
Шлицевое соединение образуют выступы (зубья) на валу (рис. 1, 2, 3) , входящие в соответствующие впадины (шлицы) в ступице.
Рабочими поверхностями являются боковые стороны выступов.
Выступы на валу выполняют фрезерованием, строганием или накатыванием в холодном состоянии профильными роликами по методу продольной накатки. Впадины в отверстии ступицы изготовляют протягиванием или долблением.
Условно можно представить шлицевое соединение, как многошпоночное соединение, у которого шпонки выполнены как одно целое с валом.
Основное назначение шлицевых соединений — передача вращающего момента между валом и ступицей. При этом ступица может быть закреплена на колесе, фланце, шкиве, ролике или другом валу (карданный вал) .
Шлицевые соединения стандартизованы и широко распространены в машиностроении.

Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения (шлицевое соединение образуют две детали, шпоночное – три) .
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке) .
- Большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для эвольвентных шлицев.
- Меньшая длина ступицы и меньшие радиальные зазоры.
- Большая надежность при динамических нагрузках.
Недостатки шлицевых соединений — более сложная технология изготовления (зубофрезерование, протягивание, шлифование) , а следовательно, более высокая стоимость.
Классификация шлицевых соединений
Шлицевые соединения различают:
- по характеру соединения — неподвижные для закрепления детали на валу; подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач; шпинделя сверлильного станка, карданного вала автомобиля) ;
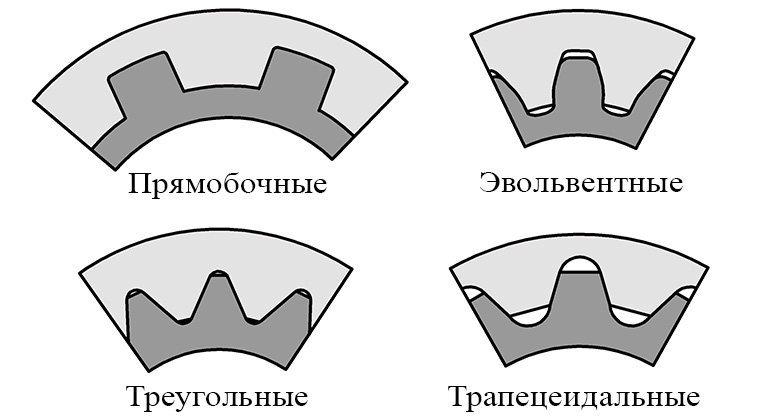
- по форме выступов — прямобочные, эвольвентные, треугольные.
Шлицевые соединения с прямобочным профилем
Соединения с прямобочным профилем (рис. 1,а) применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
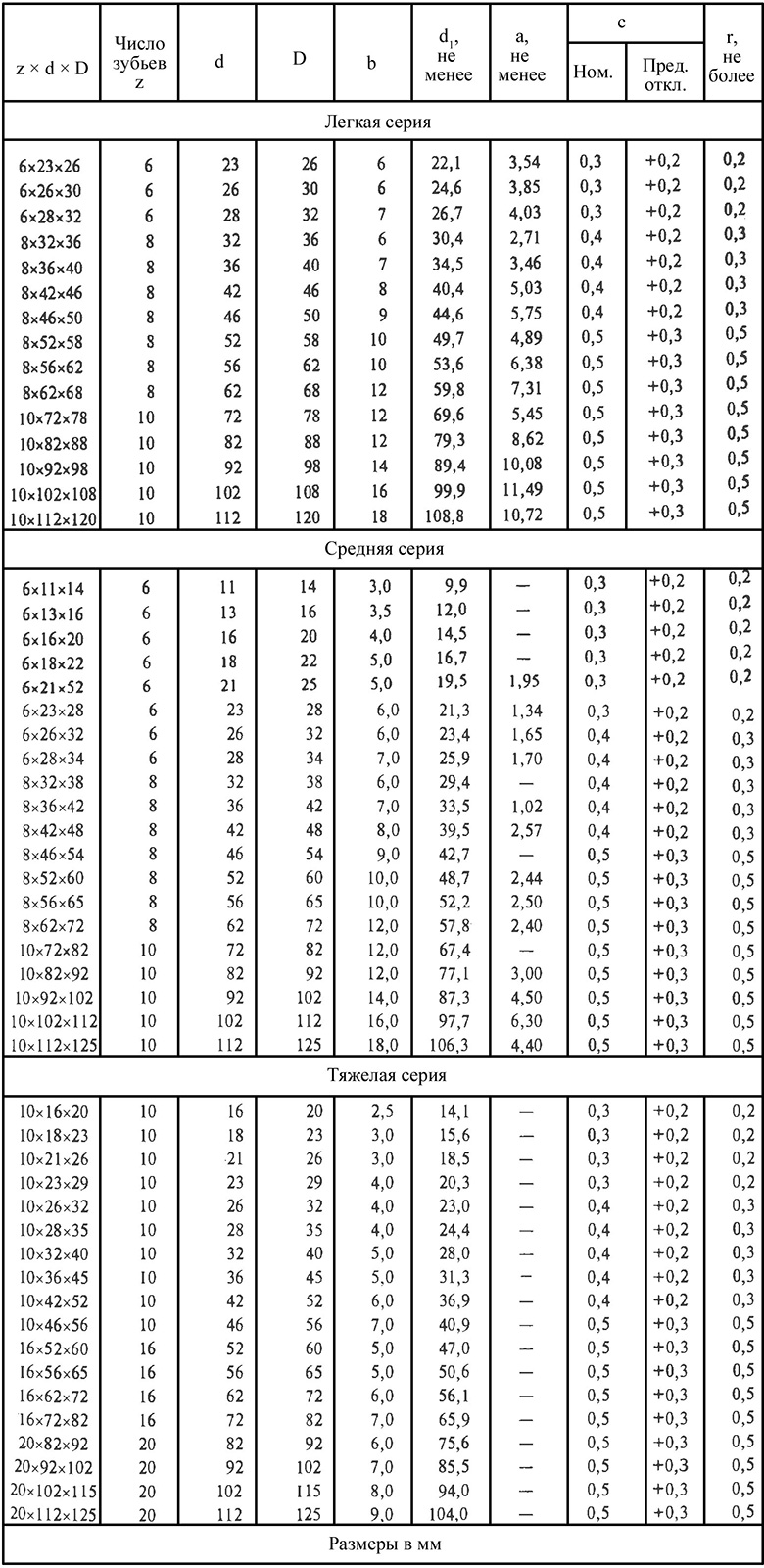
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом z выступов. Тяжелая серия имеет более высокие выступы с большим их числом; рекомендуется для передачи больших вращающих моментов.
Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D , внутреннему d диаметрам или боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, от твердости ступицы и вала. Первые два способа обеспечивают наиболее точное центрирование.
Зазор в контакте поверхностей: центрирующих — практически отсутствует, не центрирующих — значительный.

Центрирование по наружному диаметру D (рис. 2,а) . В этом случае точность обработки сопрягаемых поверхностей обеспечивают: в отверстии — протягиванием, на валу – шлифованием. По диаметру D обеспечивают сопряжение по одной из переходных посадок.
По внутреннему диаметру d между деталями существует зазор.
При передаче вращающего момента на рабочих боковых сторонах действуют напряжения смятия σсм .
В соответствии с технологией обработки центрирующей поверхности в отверстии (протягивание) центрирование по наружному диаметру может быть применено при невысокой твердости ступицы (≤ 350 НВ) .
Центрирование по внутреннему диаметру d (рис. 2,б) .
Применяют при высокой твердости ступицы ( ≤ 45 HRC) , например, после ее закалки, когда затруднена калибровка ступицы протяжкой или дорном.
Точность обработки сопрягаемых поверхностей обеспечивают: в отверстии — шлифованием на внутришлифовальном станке, на валу — шлифованием впадины профилированными кругами, в соответствии с чем предусматривают канавки для выхода шлифовального круга.
Читайте также: Частотный преобразователь для компрессора что это такое
По центрирующему диаметру d обеспечивают сопряжение по переходной посадке. Размер h площадки контакта определяют так же, как и при центрировании по наружному диаметру.
Центрирование по D или d применяют в соединениях, требующих высокой соосности вала и ступицы (при установке на валы зубчатых или червячных колес в коробках передач автомобилей, в станках, редукторах; а также при установке шкивов, звездочек, полумуфт на входных и выходных концах валов) .
Центрирование по боковым поверхностям b (рис. 2,в) . В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
Шлицевые соединения с эвольвентным профилем
Соединения с эвольвентным профилем (рис. 1,б) применяют в неподвижных и подвижных соединениях. Боковая поверхность выступа очерчена по эвольвенте (как профиль зубьев зубчатых колес) .
Эвольвентный профиль отличается от прямобочного повышенной прочностью в связи с утолщением выступа к основанию и плавным переходом в основании.
Соединения обеспечивают высокую точность центрирования; они стандартизованы — за номинальный диаметр соединения принят наружный диаметр D .
По сравнению с прямобочным, соединение с эвольвентным профилем характеризует большая нагрузочная способность вследствие большей площади контакта, большего количества зубьев и их повышенной прочности. Применяют для передачи больших вращающих моментов. Шлицевые соединения с эвольвентным профилем шлицев считаются наиболее перспективными.
Применяют центрирование по боковым поверхностям S зубьев, реже — по наружному диаметру D .
Шлицевые соединения с треугольным профилем
Соединения с треугольным профилем (рис. 1,в) изготовляют по отраслевым нормалям. Применяют в неподвижных соединениях. Имеют большое число мелких выступов–зубьев ( z = 20. 70; т = 0,2. 1,5мм) . Угол β профиля зуба ступицы составляет 30°, 36° или 45°. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а также в соединениях торсионных валов, стальных валов со ступицами из легких сплавов, в приводах управления (например, привод стеклоочистителя автомобиля) .
Соединения с треугольным профилем применяют также при необходимости малых относительных регулировочных поворотов деталей. Шлицевые валы и ступицы изготовляют из среднеуглеродистых и легированных сталей с временным сопротивлением σв > 500МПа .
Материалы и допускаемые напряжения смятия
Шлицевые валы и ступицы изготовляют из среднеуглеродистых и легированных сталей с временным сопротивлением σв > 500 Н/мм 2 (МПа).
В Таблице 1 приведены значения [σ]см , принятые с учетом опыта эксплуатации при длительном сроке службы. Большие значения [σ]см принимают при легких режимах работы, когда соединение большую часть времени нагружено моментами, значительно меньшими максимально длительно действующего вращающего момента.
Таблица 1 . Допускаемые напряжения смятия при средних условиях эксплуатации
Статьи
Шлицевая карданного вала
Кардан, как известно, используется для передачи крутящего момента от КПП к раздаточной или на редуктор. В процессе передвижения, вследствие неровностей дороги расстояние между фланцем одного узла и фланцем другого может меняться. И если длина «связующего звена» будет неизменной, то начнутся проблемы с проворачиванием и непомерно возрастет воздействие на резьбовые крепежи. Поэтому в стандартно-привычную, но подходящую лишь для стационарных объектов, систему «фланец-вилка, шарнир, труба» был добавлен дополнительный «член команды» – втулка шлицевая карданного вала.
Читайте также: Компрессор воздушный quattro elementi km 50 260
Зачем шлицы кардану
В принципе, это не обязательно будет втулка, вполне может быть и шлицевой наконечник, а на ряде автомобилей могут быть реализованы оба варианта. Но давайте обо всем по порядку…
Вилка на одной стороне кардана запрессована и приварена. На другой она сделана подвижной, то есть, может смещаться по оси, в определенных пределах изменяя его длину. Но если это будут просто две трубы (вала), надетые друг на друга, то ни о какой передаче вращения речи быть не может – хвостовик будет проворачиваться без толку.
Поэтому, в противоположный от статичной вилки конец запрессовывается и приваривается отрезок трубы с нарезанными внутри шлицами. А хвостовик скользящей вилки имеет соответствующие шлицы по наружному краю, благодаря чему она может двигаться вдоль, но при вращении идет зацепление. «Зеркальная» конструкция, когда на кардан-вал ставят наконечник с шлицами-выступами, а вилку оснащают втулкой-трубой со шлицевой нарезкой, действует по той же схеме.
Необходимый зазор в шлицах, большие нагрузки, широкая амплитуда скоростей, грязь и истирание – причин для повреждений комплектующих предостаточно. Так что игнорировать техосмотры и их периодичность не рекомендуем. Но стоит учесть, что в спокойном положении шлицевое закрыто, и визуально определить неисправность очень трудно.
Не ленитесь, залезьте под машину, и взявшись за составляющие, попробуйте прокрутить их в разные стороны – наличие люфта или, наоборот, слишком жесткое крепление, это серьезный повод взглянуть на детали внимательнее. Понять, что с ним что-то не так, можно и по характерному стуку, который слышится при начале движения, остановке и при переключении скоростей.
Другое дело, что явные признаки обычно свидетельствуют о свершившемся факте и необходимости радикальных мер. А вот вовремя отреагировав на ранней стадии и предприняв соответствующие действия можно на какое-то время заставить поработать и старый, но уже проверенный кардан. Главное не переборщить с длительностью – использование некондиционного узла по определению опасно.

Ремонты и замены
До недавнего времени ремонт соединения восстановлением шлицов выполнялся только в отдельных случаях, когда это позволяла ситуация, например на слабонагруженных участках и при условии небольшого процента поврежденной «нарезки». Выглядело это как наплавка стального сплава с последующим прорезанием и шлифовкой. Долговечность таких шлицев достаточно сомнительна, но в последние годы все чаще говорят об использовании специальных металлополимеров, мол, в этом случае результат гораздо прочнее.
Классический вариант ремонта, практиковавшийся в СССР в связи с высокой степенью «дефицитности» изделий, а также ради экономии, проводился более радикально:
— кардан разбирали и подвижную часть выбрасывали;
— срезалась втулка шлицевая карданного вала;
Читайте также: Если в компрессоре кондиционера стружка что делать
— подбирали (а то и делали в кустарных условиях) новую рабочую пару;
— наваривали новый наконечник, собирали и балансировали узел.
Если об экономической обоснованности такого ремонта еще можно поспорить, то трудозатраты с полной заменой ни в какое сравнение не идут. Да и долговечность восстановленного узла сравнить со сроком службы нового весьма сложно. Впрочем, чему отдать предпочтение, как всегда выбирать вам.

Все для шлицевых соединений
А то, что определяться с этим когда-нибудь да придется, это совершенно точно. Ведь как мы уже объясняли подобная реализация априори предусматривает повышенный износ шлицев, и даже хорошая смазка не спасает от того, что рано или поздно, как минимум, понадобиться замена какого-то элемента. В интернет-магазине нашей компании ООО «Лидер» вы можете найти и купить самые разные вариации элементов шлицевых соединений и не только их. Найдется и подвесной подшипник, и крестовина и, собственно сами узлы в сборе.
Качество, как отдельных деталей, так и конструктивных блоков гарантируется. Цены умеренные, при оптовых заказах, а также в случае постоянного сотрудничества стоимость товаров может быть откорректирована. Забрать покупку можно на нашем столичном складе (адрес на странице) или же мы организуем доставку через компанию-перевозчика.
Шлицевое соединение
Использование шлицевого соединения — один из способов жесткой передачи крутящего момента.
Шлицы, по сравнению со шпоночным соединением обладают несколькими преимуществами — лучшей прочностью, точностью и технологичностью.
Шпонки необходимо подгонять, поэтому их рекомендуется применять в единичном или мелкосерийном производстве. Шлицы, в отличае от шпонок, взаимозаменяемы, и рекомендуется использовать в крупносерийном и массовом производстве.
Шлицы считаются более технологичным соединением, чем шпонка, внутренние шлицы изготавливают протягиванием, наружные — фрезерованием (червячными фрезами), долблением, строганием.
В технике применяются прямоугольные, треугольные, трапецеидальные, эвольвентные шлицы.
Наибольшее распространение получили прямоугольные шлицы.
Размер шлицев
Стандарт ГОСТ 1139-80 устанавливает размеры на прямоугольные шлицевые соединения, он регламентирует:
- число зубьев шлицевого соединение;
- наружный диаметр шлицев;
- внутренний диаметр шлицев;
- ширину зуба;
- размеры скруглений, фасок;
- предельные отклонения.
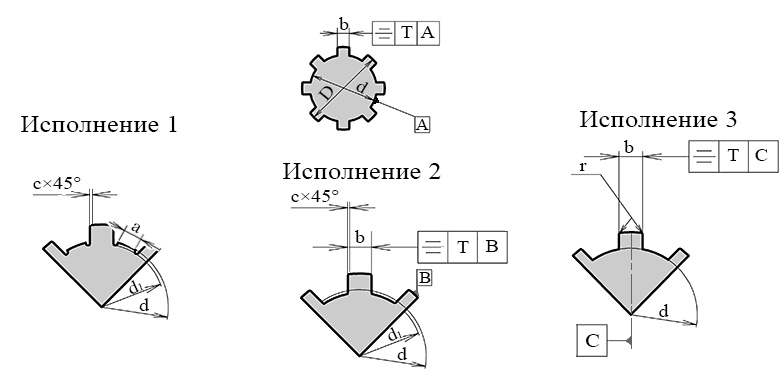
Исполнение 1 предназначено для валов средней и легкой серий. Валы исполнения 1 и 3 центрируются по внутреннему диаметру, исполнения 2 — по наружному диаметру и боковым поверхностям зубьев.
Размеры шлицев представлены в следующей таблице.
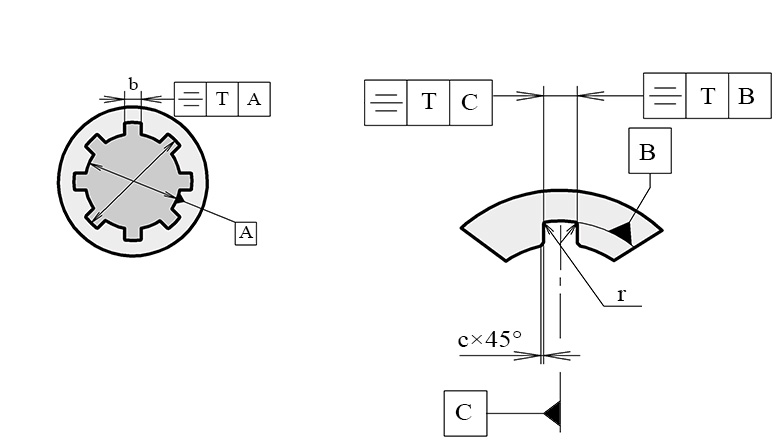
Обозначение шлицевого соединения

В обозначении шлицев указывается:
- буква, указывающая на поверхность центрирования, ри центрировании по наружному диаметру в начале обозначения указывается — D, по внутреннему диаметру — d, при центрировании по боковым поверхностям — b.
- число зубьев
- внутренний диаметр d (при надобности, с полем допуска)
- наружный диаметр D (с полем допуска на размер)
- ширина зуба b (с полем допуска на размер)
Если размер не является центрирующим, то допускается не указывать на него поле допуска.
Пример обозначения шлицев
Для составления конструкторской документации обозначим вал с центрированием по внутреннему диаметру d=36 мм, допуском f7, восемью шлицами, внутренним диаметром D=40 мм с допуском a11, шириной зуба 7 мм с допуском f9.
Для втулки этого же шлицевого соединения обозначение будет выглядеть следующим образом:
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности
Механика © 2023
Информация, опубликованная на сайте, носит исключительно ознакомительный характер