
Изгиб шин прямоугольного сечения должен выполняться в функции их размеров по ширине и длине. Радиус изгиба необходимо выбрать таким, чтобы шина в месте изгиба не была подвержена внутренним напряжениям, могущим привести в процессе эксплуатации к появлению трещин и выходу ошиновки из строя. На рис. 2 — 57 приведены примеры изгиба шин различного сечения плашмя, на ребро и штопором. При ширине шин свыше 50 мм изгиб на ребро и штопором в силу технологических трудностей не рекомендуется. [3]
Радиус изгиба шины на плоскость нельзя принимать меньше двойной толщины шины, а для алюминиевых шин сечением 60X5 мм и более он должен быть в два с половиной раза больше их толщины. Радиус изгиба шины на ребро по внутренней кромке не должен быть меньше двойной ширины шины за исключением стальных шин, где он допускается равным ширине шины. В процессе изгибания на поверхности шины недопустимы трещины. [4]
Радиус изгиба шины на ребро по внутренней кромке не должен быть меньше двойной ширины шины за исключением стальных шин, где радиус изгиба допускается равным ширине шины. В процессе изгибания на поверхности шины недопустимы трещины, разрывы волокон и морщин высотой более 1 мм. Заготовленную шину немедленно следует маркировать условным обозначением места ее установки. [6]
Радиус изгиба шины при изгибании на плоскость нельзя принимать меньше двойной толщины шины, а для алюминиевых шин сечением 60X5 мм и более радиус изгиба должен быть в два с половиной раза больше их толщины. [8]
При изгибе шин штопором длину штопора делают не менее двойной ширины шины ( рис. 7.27, в. В месте изгибания шин не должно быть трещин. Изгиб шин выполняют на расстоянии не менее 10 мм от контактной поверхности соединения или присоединения шин. Радиус изгиба круглых шин принимают не менее 50 мм при диаметре шин до 16 мм и не менее 100 мм при диаметре шин 18 — 30 мм. [9]
Выполняют также изгибы шин уткой и штопором. Для изгиба шин применяют различные механизмы и приспособления. [11]
В месте изгиба шин не должно быть трещин. Изгиб шин выполняют на расстоянии не менее 10 мм от контактной поверхности соединения или присоединения шин. Радиус изгиба круглых шин принимают не менее 50 мм при диаметре шин до 16 мм и не менее 10 мм при диаметре шин 18 — 30 мм. Для гнутья шин одинаковой формы и радиуса изгиба заготовляют шаблоны из круглой стали диаметром 5 — 6 мм. Шаблоны заготовляют по рабочим чертежам ошиновки и уточняют размеры по месту. [13]
Какие виды изгибов шин применяют при монтаже и как их выполняют. [14]
Какие виды изгибов шин применяют при монтаже и как их выполняют. [15]
3.163. Внутренний радиус изгиба шин прямоугольного сечения
должен быть: в изгибах на плоскость — не менее двойной толщины шины, в изгибах на ребро — не менее ее ширины. Длина шин на изгибе штопором должна быть не менее двукратной их ширины.
Взамен изгибания на ребро допускается стыкование шин сваркой.
Изгиб шин у мест присоединений должен начинаться на расстоянии не менее 10 мм от края контактной поверхности.
Стыки сборных шин при болтовом соединении должны отстоять от головок изоляторов и мест ответвлений на расстоянии не менее чем 50 мм.
Для обеспечения продольного перемещения шин при изменении температуры следует выполнять жесткое крепление шин к изоляторам лишь в середине общей длины шин, а при наличии шинных компенсаторов — в середине участка между компенсаторами.
Отверстия проходных шинных изоляторов после монтажа шин должны быть закрыты специальными планками, а шины в пакетах в местах входа в изоляторы и выхода из них должны быть скреплены между собой.
Шинодержатели и сжимы при переменном токе более 600 А не должны создавать замкнутого магнитного контура вокруг шин. Для этого одна из накладок или все стяжные болты, расположенные по одной из сторон шины, должны быть выполнены из немагнитного материала (бронзы, алюминия и его сплавов и т.п.) либо должна быть применена конструкция шинодержателя, не образующая замкнутого магнитного контура.
3.164. Гибкие шины на всем протяжении не должны иметь перекруток, расплеток, лопнувших проволок. Стрелы провеса не должны отличаться от проектных более чем на ± 5 градусов. Все провода в расщепленной фазе ошиновки должны иметь одинаковое тяжение и должны быть раскреплены дистанционными распорками.
3.165. Соединения между смежными аппаратами должны быть выполнены одним отрезком шины (без разрезания) .
Читайте также: Как влияет степень износа шин
3.166. Трубчатые шины должны иметь устройства для гашения вибрации и компенсации температурных изменений их длины. На участках подсоединения к аппаратам шины должны быть расположены горизонтально.
3.167. Соединения и ответвления гибких проводов должны быть выполнены сваркой или опрессовкой.
Присоединение ответвлений в пролете должно быть выполнено без разрезания проводов пролета. Болтовое соединение допускается только на зажимах аппаратов и на ответвлениях к разрядникам, конденсаторам связи и трансформаторам напряжения, а также для временных установок, для которых применение неразъемных соединений требует большого объема работ по перемонтажу шин. Присоединения гибких проводов и шин к выводам электрооборудования следует выполнять с учетом компенсации температурных изменений их длины.
Монтаж и эксплуатация шин
МОНТАЖ И ЭКСПЛУАТАЦИЯ ШИН
Шины до начала монтажа должны быть тщательно осмотрены с целью выявления имеющихся в них дефектов и решения вопроса о пригодности их к монтажу.
Дополнительно по теме
Отбраковка жестких и гибких шин
Способ устранения дефектов
Прямоугольные и круглые жесткие шины
Волнистость шины (изгиб плашмя)
Правка на плите молотком из твердых пород дерева
Поперечная кривизна (изгиб на ребро)
Не более 1 мм на 1 м шины
Вмятины и выемки, уменьшающие сечение шины
Допускается уменьшение сечения шины вследствие вмятин и выемок не более 1 % от общего сечения для меди, 1,5% для алюминия
При повышении допуска до 10% сечение шины в дефектном месте усиливается путем наложения болтовых накладок. При уменьшении сечения свыше 10% дефектное место вырезается
Допускаются раковины диаметром не более 5 мм и глубиной не более 0,15 мм для алюминия и не более 0,55 мм для меди
При раковинах диаметром свыше 5 мм и глубиной более 0,15 мм и 0,55 мм дефектное место вырезается
Дефектное место вырезается
Слоистость и хрупкость металла
Дефект неустраним, шина бракуется
Продольные и поперечные трещины независимо от размера
Дефект неустраним, шина бракуется
Круглые многопроволочные гибкие шины (провода)
Допускается обрыв только одной проволоки при условии использования дефектного участка шины на спуск или петлю
На место обрыва накладывается проволочный бандаж
Узлы (барашки), вмятины, перекрутки, надрезы проволоки
Дефектные места вырезаются
Неверное направление повива
Дефект неустраним, провод бракуется
Коррозия внутренних поверхностей повивов
Дефект неустраним, провод бракуется
Раскрутка провода против повива
Дефект неустраним, провод бракуется
Обработка жестких и гибких шин
Технические условия, способы проверки, допуски
Обработка и зачистка медных и алюминиевых шин. Снятие пленок окисла, устранение неровностей с контактных поверхностей и зачистка жестких шин
Обработка медных и алюминиевых шин производится грубым напильником или специальными фрезами на шино-фрезном станке. Алюминиевые шины после обработки зачитаются под слоем вазелина. Непосредственно перед установкой контактная поверхность алюминиевой шины вторично зачищается мягкой стальной щеткой
После обработки контактная поверхность шины должна быть шероховатой и при проверке стальным угольником и щупом 0,05 X 10 мм последний не должен проходить на глубину более 5 мм с любой стороны соприкасающихся поверхностей. Уменьшение сечения шины на обработанном участке не должно быть более 2%
Зачистка многопроволочных гибких шин (проводов)
Поверхность гибкого провода, а при сильном окислении каждая проволока очищается мягкой стальной щеткой и покрывается тонким слоем технического вазелина, не содержащего кислот и щелочей
Отсутствие кислот в вазелине проверяется путем подогрева его до 80-90° С в присутствии отполированной медной пластинки; спустя 12 часов пластинка не должна темнеть
Отсутствие щелочей определяется путем смешивания вазелина с концентрированной серной кислотой — вазелин не должен чернеть
Лужение контактных поверхностей медных и стальных шин
Для лужения медных и стальных шин применяется припой ПОС-30, а в качестве флюса — канифоль или мазь (канифоль, разведенная в денатурированном спирте). Для ответственных контактов и при больших рабочих токах применяется припой ПОС-90
Толщина слоя ппипоя не должна превышать 0,1- 0,15 мм
Контактные поверхности медных и стальных шин подвергаются лужению:
а) медных — при прокладке их в сырых помещениях и на открытом воздухе
б) стальных — независимо от места их прокладки и характера окружающей среды
Гнутье медных, алюминиевых и стальных шин
Гнутье шин производится на специальном станке по шаблонам, заготовленным и проверенным по месту установки шин. Шаблоны изготовляются из стержней жесткой проволоки или катанки 4- 5 мм
Полосы шин гнутся на плоскость без подогрева, а на ребро с подогревом изгибаемого участка: алюминий до 250° С, медь до 350° С, сталь до 600° С. При гнутье шин должны быть соблюдены следующие радиусы изгиба:
гнутье на ребро; сталь — а; медь-1,5 а, алюминий-2 а; гнутье на плоскость — 2 б (а-ширина полосы в мм; б — толщина полосы в мм).
Читайте также: Убрать ошибку по шинам бмв
Для круглых шин диамметром до 16 мм:
Расстояние от начала изгиба шины до ближайшего контактного соединения должно быть не менее 50 мм, а до оси первого опорного изолятора — не менее 100 мм
Шины РУ соединяются между собой болтами, сжимными накладками, зажимами или сваркой.
Выбор способа соединения зависит от материала, формы и размеров шин, величин рабочих токов и окружающей среды.
Плоские шины соединяются между собой болтами с гайками, сжимными накладками или сваркой.
При болтовом соединении шин надежный контакт в месте соединения их создается надлежащим затягиванием болтов.
Наибольшие допустимые силы затягивания болтов и усилия от руки на ключ при соединении шин
Площадь нормальной шайбы в мм кв
Наибольшая сила в кг затягивания болтов при температуре в °С
Усилие в кг от руки на ключ при окружающей температуре в °С
Затягивать болты необходимо специальным ключом с регулируемым усилием. При завертывании болтов и гаек обычными (гаечными, разводными и др.) ключами применение рычага не допускается во избежание смятия металла шин под гайками и болтами.
При затягивании болтов усилие контролируется ключом с регулируемым усилием, а плотность прилегания — щупом 10×0,2 мм, который йе должен входить между контактными поверхностями шин на глубину более 5-6 мм.
Эскизы болтовых соединений прямоугольных шин.
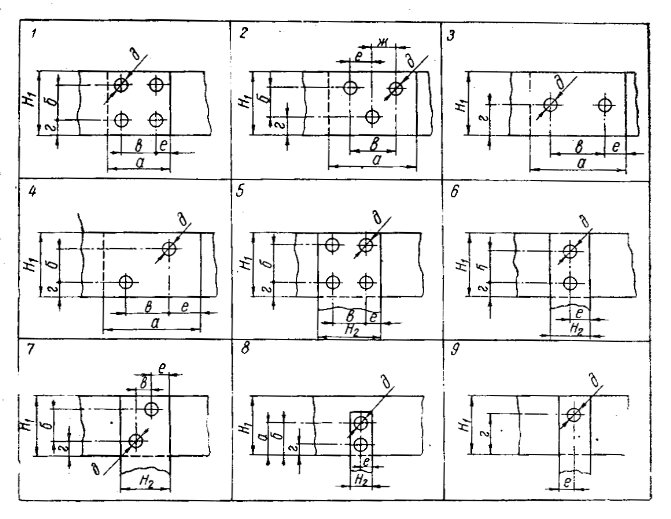
1. Обозначения: А-алюминий, С — сталь, М-медь.
2. Крепежные детали, применяемые для болтовых соединений шин, должны иметь антикоррозийное покрытие. В закрытых распределительных устройствах могут применяться вороненые крепежные детали.
Применение алюминиевых болтов, гаек и шайб в качестве крепежных деталей для болтовых соединений шин недопустимо.
3. При рабочем токе шин свыше 5000 А следует применять болты из немагнитных материалов.
Размеры болтовых соединений прямоугольных шин «внахлестку»
Ширина главной шины Н1 в мм
Ширина ответвляемой шины Н2 в мм
Конструктивные размеры контактного соединения в мм
Крепление шин на изоляторах
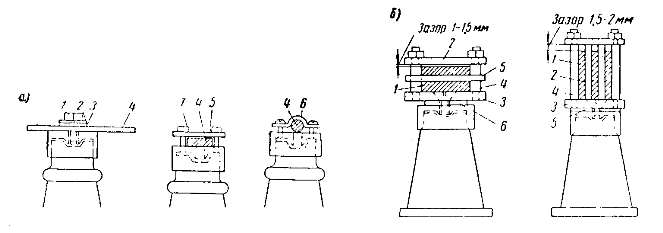
а) однополосных плоских и круглых шин: 1 — болт; 2 — шайба пружинящая; 3 — шайба нормальная стальная; 4 — шина; 5 — планка шинодержателя; 6 — скоба стальная, б) многополосных плоских шин: 1 — шина; 2 — планка стальная или из немагнитного металла толщиной 6-8 мм; 3 — планка стальная толщиной 8-10 мм; 4 — шпилька стальная 1/2″; 5 — прокладка «сухарь», равная толщине шины; 6 — прокладка из электрокартона толщиной 1,5-2 мм.
Установка и крепление жестких шин
Технические условия, допуски и нормы
Установка и крепление однополюсных шин прямоугольного или круглого сечения
Однополосные шины устанавливаются на головках изоляторов и закрепляются при установке на плоскость —одним болтом, пропущенным сквозь отверстие в шине, или двумя болтами с применением шинодержателя
Круглые шины крепятся с помощью скоб и винтов
При установке однополосной шины «на плоскость» и креплении ее одним болтом отверстие в шине для крепежного болта в целях обеспечения свободного перемещения шины вдоль оси должно иметь овальную форму. Шина крепится к головке изолятора с применением пружинящей и стальной шайб, подкладываемых под головку крепежного болта
При установке многополосных шин в шинодержателях для повышения жесткости шин и улучшения условий их охлаждения между полосами должны вставляться прокладки — «сухари», равные толщине шины
Установка и крепление многополосных шин прямоугольного сечения
При рабочих токах, превышающих допускаемые для однополосных шин, применяют многополосные пакеты, состоящие из нескольких полос шин, закрепленных в шинодержателях «на плоскость или на «ребро»
Для повышения жесткости пакета и создания между шинами необходимого зазора, улучшающего условия их охлаждения, между шинами устанавливают распорные прокладки типа ПРШ
Между планкой шинодержателя и шинами должен сохраняться зазор 1—1,5 мм. Пии длине одной фазы сборной шины 20 мм и более, когда удлинение их может быть значительным, предусматриваются специальные компенсирующие устройства, воспринимающие на себя эти удлинения
При рабочем токе шин свыше 1500 А детали крепления шин в шинодержателях рекомендуется изолировать прокладками из электрокартона, а при токах свыше 2000 А, кроме того, применять детали из немагнитных материалов
Все детали распорных прокладок должны иметь антикоррозийное покрытие
Дополнительно по теме
Изоляторы ИО-10, ИОР-10, ИП-10/630
Описание предохранителей ПК, ПР, ПН. Номенклатура предохранителей
Описание предохранителей ПК, ПР, ПН. Номенклатура предохранителей
Приводы ПР-10, ПР(А)-17, ПП-67, ППМ, ППВ-10, ПЭ-11
Монтаж шин 6—10 кВ
Для ошиновок закрытых распределительных устройств применяют плоские шины из алюминия и его сплавов. При переменном (до 200 А) и постоянном токе используют также плоскую, круглую или трубчатую сталь. Медные плоские шины для ошиновки РУ применяют только в специальных случаях, обоснованных в проекте, а шины из алюминиевого сплава АД31Т1 тогда, когда сечения шин и профилей выбирают, исходя из условий динамической устойчивости к токам к. з., что дает значительный экономический эффект. Шины, прокладываемые в распределительных устройствах, разделяют на сборные (главные), ответвительные и соединительные.
Читайте также: Шина уравнивания потенциалов 1801 vde 5015650 obo bettermann
Сборные шины служат для приема энергии от источника питания и дальнейшего распределения ее между потребителями. Ответвительными шинами соединяют сборные шины с ближайшим аппаратом и шинными мостами между собой, соединительными шинами — один аппарат с другим. В распределительных устройствах мощных установок сборные шины выполняют пакетами, т. е. из двух, трех и более полос в фазе, а также коробчатого профиля, сваренные из двух шин швеллерной формы. В качестве шин используют также неизолированные проводники прямоугольного, трубчатого и круглого сечений.
Заготовка шин.
Шины заготовляют, как правило, индустриальным способом в мастерских на специальных технологических линиях по заранее выполненным замерам. На рабочем месте производят только установку.
В разрабатываемых в настоящее время рабочих чертежах ошиновок предусматривается независимо от степени готовности строительной части заготовка в мастерской целых узлов ошиновки или отдельных ее звеньев вместе с опорными конструкциями; на месте монтажа производят только сборку.
Ошиновки изготовляют тремя основными способами: блочным (всю ошиновку выполняют по чертежам в мастерской в виде отдельных блоков); макетным (элементы ошиновки, изготовленные по чертежам, подгоняют на специально сделанном макете установки); индивидуальным (ошиновку выполняют по снятым с натуры замерам; этот способ в основном относится к одиночным шинам).
Полосы ошиновки собирают вместе с опорными конструкциями, изоляторами, шинодержателями и другими деталями. Комплектные шинные устройства (например, ошиновка трансформаторов) состоят из смонтированных на каркасе разъединителей с приводом, шин, опорных изоляторов и проходной плиты. Открытые шинные магистрали для канализации электроэнергии от внутрицеховых подстанций до распределительных пунктов цеха заготовляют в мастерских, сваривают в рулоны, наматывают на кассеты и транспортируют на монтаж в комплекте с натяжными устройствами, компенсаторами и другими деталями.
В комплектных устройствах шины в виде готовых заготовок поставляют заводы. Изготовление заготовок шин непосредственно на месте монтажа является трудоемкой неэффективной работой, которая допускается на небольших объектах с незначительным объемом ошиновки.
Перед обработкой шины рассортировывают по сечениям и длинам, что поможет вести монтаж с наименьшими отходами. Монтаж шин состоит из следующих операций: отбор и отбраковка, правка, разметка, отрезание и изгибание, обработка контактных поверхностей и сверление в них отверстий, сборка отдельных узлов в блоки с опорными изоляторами и металлоконструкциями оснований (например, шинных мостов и переходов), сварка сборных и приварка ответвительных шин или их болтовые соединения, окраска. При обработке шин на технологической линии выполняют следующие операции: правку на плоскость и ребро; разметку, перерубку или резку на мерные отрезки; вырубку или сверление отверстий; изгибание на плоскость, ребро, «уткой» и «штопором»; сварку встык и приварку ответвлений; опрессовку; выравнивание, зачистку и консервацию контактных поверхностей; окраску заготовок и сборку готовых заготовок шин в пакеты, блоки, узлы и комплекты. Рассмотрим некоторые операции монтажа.
Правка шин.
Эту операцию выполняют только в том случае, если шины имеют кривизну более 2 мм на 1 м длины. Ее осуществляют в холодном состоянии одновременно на ребро и плоскость на специальном станке, имеющем вальцы для выравнивания шин на плоскость и два ряда роликов для правки на ребро.
При незначительном объеме ошиновки правку шин производят вручную на правильной плите молотком через смягчающую удары алюминиевую прокладку.
Отрезание и изгибание шин.
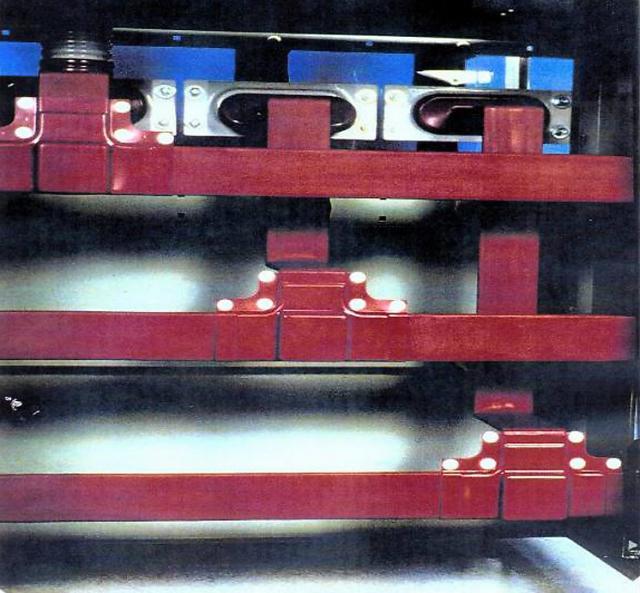
Отрезание шин выполняют механизированно: рычажными или пресс-ножницами, дисковыми пилами, а при толщине шин более 10 мм — маятниковыми пилами. Изгибание шин производят по эскизам и шаблонам, изготовленным из стальной проволоки диаметром 3—5 мм, при замерах на месте. Различают следующие виды изгибов шин (рис. 1, а—г): на плоскость, на ребро, «штопором» (поворот шины вокруг ее оси на угол до 90°) и «уткой».
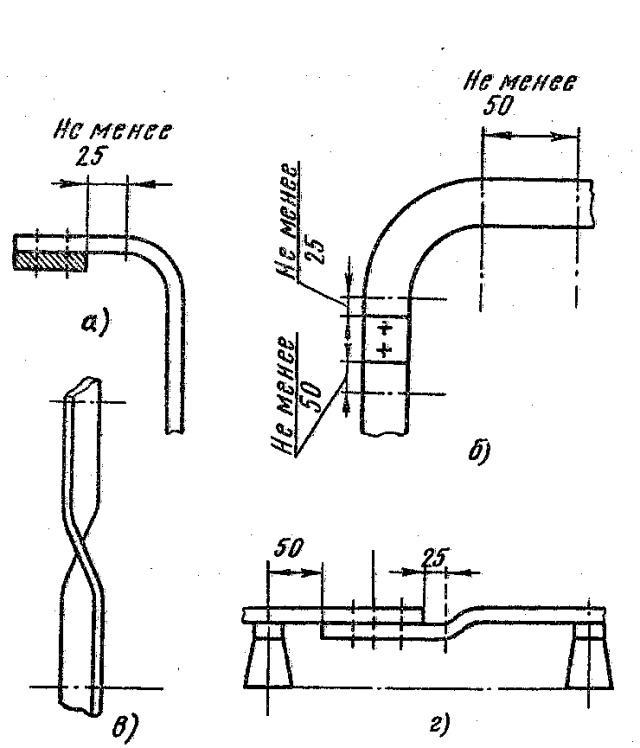
Рис. 1. Виды изгибов шин:
а — на плоскость, б — на ребро, в — «штопором», г — «уткой»
Изгибание шин на плоскость и ребро выполняют ручными шиногибами для малых сечений и приводными гидравлическими для больших сечений (не менее 80X8 мм), а изгибание шин «уткой» или «штопором» — специальными штампами на винтовом или гидравлическом прессе.
При изгибании шин соблюдают следующие требования:
- внутренний радиус изгиба шин прямоугольного сечения на плоскость должен быть не менее двойной толщины шины, а на ребро — не менее ее ширины; длина шин на изгибе «штопором» должна быть не менее двукратной ее ширины;
- изгиб шины у мест присоединений должен начинаться на расстоянии не менее 10 мм от края контактной поверхности;
- стыки сборных шин при болтовом соединении должны отстоять от головок изоляторов и мест ответвлений на расстоянии не менее 50 мм.
- Следующая страница
- Содержание
- Свежие записи
- Нужно ли менять пружины при замене амортизаторов
- Скрипят амортизаторы на машине что делать
- Из чего состоит стойка амортизатора передняя
- Чем стянуть пружину амортизатора без стяжек
- Для чего нужны амортизаторы в автомобиле