С увеличением плотности тока резко ускоряется нагрев трансформатора. Нередки случаи, когда в самоделках для первичной обмотки используются провода, выдерживающие токи более высокой плотности — до 20 А/мм 2 . Но в этом случае трансформатор нагреется до температуры порядка 60 градусов уже после использования подряд 2-3 электродов, потом придется ждать, пока обмотки остынут. Время перерыва на охлаждение будет сильно зависеть от конструкции аппарата: как у него организовано охлаждение и насколько хорош теплоотвод из катушек. Если варить предполагается немного, а лучших материалов все равно не предвидится, то можно намотать проводом и с сильной перегрузкой. Хотя это, конечно, неизбежно уменьшит надежность сварочного трансформатора. Оптимальным для самодельных трансформаторов можно считать плотность тока до 7 А/мм 2 .
Кроме сечения и металла, другой важной характеристикой провода является способ его изоляции. Провод может быть просто покрыт лаком, умотан в один или два слоя нитки или ткани, которые в свою очередь могут быть пропитаны или нет лаком. От типа изоляции сильно зависит надежность обмотки, ее максимальная температура перегрева, влагостойкость, изоляционные качества. Наилучшим вариантом является изоляция из стеклоткани, пропитанной теплостойким лаком.
Читайте также: Сколько можно пользоваться шинами лет
Наименее желательным, но самым доступным материалом для самоделок являются обычные провода ПЭЛ, ПЭВ 1,6-2,4 мм в простой лаковой изоляции. Такой провод легче всего достать, он наиболее распространен: его можно снять с катушек дросселей и трансформаторов отслужившего свой век оборудования. Осторожно снимая старые провода с катушек, необходимо следить за состоянием их покрытия и слегка поврежденные участки дополнительно изолировать. Хуже, когда катушки с проводом были дополнительно пропитаны лаком или закрашены, их витки между собой склеились и, при попытке рассоединения, затвердевшая пропитка часто срывает и собственное лаковое покрытие провода, оголяя металл. В редких случаях, при отсутствии других материалов, мотают обмотки даже монтажным проводом в хлорвиниловой изоляции. Их недостатки: лишний объем изоляции и плохой теплоотвод.
ПЭВ, ПЭМ — провода, эмалированные высокопрочным лаком (соответственно, винифлекс и металвин), выпускаются с тонким (ПЭВ-1, ПЭМ-1) и усиленным изоляционными слоями (ПЭВ-2, ПЭМ-2); ПЭЛ — провод, эмалированный лаком на масляной основе; ПЭЛР-1, ПЭЛР-2 — провода, эмалированные высокопрочным полиамидным лаком, соответственно с тонким и усиленным слоями изоляции; ПЭЛБО, ПЭВЛО — провода на основе проводов типа ПЭЛ и ПЭВ с одним слоем, соответственно, хлопчатобумажной пряжи или лавсана; ПЭВТЛ-1, ПЭВТЛ-2 — провод, эмалированный высокопрочной полиуретановой эмалью, теплостойкой, с тонким и усиленным слоями изоляции; ПЛД — провод, изолированный двумя слоями лавсана; ПЭТВ — провод, эмалированный теплостойким высокопрочным полиэфирным лаком; провода типа ПСД- с изоляцией из бесщелочного стекловолокна, наложенного двумя слоями с подклейкой и пропиткой теплостойким лаком (в обозначениях марок: Т — утонённая изоляция, Л — с поверхностным лаковым слоем, К — с подклейкой и пропиткой кремнийорганическим лаком); ПЭТКСОТ — провод, изолированный теплостойкой эмалью и стекловолокном; ПНЭТ-имид — провод изолированный высокопрочной эмалью на полиимидной основе. Под толщиной изоляции в таблице принимается разность между максимальным диаметром провода и номинальным диаметром по меди.
Качеству укладки первичной обмотки сварочного трансформатора всегда следует уделять наибольше внимание. Первичная обмотка содержит большее количество витков, чем вторичная, плотность ее намотки выше, чаще всего она больше греется. Первичная обмотка находится под высоким напряжением, при ее межвитковом замыкании или пробое изоляции, скажем, через попавшую влагу, вся катушка быстро «сгорает». Как правило, восстановить ее без разборки всей конструкции невозможно.
Провод обмотки может состоять и из кусков, даже метров по десять, если получилось достать только такой. В этом случае он наматывается частями, а концы соединяются между собой. Для этого пролуженные кончики соединяются (не скручивая) и скрепляются несколькими витками тонкой медной жилы без изоляции, потом окончательно пропаиваются и изолируются. Такое соединение не дает трещин в проводе и не занимает большого объема.
Вторичная обмотка, требующая очень толстый провод, мотается единым или многожильным проводом, сечение которого обеспечивает необходимую плотность тока. Существует несколько способов решения этой проблемы. Во-первых, можно использовать монолитный провод сечением 10-24 мм 2 из меди или алюминия. Такие провода прямоугольного сечения (обычно называемые шиной) используются для промышленных трансформаторов. Монолитным проводом удобно мотать на отдельном каркасе катушки, куда после завершения укладки обмотки набивается пакет трансформаторной стали. Однако во многих самодельных конструкциях с неразборным магнитопроводом, провод обмоток приходится много раз протягивать через узкие окна. Попробуйте себе представить, как это проделать примерно 60 раз с твердым медным проводом сечением, скажем, 16 мм 2 . В этом случае лучше отдать предпочтение алюминиевым проводам — они намного мягче, да и стоят дешевле. Второй способ — намотать вторичную обмотку многожильным проводом подходящего сечения в обычной хлорвиниловой изоляции. Он мягкий, легко укладывается, надежно изолирован. Правда, слой синтетики занимает лишний объем в окнах и препятствует охлаждению. Иногда для этих целей используют старые многожильные провода в толстой резиновой изоляции. Резину легко удалить, а вместо нее провод наматывается слоем какого-нибудь тонкого изоляционного материала, например тканевой изолентой. Третьим способом можно изготовить вторичную обмотку из нескольких одножильных проводов — примерно таких, которыми моталась первичная обмотка. Для этого 2-5 проводов диаметром 1,6-3 мм аккуратно стягиваются вместе, скажем, тканевой изолентой и используются как один многожильный. Такая шина из нескольких проводов занимает небольшой объем и обладает достаточной гибкостью, что облегчает ее укладку. Если же с проводом уж очень туго, то вторичную обмотку можно изготовить и из тонких, наиболее распространенных проводов ПЭВ, ПЭЛ диаметром 0,8-1,2 мм.
Для начала нужно выбрать ровное прямое пространство, где жестко устанавливаются два колышка или крючка, с расстоянием между ними, равным длине провода вторичной обмотки — 20-30 м. Потом между ними протягивается без прогиба несколько десятков жил тонкого провода — получается один вытянутый пучок. Далее один из концов пучка отсоединяется от опоры и зажимается в патрон электродрели. На небольших оборотах весь пучок, в слегка натянутом состоянии, за несколько приемов закручивается в единый провод. В процессе закручивания пучок проводов необходимо периодически встряхивать, держась за один конец, дабы закрутка равномерно разошлась по всей длине провода. После скручивания длина немного уменьшится. На концах получившегося многожильного провода нужно будет аккуратно обжечь лак и зачистить кончики каждого проводка отдельно, а потом их залудить и надежно спаять все вместе. После всего провод желательно изолировать, обмотав его по всей длине, например, тканевой изолентой.
Видео:Дроссель для сварочного инвертора.Скачать

Во многих конструкциях трансформаторов объем окон магнитопровода, в которые необходимо укладывать несколько обмоток толстыми проводами, сильно ограничен. Поэтому в этом пространстве магнитопровода дорог каждый миллиметр. При малых размерах сердечников изоляционные материалы должны занимать как можно меньший объем, т.е. быть как можно тоньше и эластичнее.
Читайте также: Что такое диаметр шины 14с
Распространенную ПВХ-изоленту можно сразу же исключить из применения на греющихся участках трансформатора. Даже при незначительном перегреве она становится мягкой и постепенно разлазится или продавливается проводами, а при значительном перегреве плавится и пенится. Для изоляции и бандажа можно использовать фторопластовые, стекло- и лакотканевые, киперные ленты. Хороший изоляционный материал стоит дорого, и его применение может сильно удорожить изготовление сварочного трансформатора.
Каждый слой провода необходимо надежно фиксировать. Для этого под слой провода в 3-4 местах с разных сторон поперек виткам ложатся отрезки киперной ленты из ткани или грубые веревочки, после завершения слоя лента стягивается и завязывается, таким образом витки надежно фиксируются друг к другу.
Между слоями провода укладывается изоляция. Это может быть лакоткань, киперная лента или лента из стеклоткани.
Не очень хорошей изоляцией является стеклоткань без пропитки. С одной стороны, она не горит, выдерживает высокую температуру, хорошо проводит тепло, но с другой: волокна непропитанной стеклоткани, будучи неплотными и скользкими, под нагрузкой расходятся, таким образом, внутри обмоток эта изоляция может продавливаться проводами, теряя свои свойства.
В некоторых случаях межслоевая изоляция может занимать значительный объем и препятствовать охлаждению трансформатора, что особенно актуально для компактных конструкций с ограниченным объемом магнитопровода. ПВХ-изоленту лучше внутри обмоток не использовать, так как при нагреве она становится мягкой и может постепенно продавливаться проводами.
Иногда рекомендуют пропитывать готовые обмотки специальным пропиточным лаком или же покрывать слои провода эмалевой краской. Но здесь нужно учитывать, что пропиточный лак по технологии сохнет только при высокой температуре, для чего используются сушильные шкафы. Применение красок и лаков может привести к отрицательным последствиям в будущем, если предполагается перемотка катушек, полностью такую возможность в самодельном трансформаторе исключить нельзя. Высохшая краска намертво склеивает витки обмотки и часто их рассоединение возможно только вместе с сдиранием собственной изоляционной оболочки провода, после чего провод приходит в негодность.
Между слоями провода рекомендуется вставлять поперечные планки толщиной 5-10 мм. Планки служат прежде всего для образования внутри обмоток воздушных зазоров, через которые будет выходить теплый воздух, таким образом, улучшится вентиляция и температурный режим трансформатора. Кроме того, зазоры увеличивают объем катушек, а значит, и магнитное рассеивание трансформатора, что самым положительным образом сказывается на его сварочных характеристиках. Планки могут быть изготовлены из дерева или какого-либо другого диэлектрического материала. Их ставят несколько штук по длине витка катушки с определенными интервалами. В компактных магнитопроводах с внутренней стороны планки не ставятся, чтобы не занимать дополнительный объем окна. Имеет смысл устанавливать планки через каждые два слоя провода (кроме первого слоя), тогда каждый слой одной стороной будет выходить на воздушный зазор.
Принципиальное значение имеет способ соединения между собой находящихся на разных плечах обмоток.
Это значит, что направление течения тока в витках катушек на разных плечах должно быть в разные стороны: в одной — по часовой стрелки; в другой — против часовой. Имеет смысл намотать все обмотки в одну сторону — сделать их одинаковыми. Тогда для осуществления вышеуказанных условий обмотки на разных плечах нужно будет соединить между собой началами, что удобно. Последние же верхние витки будут включаться в питающую или сварочную цепь, соответственно для первичной или вторичной обмоток. Если обмотки соединить неправильно — в противофазе, то в случае первичной — трансформатор возьмет непомерный ток и будет сильно гудеть при включении; для вторичной — выходное напряжение будет близко к нулю.
При изготовлении П-образного трансформатора, катушки можно изготовить отдельно от магнитопровода. В некоторых других типах самодельных сварочных трансформаторов так поступить нельзя, что, конечно же, усложняет процесс изготовления. Перед намоткой катушек сначала для них необходимо изготовить каркасы, куда и будет укладываться провод. Каркас вместе с готовой катушкой одевается на магнитопровод. В простейшем случае каркас может быть сделан из нескольких слоев толстого картона, свернутого в виде короба. Но лучше каркас сделать из более жесткого материала: ДВП, текстолита, фанеры и т.д. Внутренние размеры каркаса делаются несколько большими, чем сечение магнитопровода, хотя бы по бокам, так чтобы между ними оставались зазоры по несколько миллиметров. В зазоры потом забиваются фиксирующие колышки.
При намотке катушки, внутрь каркаса необходимо временно поместить какой-нибудь жесткий материал, заполняющий весь его внутренний объем, обычно дерево. При укладке жесткого провода придется прилагать значительные усилия, это может деформировать и испортить каркас, именно поэтому и требуется временная внутренняя набивка. Ни в коем случае нельзя использовать один сплошной деревянный брус — если его сильно ужмет, то потом невозможно будет извлечь из каркаса без риска повреждения готовой обмотки. Лучше вставить 2-3 сложенных вместе доски, тогда одну из них всегда можно будет безболезненно удалить, после чего выйдут и остальные.
В некоторых случаях, если размеры магнитопровода позволяют, легче изготовить каркас для обмоток круглого сечения, особенно если есть отрезки подходящей картонной или пластмассовой трубы. Мотать на круглом каркасе легче, тем более обеспечивается лучшая сохранность провода, так как теперь отсутствуют прямые изгибы на углах. Увеличенные зазоры между каркасом и магнитопроводом заполняются деревянными вставками соответствующих размеров и формы.
Конечные участки первичной обмотки имеет смысл выполнить с несколькими отводами через 15-25 витков, тогда можно будет подрегулировать мощность трансформатора.
Видео:Сварочный, трансформаторный аппарат "Craft". "Craft" Welding, transformer unit.Скачать

Вторичную обмотку следует рассчитать так, чтобы при включении в сеть максимального количества витков первичной обмотки, т.е. при минимальной мощности, выходное напряжение приближалось к 50В, в крайнем случае к 42В. Тогда при уменьшении, через отводы, количества работающих витков первичной обмотки, напряжение на выходе будет повышаться вместе с увеличением мощности.
- Свежие записи
- Нужно ли менять пружины при замене амортизаторов
- Скрипят амортизаторы на машине что делать
- Из чего состоит стойка амортизатора передняя
- Чем стянуть пружину амортизатора без стяжек
- Для чего нужны амортизаторы в автомобиле
📸 Видео
Сварочный трансформатор BX1-250Скачать

Как переделать сварочный аппарат на постоянный ток #Тема СварщикаСкачать
Сварочный трансформатор ТС-200. Обзор. Что внутри. И соответствует ли шильдик реальным параметрам?Скачать
Сварочный трансформатор Кратон WT-200!Скачать
Доработка сварочного трансформатора для сварки алюминияСкачать
Обзор сварочного трансформатора МАСТЕР ТДМ 160!Скачать
Регулятор напряжения, димер для сварочного трансформатора с AliExpress.Скачать
Мощная контактная сварка, миф или реальность?Скачать
#1 Обзор! Telwin NORDICA 4.181! Сварочный трансформатор переменного тока!Скачать
Бюджетные сварочные полуавтоматы#2- перемотка трансформатораСкачать
Сварочный дроссель. Дроссель для сварки переменным током.Скачать
Видеоурок "Устройство сварочного трансформатора"Скачать
Сварочный аппарат на коленки из хлама за 4 часа !!!Скачать
САМОДЕЛЬНЫЙ РЕГРУВЕР. Первый раз нарезал колёсаСкачать