
Шлифование всех поверхностей любого вала, расположенных по оси его вращения, должно выполняться только в центрах. Если при шлифовании опорных или коренных шеек коленчатого вала двигателя легкового автомобиля для его установки на шлифовальном станке используются кулачковые патроны — это гарантирует 100%-ный брак. Во-первых, при сжатии патронами возникает предварительная деформация, в случае чего после шлифования опорных шеек и снятия со станка будет иметь недопустимое биение шеек (чем тоньше вал, тем оно больше). Во-вторых, применение патронов требует специального выставления вала в станке, т.е. обеспечения минимального биения поверхностей вала, расположенных от патронов. Практика показывает, что в патронах сделать, не так просто, в то время как в центрах легко обеспечить биение у краев вала менее 0,015-0,020 мм. Как исключение в некоторых случаях допускается установка вала с одной стороны в патроне, а с другой — в центре.
Шатунные шейки шлифуются в специализированных станках для шлифования коленчатых валов. Такие станки имеют центросместительные приспособления с патронами, позволяющие сместить ось коренных шеек от оси вращения вала в станке так, чтобы эта ось вращения совпала с поверхностью обрабатываемой шатунной шейки. При шлифовании шатунных шеек наиболее важно обеспечить параллельность их осей относительно коленчатого вала коренных шеек. Максимально допустимой не параллельностью следует считать величину 0,1 мм на 1 м. В этом случае длина шатунной шейки 25 мм не параллельность составит 0,0025. Не параллельность шатунных и коренных шеек определяет-с одной стороны, типом станка и его техническим состоянием с другой — квалификацией специалиста-шлифовщика. У многих коленчатых валов двигателей иностранных автопроизводителей ширина шеек мала (20-22 мм), что требует применять на станках достаточно узких шлифовальных кругов. При балансировании не допускается касание кругом торцевых поверхностей (щек) коленчатого вала. Надо стремиться к тому, чтобы не повредить галтели — поверхности перехода от шейки. На тех валах, где нет канавок для выхода шлифовального круга, круг должен иметь радиусы не меньше, ‘ галтелей. Этими требованиями пренебрегать не следует, поскольку любое повреждение галтелей может привести к разрушению. Наибольшую точность дает шлифование в неподвижных центрах есть постоянным. Привод вала обеспечивается специальным поводком. Не все специализированные станки для шлифования коленчатых валов, имеются на отечественных ремонтных предприятиях, обеспечивающие такие условия, поэтому для коренных шеек можно обеспечить шлифование универсальным кругло — шлифовальным станком. Сжатый центрами коленчатый вал деформируется, чем он тоньше, тем больше усилие сжатия. Усилие сжатия не должно быть большим во избежание недопустимого биения коренных шеек. Проверить или подобрать усилие можно предварительным шлифованием коренных шеек и последующей проверкой биения на призмах или в центрах без усилия прижатия.
Данный вопрос имеет очень важное значение для обеспечения необходимого качества ремонта. В практике ремонта нередки случаи, когда после «неграмотного» шлифования в центрах длинные и тонкие валы имели биение коренных шеек на призмах 0,10-0,15 мм, а после аналогичного шлифования в патронах — даже до 0,4-0,5 мм. Это даже больше, чем обычно бывает после расплавления подшипников, обрыва шатуна и т.д.
Альтернативным способом шлифования коренных шеек является шлифование с одним центром. При этом хвостовик вала устанавливается в неподвижный центр, а вал зажимается в патроне по поверхности заднего сальника. Зажатие одной из поверхностей вала в патроне требует очень точного его выставления по минимальному биению этой поверхности (не более 0,02-0,03 мм). При этом опора с другой стороны на центр обеспечивает отсутствие деформации вала, что всегда имеет место, если обе стороны вала зажаты в патронах
Читайте также: Замена распределительных валов приора
Для шлифования коренных шеек необходимы различные центры, включая укороченные для коротких центровых отверстий. Очень большое значение имеет состояние центровых фасок на самом валу.
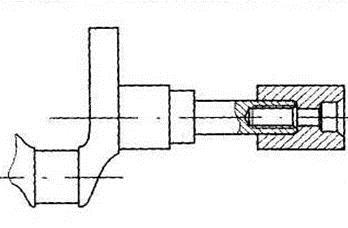
Рисунок 3.3.17 — Технологическая втулка, устанавливаемая на хвостовик для шлифования вала
После шлифования коренных шеек и торцевых (упорных) поверхностей могут быть прошлифованы, если необходимо, хвостовик (если он наварен) и поверхности под сальники. Для деформированных валов это обязательно, для недеформированных следует ориентироваться на состояние и биения соответствующих поверхностей. Обычно биение более 0,02 мм требует обработки поверхностей под сальники. Это не значит, что надо шлифовать эти поверхности до тех пор, пока не исчезнут все круговые риски.
После шлифования шеек вала их необходимо полировать. Поверхности шеек после шлифования не имеют, как правило, необходимого качества поверхности, а это дает повышенный износ вкладышей или втулок подшипников в процессе первоначальной приработки. Кроме того, смазочные отверстия, выходящие на поверхность шейки, после шлифования обычно имеют острые края и могут повредить мягкий материал вкладышей.
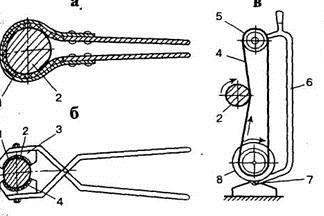
Рисунок 3.3.18 — Приспособления для полирования (доводки) шеек валов:
а—простейшие ручные; в — с электроприводом: 1 — войлочное. 2— шейка вала; 3 — башмак; 4 — абразивное полотно; 5 — ролик; 5—кронштейн; 7 — шарнир; 8 — электродвигатель
Один из простейших вариантов такого приспособления представляет собой специальные щипцы с длинными ручками и узкими (шириной 20 мм) деревянными башмаками, на внутреннюю радиусную поверхность которых наклеен толстый (5-10 мм) слой войлока. Абразивное полотно смазывается маслом и зажимается щипцами между войлоком и шейкой вала, после чего вращением вала в течение нескольких минут осуществляется доводка шейки.
Для доводки валов с диаметрами шеек от 40 до 70 мм достаточно 4-5 комплектов башмаков различного радиуса, т.к. толстый слой войлока на башмаке обеспечивает хорошее прилегание к шейке в некотором диапазоне её диаметров. При доводке шеек необходимо обеспечить минимальный съем (несколько микрон). Качество доводки поверхности легко проверяется с помощью кусочка меди если провести им по хорошо отполированной шейке, то на ее поверхности не должно остаться следа.
Ремонт любого вала должен заканчиваться контролем всех размеров и биений, причем этот контроль необходимо проводить с особой тщательностью. Неполный (или недобросовестный) контроль отремонтированного вала может значительно снизить качество ремонта всего двигателя в целом. Измерения вала при окончательном контроле выполняются аналогично описанным выше операциям по его дефектации.
Шлифование и отделка шеек коленчатых валов
6. Шлифование и отделка шеек коленчатых валов.
Высокие требования точности шеек коленчатых валов диаметральным размерам (1-2-й классы), геометрической формы (овальность и конусность в пределах 5-12 мкм) и шероховатости поверхности (9-10-й классы чистоты) достигаются шлифовальными и отделочными операциями.
Шлифовать коренные шейки сравнительно жестких одно-коленчатых и двух коленчатых валов можно и на обычных кругло шлифовальных станках. Однако ,как правило, шейки валов шлифуют на специализированных станках. При шлифовании коренных шеек вал устанавливают в центрах с применением люнетов.
При достаточно больших масштабах выпуска коренные шейки шлифуют на многокамневых станках, имеющих автоматический цикл врезного шлифования с выхаживанием, правкой круга и прибором активного контроля (рисунок6). Многокамневое шлифование предъявляет большие требования к однородности шлифовальных кругов в комплекте. Круги имеют диаметр 1000-1100 мм и ширину 25-85мм.
Шатунные шейки шлифуют обычно одним кругом поочередно. В качестве технологической базы выбирает поверхность коренных шеек , а для угловой ориентации-отверстия во фланце или, реже, базовой площадке на шейках колен.
Шлифуют на станках двусторонним приводом, причем при установке в приспособлении ось коренных шеек смешена от оси вращения шпинделя на величину радиуса кривошипа.
Последнее время для шлифования коренных и шатунных шеек коленчатых валов созданы автоматические линии.
Читайте также: Фиксатор для валов рено
Так, автоматическая линия фирмы NORTON (США), предназначенная для окончательного шлифования шатунных шеек коленчатого вала шестицилиндрового двигателя, состоит из шести последовательно работающих станков, на каждом из которых в автоматическом цикле обрабатывают определенную шейку. На всех позициях линии все шейки обрабатывают одновременно. В линии установлен один резервный полуавтомат. Станки линии соединены транспортером с гибкой связью и снабжены загрузочными устройствами. Станки имеют пневматические устройства активного контроля, по команде которого по достижении требуемого размера шейки отводятся шлифовальные круги. Автоматический цикл работы каждого станка линии состоит из следующих элементов: установка вала и его закрепление в патроне, ускоренное и рабочее подача шлифовального круга, автоматический контроль размеров, отвод шлифовальных кругов, съем детали и правка кругов.
Если при обработке размеры шлифуемых шеек будут отклонятся на величину больше допустимой , то станок автоматически останавливается, в то время как остальные станки линии могут продолжать работу. Независимая работа станков позволяет производить смену круга и ремонт станка без остановки работы всей линии; в этих случаях в работу вводится резервный станок. Производительность линии 60 валов в 1ч.
Автоматическая линия из четырех автоматов для шлифования шатунных шеек создано и на отечественном заводе ХСЗ.
Окончательную отделку шеек коленчатого вала производят суперфинишированием, а также наружным хонингованием с полированием шеек тонкой абразивной лентой. Шейки валов, обрабатываемые суперфинишированием, требует очень тщательной обработки в отношении получении предельной геометрической формы на окончательной операции шлифования наружное хонингование, при котором происходит более интенсивный съем металла, чем при суперфинишировании, и поэтому позволяет несколько исправить погрешность формы предъявляет менее строгие требования к окончательному шлифованию шеек.
Полирование абразивной лентой производят на специальных станках в одну или две операции. Предварительное полирование обычно выполняют лентой с абразивным порошком зернистостью 180-240, а окончательное- с зернистостью 240-300.
Снимаемый припуск лежит в пределах 0,006-0,015 мм. Полирование ведется при скорости вращения вала v=10/20 м/мин. Шероховатость поверхности соответствует 9-10-му классам чистоты.
7. Балансировка коленчатых валов.
Как уже оказалось, коленчатые валы подвергают балансировке. При большом выпуске коленчатых валов эту операцию производят на автоматических балансировочных станках или автоматических линиях . одна из таких линий для балансировки коленчатого вала восьмицилиндрового V-образного автомобильного двигателя (ЗИЛ-130) создано ЭНИОМСом. Она состоит из двух балансировочных автоматов мод.МА-24 и МА-25 и контрольного автомата мод. МА-36. Так как один балансировочный станок недостаточно уменьшает неуравновешенность (в 15-20 раз), то для еще большего снижения неуравновешенности на линии применяют двух кратное автоматическое определение неуравновешенности коленчатого вала с последующим ее устранением и контролем. Предварительное устранение неуравновешенности производят радиальным сверлением на определенную глубину отверстия диаметром 20мм в крайних противовесах вала. Окончательную же балансировку производят сверлением отверстий диаметром 12мм в средних противовесах. Начальная неуравновешенность коленчатого вала в результате его обкатки на этой линии снижается в 30-50 раз и остановится не более 30г/см . Производительность линии –54вала в час. Коленчатые валы подвергают многократному контролю, как в процессе его обкатки, так и после обкатки.
Обычно проверяют диаметральные размеры шеек, отверстия под подшипник во фланце, длину коренных и шатунных шеек и расстояние от базового торца, радиуса кривошипа, а также биение шеек и торца фланца относительно крайних коренных шеек, взаимное расположение коренных и шатунных шеек по длине и расстояние от базового торца, угловое расположение всех кривошипов, положение установочного отверстия и шпоночной канавки относительно коренных и шатунных шеек.
Для измерения применяют как обще принятые средства (скобы с микро индикаторами, индикаторные приспособления), так и специальные приспособления для комплексного окончательного контроля.
Читайте также: Что крутит валы в принтере
Такие приспособления применяют для комплексного контроля линейных размеров, радиуса кривошипа, положение установочного отверстия и шпонки.
Непараллейность (смешение) оси шатунной шейки относительно коренных шеек проверяют также специальным прибором.
8. Обкатка крупных коленчатых валов.
Заготовками для крупных стальных валов обычно являются поковки с удлиненными концами от 200 до 300 мм для зажима в патроне и поддержания в люнете. Поковка отличается значительной величиной припуска. При этом в коленах шатунные шейки при получении заготовки не формируются сплошными, поэтому коэффициент использования металла у таких поковок низкий.
ВПТИТяжмашем разработан процесс изготовления заготовок с помощью высадки и гибки на прессах, что позволяет получать заготовки валов со значительно меньшими припусками и без вырезки металла под шатунные шейки, как в поковках.
При этом способе под высадку и гибку предварительно обтачивают заготовку (рисунок 7) больше длины готовой поковки с проточенными шейками 1-14. Затем производят высадку фланцев (№13 и №14) на гидропрессе с подогревом до температуры 9000 С и затем последующую гибку, начиная с колена №1 и последовательно №№ 2,3,4,5,6. Металл подогревают до температуры 900-9500 С периодически после каждой операции гибки очередного колена.
Характерными особенностями изготовления крупных коленчатых валов из поковок является многократная разметка под обработку на различных операциях и вырезка металла под шатунные шейки.
Шатунные шейки обкатывают на специальных токарных станках при неподвижном вале. Вал устанавливают на станке по размеченному центру шейки, так , чтобы обрабатываемая шейка находилась в центре суппортной рамы. Суппортная рама станка вместе с установочными на ней резцами вращается вокруг шейки, производя ее обкатку.
Технологический маршрут крупных коленчатых валов приведен в таблице1.
1. Б.Л.Беспалов Технология машиностроения. М. Машиностроение 1973год 447
Технология шлифовки шеек коленчатого вала. Ремонт коленчатых валов.
Во время работы коленвала за период срока эксплуатации существует вероятность возникновения внутренних напряжений за счет старения металла, за счет постоянно действующих на него крутящих и изгибающих моментов, меняющейся температуры среды, при работе коленвала в условиях масляного голодания.
Шлифовка коленвала в ремонтный размер производится в случае износа шеек до размера меньше предельно допустимого (овальность и конусность не более 0,005 – 0,01 мм) или при наличии задиров и царапин на шейках вала (шероховатость поверхности шеек должна быть не более 0,00015 мм (Ra 0.15 мкм)) и в случае изгиба вала, превышающего предельно допустимый (0,02-0,03 мм).
Во время работы коленвала за период срока эксплуатации существует вероятность возникновения внутренних напряжений за счет старения металла, за счет постоянно действующих на него крутящих и изгибающих моментов, меняющейся температуры среды, при работе коленвала в условиях масляного голодания. Перед шлифовкой необходима проверка вала на изгиб и правка (рихтовка) вала, если прогиб больше предельно допустимого.
Также осуществляется проверка на изгиб носка коленвала и поверхности под сальник. Проверяется состояние поверхности под упорные полукольца. На некоторых иномарках упорные полукольца могут иметь ремонтный размер. Проверяется состояние подшипника первичного вала. В случае износа осуществляется замена.
Рекомендуется замена заглушек, чистка и мойка коленчатого вала перед шлифованием, и балансировка после шлифования.
После всех операций производится повторная проверка коленвала.
Качество шлифования коленчатого вала зависит от многих факторов. Некоторые из них могут показаться на первый взгляд несущественными: правильности установки станка, состояния станка, качества его наладки, состояния патронов, выбора зернистости и связки шлифовального круга, правильного выбора правящего инструмента (алмазного карандаша) для круга, выбора режимов правки круга, выбора режимов резания, выбора усилия поджима центра, выбора смазочно-охлаждающей жидкости (СОЖ), ее концентрации и т.д.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала