

Компания CNC-Technologi далеко не первый год занимается разработкой и производством станков с ЧПУ и комплектующих к ним. В нашем интернет-магазине вы можете купить полированные валы и держатели к ним, выполненные в соответствии с международными и национальными стандартами. Продукция подходит для применения на оборудовании европейского и российского производства.
Наши клиенты получают следующие преимущества:
- широкий ассортимент;
- фирменная гарантия;
- профессиональная консультация;
- быстрая доставка со склада в любой город России.
Предлагаем приобрести полированные валы и держатели по цене от производителя. Стоимость наших товаров, по меньшей мере, в 2-3 раза ниже рыночной, так что вы одновременно покупаете надежные комплектующие и экономите.
Полированные валы и держатели от CNC-Technologi
Полированные валы серии SFC нашего производства выполнены из прочной конструкционной стали. Их поверхность покрыта хромом и закалена до твердости 60 HRC. Глубина закаленного слоя составляет 1 мм.
В каталоге также представлены держатели полированных валов серии SFC и SH диаметром от 8 до 60 мм. Они предназначены для крепления валов вдоль опорной плоскости.
Если у вас появились вопросы по комплектующим к ЧПУ, обязательно свяжитесь с нами. Мы подробно проконсультируем вас и поможем подобрать нужные товары.
Полированные валы







Полированные направляющие валы отличается высокой доступностью, легкостью обработки и установки.
Вал имеет заводскую индукционную закалку, что обеспечивает продолжительное время работы и сопутствует меньшему износу вала. Полированный вал имеет идеальную поверхность и обеспечивает движение с очень маленьким трением. Вал крепятся фиксатором(держатель) только в 2 точках на концах и поэтому монтаж их не представляет особой сложности.
Направляющие валы используются для точного скоростного перемещения исполнительных механизмов. Применяются в 3D-принтерах, плоттерах, портальных станках, в мебельном производстве, чпу станках, промышленном оборудовании, гравировальных станках, медицинском оборудовании, подъемно транспортом оборудовании. Простой монтаж и низкая удельная стоимость перемещения. Используются совместно с линейными подшипниками или линейными вертикальными подшипниками.
Преимущества полированных валов
- Высокое качество стали;
- Отсутствие коррозии;
- Продолжительный срок эксплуатации;
- Легкое скольжение линейных подшипников;
- Простой монтаж.
Развенчание мифов — валы и рельсы.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Всем привет! По ходу обсуждения оказалось, что некоторые на первый взгляд очевидные вещи могут оказаться совсем неочевидными. О некоторых из них решил написать коротенькие статьи.
Итак, миф первый о линейных направляющих — ‘хорошие валы могут быть не хуже рельсов’. К сожалению, нет, не могут, и вот почему. Для начала небольшая цитата из wiki.purelogic.ru
НАПРАВЛЯЮЩИЕ ПОЛИРОВАННЫЕ ВАЛЫ
Самый распространенный и бюджетный вид направляющих. Отличается высокой доступностью, легкостью обработки и установки. Полированные валы изготавливаются из высоколегированных сталей, как правило — конструкционных подшипниковых, и проходят индукционную закалку поверхности с последующей шлифовкой. Валы имеют заводскую индукционную закалку, что обеспечивает продолжительное время работы и сопутствует меньшему износу вала. Шлифованные валы имеют идеальную поверхность и обеспечивают движение с очень маленьким трением. Валы крепятся только в 2 точках на концах и поэтому монтаж их не представляет особой сложности. Однако, многие недобросовестные производители часто делают валы из дешевых и мягких сортов высокоуглеродистых сталей, пользуясь тем, что покупатель не всегда обладает средствами для проверки вида материала и его твердости. К недостаткам полированных валов относятся:
- Отсутствие крепления к станине.
Вал крепится в двух точках на концах — это облегчает монтаж направляющих, однако приводит к тому, что направляющие установлены независимо от рабочей поверхности стала. В то время в портальных станках крайне желательно ставить направляющие в жесткой связи со столом(такая связь снижает погрешности обработки, если рабочий стол подверглась искривлению, ‘повело винтом’ — направляющие, повторяя изгибы стола, нивелируют часть погрешности).
Провисание на большой длине.
На практике из-за провисания валы используют длиной не более 1 метра. Кроме того, важно отношение диаметра вала к его длине — для получения приемлемых результатов его значение должно быть не менее 0.05, желательно в пределах 0.06-0.1. Более точные данные можно получить, произведя моделирование нагрузки на вал в пакетах САПР.
Линейные подшипники качения имеют сравнительно большие люфты по сравнению с каретками рельсовых направляющих и меньшие нагрузочные характеристики. Помимо этого для защиты от поворота каретки необходимо использовать как минимум два направляющих вала на одну ось. Недостатки линейных подшипников качения:
- Низкая грузоподъемность
Cледствие предыдущего пункта, а также конструктивного строения линейных подшипников.
Недолговечность.
Каждый шарик линейного подшипника касается вала в одной точке, что создает очень высокое давление. Со временем шарики могут прокатать канавку на валу, после чего вал подлежит замене.
Люфт.
Бюджетные линейные подшипники многими производителями изготавливаются зачастую с весьма существенным люфтом.
Достаточно чувствительны к пыли и стружке на валу. Итак,
Итак, основные выводы по валам — основной недостаток валов заключается в том, что они крепятся к станине только в двух точках на концах. По этому валы плохо воспринимают поперечные нагрузки и, грубо говоря, легко гнутся и вибрируют под воздействием статических и динамических сил, возникающих в кинематике принтера. При увеличении скорости печати, а значит и при увеличении динамических нагрузок, это ведёт к неточному позиционированию печатающей головки, а значит и к ухудшению качества печати. В первую очередь, это наблидается в виде смазывания острых углов модели.
С целью подтверждения этой теории, могу предложить провести простой эксперимент с помощью цифрового штанген-циркуля:
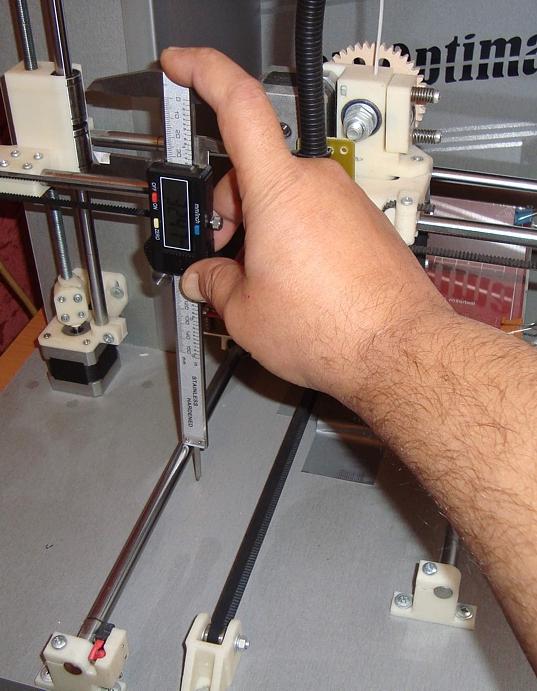
При несильном нажатии пальцем вал прогибается на сотые и даже десятые доли миллиметра. Такие деформации сопоставимы с толщиной слоя при печати, а значит заметно влияют на геометрию печатаемой модели. Как же бороться с этой неприятностью? Очень просто, для этого есть альтернатива — ШАРИКОВЫЕ ПРОФИЛЬНЫЕ РЕЛЬСОВЫЕ НАПРАВЛЯЮЩИЕ, а проще говоря РЕЛЬСЫ. Снова цитата из wiki.purelogic.ru:
Профильные рельсовые направляющие используются там, где требуется высокая точность. Также как и цилиндрические, профильные рельсы крепятся непосредственно на станину станка. В профильных рельсах сделаны специальные дорожки качения, в результате нагрузка на каретку распределяется по рабочей поверхности дорожек качения равномерно — профиль касания шарик-рельс уже не точка, а дуга. Профильные рельсы отличаются высокой точностью и прямолинейностью, высокой грузоподъемностью, высокой износоустойчивостью, низким люфтом или полным его отсутствием. Недостатком профильных направляющих является высокие требования к шероховатости и прямолинейности места крепления, а также сложность установки. Как правило, рельсы и каретки выпускаются в нескольких вариантах — с преднатягом и грузоподъемностью разной степени. Классическим примером могут служить рельсовые направляющие Hiwin и THK. Профильные рельсы сложны и дороги в производстве, поэтому производителей рельсов меньше, чем производителей валов, и они(как правило) дорожат своей репутацией, качество профильных рельсов гораздо стабильней.
Промежуточные выводы — основное преимущество рельсов в том, что они крепятся к станине в нескольких точках на всём своём протяжении, а значит они не изгибаются под нагрузками, не вибрируют и даже в середине по длине передают нагрузки на станину. И остальные характеристики рельсов состоят из одних достоинств (не будем углубляться). Единственный недостаток — высокая цена. Кроме того, ‘хивиновские’ рельсы начинаются с 12-го типоразмера, что явно избыточно и тяжеловато для 3д-принтера.
Но в этом случае к нам на помощь приходят наши китайские друзья. Они освоили производство относительно недорогих и неплохих по своим характеристикам комплектов рельс MGN9 + однорядные шариковые каретки MGN9C и MGN9H. Каретки с индексом H более длинные и больше всего подходят для принтеростроения. Краткие характеристики:
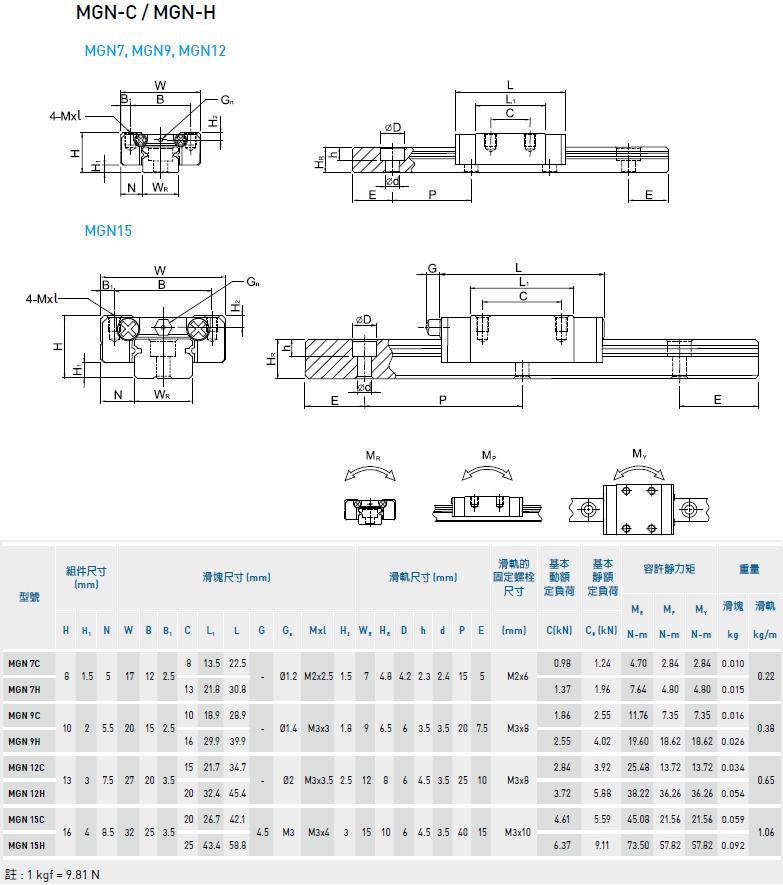
Из таблицы видно, что 9-й типоразмер идеально подходит для наших задач. Грубо говоря, один такой рельс может легко заменить два 12-х вала, и даже имеет преимущества по своим нагрузочным характеристикам. Кроме того, рельсы позволяют сделать кинематику принтера более компактной и значительно снизить вес подвижных частей принтера. Всё это в свою очередь позволяет значительно увеличить скорость печати без ухудшения качества. На мой взгляд, увеличение скорости печати — одна из главных задач в совершенствовании FDM-технологии. И будет очень хорошо, если с помощью рельс мы сможем печатать в 2-3 раза быстрее.
Особенности обработки валов шлифованием

Шлифование – основной способ чистовой обработки поверхностей валов. Данная операция металлообработки позволяет получать более гладкую и чистую поверхность изделия без потери системной точности и жесткости. Современное шлифование валов подразделяется на несколько видов, отличающихся эксплуатируемым оборудованием и способом подачи.
Методы шлифования валов
Процесс шлифования позволяет в короткие сроки придавать изделию качественный внешний вид. С помощью подобной металлообработки с поверхности вала убирают неровности, царапины, углубления и т. д., получая чистую и отполированную область. Операции шлифовки валов требуют задействования специализированного оборудования и инструментов, а сам процесс обработки – обильной подачи смазочно-охлаждающих жидкостей в рабочую зону. Для шлифовки поверхностей валов применяются круглошлифовальные и бесцентрово-шлифовальные станки, на которых обработка детали может осуществляться несколькими способами.
Металлообрабатывающие предприятия производят шлифование валов следующими методами:
- с продольной подачей на круглошлифовальном станке – подходит для работы с изделиями, имеющими удлиненные поверхности;
- с глубинным шлифованием – основывается на применении больших глубин резания, задействуют преимущественно для одновременной обработки нескольких поверхностей;
- с продольной подачей на бесцентрово-шлифовальном станке – используется для обработки гладких изделий;
- методом врезания – применяется для обработки коротких жестких деталей и поверхностей фасонного типа.
Оборудование для обработки шлифованием
Для придания валу оптимального внешнего вида и высоких показателей точности, специалисты металлообрабатывающей отрасли задействуют два вида станков: круглошлифовальные и бесцентрово-шлифовальные. Первые применяют для обработки наружных цилиндрических и конических поверхностей, для этого изделия устанавливают в центрах станка, патроне или цанге. Станки бесцентрово-шлифовального типа также предназначены для обработки поверхностей гладких валов и изделий с буртиком по нескольким технологиям.
Круглое шлифование валов
Операции круглого шлифования позволяют производить обычную и тонкую обработку поверхности вала. Для работы на круглошлифовальных станках применяются методы продольной и поперечной подачи. С помощью технологии шлифования обрабатывают как длинные, так и короткие детали. К особенностям круглого шлифования можно отнести:
- малую глубину резания;
- большую скорость вращения шлифовального круга;
- низкую скорость вращения заготовки;
- потребность в усиленном охлаждении;
- продолжительный процесс выхаживания.
Бесцентровое шлифование
Шлифовка валов на бесцентровом оборудовании также включает несколько способов обработки. Метод врезания позволяет шлифовать валы с буртиком, в то время как технология продольной подачи подходит для обработки гладких поверхностей.
Бесцентровому шлифованию свойственны:
- высокая производительность;
- отсутствие необходимости создания центровых отверстий в детали;
- цена шлифовки валов зависит от конфигурации изделия и метода его обработки.