В соответствии с ГОСТ 15176-89 выпускаются алюминиевые шины прямоугольного сечения марок АД0, АД31, АД31Т, А5, А6, предназначенные для изготовления токопроводов, шинных сборок, распределительных устройств в электротехнике и энергетике. Химический состав сплавов, применяемых для производства алюминиевых шин определяется в ГОСТ 4784-97. Выбор марки алюминиевого сплава для производства электротехнических шин зависит от назначения конечной продукции.Размер шин подбирается в зависимости от величины предполагаемой нагрузки.
- В зависимости от материала:
- Т – естественно состаренная закаленная (АД31Т);
- Т1 – искусственно состаренная закаленная;
- Т5 – искусственно состаренная не полностью закаленная;
- без термообработки или горячепрессованные шины.
- мерной длины;
- немерной длины;
- кратной мерной длины.
- нормальной прочности;
- повышенной прочности (ПП).
Наиболее широко производятся шины из материала:
Шины АД0 (без термообработки, сразу после прессования) из технического алюминия 99,5%, содержащего в своем составе небольшое количество примесей (кремний, железо, магний, титан, цинк, медь и марганец). Шины АД0 обладают повышенной пластичностью, более низким, чем у шин из сплавов, удельным сопротивлением 0,029 Ом*м. Большинство алюминиевых сплавов имеют худшую электро- и теплопроводность, коррозионную стойкость и свариваемость по сравнению с АД0.
Шины АД31 (без термообработки, сразу после прессования) чистота 97,25 – 99,3%, содержащего примеси цинка, магния, кремния, железа, меди и титана. Шины АД31 сочетают прочность и высокую электропроводность, но более низкую электропроводность, чем шины АД0. Показатель удельного сопротивления шины АД31 — 0,033 Ом*м. Кроме алюминиевых шин из данного сплава изготавливают конструкции и детали для различных отраслей промышленности. После сваривания элементов конструкций сварной шов шины АД31 отличается высокой стойкостью к коррозии алюминия.
Шины АД31Т (после закалки и естественного старения) производятся из сплава, содержащего легирующие компоненты — магний, цинк, железо, титан и кремний, обладающего максимальной прочностью. Показатель удельного сопротивления шины АД31т достигает 0,035 Ом*м. Полуфабрикат шины АД31т упрочняется специальной термообработкой. Она заключается в закалке с определенной температуры и последующей выдержкой в течение некоторого времени при другой температуре -старение. Происходящее при этом изменение структуры сплава, увеличивает прочность и твердость без потери пластичности.
Прессованный профиль производят из марки алюминия АД0 и сплава АД31 в соответствии с ГОСТ 22233-2001, химический состав – по ГОСТ 4784-97. Для определения химического состава забор и подготовку проб осуществляют согласно ГОСТ 24231-80. Наибольшим спросом пользуются изделия, созданные из алюминиевых сплавов АД0 и АД31Т. Приемлемой температурой их эксплуатации является -40°С до +125°С.
СодержаниеВидео:Как присоединить проводники из меди и алюминия к оцинкованной шинеСкачать

Технические характеристики электротехнических шин
Данные изделия отличаются приемлемой электропроводностью. Они обладают хорошими механическими свойствами. Электротехнические шины могут быть выполнены в горячепрессованном виде. Также они могут быть и без термической обработки – закаленными и естественно состаренными. искусственно состаренными и закаленными, не полностью закаленными и искусственно состаренными. При производстве шин допускаются некоторые неровности на их поверхности. Это могут быть забоины, плены, пузыри, царапины, запрессовки. Шины с подобными дефектами должны соответствовать регламенту соответствующих ГОСТ по глубине повреждений.
Достоинства алюминиевых электротехнических шин
Все основные преимущества алюминиевых электротехнических шин связаны со свойствами металла, который используется для их изготовления. Ведь алюминий характеризуется:
- высокой электропроводностью;
- небольшим удельным весом;
- достаточно низкой стоимостью;
- высокой коррозионной стойкостью;
- отсутствием токсичности;
- значительной прочностью.
Благодаря своим высоким показателям электропроводности, при более низкой по-сравнению с медными шинами стоимости и малому весу, алюминиевые шины широко применяются при монтаже проводников тока, распределительных устройств или шинных сборок. Алюминиевые шины обеспечивают срок эксплуатации 25 лет.
Популярные товары
Видео:Алюминиевая шинаСкачать
Шина из алюминиевого сплава
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШИНЫ ПРЕССОВАННЫЕ ЭЛЕКТРОТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ
ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВExtruded tyres made of aluminium and
aluminium alloys for electrical technology use.
SpecificationsСрок действия с 01.01.91
до 01.01.93*
_______________________________
* Ограничение срока действия снято
постановлением Госстандарта России от 14.09.92 N 1173
(ИУС N 12, 1992 год). — Примечание «КОДЕКС».1. РАЗРАБОТАН И ВНЕСЕН Министерством авиационной промышленности СССР
Г.С.Макаров, В.Ф.Николаев, Е.В.Маркова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартизации 28.06.89 N 2177
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Настоящий стандарт распространяется на прессованные шины из алюминия и алюминиевых сплавов, предназначенных для нужд народного хозяйства и для экспорта.
Видео:Медные шины и алюминиевая шина АД31Скачать
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Шины изготовляют в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке.
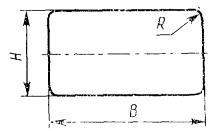
1.2.1. Размеры поперечного сечения, минимальный диаметр описанной окружности и теоретическая масса шин должны соответствовать указанным на черт.1 и в табл.1.

Площадь поперечного сечения, см
Минимальный диаметр описанной окружности, мм
Видео:Обучающее видео Алюминий и его сплавыСкачать
1 . ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1 . Шины изготовляют в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке,
1.2.1 . Размеры поперечного сечения, минимальный диаметр описанной окружности и теоретическая масса шин должны соответствовать указанным на черт. 1 и в табл. 1 .
Площадь поперечного сечения, см 2
Минимальный диаметр описанной окружности, мм
Теоретическая масса 1 м, кг
Примечание. Шины из алюминия марок А7, АД00 изготавливают только толщиной не более 10 мм и шириной не более 174 мм.
Читайте также: Хранение шин коньково беляево
1.2.2 . Теоретическая масса 1 м шин вычислена по поминальным значениям толщины и ширины с использованием плотности алюминия и его сплавов,
Плотность алюминия марок А5, А5Е, А6, А7, АД00, АД0 и алюминиевых сплавов марок АД31 и АД31Е — 2,71 г/см 3 .
1.2.3 . Предельные отклонения размеров поперечного сечения шин должны соответствовать указанным в табл. 2 .
1.2.4 . Значения радиусов округления углов шин должны соответствовать указанным в табл. 3 .
Предельные отклонения размеров поперечного сечения шины при диаметре описанной окружности
Радиус скругления углов, R , не более
Радиус скругления углов, R не более
1 . Радиусы округления углов шин обеспечиваются технологией изготовления.
2 . Допускается изготовление шин с радиусом скругления, равным не более половины толщины шины.
1.2.5 . Шины изготавливают длиной:
от 3 до 6 м — при площади поперечного сечения не более 0,8 см 2 ;
от 3 до 8 м — при площади поперечного сечения св. 0,8 до 1,5 см 2 ;
от 3 до 10 м — при площади поперечного сечения свыше 1,5 см 2 .
1.2.6 . Шины изготавливают немерной, мерной или кратной мерной длины в пределах, указанных в п. 12.5 .
При изготовлении шин не мерной длины концы не обрезают.
1.2.7 . Шины кратной мерной длины должны изготовлять с учетом припуска на каждый рез 5 мм.
1.2.8 . Шины толщиной до 12 мм включительно в состоянии без термической обработки могут изготовляться в бухтах наружным диаметром не более 1200 мм.
1.2.9 . Предельные отклонения по длине шин мерной или кратной мерной длины не должны превышать +20 мм.
1.2.10 . Требования к шинам, изготовляемым в отрезках, в части поперечного и продольного отклонения от прямолинейности, скручивания, волнистости должны удовлетворять требованиям ГОСТ 8617 .
1.2.11 . При изготовлении шин в бухтах допускаются:
смещение одного слоя шин относительно другого на значение не более половины ширины шины;
отгиб выходною конца шины, расположенного внутри бухты, длина которого не должна быть более 1 метра.
Примеры условных обозначений:
Шина из алюминия марки АД0, без термической обработки, размером 5 ´ 60 мм, немерной длины:
Шина АД0 5 ´ 60 ГОСТ 15176
Шина АД0 5 ´ 60 БТ ГОСТ 15176
Шина из алюминиевого сплава марки АД31, в закаленном и естественно состаренном состоянии, размером 5 ´ 60 мм, длиной 5000 мм:
Шина АД31, Т 5 ´ 60 ´ 5000 ГОСТ 15176
1.3.1 . Шины изготовляют из алюминия марок А5, А5Е, А6, А7 по ГОС1 11069 и алюминия марок АД00, АД0 и алюминиевого сплава марки АД31 — по ГОСТ 4784 , марки АД31Е — по ОСТ 1 92014-76.
1.3.2 . Шины по состоянию материала изготавливают:
без термической обработки (горячепрессованные) — без дополнительных знаков;
закаленные и естественно состаренные — Т;
закаленные и искусственно состаренные — Т1;
неполностью закаленные и искусственно состаренные — Т5.
1.3.3 . Поверхность шин не должна иметь трещин, расслоений, неметаллических включений и пятен коррозионного происхождения.
1.3.4 . На поверхности шин допускаются:
плены, забоины, риски, задиры, царапины, вмятины, пузыри, различного рода запрессовки, если глубина их залегания не выводит шины за минусовые предельные отклонения по размерам.
цвета побежалости, темные и светлые пятна, следы технологической смазки.
1.3.5 . Шины должны быть ровно обрезаны. Косина реза должна быть не более 5°.
1.3.6 . Механические свойства шин должны соответствовать требованиям ГОСТ 8617 .
1.3.7 . Электрическое сопротивление шин постоянному току сечением 1 мм 2 , длиной 1 м при температуре 20 °С, должно быть не более:
0 ,0290 Ом — для шин из алюминия марок АД0, АД00, А7, А6, А5, А5Е;
0 ,0310 Ом — для шин из алюминиевых сплавов марок АД31 и АД31Е; без термической обработки (горячепрессованных);
0 ,0350 Ом — для шин из алюминиевых сплавов марок АД31 и АД31Е в закаленном и естественно состаренном состоянии;
0 ,0325 Ом — для шин из алюминиевых сплавов марок АД31 и АД31Е в закаленном и искусственно состаренном состоянии;
0 ,0330 Ом — для шин из алюминиевого сплава марки АД31 в неполностью закаленном и искусственно состаренном состоянии
1.4.1 . Шины, изготовляемые в отрезках, связывают в пучки, к которым крепится ярлык с указанием:
марки алюминия или алюминиевого сплава;
клейма отдела технического контроля предприятия-изготовителя.
На шинах, не связанных в пучки, должны быть выбиты или нанесены краской на расстоянии не более 20 мм от выходного конца все перечисленные выше данные.
Шины, изготовляемые в бухтах, связывают в стоны, к которым крепится ярлык с данными, указанными выше.
1.4.2 . Транспортная маркировка по ГОСТ 14192 с указанием:
1.4.3 . Маркировку шин, предназначенных для экспорта проводят в соответствии с требованиями внешней экономической организации.
Видео:Алюминий и его сплавыСкачать
2 . ПРИЕМКА
2.1 . Правила приемки по ГОСТ 8617 и настоящему стандарту.
2.2 . Шины принимают партиями. Партия должна состоять из шин одной марки, одного состояния материала, одной плавки или садки термической обработки, одного размера и оформлена одним документом о качестве.
Документ о качестве должен содержать:
наименование и (или) товарный знак предприятия-изготовителя;
марку алюминия или алюминиевого сплава;
результаты испытаний (для механических свойств указать только максимальные и минимальные значения);
обозначение настоящего стандарта.
Читайте также: Зимние шины для нивы в кирове
Допускается составлять партии из термообработанных шин, взятых из нескольких садок термической обработки, или из шин без термической обработки, взятых из нескольких плавок, при условии, что каждая садка или плавка соответствует требованиям настоящего стандарта.
2.3 . Для проверки соответствия качества шин требованиям настоящего стандарта устанавливают приемо-сдаточные испытания.
2.4 . Проверке состояния наружной поверхности и геометрических размеров подвергают 10 % шин, но не менее трех штук от партии.
2.5 . Для проверки механических свойств отбирают не менее 3 % шин, но не менее трех штук или одну бухту от партии.
Механические свойства обеспечиваются технологией изготовления и проверяются по требованию потребителя.
2.6 . Для проверки электрического сопротивления отбирают не менее 2 % шин, но не менее трех штук.
Видео:Какие ползуны для П-образного паза для каретки | Алюминиевые ползуны TR01 и профиль TR25 с П-пазомСкачать
3 . МЕТОДЫ ИСПЫТАНИЙ
Видео:Крышки клапанов из алюминиевого сплава для шин автомобилейСкачать
4 . ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
1 . РАЗРАБОТАН И ВНЕСЕН Министерством авиационной промышленности СССР
Г.С. Макаров, В.Ф. Николаев, Е.В. Маркова
2 . УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартизации 28.06.89 № 2177
4 . ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Видео:Ковка? Литьё? Или диски Flow Forming?Скачать
ГОСТ 15176-89 Шины алюминиевые
ГОСТ 15176-89
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Шины изготовляют в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке,
1.2. Сортамент
1.2.1. Размеры поперечного сечения, минимальный диаметр описанной окружности и теоретическая масса шин должны соответствовать указанным на черт. 1 и в табл. 1.
Примечание. Шины из алюминия марок А7, АД00 изготавливают только толщиной не более 10 мм и шириной не более 174 мм.
1.2.2. Теоретическая масса 1 м шин вычислена по поминальным значениям толщины и ширины с использованием плотности алюминия и его сплавов,
Плотность алюминия марок А5, А5Е, А6, А7, АД00, АД0 и алюминиевых сплавов марок АД31 и АД31Е-2, 71 г/см 3.
1.2.3. Предельные отклонения размеров поперечного сечения шин должны соответствовать указанным в табл. 2.
1.2.4. Значения радиусов округления углов шин должны соответствовать указанным в табл. 3.
Номинальный размер поперечного сечения Предельные отклонения размеров поперечного сечения шины при диаметре описанной окружности шины до 30, 0 св. 30, 0 до 60, 0 св. 60 до 100, 0 св. 100, 0 до 150, 0 св. 150, 0 до 200, 0 св. 200, 0 до 250, 0 св. 250, 0 до 300, 0 св. 300, 0 до 350, 0 До 3, 0 включ ±0, 20 ±0, 25 ±0, 30 ±0, 30 ±0, 35 — — — Св. 3, 0 до 6, 0 включ ±0, 25 ±0, 30 ±0, 35 +0, 35 ±040 ±0, 45 ±0, 45 ±0, 45 » 6, 0 » 10, 0, » ±0, 30 ±0, 35 ±0, 40 ±0, 40 ±0, 45 ±0, 50 ±0, 50 ±0, 50 » 10, 0 » 15, 0 » ±0, 35 ±0, 40 ±0, 45 ±0, 50 ±0, 55 ±0, 55 ±0, 60 ±0, 60 » 15, 0 » 30, 0 » ±0, 45 ±0, 50 ±0, 50 ±0, 60 ±0, 65 ±065 ±0, 70 ±0, 70 » 30, 0 » 50, 0 » — ±0, 60 ±0, 60 ±0, 70 ±0, 75 ±0, 75 ±0, 80 ±0, 80 » 50, 0 » 75, 0 » — ±0, 70 ±0, 70 ±080 ±0, 85 ±0, 85 ±0, 90 ±0, 90 » 75, 0 » 100, 00 » — — ±0, 85 ±0, 90 ±0, 95 ±0, 95 ±1, 00 ±1, 00 » 100, 0 » 150, 0 » — — — ±1, 10 ±1, 20 ±1, 20 ±1, 30 ±1, 30 » 150, 0 » 200, 0 » — — — — ±1, 30 ±1, 30 ±1, 40 ±1, 40 » 200, 0 » 250, 0 > — — — — — ±1, 60 ±1, 60 ±1, 70 » 250, 0 » 300, 0 » — — — — — — ±1, 90 ±2, 00 » 300, 0 » 350, 0 » — — — — — — — ±2, 20 » 350, 0 » 400, 0 » — — — — — — — ±3, 00 » 400, 0 » 500, 0 » — — — — — — — ±1, 00 Толщина шин, Н Радиус скругления углов, R , не более Толщина шин, Н Радиус скругления углов, К не более От 3, 0 до 5, 0 1, 0 Св. 20, 0 до 30, 0 4, 0 Св. 5, 0 » 10, 0 2, 0 » 30, 0 » 50, 0 5, 0 » 10, 0 » 20, 0 3, 0 » 50, 0 8, 0 1. Радиусы округления углов шин обеспечиваются технологией изготовления.
2. Допускается изготовление шин с радиусом скругления, равным не более половины толщины шины.
1.2.5. Шины изготавливают длиной:
от 3 до 6 м-при площади поперечного сечения не более 0, 8 см 2;
от 3 до 8 м-при площади поперечного сечения св. 0, 8 до 1, 5 см 2;
от 3 до 10 м-при площади поперечного сечения свыше 1, 5 см 2.
1.2.6. Шины изготавливают немерной, мерной или кратной мерной длины в пределах, указанных в п. 12.5.
При изготовлении шин не мерной длины концы не обрезают.
1.2.7. Шины кратной мерной длины должны изготовлять с учетом припуска на каждый рез 5 мм.
1.2.8. Шины толщиной до 12 мм включительно в состоянии без термической обработки могут изготовляться в бухтах н ружным диаметром не более 1200 мм.
Читайте также: Совокупность разъемов полностью закрывающих шину памяти
1.2.9. Предельные отклонения по длине шин мерной или кратной мерной длины не должны превышать +20 мм.
1.2.10. Требования к шинам, изготовляемым в отрезках, в части поперечного и продольного отклонения от прямолинейности, скручивания, волнистости должны удовлетворять требованиям ГОСТ 8617.
1.2.11. При изготовлении шин в бухтах допускаются:
смещение одного слоя шин относительно другого на значение не более половины ширины шины;
отгиб выходною конца шины, расположенного внутри бухты, длина которого не должна быть более 1 метра.
Примеры условных обозначений:
Шина из алюминия марки АД0, без термической обработки, размером 5 х 60 мм, немерной длины:
Шина из алюминиевого сплава марки АД31, в закаленном и естественно состаренном состоянии, размером 5 х 60 мм, длиной 5000 мм:
1.3. Характеристики
1.3.1. Шины изготовляют из алюминия марок А5, А5Е, А6, А7 по ГОС1 11069 и алюминия марок АДОО, АДО н алюминиевого сплава марки АД31-но ГОСТ 4784 , марки АД31Е-по ОСТ 1 92014-76.
1.3.2. Шины по состоянию материала изготавливают:
без термической обработки (горячепрессованные)-без дополнительных знаков;
закаленные и естественно состаренные-Т;
закаленные и искусственно состаренные-Т1;
неполностью закаленные и искусственно состаренные-Т5.
1.3.3. Поверхность шин не должна иметь трещин, расслоений, неметаллических включений и пятен коррозионного происхождения.
1.3.4. На поверхности шин допускаются:
плены, забоины, риски, задиры, царапины, вмятины, пузыри, различного рода запрессовки, если глубина их залегания не выводит шины за минусовые предельные отклонения по размерам.
цвета побежалости, темные и светлые пятна, следы технологической смазки.
1.3.5. Шины должны быть ровно обрезаны. Косина реза должна быть не более 5°.
1.3.6. Механические свойства шин должны соответствовать требованиям ГОСТ 8617.
1.3.7. Электрическое сопротивление шин постоянному току сечением 1 мм 2, длиной 1 м при температуре 20°С, должно быть не более:
0, 0290 Ом-для шин и алюминия марок АДО, АДОО, А7, А6, А5, А5Е;
0, 0310 Ом-для шин из алюминиевых сплавов марок АД31 и АД31Е; без термической обработки (горячепрессованных);
0, 0350 Ом-для шин из алюминиевых сплавов марок АД31 и АД31Е в закаленном и естественно состаренном состоянии;
0, 0325 Ом-для шин из алюминиевых сплавов марок АД31 и АД31Е в закаленном и искусственно состаренном состоянии;
0, 0330 Ом-для шин из алюминиевого сплава марки АД31 в неполностью закаленном и искусственно состаренном состоянии
1.4. Маркировка
1.4.1. Шины, изготовляемые в отрезках, связывают в пучки, ккоторым кренится ярлык с указанием: марки алюминия или алюминиевого сплава; состояния материала; номера партии; клейма отдела технического контроля предприятия-изготовителя.
На шинах, не связанных в пучки, должны быть выбиты или нанесены краской на расстоянии не более 20 мм от выходного конца все перечисленные выше данные.
Шины, изготовляемые в бухтах, связывают в стоны, к которым крепится ярлык с данными, указанными выше.
1.4.2. Транспортная маркировка по ГОСТ 14192 с указанием:
наименования полуфабриката; марки сплавов; состояния материала; размера шин; номера партии.
1.4.3. Маркировку шин, предназначенных для экспорта проводят в соответствии с требованиями внешней экономической организации.
1.5. Упаковка
1.5.1, Временная противокоррозионная защита, упаковка по ГОСТ 9.011.
2.1. Правила приемки по ГОСТ 8617 и настоящему стандарту.
2.2. Шины принимают партиями. Партия должна состоять из шин одной марки, одного состояния материала, одной плавки или садки термической обработки, одного размера и оформлена одним документом о качестве.
Документ о качестве должен содержать: наименование н (или) товарный знак предприятия-изготовителя; наименование потребителя; марку алюминия или алюминиевого сплава;состояние материала; размеры шин; номер партии; массу нетто партии; результаты испытаний (для механических свойств указать только максимальные и минимальные значения); дату отгрузки; обозначение настоящего стандарта.
Допускается составлять партии из термообработанных шин, взятых из нескольких садок термической обработки, или из шин без термической обработки, взятых из нескольких плавок, при условии, что каждая садка или плавка соответствует требованиям настоящего стандарта.
2.3. Для проверки соответствия качества шин тре ованиям настоящего стандарта устанавливают приемо-сдаточные испытания.
2.4. Проверке состояния наружной поверхности и геометрических размеров подвергают 10% шин, но не менее трех штук от партии.
2.5. Для проверки механических свойств отбирают не менее 3% шин, но не менее трех штук или одну бухту от партии.
Механические свойства обеспечиваются технологией изготовления и проверяются по требованию потребителя.
2.6. Для проверки электрического сопротивления отбирают не менее 2% шин, но не менее трех штук.
3. МЕТОДЫ ИСПЫТАНИЙ
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование и хранение по ГОСТ 9.011.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством авиационной промышленности СССР
ИСПОЛНИТЕЛИ
Г. С. Макаров, В. Ф. Николаев, Е. В. Маркова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартизации 28.06.89 № 2177
3. ВЗАМЕН ГОСТ 15176-84
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка Номер пункта, подпункта ГОСТ 9.011-79 1.5.1; 4.1 ГОСТ 4784-74 1.3.1 ГОСТ 8617-81 1.2.10; 1.3.6; 2.1; 3.1 ГОСТ 11069-74 1.3.1 ГОСТ 14192-77 1.4.2 ОСТ 1 92014-76 1.3.1 Размещено компанией МетроМет [22.07.2010]
🎬 Видео
Какие профили T-track с Т-образными пазами выбрать в столярную мастерскую | Обзор профилей TR19/TR33Скачать
Профиль - шина алюминиевая для параллельного упораСкачать
Автомобильные диски из алюминиевого сплава 16 дюймовСкачать
Алюминий. Сплавы алюминия. Алюминиевые рамы для велосипеда.Скачать
Как узнать какой Алюминиевый сплав? Какой присадкой сваривать?🤔Скачать
Невероятно но это работает! Простой способ литья сложных изделий из алюминияСкачать
Педаль из алюминиевого сплаваСкачать
Медная и алюминиевая электропроводка в квартире. Разоблачим мифыСкачать
Производство алюминиевых шинСкачать
Провода, токопровод, шиныСкачать
АД0 АД1 А5 АД31 АД33 алюминиевая шина полоса производитель в КитаеСкачать
Приготовление магний-алюминиевого сплава (сплав ПАМ).Скачать