

Шлифовка валов или, в принципе, операция шлифования — это процедура обработки заготовки, которая заключается в применении режущего инструмента из абразивного материала. Поверхность после такой обработки представляет собой совокупность микроследов. Их оставляют абразивные зерна, имеющиеся на инструменте. Поверхность же готового изделия отличается минимальной шероховатостью.
- Описание шлифовального приспособления
- Общие виды шлифовки
- Шлифовка круглого типа
- Бесцентровое шлифование
- Станки для коленчатого вала
- Шлифовка рулевой рейки
- Заводские работы
- Шлифовка валов: техника выполнения, необходимые материалы и инструменты, пошаговая инструкция работы и советы специалистов
- Шлифовка коленчатого вала своими руками — технология ремонта
- Станки для коленчатого вала
- В каких случаях необходимо производить шлифовку коленвала?
- Причины, по которым возникает необходимость расточки
- Симптомы необходимости ремонта шеек коленчатого вала
- Шлифовка круглого типа
- Подробная инструкция
- Инструменты, станок
- Этапы
- Шлифовка коленвала в домашних условиях
- Шлифовка коленвала сам процесс
Описание шлифовального приспособления
Шлифовка валов проводится с применением шлифовального круга. Данный круг представляет собой тело пористого типа, состоящее из большого количества абразивных зерен. Эти зерна скрепляются между собой связкой. Кроме того, между данными зернами и связками располагаются поры. Сами по себе зерна изготовлены из очень прочного материала, а их количество достигает десятков или даже сотен тысяч.
Что касается рабочего профиля круга для шлифовки валов, то он состоит из режущих кромок зерен абразивного типа. Они располагаются на разном удалении от поверхности. Кроме того, процесс шлифовки — это процедура, во время которой снимается стружка. Из-за того что происходит снятие стружки в большом количестве, это приводит не только к измельчению материала, но и к значительному выделению тепла в зоне контакта. Именно по этой причине данная операция осуществляется лишь при наличии постоянного поступления большого количество смазочно-охлаждающих веществ.

Общие виды шлифовки
На сегодняшний день выделяется три основных вида шлифования валов — это тонкое, предварительное, чистовое. При применении предварительного типа шлифовки удается достичь точности 8-9 по квалитету. Что касается второго важного фактора — шероховатости, то она составляет от 0,4 до 6,3 мкм. Проводить шлифовку валов чистового типа можно только после того, как заготовка пройдет термическую обработку. Такая процедура позволяет увеличить точность до 6-7 по квалитету и уменьшить шероховатость до 0,2-3,2 мкм. Наиболее точный метод — это тонкое шлифование, которое позволяет достичь шероховатости в 0,025-0,1 мкм. Процесс также делится на два вида — это круглое и бесцентровое.

Шлифовка круглого типа
Станок для шлифовки шеек коленчатого вала или для любых других изделий круглого и цилиндрического типа выполняется на круглошлифовальных станках. При этом заготовка будет монтироваться в центре, в патроне или цанге устройства. На сегодняшний день различают два основных вида выполнения круглого шлифования — это продольная подача и метод врезания.
Что касается первого типа, то это процедура, которая проходит при помощи возвратно-поступательных перемещений. В данном случае перемещается деталь относительно шлифовального круга.
Шлифовка методом врезания осуществляется кругом, ширина которого должна быть больше, чем длина участка, который необходимо обработать. В таком случае круг будет иметь подачу лишь поперечного типа. Если использовать фасонный круг, то можно обрабатывать несколько деталей одновременно. Так как данный метод является более производительным, чем с продольной подачей, то его применяют гораздо чаще на крупносерийных и массовых производствах.

Бесцентровое шлифование
Данная операция осуществляется на станках бесцентрово-шлифовального типа. В данном случае используются также способы продольной подачи и врезания.
Что касается операции с продольной подачей, то она используется для обработки гладких валов. Процедура врезания применяется для обработки валов, имеющих буртик. Данным способом можно обрабатывать детали, которые характеризуются конической поверхностью. Для этого обычно применяется ведущий круг, заправленный на конус.
Стоит добавить, что при использовании метода резания круг постепенно теряет форму и режущую способность. Довольно часто это называют засаливанием круга. Для того чтобы вернуть круг в первоначальное состояние и тем самым вернуть его эксплуатационные характеристики на прежний уровень, используется процедура правки. Данная процедура осуществляется алмазами в оправах, алмазными карандашами и т.д. Сам по себе процесс правки не влияет на шлифовку, но если провести его некачественно, то характеристики круга ухудшатся, а значит, он будет хуже проводить операцию.

Станки для коленчатого вала
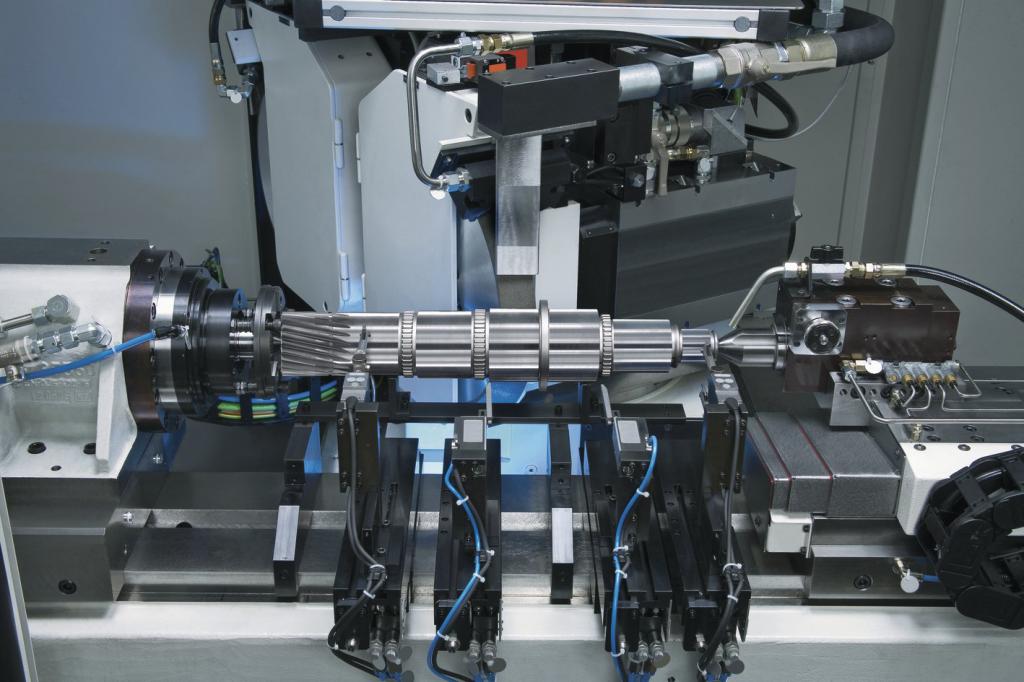
На сегодняшний день хорошим решением будет использовать станок для шлифовки коленчатых валов AMC-SCHOU.
Данное оборудование изготавливается из сверхпрочных отливок. Устройство обладает гидравлическим подводом круга, а также фиксирующими штифтами. Отличительная особенность прибора заключается в достаточно быстром регулировании подачи круга, которое осуществляется без обратной реакции.
Основная процедура, которая требуется при ремонте коленвала — это шлифовка. Данная операция позволяет исправить геометрию устройства, исправить сколы, повысить ресурс двигателя, а также снизить риск появления новых проблем.
Шлифовка шеек коленчатого вала в настоящее время позволяет устранять задиры и износы. Сам по себе процесс шлифовки данного приспособления — это опция, которая требует наличия специального станочного оборудования, а также высоких навыков специалиста.
Шлифовка рулевой рейки
Шлифовка рулевого вала — это также достаточно распространенная операция. Специалисты рекомендуют применять ее лишь в том случае, если ржавчина на приспособлении поверхностного типа. Кроме того, максимальное уменьшение диаметра допускается не более 0,1 мм. В том случае, если коррозия считается глубокой, то допускается стачивание детали на 0,5 мм, не более. Если шлифовка происходит самостоятельно, то очень важно, чтобы рабочая зона вала была идеально отшлифована. Чаще всего при ручной обработке для этого используется наждачная бумага. Обычно обработка начинается при использовании очень грубой бумаги Р80. Далее зернистость уменьшается, а для финальной обработки вовсе используется наиболее мелкая наждачная бумага.

Заводские работы
Что касается шлифовки вала рулевой рейки в мастерской или на производстве, то для этого используется специальный станок, которым должен управлять опытный токарь. При этом важно знать, что во время работы необходимо постоянно контролировать отклонение формы. Оно должно идти в соответствии с нормативными документами. Прежде чем начать ремонт, необходимо провести визуальный осмотр детали, чтобы сделать вывод о целесообразности проведения шлифовки вала.
На сегодняшний день достаточно важным аспектом процедуры стала ее стоимость. Она зависит от таких факторов, как тип штока, объем работы и толщины корродированного слоя. Основным преимуществом шлифовки силовых валов реек в мастерских стало то, что у них имеются стенды для проверки работоспособности изделия. Если появляются какие-либо недочеты, то есть возможность их моментального устранения.
Шлифовка валов: техника выполнения, необходимые материалы и инструменты, пошаговая инструкция работы и советы специалистов
Эта статья о шлифовке коленвала будет полезна не только автовладельцам, но и владельцам мотоциклов с коленчатыми валами на подшипниках скольжения.
Шлифовка коленчатого вала (а точнее его шеек, как коренных, так и шатунных) может потребоваться после определённого пробега любого двигателя и она позволяет восстановить правильную и нужную геометрию изношенных шеек коленчатого вала, как шатунных, так и коренных. В этой статье мы рассмотрим для чего нужна такая операция как шлифовка коленчатого вала, как она производится и когда необходимо шлифовать шейки коленвала, а так же другие нюансы по восстановлению коленчатого вала.
Читайте также: Повышенная частота вращения коленчатого вала двигателя это
Разумеется те автовладельцы, которые имеют поблизости грамотную мастерскую, могут просто отдать свой автомобиль на ремонт автомеханикам. Тем более, что для осуществления шлифовки коленчатого вала требуется специальный шлифовальный станок. Ну а тем водителям кто живёт в глубинке и не имеет ремонтной мастерской поблизости, можно будет благодаря этой статье самостоятельно снять коленчатый вал и произвести его дефектовку.
Ну и после шлифовки коленвала на каком то заводе, они смогут проконтролировать размеры самостоятельно и собрать мотор с новыми вкладышами. Впрочем и водителям имеющим поблизости автосервис (или начинающим авторемонтникам), надеюсь эта статья будет полезна.
О восстановлении коленчатых валов (кривошипов), имеющих подшипники качения, вместо подшипников скольжения (вкладышей), я уже писал и желающие могут почитать об этом вот тут. А в этой статье мы рассмотрим как восстанавливают с помощью шлифовки шейки коленчатого вала, которые рассчитаны на подшипники скольжения.
Необходимость шлифовки шеек коленвала возникает от постепенного их износа, от которого коренные и шатунные шейки становятся овальными и их диаметр становится немного меньше, и вкладышей тоже. От этого зазоры в подшипниках скольжения увеличиваются и давление масла падает ниже необходимой нормы (как проверить точное давление масла читаем тут). Также давление масла падает и от износа распределительного вала и его постелей (о ремонте постелей распредвала описано вот тут).
Следует учесть, что падение давления масла может быть и от износа масляного насоса, или от износа сопряжения редукционного клапана и это следует учитывать и сначала устранить неисправности в них, перед тем как разбирать двигатель и вынимать коленчатый вал для шлифовки.
Кроме падения давления масла, ещё от износа шеек и вкладышей возникают стуки и ударные нагрузки при работе двигателя, так как зазоры между изношенными шейками и вкладышами увеличены больше нормы (нормы зазоров будут описаны ниже). Обычно стук шатунных подшипников резче стука коренных и он прослушивается на холостых оборотах мотора — при резкой подаче газа. А подшипник какого шатуна стучит, легко определить, если поочерёдно отключать свечи зажигания (или форсунки на дизельном двигателе).
Стук коренных подшипников коленвала обычно глухого тона, металлический. Тоже обнаруживается при резкой подаче газа на холостом ходу. Частота стука увеличивается с повышением оборотов коленвала. Чрезмерный осевой зазор коленвала вызывает более резкий стук с неравномерными промежутками, которые особо заметны при плавном увеличении (или уменьшении) оборотов двигателя.
Разумеется ездить с изношенным (застучавшим) коленвалом нельзя и при появлении стуков или при падении давления масла (ну или при проведении планового капитального ремонта двигателя) следует ремонтировать коленчатый вал с помощью шлифовки и подбора новых вкладышей, что и будет описано ниже.
Проверка геометрии шеек перед шлифовкой коленвала.
Разобрав двигатель (подробно о разборке мотора вот тут) и вынув коленчатый вал, его следует внимательно осмотреть. Трещины в любом месте коленвала недопустимы, а на поверхностях, которые облегают кромки сальников, не должно быть забоин, царапин или рисок.
Ниже будут описаны проверка и допуски для исправного коленвала и разумеется у изношенного коленвала (с изношенными шейками) биение будет больше, чем описано ниже, так как шейки как правило изнашиваются в виде овала и это значит следует произвести шлифовку коленвала.
Но нормы допусков следует знать и стремиться к ним. К тому же знание допусков на биение и методы проверки, поможет любому автовладельцу проконтролировать коленвал после того, как они заберут его из шлифовального цеха.
Осмотрев коленвал и убедившись в отсутствии дефектов, описанных выше, устанавливаем его на две призмы (крайними коренными шейками — см. фото слева) и с помощью индикатора часового типа (выставив индикатор на ноль и прикладывая носик индикатора к поверхностям шеек) проверяем биение — допустимые биения показаны на рисунке 1 ниже.
- Биение посадочной поверхности под ведущую шестерню масляного насоса и биение коренных шеек коленвала не должно превышать 0,03 мм (чем меньше, тем лучше).
- Биение посадочной поверхности под маховик не должно превышать 0,04 мм (чем меньше, тем лучше).
- Биение посадочной поверхности под шкивы и поверхностей, по которым трутся кромки сальников не должно превышать 0,05 мм.
Далее измеряем с помощью микрометра диаметры коренных и шатунных шеек коленвала (измеряем микрометром крест-накрест, чтобы выявить и овальность). Шейки коленвала следует шлифовать, если их износ более 0,03 мм, или овальность более 0,03 мм., а также если на шейках имеются риски или задиры.
Шлифуем шейки коленвала с уменьшением диаметра разумеется до ближайшего ремонтного размера (смотрим ремонтные размеры на рисунке 2, на примере коленвала ВАЗ 2108, 09). Ведь предусмотрена возможность перешлифовки шеек коленвала с уменьшением диаметра на 0,25; 0,5; 0,75;, 1 мм — это на большинстве двигателей, как отечественных, так и иномарок.
Так как ремонтные вкладыши изготавливают увеличенной толщины, под шейки коленвала, которые шлифованы и уменьшены по диаметру на 0,25; 0,5; 0,75; и 1 мм.
При шлифовании добиваемся выдерживания размеров до ближайшего ремонтного размера (уменьшенного диаметра шейки на 0,25 мм). При этом овальность и конусность коренных и шатунных шеек после шлифовки коленвала не должны превышать 0,005 мм. Это конечно же зависит от точности шлифовального станка, но эти допуски на конусность и овальность шеек следует учитывать при обработке, иначе смысла ремонта не будет.
А смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после их шлифовки должны быть в пределах ±0,35 мм — см. рисунок 1. Для проверки устанавливаем коленвал крайними коренными шейками на две призмы и выставляем коленвал так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек.
Далее индикатором проверяем смещение в вертикальном направлении шатунных шеек второго, третьего и четвёртого цилиндров, относительно шатунной шейки первого цилиндра.
Шлифовка коленвала — сам процесс.
Разумеется для шлифовки шеек необходим специальный круглошлифовальный станок, который имеется в специализированных мастерских. Технологию шлифовки шеек коленвала нет смысла описывать, так как сам процесс более понятен на видео чуть ниже. Перед шлифовкой самое ответственное — это выставить коленвал правильно, постукивая по нему и проверяя индикатором.
При шлифовании главное — это выдерживание размеров галтелей шеек (на примере вазовского коленвала на рисунке 2 ниже), чтобы получить правильный рабочий зазор между шейками и ремонтными вкладышами. Ну и разумеется не выйти за пределы допусков по овальности, конусности и смещения шеек, которые были описаны выше.
Шлифовка коленчатого вала своими руками — технология ремонта
Со временем эксплуатации транспортного средства любой его узел или агрегат будет нуждаться в ремонте. Многие автомобилисты сталкиваются с таким вопросом, как шлифовка коленвала, в результате износа рабочих поверхностей всевозможных подшипников. Именно технологическому процессу восстановления коленчатых валов и посвящен этот материал.
Станки для коленчатого вала
На сегодняшний день хорошим решением будет использовать станок для шлифовки коленчатых валов AMC-SCHOU.
Читайте также: Как снять шкив с вала стиральной машины автомат
Данное оборудование изготавливается из сверхпрочных отливок. Устройство обладает гидравлическим подводом круга, а также фиксирующими штифтами. Отличительная особенность прибора заключается в достаточно быстром регулировании подачи круга, которое осуществляется без обратной реакции.
Основная процедура, которая требуется при ремонте коленвала — это шлифовка. Данная операция позволяет исправить геометрию устройства, исправить сколы, повысить ресурс двигателя, а также снизить риск появления новых проблем.
Шлифовка шеек коленчатого вала в настоящее время позволяет устранять задиры и износы. Сам по себе процесс шлифовки данного приспособления — это опция, которая требует наличия специального станочного оборудования, а также высоких навыков специалиста.
В каких случаях необходимо производить шлифовку коленвала?
Коленчатый шкив представляет собой довольно сложный по конструкции и функционированию элемент двигателя. Его предназначение заключается в преобразовании возвратно-поступательных движений поршней в крутящий момент. Если объяснить в двух словах, то коленвал позволяет транспортному средству двигаться, без него невозможна работа ни одного двигателя.
Коленчатый вал двигателя
Перед тем, как рассказать, что такое расточка коленвала, разберемся, что же влияет на его износ:
- В блоке двигателя коленчатый монтируется в нижней части как минимум на пяти подшипниках (коренных). Кроме того, здесь находится и некоторое количество шатунных подшипников (в зависимости от числа цилиндров). Необходимость расточки компонента возникает в результате износа шатунных или коренных элементов.
- Также на это влияют и шатуны, которые связаны с поршнями. Они монтируются к эксцентрическим кольцам при помощи подшипников скольжения.
- Если автомобиль долгое время эксплуатируется без обслуживания колец и так называемых вкладышей, в системе значительно снижается уровень давление смазывающей жидкости. От этого из строя может выйти даже двигатель.
Именно в таких случаях, если вы не хотите приобретать вышедшие из строя компоненты, осуществляется расточка коленвала, то есть процесс восстановления его работоспособности. Профессионалы в этой отрасли давно знают, что конструкция коренных и шатунных элементов скольжения коленчатого шкива осуществляется с использованием сменных вкладышей. В том случае, когда их износ достигает критических пределов, приходится разбирать двигатель и монтировать новые компоненты.
Причины, по которым возникает необходимость расточки
На самом деле причины, по которым осуществляется процесс восстановления и шлифовка коленвала, очень банальны. И связаны они исключительно с эксплуатацией транспортного средства.
Причины необходимости восстановления следующие:
- Если вы регулярно используете низкокачественную смазывающую жидкость. Смазка низкого качества напрямую влияет на износ всех компонентов.
- Если вы меняете моторную жидкость гораздо реже, не соблюдая срок замены. В том числе речь идет и о фильтрующих элементах. В добавок к этому, если масло низкокачественное, то необходимость расточки наступит гораздо раньше.
- Еще один недостаток в эксплуатации — это недостаточный прогрев мотора перед началом езды. Особенно это касается эксплуатации транспортного средства в зимнее время года. В этом случае машину нужно как следует прогревать.
- Если транспортное средство регулярно используется в режиме повышенных нагрузок.
- Если в двигатель внутреннего сгорания каким-то образом попадает влага.
- В том случае, если произошел повышенный износ посадочных мест, поскольку сопрягаемые элементы ДВС изначально были низкокачественными. Либо же при эксплуатации авто был нарушен режим их термической обработки.
Симптомы необходимости ремонта шеек коленчатого вала
Итак, при каких симптомах возникает необходимость восстановления узла и ремонта шеек.
Это обычно происходит при проявлении следующих дефектов:
- Если при демонтаже узла вы заметили, что на трущихся поверхностях образовались царапины в результате механического воздействия.
- Если значительно увеличились допустимые размеры зазоров, это также является недостатком.
- Если на поверхности шеек образовались кольцевые риски.
- Если произошел перегрев двигателя, при это заклинили или расплавились вкладыши.
Шлифовка круглого типа
Станок для шлифовки шеек коленчатого вала или для любых других изделий круглого и цилиндрического типа выполняется на круглошлифовальных станках. При этом заготовка будет монтироваться в центре, в патроне или цанге устройства. На сегодняшний день различают два основных вида выполнения круглого шлифования — это продольная подача и метод врезания.
Что касается первого типа, то это процедура, которая проходит при помощи возвратно-поступательных перемещений. В данном случае перемещается деталь относительно шлифовального круга.
Шлифовка методом врезания осуществляется кругом, ширина которого должна быть больше, чем длина участка, который необходимо обработать. В таком случае круг будет иметь подачу лишь поперечного типа. Если использовать фасонный круг, то можно обрабатывать несколько деталей одновременно. Так как данный метод является более производительным, чем с продольной подачей, то его применяют гораздо чаще на крупносерийных и массовых производствах.
Подробная инструкция
С причинами и симптомами необходимости восстановления мы разобрались. Где расточить коленвал и сколько это стоит? Именно такой вопрос приходит в голову каждому владельцу транспортного средства, столкнувшегося с необходимостью ремонта узла. Ответ прост — коленчатый шкив вполне можно расточить в домашних условиях, разумеется, при наличии необходимого оборудования (станка), инструментов и определенных знаний.
Произвести такую процедуру в гараже практически невозможно, поскольку для этого нужен специальный станок.
Но вы должны максимально понимать эту тему, поскольку изучить техническую литературу и посмотреть один раз, как это делает специалист, будет крайне недостаточно. Как минимум, нужно иметь соответствующий опыт. Итак, как происходит расточка — весь технологический процесс с подробным описанием предоставлен ниже.
Инструменты, станок
- Первое, что вам потребуется для восстановления узла — это специализированный станок. Учтите, что без него работа будет невозможной, станок — это самое важное.
- Набор гаечных ключей.
Этапы
- Итак, перейдем к технологическому процессу. В первую очередь необходимо будет демонтировать с мотора все навесное оборудование. В данном случае нужно также снять сцепление с маховиком, а также КПП. Слейте все расходный материалы (моторную жидкость, антифриз) из систем. Подождите какое-то время, пока полностью не сольется все масло. Используйте весь необходимый для этого инструмент.
- После того, как демонтировано все навесное оборудование, мотор следует вытащить из подкапотного пространства. Разумеется, самому справиться с этой задачей у вас вряд ли получится, поэтому заранее позаботьтесь о том, чтобы у вас был помощник.
- Далее, необходимо вскрыть поддон двигателя. После этого можно открутить крышки шатунных и коренных подшипников. Используйте для этого весь необходимый инструмент. Когда крышки откручены, их можно демонтировать вместе с вкладышами, а сам коленчатый шкив для восстановления следует извлечь.
- Следующим этапом процесса восстановления коленчатого вала будет полная прочистка. Это делается перед тем, как осуществлять его расточку. Очистка элемента должна быть наиболее эффективной, поскольку этот шаг является очень важным во всем процессе.
- Как правило, сам процесс шлифовки начинается с работы с шатунными шейками. Чтобы осуществить эту процедуру, коленчатый вал необходимо установить на специализированный станок. Как вы можете увидеть на фото, такой станок вы вряд ли сможете взять в прокат, поэтому данная процедура возможна только в специализированных автосервисах или на производстве. Шатунные шейки необходимо правильно отшлифовать, соблюдая технологию (сначала измеряется самая изношенная шейка, чтобы определить размеры, до которых необходимо осуществлять расточку). Если ошибиться в этом вопросе, последствия могут быть необратимыми вплоть до того, что потребуется замена компонента.
- Когда этот шаг завершен, на станке необходимо осуществить балансировку. После балансировки при помощи стоек с индикатором элементы должны находиться в таком виде, чтобы ось шеек не совпадала, их следует выставить по оси вращения. Это условие является обязательным, поэтому также обратите на это внимание. Таким образом при балансировке наружная поверхность шеек стачивается до нужных габаритов.
- И только потом, когда выполнены все приведенные выше действия и узел установлен на станок, можно приступать к самому процессу шлифовки коленчатого шкива. Вам необходимо правильно его отшлифовать, после чего коленчатый вал промывается. Промывка должна осуществляться очень качественно, особое внимание необходимо уделять смазочным каналам.
- После всех этих этапов наступает черед коренных шеек. Как и в предыдущем случае, начать необходимо с той шейки, которая изношена больше остальных. Таким образом определяется их ремонтный размер. Все остальные шейки подгоняются под эти габариты.
- Затем, когда все этапы процесса завершены, вам следует осуществить проверку правильности формы узла. Сравнивать со стандартами бессмысленно, иначе в чем смысл шлифовки. Но все размеры должны соответствовать друг другу и быть пропорциональны. Некоторые осуществляют расточку коленвала с напылением, такой шаг позволяет увеличить ресурс эксплуатации узла. Однако, напыление не является обязательным условием, поэтому мы обойдемся без него.
Читайте также: Карданчик рулевого вала бмв е39
Когда все работы завершены, необходимо произвести полную прочистку узла от продуктов износа, то есть металлической стружки и прочего мусора. Далее, узел необходимо смазать, затем собираются все компоненты механизма. Полученный узел монтируется обратно в двигатель. Вся сборка происходит в обратной последовательности.
Шлифовка коленвала в домашних условиях
Всем привет! Подготавливаю все для сборки мотора.
Решил покрасить блок т.к. та сторона которая под выхлопным коллектором вся облезла. Ржавчину пришлось долго и упорно чистить щеткой, камнем, отбивать маленьким зубилом, наждачным кругом и пригодился даже «типа дремель» с маленьким круглым камушком (очень хорошо чистит в труднодоступных местах). Затем преобразователь ржавчины,
мет. щетка и покраска термостойкой краской.
Краска кремнийорганическая для печей и пр. 800 градусов. Хотел черную, но черной не было.
Грязная работенка. Отмыл блок и гильзы. Промыл маслонасос износа почти нет зазоры по шестерня корпус 0.05 (не более 0,2-0,25), между зубьями шестерен 0.2, (не более 0,25-0,3). На зубьях шестерен видны множественные задиры от абразива. Не думал, что шестерни такие мягкие. В перспективе не помешало бы заменить. По оси выработки нет поэтому не измерял (не более 0.1).
Отполировал шейки коленвала. Из куска войлока сделал кольцо. Кольцо бегает по кругу. Приводится в движение шлифмашинкой.
1.Какой успокоитель/натяжитель цепи считать изношенным?
Кто нибудь держал в руках коленвал от среднеразмерного двигателя автомобиля? Не берем маленькие смешные микролитражки с моторчиками от садового триммера, а говорим о среднем классе автомобилей, ну например, типа Соляриса или Мазды-6? И как вы думаете, сколько весит такая железяка?
Так вот к чему. Практически каждый двигатель, подвергающийся косметическому ремонту, и разбираемый при этом до винтика, требует восстановления рабочих поверхностей шеек коленчатого вала — я еще не встречал практически ни одного мотора, имеющего средний пробег более ста тысяч км и не имеющего рисок или задиров на рабочей поверхности шеек коленчатого вала. И по этому поверхность шеек если и не нужно протачивать под следующий ремонтный размер, то уж шлифовать «под чистую» нужно обязательно. И для этого коленчатый вал необходимо отвезти в специализированную мастерскую, где его установят в специальный станок и произведут прошлифовку поверхностей шеек, упорных полуколец и зоны работы сальников. Оборудование для расточки и шлифовки валов достаточно громоздкое и дорогостоящее, по этому иметь его в каждом сервисе нецелесообразно, но и возить постоянно в спец. мастерскую тяжелые валы неохота.
Для таких целей (восстановительная шлифовка поверхностей шеек и рабочих зон коленвалов) было придумано и изготовлено мобильное (ручное) оборудование, которому нашлось применение и в других отраслях, где необходимо обработать (отшлифовать) выпуклые или цилиндрические поверхности деталей из различного материала — как металла, так и пластика, керамики, камня.
В нашем же случае (автосервиса) необходимость иметь такое устройство было продиктована четко определенной задачей — постоянно таскать в другие мастерские (на мех. завод) коленчатые валы от находящихся в ремонте двигателей и неудобно (напоминаю о том, что весят эти железки немало, и тем тяжелее, чем больше по объему двигатель. А если в ремонте находится двигатель даже легкого грузовика, то удовольствие тут ниже среднего); и еще одна причина — потеря времени на обработку, да и денег отдавать за то, что можно сделать самостоятельно, тоже неохота. Ну так и вот.. был изготовлен универсальный по сути и оптимальный при работе инструмент — ручная ленточная шлифовальная машина сабельного типа. Практически из подручных материалов сварена металлоконструкция, напоминающая смычек, на которой были закреплены два ролика с «ложбинкой» на рабочей поверхности (с бортиками), один из которых сидел на жесткой оси, приваренной к «смычку», а второй — подвижный, с помощью которого можно натягивать установленную шлифовальную ленту. Приводит в движение ленту третий ролик, смонтированный на валу «болгарки» (углошлифовальной машинки), так же имеющего боковые ограничительные бортики. Электродвигатель машинки имеет ручку плавной регулировку скорости вращения, позволяющую изменять скорость движения ленты.
Шлифовка коленвала сам процесс
Разумеется для шлифовки шеек необходим специальный круглошлифовальный станок, который имеется в специализированных мастерских. Технологию шлифовки шеек коленвала нет смысла описывать, так как сам процесс более понятен на видео чуть ниже. Перед шлифовкой самое ответственное это выставить коленвал правильно, постукивая по нему и проверяя индикатором.
ЦЕНА
Хотелось бы более подробно остановиться на вопросе, а во сколько же встанет качественная шлифовка коленвала. Цена очень сильно изменяется в зависимости от марки автомобиля и установленного двигателя. Чем больше цилиндров, тем больше придется заплатить. Отечественный ВАЗ отремонтировать дешевле всего, а двигатели V8 — крайне дорого. Расценки на одну лишь шлифовку могут изменяться от 2000 рублей и до 15 000, а в некоторых случаях и выше.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала