
Устройство двигателя внутреннего сгорания представляет собой сложный механизм. Все детали и узлы являются крайне важными и выполняют свою функцию во время работы двигателя. С определенным пробегом металлические узлы требуют восстановления до заводского состояния. Это, собственно, и называется «капитальный ремонт двигателя». Один из самых дорогостоящих узлов мотора — коленвал. Он же прежде всего и подвержен интенсивному износу. Разберемся, что же такое шлифовка коленвалов и когда она нужна.

Видео:Ремонт коленвала двигателя. Шлифовка коленвала на станке AMC-SCHOU (K1500-U)Скачать

Общая информация
Коленчатый вал — основной механизм кривошипно-шатунной группы двигателя внутреннего сгорания. Предназначен для преобразования поступательного движения во вращательное. Реализовано это с помощью сложной геометрии детали. Во время работы ДВС весь кривошипно-шатунный механизм (в дальнейшем КШМ) испытывает существенные нагрузки. Это инерционные нагрузки и давление газов в результате сгорания топливно-воздушной смеси в цилиндрах. В совокупности нагрузки имеют не постоянный, а переменный характер.
В связи с этим к изготовлению коленвала выдвигаются особые требования. Он должен быть устойчивым к температуре и износу. Но любая деталь, находящаяся длительное время под нагрузкой, может потребовать ремонта. В данном случае это расточка и шлифовка коленвалов. Давайте более подробно рассмотрим, что же это за процедура и как выполняется.
Видео:Ремонт ( шлифовка ) коленвала после неправильной установки упорных полу колец ( боковых вкладышей )Скачать

Вкратце о расточке коленчатого вала
Первично о неисправности данного узла можно узнать по характерному стуку ДВС. В процессе эксплуатации происходит неминуемый износ цилиндро-поршневой группы (ЦПГ), а также КШМ. Это приводит к люфтам и зазорам. В результате коленвал начинает стучать. Чтобы устранить зазоры, устанавливают ремонтные вкладыши, которые на 0,1-0,2 мм толще заводских. Но для их монтажа сначала нужно проточить коленчатый вал. С помощью данной процедуры наружный диаметр шейки колена подгоняется под размеры ремонтного вкладыша.

Для большинства автомобилей выпускается 4 размера ремонтных вкладышей. Это значит, что коленвал может быть проточен максимум 4 раза, после чего ДВС или же коленвал заменяются на новые. Расточка осуществляется квалифицированным специалистом на специальном оборудовании в несколько этапов. Самому выполнить такую работу можно только тогда, когда имеются необходимый опыт и инструмент.
Видео:Как проводится дефектовка коленчатых валовСкачать

Шлифовка коленвала: цена и важные моменты
Процесс достаточно сложный и требует большого опыта от специалиста. Крайне важно соблюдать технологию и понимать принцип работы КШМ. Стоимость шлифовки и проточки обычно высока. Но это вполне обоснованные траты, так как новый коленвал обойдется все равно на 40-60 % дороже. Многие автовладельцы наивно считают, что для шлифовки нужен лишь соответствующий станок, но это совсем не так. Если мастер без опыта или достаточной заинтересованности берется за такую работу, то это может привести к грубым ошибкам, которые выльются в проблемы практически сразу.

Хотелось бы более подробно остановиться на вопросе, а во сколько же встанет качественная шлифовка коленвала. Цена очень сильно изменяется в зависимости от марки автомобиля и установленного двигателя. Чем больше цилиндров, тем больше придется заплатить. Отечественный ВАЗ отремонтировать дешевле всего, а двигатели V8 — крайне дорого. Расценки на одну лишь шлифовку могут изменяться от 2000 рублей и до 15 000, а в некоторых случаях и выше.
Видео:Шлифовка коленвала #шлифовкаколенвала #сто #лексмоторс #Петрозаводск #птз #ptz #ремонтдвигателяСкачать

Технология шлифовки
Как было отмечено ранее, процесс достаточно сложный и ответственный. Начинать шлифовку нужно со самого слабого места. В большинстве случаев это коренные или шатунные шейки. Особенно это касается шеек малого диаметра, не имеющих полноценного противовеса. Они изнашиваются в самую первую очередь. Если же восстановление раньше уже имело место, то начинать нужно с некондиционных точек. К примеру, с хвостовика коленчатого вала. Обусловлено это тем, что можно потерять параллельность шеек и все нужно будет переделывать.
Некоторые компании ведут сбор информации о моторах, шлифовка коленвалов которых не дала должного результата и ДВС быстро вышел из строя. Чаще всего причиной служит трещина, которая начинается от галтели в месте обработки и переходит в нетронутую шлифовкой область. Причина — некачественная работа специалиста. Особенное внимание стоит уделять современным форсированным двигателям.
Видео:Особенности шлифовки коленчатых валовСкачать

Шлифовка шеек коленвала
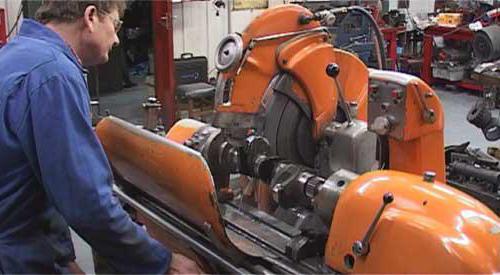
Прежде всего используется станок для шлифовки коленвалов. В него устанавливается деталь. Необходимо, чтобы ось коленчатого вала проходила через одну шатунную шейку. Перед выполнением работы по шлифовке необходимо отбалансировать колено. Если это не сделать, то вскоре деталь деформируется и уже не будет подлежать восстановлению.
Выверка является одним из наиболее сложных, но в то же время важных моментов во время проведения работ. Если не поставить грузики и не достичь соосности, то качество ремонта будет на недостаточном уровне и наоборот. Во всех случаях круги для шлифовки коленвалов должны иметь меньший размер, нежели шейка. Также обязательным условием является и подача смазочно-охлаждающей жидкости, и глубина врезки, которая регулируется в диапазоне от 0,02 до 0,03 мм. Все эти детали специалист проводящий работы должен учитывать. Нюансов существует огромное количество, именно поэтому шлифовка коленвалов должна проводиться в соответствующем месте при наличии современного и исправного оборудования.

Видео:Шлифовка коленчатого вала | Восстановление работоспособности двигателя | МеханикаСкачать

Подведем итоги
Мы уже немного разобрались с тем, как проводится шлифовка коленвала. Отзывы же о данных работах далеко не всегда носят однозначный характер. Кто-то благодаря высокой квалификации мастера остается крайне доволен качеством и сроками выполнения работ. Но не все специалисты относятся к своей работе добросовестно, а простому автомобилисту сложно понять визуально, правильно ли выполнены все этапы и получилось ли достигнуть желаемого результата. В любом случае необходимо ответственно подходить к выбору сервиса, где будет проводиться ремонт. Сегодня есть огромное количество тематических форумов, где собираются владельцы определенной марки автомобиля. Там можно и узнать, где и насколько хорошо выполняют те или иные виды работ на определенной СТО.
Читайте также: Подшипник приводного вала 35x62x16
Видео:Шлифовка/Ремонт коленчатых валов для дизельных двигателей длиной до 7,5 метров.Скачать

Коленчатый вал — как будем ремонтировать? ч. 2
(Продолжение. Начало в № 6/2001)
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
В предыдущей статье мы рассмотрели подготовительный этап работы, предшествующий шлифовке коленчатого вала. Он включает в себя проверку станка и вала. Только после этих операций можно приступить к шлифовке.
На первый взгляд может показаться, что шлифовка коленчатого вала больших трудностей не представляет — был бы только станок. К сожалению, такого, мягко говоря, упрощенного взгляда придерживаются не только механики-мотористы, но некоторая часть шлифовщиков. И ведет это к ошибкам при ремонте, а то и просто к преднамеренной халтуре. В результате чего и появляются неизвестно где, кем и как отремонтированные коленвалы и двигатели, которые «не ходят».
Между тем, шлифовка коленвала любого двигателя — процесс тонкий, требует аккуратности, опыта и знания не только технологии обработки, но и условий работы коленвала в моторе, а также умения «чувствовать» металл. В общем, работа мастера, шлифующего иной сложный коленвал — только ремесло, но и искусство. И уж никак не рутинный поточный процесс, когда о качестве должен думать кто-то другой и лишь в самую последнюю очередь, когда заказчик предъявляет претензии.
Шлифовать коленвал начнем, . нет, сначала думать надо. Потому как первый вопрос возникает сам собой: какие шейки шлифовать в первую очередь — шатунные или коренные?
Быть может, кому-то покажется странным, но этот вопрос имеет принципиальное значение. Дело в том, что слабое место любого коленчатого вала — это шатунные шейки, включая галтели («переходы» от шейки к щекам-противовесам). Так вот, после шлифования шатунных шеек внутренние напряжения в их поверхностном слое могут резко изменять свое значение. А это, очевидно, явится причиной деформации всего коленвала. И если коренные шейки «сделаны» раньше шатунных, то вал в той или иной степени «поведет» — ось коренных шеек изогнется, а сами шейки получат взаимное биение, причем далеко не всегда деформация и биение будут малыми.
Наиболее подвержены деформации «нежесткие» коленвалы — с шатунными шейками малого диаметра, не имеющие «полных» (с двух сторон шатунной шейки) противовесов. Такие коленчатые валы установлены в ряде двигателей Volvo, Chrysler, Mercedes, Lincoln, а также многих японских фирм. Попытки шлифовать такие валы «наоборот» (сначала коренные, затем — шатунные шейки) часто заканчиваются неудачей — не только повышенным биением, но и эллипсностью шеек.
Однако не всегда начинать шлифовать коленвал надо с шатунных шеек. При шлифовке шатунных шеек коленвал устанавливается в патронах станка. Но если поверхности вала, зажимаемые кулачками, некондиционные (к примеру, хвостовик вала восстановлен наваркой металла), то вначале потребуется шлифовка этих поверхностей, и лишь затем — шатунных шеек. В противном случае будет «потеряна» база, от которой шлифуют шатунные шейки, и они окажутся непараллельны коренным.
Еще одна проблема, которую нередко упускают из виду, а чаще просто игнорируют некоторые шлифовщики, — это радиус галтелей шеек. На практике известно немало случаев, когда коленчатые валы с подрезанными галтелями ломались в результате значительного снижения прочности (концентрации напряжений в подрезанных галтелях).
Исключить подрез можно, если «заправить» на краях шлифловального круга радиусы, соответствующие радиусам галтелей. Такая операция необходима для тех валов, у которых на краях шеек нет канавок для выхода шлифовального круга. Но и там, где такие канавки есть, аккуратность тоже не помешает.
Анализ излома разрушенных коленчатых валов показывает, что трещина обычно начинает развиваться от места перехода шлифованной поверхности к не тронутой шлифовальным кругом. А такое место обычно и приходится на галтель, приобретающую после неквалифицированного ремонта вала неправильную форму. Особенно опасна недооценка получающейся при ремонте формы галтелей для коленчатых валов современных высокофорсированных двигателей.
Осторожно, шатунные шейки!
Если подготовка к работе завершена, можно приступать к шлифованию шатунных шеек. Для этого коленвал устанавливается в патроны станка так, чтобы его ось вращения проходила через одну из шатунных шеек.
Но шлифовать пока все равно рано. Посмотрите: смещенный вал, вращаясь вокруг оси одной из шатунных шеек, явно несбалансирован. Такой большой дисбаланс при вращении обязательно приведет к деформации самого вала и элементов станка, в результате чего качество шлифовки резко снизится — исказится форма шейки (появится эллипс), ее ось окажется непараллельной оси коренных шеек.
Читайте также: Компрессор ремеза 100 литров 220 вольт тепловой предохранитель
Исключить или, по крайней мере, значительно уменьшить дисбаланс вала позволяют специальные грузы, закрепляемые на планшайбах напротив патронов станка. Масса и расположение балансировочных грузов подбирается в зависимости от массы коленвалов и радиуса кривошипа.
Все? Еще нет. Теперь надо точно выверить положение вала, чтобы ось его вращения совпала с осью обрабатываемой шейки. Это нетрудно сделать с помощью стойки с индикатором. Правда, только для малоизношенных шеек — в случае сильного задира шейка приобретает неправильную форму, и точная установка коленвала может потребовать заметно большего времени.
После такой выверки многие шлифовщики и начинают собственно шлифовку шеек коленчатых валов. И — пропускают один весьма важный момент. Дело в том, что большинство коленвалов (к примеру, х и цилиндровых двигателей) имеют «парные» шатунные шейки, лежащие на одной оси. Если при шлифовке учесть и это условие, то выверка коленвала на предмет совпадения осей парных шеек в станке сильно усложнится. Но вполне оправдает себя — после шлифовки будет достигнуто наивысшее качество ремонта.
Добиваться совпадения осей «парных» шеек целесообразно не только из чисто геометрических соображений: совпадение осей — это и одинаковый угол опережения зажигания, и такой же ход поршня во всех цилиндрах.
Однако на практике обеспечить это условие удается далеко не всегда — некоторые коленвалы после длительной эксплуатации оказываются «скрученными», т.е. их шатунные шейки получают слишком большое угловое смещение и уже не «попадают» в одну ось даже при шлифовке через ремонтный размер. Отметим, что ошибка при наладке станка, при которой патроны получаются несоосны, тоже не позволит шлифовать «парные» шейки в одной оси.
Итак, только теперь можем начинать шлифовку. Включаем вращение вала, подачу СОЖ (смазывающе-охлаждающей жидкости), подводим шлифовальный круг до касания шейки. Далее следует сделать подачу в пределах 0,05 мм «на врезание», короткую остановку и снова подачу. И так до заданного размера шейки, разумеется, с промежуточным контролем получающегося размера.
«Нежесткие» коленвалы требуют при шлифовке еще более осторожного обращения. К примеру, подачу на врезание следует ограничить величиной 0,03 мм, а перерыв между подачами увеличить (сделать так называемое «выхаживание») — в противном случае шейка окажется с недопустимой эллипсностью (более 0,01 мм).
В общем случае ширина шлифовального круга всегда меньше ширины шейки. Чтобы обеспечить обработку шейки по всей ширине, ее надо, как говорят шлифовщики, «разогнать», т.е. подать круг по оси шейки до легкого касания щек. Эта операция должна выполняться с максимальной осторожностью — при врезании в щеки (противовесы) вал начинает вибрировать, что может привести к появлению глубокой «огранки» на поверхности шейки. Для «нежестких» коленвалов это критично, поскольку появившуюся огранку практически не удается исправить, даже имея припуск в 0,1 мм. А теперь — коренные!
Главный вопрос, который необходимо решить перед шлифовкой коренных шеек, — каким способом закреплять (устанавливать) вал в станке.
Многолетняя практика шлифования коленчатых валов большого числа различных двигателей позволяет указать оптимальный способ установки коленвала. Но прежде рассмотрим варианты.
Некоторые шлифовщики зажимают вал в патронах точно так же, как и при шлифовке шатунных шеек, только патроны сводят к оси вращения планшайб станка. Считается, что при хорошей выверке положения вала по минимальному биению хвостовика (или й коренной шейки) и поверхности заднего сальника (или последней коренной шейки) шейки можно шлифовать и таким способом.
В действительности есть ряд причин, по которым так устанавливать вал нельзя. Главное, что в первую очередь характерно для «нежестких коленвалов — это деформация вала при сжатии его в кулачках патронов.
Еще один неприятный момент — планшайбы при смещении патронов к центру невозможно сбалансировать. А тогда вал и элементы станка при вращении будут деформироваться, в результате чего коренные шейки окажутся некруглыми. И, наконец, зажимая коленвал за хвостовик и поверхность заднего сальника, очень трудно контролировать биение этих поверхностей (коренные шейки могут иметь свое биение, если когда-то вал был неправильно отремонтирован).
Правда, описанный способ проще: он не требует демонтажа планшайб с патронами (это не слишком приятная и легкая процедура), но такое «слабое» его преимущество меркнет перед серьезными недостатками.
Редко, но встречается и такой способ установки: хвостовик — в центр передней бабки станка, а поверхность заднего сальника — в патрон. Или, наоборот, центр ставят в заднюю бабку. Но суть от этого не меняется, поскольку все недостатки останутся, ну, может быть, их негативное влияние на качество шлифовки будет чуть меньше.
Свободен от указанных недостатков только один способ — установка вала в центрах. При этом задний центр должен обязательно быть неподвижен (он фиксируется с помощью стопора), иначе из-за проскальзывания в центровой фаске вал будет вращаться неравномерно, и шейки вала после шлифовки опять получатся некруглыми.
Шлифовка в центрах, очевидно, предполагает, что планшайбы с патронами необходимо заменять на центры. Поскольку это требует времени, во многих мастерских для ремонта коленчатых валов используют два станка — один только для шатунных шеек (с планшайбами и патронами), другой — только для коренных (с центрами). Тем самым экономится время.
Читайте также: Муфта карданного вала тигуан задняя замена
Очень важно, чтобы усилие сжатия вала центрами было минимальным, в противном случае вал в станке деформируется. Если затем коренные шейки прошлифовать, то после снятия со станка коленчатый вал разогнется и сразу окажется кривым.
Разумеется, при установке вала в центрах необходимо контролировать биение различных поверхностей (хвостовик, шейки, задний сальник). Повышенное биение может свидетельствовать не только о необходимости правки центровых фасок, но и о повреждении или износе посадочной поверхности центров в станке (см. № 6/2001).
Отметим также, что для задней части коленвала нередко приходится использовать различные центры, в том числе укороченные, причем перед установкой вала в станок требуется выпрессовывать подшипник опоры первичного вала КПП, чтобы он не мешал центру (для этого применяются специальные цанги с обратным молотком). Кроме того, очень важна правильная геометрия центровых фасок вала — попытки некоторых шлифовщиков поправить фаски вручную с помощью шабера (такое встречается) обычно дают повышенную эллипсность коренных шеек.
Сама шлифовка коренных шеек выполняется аналогично шатунным. Начинают обычно с шеек, имеющих максимальный износ (средняя или первая), чтобы сразу определить, в какой ремонтный размер выйдут коренные шейки. При этом не следует забывать про торцевые поверхности упорного подшипника — у некоторых двигателей с фланцевым коренным вкладышем ремонтное уменьшение коренных шеек сопровождается одновременным увеличением ширины между фланцами, что требует расшлифовки соответствующих поверхностей на валу.
В заключительной стадии работы неплохо чуть тронуть поверхность переднего и заднего сальников — это повысит надежность уплотнений коленчатого вала. И, конечно же, необходимо тщательно проконтролировать всю геометрию коленвала — без выходного контроля работа не может считаться законченной. Только шлифовка?
Если правильно и аккуратно выполнить все операции по шлифовке коленчатого вала, то реально добиться 0,003 мм эллипсности, конусности и взаимного биения шеек, что будет даже лучше, чем у нового вала. Однако блестящие «свежешлифованные» поверхности шеек не должны вводить в заблуждение грамотного механика-моториста — микропрофиль шлифованной поверхности весьма далек от идеала. Дело в том, что острые выступы микронеровностей способны некоторое время в начальный период эксплуатации двигателя изнашивать вкладыши, одновременно загрязняя систему смазки продуктами износа (масло будет быстро приобретать характерный серый цвет). Кроме того, что не менее неприятно, острые, с микрозаусенцами, края смазочных отверстий необратимо повреждают вкладыши, оставляя на них характерные борозды. Да и галтели с недопустимо грубой после шлифовки поверхностью — верный путь к усталостному разрушению вала.
Устранить микронеровности и загладить острые края смазочных отверстий нетрудно — необходима доводка шеек коленвала после шлифовки.
Существует два основных способа доводки шеек — суперфинишная обработка и полировка. Первый способ дает более качественную поверхность, но сложен, требует специального оборудования и чаще применяется в массовом производстве.
В ремонте доступнее и проще полировка. Ее делают вручную в несколько переходов — вначале с помощью мелкозернистой наждачной бумаги, вставляемой в специальные клещи-захваты, затем — абразивной пастой. При съеме не более 0,001 мм полировка позволяет практически полностью убрать микронеровности. Что, кстати, нетрудно проверить — достаточно провести по шейке медным предметом до и после полировки: в последнем случае на шейке не остается следа, даже если она выглядит не такой блестящей и красивой. И еще.
Иногда шейки вала «не проходят» в ближайший ремонтный размер — слишком велик их износ. В результате приходится значительно — до 0,1,0 мм (зависит от наличия соответствующих ремонтных вкладышей) занижать размер шейки.
Несмотря на опасения некоторых механиков о якобы срезаемом «твердом слое» и низком ресурсе отремонтированного вала, никаких неприятностей не наблюдаeтся. С одной стороны, валы после стандартной закалки токами высокой частоты (ТВЧ) имеют глубину упрочненного слоя до 1,0 мм. С другой — практика показала, что для надежной и долговечной работы вала более важна его геометрия и геометрия сопряженных деталей. А это зависит от квалификации механика-моториста, от точности шлифовального станка, на котором ремонтировали вал, но главное — от опыта и умения специалиста-шлифовщика, без которого рассчитывать на успешный ремонт коленчатого вала по меньшей мере наивно.
Балансировочные грузы подбираются для каждого коленввала
Выверка оси вращения коленчатого вала — ее делают сразу для пары шеек, расположенных на одной оси
Чтобы точно попасть в заданный размер, каждую шейку приходится контролировать несколько раз
Полировка шеек валов — заключительная и обязательная операция
Мотор Технологии — Санкт-Петербург © 2002-2021 тел. +7 (812) 388-08-55
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации пожалуйста, обращайтесь по телефону 812-3880855 или другими способами указанными вконтактах.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
🌟 Видео
Дефектовка коленчатых валовСкачать

ДЕФЕКТОВКА КОЛЕНВАЛА.Скачать
Шлифовка коленчатого вала - круглошлифовальный станокСкачать
Шлифовка коленчатого вала Kia HyundaiСкачать
Шлифовка коленчатых валов. Устройство станкаСкачать
Как проточить коленвал, в домашних условиях самомуСкачать
А вы знали как делают коленвал ? Изготовление коленвала в ГерманииСкачать
РЕМОНТ ШЕЙКИ КОЛЕНВАЛА: СВАРКА + ШЛИФОВКА. Минск. AvtoPro.byСкачать
НАПЫЛЕНИЕ КОЛЕНВАЛА. РЕМОНТ ШЕЙКИ.Скачать
Шлифовка шеек коленчатого валаСкачать
Как немцы делают огромные коленвалы.Скачать
Полировка коленвала своими руками без станковСкачать
Станок Saritas STH2200Скачать












