
Шлицевое соединение образуют выступы (зубья) на валу (рис. 1, 2, 3) , входящие в соответствующие впадины (шлицы) в ступице.
Рабочими поверхностями являются боковые стороны выступов.
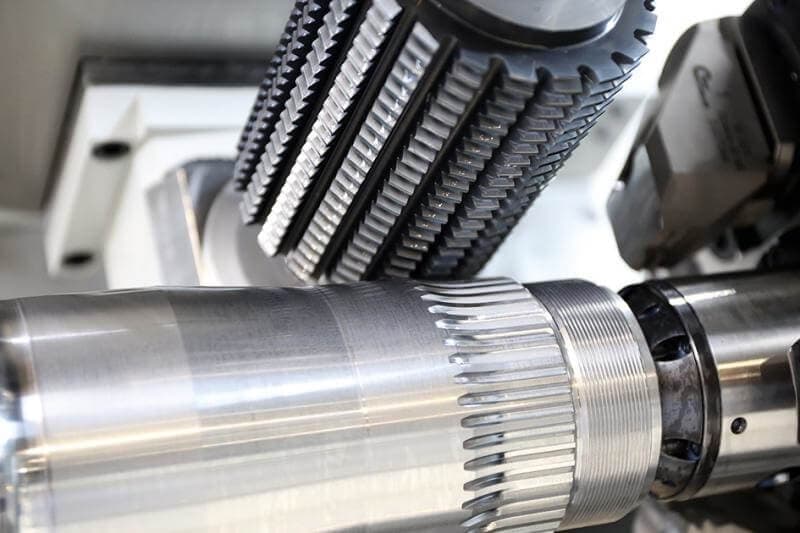
Выступы на валу выполняют фрезерованием, строганием или накатыванием в холодном состоянии профильными роликами по методу продольной накатки. Впадины в отверстии ступицы изготовляют протягиванием или долблением.
Условно можно представить шлицевое соединение, как многошпоночное соединение, у которого шпонки выполнены как одно целое с валом.
Основное назначение шлицевых соединений — передача вращающего момента между валом и ступицей. При этом ступица может быть закреплена на колесе, фланце, шкиве, ролике или другом валу (карданный вал) .
Шлицевые соединения стандартизованы и широко распространены в машиностроении.

Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения (шлицевое соединение образуют две детали, шпоночное – три) .
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке) .
- Большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для эвольвентных шлицев.
- Меньшая длина ступицы и меньшие радиальные зазоры.
- Большая надежность при динамических нагрузках.
Недостатки шлицевых соединений — более сложная технология изготовления (зубофрезерование, протягивание, шлифование) , а следовательно, более высокая стоимость.
- Классификация шлицевых соединений
- Материалы и допускаемые напряжения смятия
- Особенности и технология изготовления шлицевых валов
- Назначение и особенности шлицевых валов
- Преимущества эксплуатации шлицевых валов
- Этапы производства и оборудование
- Вал шлицевой, валы, производство валов
- Классификация валов
- Особенности производства валов
- Этапы производства валов
- Стальные валы
- Классификация валов
- Особенности производства валов
- Этапы производства валов
- Стальные валы
Классификация шлицевых соединений
Шлицевые соединения различают:
- по характеру соединения — неподвижные для закрепления детали на валу; подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач; шпинделя сверлильного станка, карданного вала автомобиля) ;
- по форме выступов — прямобочные, эвольвентные, треугольные.
Шлицевые соединения с прямобочным профилем
Соединения с прямобочным профилем (рис. 1,а) применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом z выступов. Тяжелая серия имеет более высокие выступы с большим их числом; рекомендуется для передачи больших вращающих моментов.
Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D , внутреннему d диаметрам или боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, от твердости ступицы и вала. Первые два способа обеспечивают наиболее точное центрирование.
Зазор в контакте поверхностей: центрирующих — практически отсутствует, не центрирующих — значительный.

Центрирование по наружному диаметру D (рис. 2,а) . В этом случае точность обработки сопрягаемых поверхностей обеспечивают: в отверстии — протягиванием, на валу – шлифованием. По диаметру D обеспечивают сопряжение по одной из переходных посадок.
По внутреннему диаметру d между деталями существует зазор.
При передаче вращающего момента на рабочих боковых сторонах действуют напряжения смятия σсм .
В соответствии с технологией обработки центрирующей поверхности в отверстии (протягивание) центрирование по наружному диаметру может быть применено при невысокой твердости ступицы (≤ 350 НВ) .
Центрирование по внутреннему диаметру d (рис. 2,б) .
Применяют при высокой твердости ступицы ( ≤ 45 HRC) , например, после ее закалки, когда затруднена калибровка ступицы протяжкой или дорном.
Точность обработки сопрягаемых поверхностей обеспечивают: в отверстии — шлифованием на внутришлифовальном станке, на валу — шлифованием впадины профилированными кругами, в соответствии с чем предусматривают канавки для выхода шлифовального круга.
По центрирующему диаметру d обеспечивают сопряжение по переходной посадке. Размер h площадки контакта определяют так же, как и при центрировании по наружному диаметру.
Центрирование по D или d применяют в соединениях, требующих высокой соосности вала и ступицы (при установке на валы зубчатых или червячных колес в коробках передач автомобилей, в станках, редукторах; а также при установке шкивов, звездочек, полумуфт на входных и выходных концах валов) .
Центрирование по боковым поверхностям b (рис. 2,в) . В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
Шлицевые соединения с эвольвентным профилем
Соединения с эвольвентным профилем (рис. 1,б) применяют в неподвижных и подвижных соединениях. Боковая поверхность выступа очерчена по эвольвенте (как профиль зубьев зубчатых колес) .
Эвольвентный профиль отличается от прямобочного повышенной прочностью в связи с утолщением выступа к основанию и плавным переходом в основании.
Соединения обеспечивают высокую точность центрирования; они стандартизованы — за номинальный диаметр соединения принят наружный диаметр D .
По сравнению с прямобочным, соединение с эвольвентным профилем характеризует большая нагрузочная способность вследствие большей площади контакта, большего количества зубьев и их повышенной прочности. Применяют для передачи больших вращающих моментов. Шлицевые соединения с эвольвентным профилем шлицев считаются наиболее перспективными.
Применяют центрирование по боковым поверхностям S зубьев, реже — по наружному диаметру D .
Шлицевые соединения с треугольным профилем
Соединения с треугольным профилем (рис. 1,в) изготовляют по отраслевым нормалям. Применяют в неподвижных соединениях. Имеют большое число мелких выступов–зубьев ( z = 20. 70; т = 0,2. 1,5мм) . Угол β профиля зуба ступицы составляет 30°, 36° или 45°. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Читайте также: Холодильник концевой для компрессора 4вм10 100 8
Применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а также в соединениях торсионных валов, стальных валов со ступицами из легких сплавов, в приводах управления (например, привод стеклоочистителя автомобиля) .
Соединения с треугольным профилем применяют также при необходимости малых относительных регулировочных поворотов деталей. Шлицевые валы и ступицы изготовляют из среднеуглеродистых и легированных сталей с временным сопротивлением σв > 500МПа .
Материалы и допускаемые напряжения смятия
Шлицевые валы и ступицы изготовляют из среднеуглеродистых и легированных сталей с временным сопротивлением σв > 500 Н/мм 2 (МПа).
В Таблице 1 приведены значения [σ]см , принятые с учетом опыта эксплуатации при длительном сроке службы. Большие значения [σ]см принимают при легких режимах работы, когда соединение большую часть времени нагружено моментами, значительно меньшими максимально длительно действующего вращающего момента.
Таблица 1 . Допускаемые напряжения смятия при средних условиях эксплуатации
Особенности и технология изготовления шлицевых валов
Шлицевой вал – инновационный вид линейных направляющих скольжения. Такой тип соединения обладает высокой прочностью, обеспечивает сносность вала и втулки, способствует перемещению детали вдоль оси движения, исключая при этом ее смещение.
Назначение и особенности шлицевых валов
Шлицевые направляющие выполняются в виде прямоточных валов, имеющих на своей радиальной поверхности углубления (шлицы) и выступы (зубья). Сечение внешней поверхности такого вала совпадает с рисунком сечения внутренней поверхности втулки или подшипника. Движение втулки по валу осуществляется строго в одном направлении.
Основная задача шлицевого вала – передача высокого показателя крутящего момента. Шлицевые валы применяются в сложных условиях эксплуатации – при колебательных и ударных нагрузках, а также при необходимости высокой точности позиционирования, эффективности, улучшении качества хода.
В зависимости от формы профиля шлицев валы бывают:
Наиболее часто материалами для изготовления шлицевых валов становятся углеродистые или легированные стали.
Преимущества эксплуатации шлицевых валов
Для того чтобы заказать металлообработку и получить готовое изделие в виде шлицевого вала не нужно прилагать особых усилий. Достаточно учесть все особенности и преимущества работы со шлицевыми соединениями:
- шлицевые валы обеспечивают плавность и равномерность поступательного движения;
- исключено проворачивание втулки относительно вала со шлицами;
- устойчивость шлицевого соединения к высоким радиальным нагрузкам вала;
- элемент скольжения может быть выполнен в виде круглой втулки, втулки и фланца, фиксирующей втулки;
- высокий показатель крутящего момента при эксплуатации вала в оборудовании с высокоскоростным вращением.
Этапы производства и оборудование
Для изготовления шлицевых валов применяется совокупность различных операций преимущественно на токарно-фрезерном оборудовании. Этапы создания шлицевого вала выстраиваются в определенном алгоритме:
- отрез металлических заготовок;
- подрезка торцов и центровка заготовки;
- выточка заготовок на многорезцовых станках;
- рифление;
- создание шлицев, обработка детали по заданным параметрам с помощью фрез спирального, фасонного, дискового или углового типа;
- шлифовка и полировка изделия.
При производстве валов шлицевого типа особое внимание уделяется детализации изделия – она должна проводиться с максимальной точностью, сечение цилиндра при этом должно исключать любые отклонения от формы идеального круга, а отполированные поверхности вала должны иметь минимальный уровень шероховатостей и неровностей.
Вал шлицевой, валы, производство валов

Валы применяются в машиностроительной , металлургической и прочих отраслях производства . Основное назначение вала — передача момента вращения. В любом механизме или агрегате можно найти вал . Расположение валов в оборудовании может быть разнообразным, в этом и заключается особенность данной детали , что передача момента возможно даже под углом в 90 градусов.
Как правило, для производства валов используют сталь марки: 45, 40Х, 40ХН в зависимости от условий эксплуатации. Сталь 45 наиболее распространенная в машиностроении, так как механические свойства удовлетворяют предъявляемым требованиям. Так же из стали 45 изготавливают коленчатые и распределительные валы, шестерни и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Стоимость изготовления деталей , узлов рассчитывается индивидуально и зависит от конкретного технического задания, количества деталей заказа , наличия заготовок на складе.
Валы — это металлические детали цилиндрической формы с круглым или квадратным сечением, используемые в различных устройствах и механизмах машин для передачи механической энергии. Валы передают крутящий момент и воспринимают действующие силы со стороны расположенных на них деталей или опор.
Производство валов – одно из направлений деятельности организаций, специализирующихся на обработке металлов и металлургическом производстве.
В зависимости от назначения, валы могут изготавливаться различных размеров и форм.
Классификация валов
Валы в соответствии с классификацией различаются по форме геометрической оси:
- прямые,
- эксцентриковые (коленчатые),
- гибкие.
Особенности производства валов
В процессе изготовления валов стальные заготовки подвергаются большому количеству операций: первоначально заготовке придаются основные формы и размеры: обточка и расточка валов осуществляется на токарных станках с ЧПУ и прецизионными борштангами, что позволяет осуществить качественную обработку даже больших валов как изнутри, так и с наружной поверхности. В дальнейшем осуществляется сварка отдельных элементов вала и фрезерование шпоночных канавок и проточек. После этого почти готовые валы шлифуются для придания им особо точных размеров. Осуществить точную шлифовку валов на производстве помогают лазерные методы измерения размеров. Для проверки качества все валы проходят динамическую балансировку: некачественный вал может создавать существенные потери при передаче энергии, а значит приводить к сбоям в работе оборудования. Заключительным этапом обработки валов является нанесение покрытия на его поверхности. В зависимости от сферы применения вала покрытие бывает различным. Например, если валы будут использоваться в агрессивных средах кислот, солей, щелочей, в качестве антикоррозионной защиты используют гуммирование (обрезинивание), что позволяет существенно увеличить срок службы валов. Также для защиты от коррозии и для увеличения срока службы в агрессивных средах валы могут обрабатываться с помощью электродугового напыления, при котором две токоведущие проволоки, образующие электрическую дугу, перемещаются в зону горения, расплавляются и потоком сжатого воздуха распыляются на обрабатываемую поверхность валов. Еще одним способом повысить износостойкость валов и устойчивость к коррозии, а также способом снизить трение является хромирование. Хромирование валов — это диффузное насыщение поверхностей валов хромов, что в итоге позволяет увеличить твердость валов. В случае, если валы износились и требуют реставрации, для этого также используется гуммирование и электродуговое напыление, что позволяет восстановить форму валов или отдельных, наиболее износившихся поверхностей. Валы используются в различных направлениях промышленности и производства, в том числе наиболее востребованы в полиграфии, производстве упаковки, деревообработке, текстильной промышленности и производстве целлюлозы. Валы могут изготавливаться различными производителями как на основании чертежей, так и на примере изношенной детали. Размеры и вес валов также бывают различными. При выборе производителя валов желательно учесть специфику и производственные мощности металлургического предприятия, чтобы выбрать партнера, наиболее соответствующего потребностям.
Этапы производства валов
- проектирование, конструирование вала, компьютерный дизайн и расчеты – в случае, если требуется разработка уникального вала;
- выбор и закупка соответствующего потребностям оборудования материала для производства валов в виде заготовки требуемого размера;
- обточка и расточка заготовки на токарных станках с ЧПУ для обработки как наружной, так и внутренней поверхности вала;
- сварка отдельных составляющих вала и фрезерование канавок и проточек является следующим этапом производства валов;
- точное измерение размеров валов и финишное шлифование являются очередным этапом в производстве валов;
- следующим этапом в производстве валов является динамическая балансировка вала;
- финишным этапом в процессе производства валов является нанесение защитного покрытия на наружную и внутреннюю поверхность вала для придания ему полезных или защитных свойств.
- прямые,
- эксцентриковые (коленчатые),
- гибкие.
- проектирование, конструирование вала, компьютерный дизайн и расчеты – в случае, если требуется разработка уникального вала;
- выбор и закупка соответствующего потребностям оборудования материала для производства валов в виде заготовки требуемого размера;
- обточка и расточка заготовки на токарных станках с ЧПУ для обработки как наружной, так и внутренней поверхности вала;
- сварка отдельных составляющих вала и фрезерование канавок и проточек является следующим этапом производства валов;
- точное измерение размеров валов и финишное шлифование являются очередным этапом в производстве валов;
- следующим этапом в производстве валов является динамическая балансировка вала;
- финишным этапом в процессе производства валов является нанесение защитного покрытия на наружную и внутреннюю поверхность вала для придания ему полезных или защитных свойств.
В качестве способа защиты валов от коррозии и агрессивных внешних сред в производстве валов используют гуммирование (обрезинивание), что также увеличивает срок службы валов, а также электродуговое напыление. Для снижения трения, повышения срока службы изделия, а также придания защитных свойств при производстве валов также используют хромирование деталей.
Стальные валы
Валы стальные — это вид поковок цилиндрической формы, имеющие сечение квадратной, прямоугольной или круглой формы.
- Стальные валы выпускаются из стали различных марок в зависимости от того, в какой среде будет использоваться деталь. Наиболее востребовано производство валов из низколегированной углеродистой стали, однако для работы в агрессивных средах валы могут производиться из коррозионно-устойчивых марок стали.
Валы применяются в машиностроительной , металлургической и прочих отраслях производства . Основное назначение вала — передача момента вращения. В любом механизме или агрегате можно найти вал . Расположение валов в оборудовании может быть разнообразным, в этом и заключается особенность данной детали , что передача момента возможно даже под углом в 90 градусов.
Как правило, для производства валов используют сталь марки: 45, 40Х, 40ХН в зависимости от условий эксплуатации. Сталь 45 наиболее распространенная в машиностроении, так как механические свойства удовлетворяют предъявляемым требованиям. Так же из стали 45 изготавливают коленчатые и распределительные валы, шестерни и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Стоимость изготовления деталей , узлов рассчитывается индивидуально и зависит от конкретного технического задания, количества деталей заказа , наличия заготовок на складе.
Валы — это металлические детали цилиндрической формы с круглым или квадратным сечением, используемые в различных устройствах и механизмах машин для передачи механической энергии. Валы передают крутящий момент и воспринимают действующие силы со стороны расположенных на них деталей или опор.
Производство валов – одно из направлений деятельности организаций, специализирующихся на обработке металлов и металлургическом производстве.
В зависимости от назначения, валы могут изготавливаться различных размеров и форм.
Классификация валов
Валы в соответствии с классификацией различаются по форме геометрической оси:
Особенности производства валов
В процессе изготовления валов стальные заготовки подвергаются большому количеству операций: первоначально заготовке придаются основные формы и размеры: обточка и расточка валов осуществляется на токарных станках с ЧПУ и прецизионными борштангами, что позволяет осуществить качественную обработку даже больших валов как изнутри, так и с наружной поверхности. В дальнейшем осуществляется сварка отдельных элементов вала и фрезерование шпоночных канавок и проточек. После этого почти готовые валы шлифуются для придания им особо точных размеров. Осуществить точную шлифовку валов на производстве помогают лазерные методы измерения размеров. Для проверки качества все валы проходят динамическую балансировку: некачественный вал может создавать существенные потери при передаче энергии, а значит приводить к сбоям в работе оборудования. Заключительным этапом обработки валов является нанесение покрытия на его поверхности. В зависимости от сферы применения вала покрытие бывает различным. Например, если валы будут использоваться в агрессивных средах кислот, солей, щелочей, в качестве антикоррозионной защиты используют гуммирование (обрезинивание), что позволяет существенно увеличить срок службы валов. Также для защиты от коррозии и для увеличения срока службы в агрессивных средах валы могут обрабатываться с помощью электродугового напыления, при котором две токоведущие проволоки, образующие электрическую дугу, перемещаются в зону горения, расплавляются и потоком сжатого воздуха распыляются на обрабатываемую поверхность валов. Еще одним способом повысить износостойкость валов и устойчивость к коррозии, а также способом снизить трение является хромирование. Хромирование валов — это диффузное насыщение поверхностей валов хромов, что в итоге позволяет увеличить твердость валов. В случае, если валы износились и требуют реставрации, для этого также используется гуммирование и электродуговое напыление, что позволяет восстановить форму валов или отдельных, наиболее износившихся поверхностей. Валы используются в различных направлениях промышленности и производства, в том числе наиболее востребованы в полиграфии, производстве упаковки, деревообработке, текстильной промышленности и производстве целлюлозы. Валы могут изготавливаться различными производителями как на основании чертежей, так и на примере изношенной детали. Размеры и вес валов также бывают различными. При выборе производителя валов желательно учесть специфику и производственные мощности металлургического предприятия, чтобы выбрать партнера, наиболее соответствующего потребностям.
Этапы производства валов
В качестве способа защиты валов от коррозии и агрессивных внешних сред в производстве валов используют гуммирование (обрезинивание), что также увеличивает срок службы валов, а также электродуговое напыление. Для снижения трения, повышения срока службы изделия, а также придания защитных свойств при производстве валов также используют хромирование деталей.
Стальные валы
Валы стальные — это вид поковок цилиндрической формы, имеющие сечение квадратной, прямоугольной или круглой формы.
- Стальные валы выпускаются из стали различных марок в зависимости от того, в какой среде будет использоваться деталь. Наиболее востребовано производство валов из низколегированной углеродистой стали, однако для работы в агрессивных средах валы могут производиться из коррозионно-устойчивых марок стали.