
Исходные данные: вал выполнен под подшипник, поле допуска — m6; дистанционное кольцо (l/d 0; максимальный зазор в соединении не должен вызывать повышенную неуравновешенность при вращении, что достигается необходимой точностью изготовления дистанционного кольца (втулки), как правило, не выше IT9.
Решение. Возможны, например, варианты применения предпочтительных полей допусков 90F8, 90D8 и 90E8 (табл.4).

Табл 4. Основные отклонения валов
Далее основываясь на полученных данных, проводим расчеты, строим график и определяем наиболее подходящее отклонение для нашего вала.

Рис 8. Расчет отклонения вала

График 4. График отклонения вала
В результате проведенного анализа, можно установить, что наиболее подходящее отклонение Ш90Е8.
Посадка шпонки
Шпонка — деталь, которая устанавливается в пазах двух деталей, которые сопрягаются, и препятствует относительному повороту или сдвигу этих деталей.
В отличие от соединений с натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения — разъемные. Они позволяют осуществлять разборку и повторную сборку конструкции с обеспечением того же эффекта, что и при первичной сборке.
В машиностроении более всего широко употребятся соединение призматическими шпонками. Сегментная шпонка с глубоким пазом в этом отношении имеет преимущество перед простой призматической шпонкой. Ее стараются применять при массовом производстве.
У стандартных шпонок размеры b и h подобраны таким образом, что нагрузку соединения ограничивают не напряжение среза; а напряжения смятия. Поэтому при расчетах обычно используют только условие прочности на смятие.

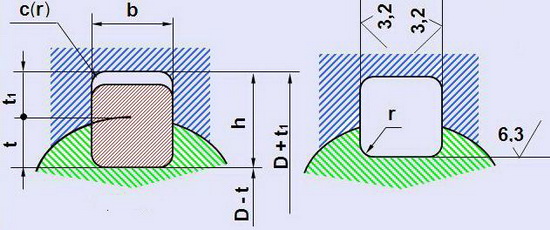
Рис 9. Размеры шпонок и шпоночных пазов
Все размеры шпонок и допуски на них стандартизированы. Стандарт предусматривает для каждого диаметра вала определенные размеры поперечного сечения шпонки. Поэтому при проектных расчетах размеры b и h берут по справочнику и определяют l. Расчетную длину шпонки округляют к стандартному размеру, согласовывая с размером ступицы.

Рис 10. Размеры шпонок
Выбор посадки шпонки проводится в зависимости от характера соединения и вида производства, для которого она предназначена.
При изучении посадок шпоночных соединений рассматриваются две посадки: посадка шпонки (вал) в паз на валу (отверстие) и посадка шпонки (вал) во втулку (отверстие). Предельные отклонения для размера по ширине шпонки b принимают по h9 (по ГОСТ 253447-82).
Предельные отклонения размеров по ширине паза вала и втулки выбираются по ГОСТ 23360 — 78 в зависимости от типа соединения.

Рис 11. Выбор шпонки
Шпоночное соединение включает в себя минимум две посадки:) шпонка-паз вала и шпонка-паз втулки. В сопряжении (размерной цепи) по высоте шпонки специально предусмотрен зазор по номиналу (суммарная глубина пазов втулки и вала больше высоты шпонки). Возможно еще одно сопряжение — по длине шпонки, если призматическую шпонку с закругленными торцами закладывают в глухой паз на валу.
При установке колес на валах необходимо обеспечить надежное базирование колеса на валу, передачу вращающего момента от колеса к валу или от вала к колесу, а так же решить вопросы, связанные с осевым фиксированием колес на валах.
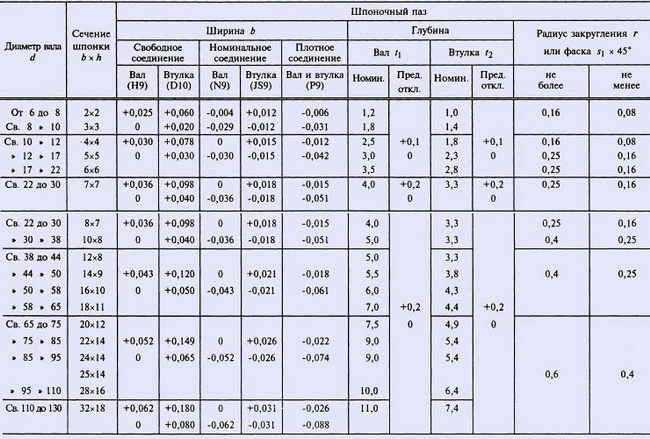
Подбираем размеры шпонки для вала, исходя из табличных данных.
d=90 см; h=14 см; t1=9 см; t2=5.4 см; b=25 см; d-t1=86; d+t2=100.4
Соединения шпоночные
ШПОНКИ ПРИЗМАТИЧЕСКИЕ
( ГОСТ 23360-78 )
Данный ГОСТ 23360-78 соответствует DIN 6885 в диапазоне диаметров 6-130 мм
Описание распространяется на шпоночные соединения с призматическими шпонками и устанавливает размеры и предельные отклонения размеров призматических шпонок и соответствующих им шпоночных пазов на валах и во втулках.
Размеры шпонок в зависимости от диаметра вала
Варианты исполнения шпонок
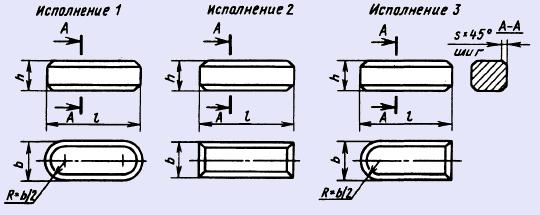
Ряд длин шпонок: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400, 450, 500
шпонка исполнения 1: Шпонка BxHxL ГОСТ 23360-78.
шпонка исполнения 2: Шпонка 2-BxHxL ГОСТ 23360-78.
Материал шпонок — сталь чисто тянутая для шпонок по ГОСТ 8787-68. Допускается применять другую сталь с временным сопротивлением разрыву не менее 590 МПа (60 кг/мм 2 ).
Предельные отклонения пазов должны соответствовать указанным в таблице:
Примечания:
1. Допускаются для ширины паза и втулки любые сочетания полей допусков, указанных в таблице.
2. Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала Н11, если это не влияет на работоспособность соединения.
3. В ответственных шпоночных соединениях сопряжения дна паза с боковыми сторонами выполняются по радиусу, величина и предельные отклонения которого должны указываться на рабочем чертеже.
4. Допускается в обоснованных случаях (пустотелые и ступенчатые валы, передачи пониженных вращающих моментов и т.п.) применять меньшие размеры сечений стандартных шпонок на валах больших диаметров, за исключением выходных концов валов.
Полное описание данных шпонок можно найти в ГОСТ 23360-78 «Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки».
ГОСТ 10748-79 — «Соединения шпоночные с призматическими высокими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки»
ГОСТ 8790-79 — «Соединения шпоночные с призматическими направляющими шпонками с креплением на валу. Размеры шпонок и сечений пазов. Допуски и посадки»
ГОСТ 12208-66 — «Приспособления станочные. Шпонки призматические скользящие сборные. Конструкция»
ГОСТ 24071-97 — «Сегментные шпонки и шпоночные пазы»
Шпоночный паз: размеры по ГОСТ
Как средство для передачи вращения шпонка используется повсеместно. На первый взгляд здесь нет ничего сложного: вырезал шпоночный паз, вставили, узел готов. Почему шпоночное соединение, несмотря на довольно устаревшую технологию, не потеряло своей актуальности?

Шпоночные соединения
Шпонка представляет собой некую деталь, являющуюся промежуточным звеном для передачи вращательного момента вала ступице. Данный процесс осуществляется за счет образования напряжения смятия шпоночных пазов. Именно по этой причине шпоночные соединения относят к группе жесткого способа передачи вращения.
В большинстве случаев шпонками пользуются в низко нагруженных изделиях. Преимущественно для деталей мелкой серии. Происходит это из-за малой несущей нагрузки шпонок, причина которой кроется в наличии следующих недостатков:
- Шпоночные пазы уменьшают поперечную площадь вала, что отрицательно влияет на его прочностные характеристики. Особенно это имеет сильный эффект на пустотелых валах с отношением внутреннего и наружного радиусов 0,6. Изготовление шпоночных пазов в таких условиях является неприемлемым.
- Форма паза отличается резкими переходами, что служит причиной образования концентраторов напряжения. Все это заметно снижает устойчивость соединения к циклическим нагрузкам.
- Достаточно низкая технологичность.
Несмотря на все вышеуказанные недочеты шпонки все равно активно применяются в отраслях машиностроения из-за упрощенной конструкции и низкой стоимости. Но на массовом и крупносерийном производстве высоко ответственных деталей шпонки уступили более совершенным во всех планах шлицевым соединениям.
Виды шпонок
Современное производство предоставляет свыше 20 наименований разного рода.. Но среди них выделяют следующие наиболее применяемые типы в машиностроении:
- Клиновые — используются на концевых установках и являются разновидностью забивных шпонок. Такое шпоночное соединение применяют при диаметре вала от 100 мм. В настоящее время встречаются крайне редко. Причина этого кроется в высокой вероятности перетяжки узла и смещении соосности ступицы и вала под воздействием одностороннего усилия. А также затрудненное извлечение шпонок.
- Призматические. Размеры паза регулируются ГОСТ 23360-78. Они наиболее востребованы в промышленности из-за оптимального соотношения прочности и технологичности. Существует две их разновидности: врезные и закладные. Врезные шпонки устанавливаются с натягом, а закладные с небольшим зазором.
- Направляющие шпонки. От призматических их отличает наличие отверстий под крепеж на валу. Помимо передачи вращения они служат элементом для направления деталей.
- Сегментные шпонки выделяются среди остальных повышенной технологичностью вырезания пазов. Пазы изготавливают с помощью дисковых фрез, что обеспечивает им большее значение точности и производительности. Крепеж шпонок на валах также отличается более высокой устойчивостью из-за более глубокого врезания в их поверхность. Однако одновременно все эти достоинства являются причиной существенного ослабления вала. Это обстоятельство наряду с небольшой длиной паза приводит к появлению повышенных напряжений, которые и ограничивают использование шпонок малонагруженными изделиями.
Стоит отметить, что шпоночные пазы изготавливаются методом фрезерования, долбления протяжки. Наиболее распространено их получение пальчиковой фрезой, поскольку этот способ обеспечивает относительно благоприятное распределение напряжение и приемлемую технологичность.
Материал
Для шпонок наиболее подходят стали с содержанием углерода свыше 0,4%. Именно такой состав обеспечивает необходимое значение износостойкости, прочности и твердости. Сюда относятся конструкционные стали марок 45 и 50, а также сталь обыкновенного качества Ст.6.
Применение более дорогих аналогов стальных сплавов не имеет смысла, поскольку повышенная жесткость шпонки увеличивает вероятности пазов валов и ступицы. Для улучшения условий передачи вращения куда выгодней воспользоваться другими более оптимальными.
Маркировка
Обозначение шпоночного крепления вала на ступице покажем на примерах. Шпонка призматическая с шириной 18 мм, высотой 11 мм и длиной 50 мм маркируется:
Шпонка 18х11х50 ГОСТ 8789-68
Стоит заметить, что посадочные размеры пазов отличаются. Их значения находятся в соответствующих стандартах шпоночных соединений.

Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
Шпоночные соединения
Шпоночное соединение — один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного поворота. Чаще всего шпонка используется для передачи крутящего момента в соединениях вращающегося вала с зубчатым колесом или со шкивом, но возможны и другие решения, например, защита от поворота кронштейна тяжелой стойки при его продольном перемещении относительно неподвижной колонки (направляющее шпоночное соединение).
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные. В стандартах предусмотрены разные исполнения шпонок: например, призматических шпонок с двумя закругленными торцами, с одним закругленным торцом, с незакругленными торцами, сегментные полной формы и со срезанным краем сегмента.
Наиболее часто применяются призматические шпонки. Они дают возможность получать как подвижные, так и неподвижные соединения. Длины шпонок  выбирают из ряда: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 40, 45, 50, 56, 63 и далее до 500 мм с полем допуска
выбирают из ряда: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 40, 45, 50, 56, 63 и далее до 500 мм с полем допуска  . Для длины
. Для длины  глухого шпоночного паза установлено поле допуска
глухого шпоночного паза установлено поле допуска  .
.
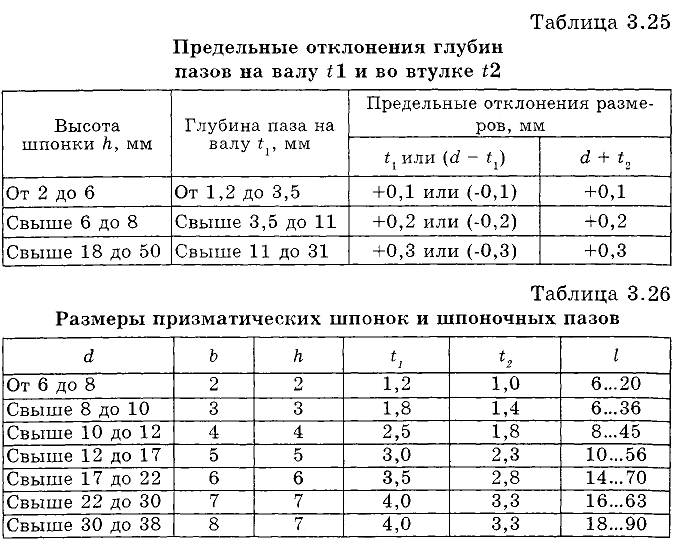
Значения предельных отклонений глубин пазов на валу  и во втулке
и во втулке  в зависимости от высоты шпонки
в зависимости от высоты шпонки  приведены в табл. 3.25, 3.26.
приведены в табл. 3.25, 3.26.
По высоте шпонки в сопряжении предусмотрено образование зазора по номиналу, для чего сумма глубин пазов превышает высоту шпонки.
Для образования неподвижных соединений можно использовать сегментные и клиновые шпонки. Форма и размеры сечений шпонок и пазов стандартизованы и выбираются в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями работы соединения.
В отличие от соединений вал-втулка с натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения -разъемные. Они позволяют осуществлять разборку и повторную сборку конструкции с обеспечением того же эффекта, что и при первичной сборке (рис. 3.107).
На рисунке видно, что шпоночное соединение предполагает создание трех посадок: вал-втулка (центрирующее сопряжение), шпонка-паз вала и шпонка-паз втулки. В шпоночном соединении возможно и еще одно сопряжение — по длине шпонки, если призматическую шпонку с закругленными торцами закладывают в глухой (закрытый с двух сторон) паз на валу.
Точность центрирования деталей в шпоночном соединении обеспечивается посадкой втулки на вал. Это обычное гладкое

цилиндрическое сопряжение, которое можно назначить с очень малыми зазорами или натягами.
Однако правильное назначение посадки для этого соединения существенно влияет на условия работы шпоночного сопряжения. Для повышения точности центрирования предпочтительно применение переходных посадок или даже посадок с небольшим натягом.
По высоте призматических и сегментных шпонок сопряжения практически отсутствуют, поскольку специально предусмотрен зазор по номиналу (суммарная глубина пазов втулки и вала больше высоты шпонки). В клиновых шпоночных соединениях зазор по высоте обычно выбирают продольным перемещением шпонки, но при этом зазор в центрирующем сопряжении (если он есть) также выбирают в одну сторону, что приводит к относительному смещению осей вала и отверстия.
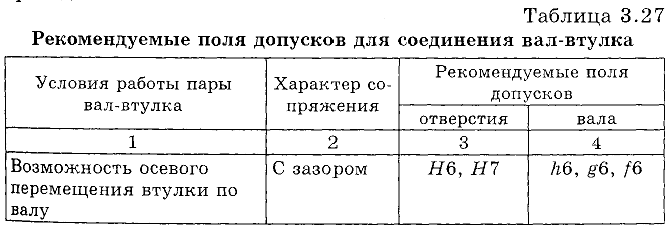
Рекомендуемые поля допусков для соединений вал-втулка приведены в табл. 3.27.
Шпоночные соединения могут быть подвижными или неподвижными в осевом направлении. Вдоль вала с направляющей шпонкой обычно перемещается зубчатое колесо, блок зубчатых колес, полумуфта или другая деталь (здесь направляющей является вал со шпонкой). В подвижных соединениях часто используют направляющие шпонки с креплением к валу винтами. Шпонки могут быть также закреплены на втулке и служить для передачи крутящего момента или для предотврахцения поворота втулки в процессе ее перемещения вдоль неподвижного вала. Так, шпонка, закрепленная на кронштейне тяжелой стойки для установки измерительных головок типа микрокаторов, предназначена для предотвращения поворота кронштейна при его продольном перемещении по колонке стойки. В этом случае направляющей является колонка — вал со шпоночным пазом.
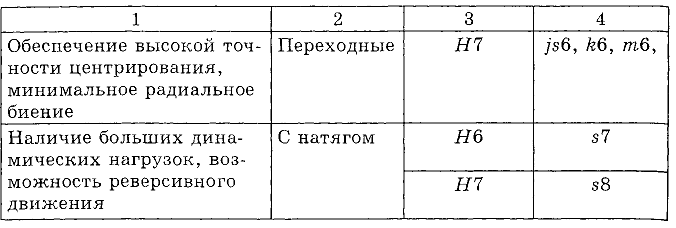
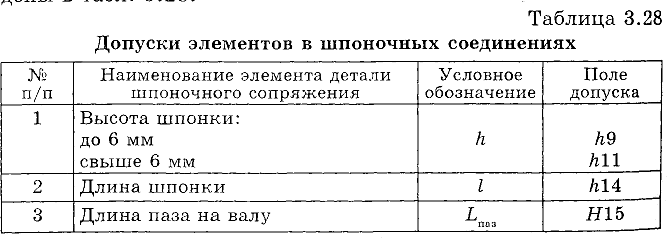
Работоспособность шпоночных соединений определяется в основном точностью посадок по ширине шпонки b. Остальные размеры задаются так, чтобы максимально облегчить процесс сборки при сохранении необходимой надежности соединения. Допуски других элементов в шпоночных соединениях приведены в табл. 3.28.
По сопрягаемому размеру (ширина шпонки и пазов вала и втулки) для призматических шпонок предусмотрено три варианта соединения: свободное, нормальное и плотное (табл. 3.29).
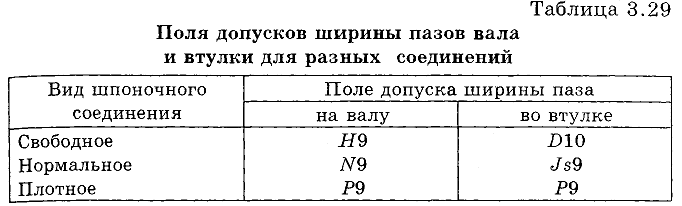
Наибольшее распространение в общем машиностроении имеет нормальное соединение; свободное соединение применяют главным образом для направляющих шпонок, иногда при наличии объемной термообработки; плотное соединение — в случае реверсивного или старт-стопного режима вращения вала.
Для обеспечения собираемости шпоночного соединения к шпоночным пазам вала и втулки предъявляются определенные требования точности расположения. Устанавливаются допуски параллельности шпоночного паза относительно оси соответствующей ступени детали и его симметричности. Допуск параллельности определяется по классу относительной геометрической точности А и составляет около 60% от допуска на ширину шпоночного паза, а допуск симметричности, заданный в диаметральном выражении, составляет примерно четыре допуска ширины шпоночного паза:

Расчетные значения округляются до стандартных по ГОСТ 24643-81.
Шероховатость поверхностей шпоночного паза выбирается в зависимости от полей допусков размеров шпоночного соединения

Условные обозначения на чертежах
Условное обозначение призматических шпонок включает следующие элементы:
- обозначение исполнения (исполнение 1 не указывают);
- размеры сечения
 и длины шпонки ;
и длины шпонки ; - обозначение стандарта.
 и длины шпонки
и длины шпонки  ;
;Пример условного обозначения призматической шпонки исполнения 2 с размерами

Шпонка 2 — 4 х 4 х 12 ГОСТ 23360-78.
Пример условного обозначения призматической направляющей шпонка исполнения 3 с размерами


Шпонка 3 — 12 х 8 х 100 ГОСТ 8790-79.
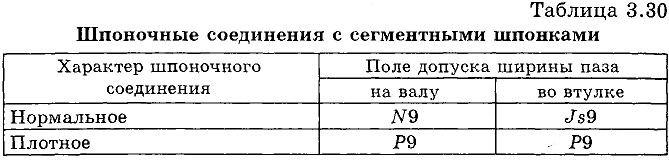
Сегментные шпонки обычно применяют для передачи небольших крутящих моментов. Размеры сегментных шпонок и шпоночных пазов (ГОСТ 24071-80) выбирают в зависимости от диаметра вала.
Виды полей допусков ширины пазов для сегментных шпоночных соединений зависят от характера шпоночного соединения (табл. 3.30).
Для термообработанных деталей допускаются предельные отклонения ширины паза вала по  , ширины паза втулки
, ширины паза втулки  (соединение свободного типа).
(соединение свободного типа).
Стандарт устанавливает следующие поля допусков размеров шпонок:
- ширины ;
- высоты ;
- диаметра .
 ;
; ;
; .
.Условное обозначение сегментных шпонок включает следующие элементы:

- слово «Шпонка»;
- обозначения исполнения (исполнение 1 не указывают);
- размеры сечения
- обозначение стандарта.
Пример условного обозначения сегментной шпонки исполнения 2 с размерами

Шпонка 2 — 4 х 6,5 ГОСТ 24701-80.
Клиновые шпонки применяют в неподвижных шпоночных соединениях, когда требования к соосности соединяемых деталей невысоки. Размеры клиновых шпонок и шпоночных пазов нормированы ГОСТ 24068-80. Длину паза на валу для клиновой шпонки исполнения 1 выполняют равной  , для остальных исполнений длина паза равна длине
, для остальных исполнений длина паза равна длине  закладной шпонки.
закладной шпонки.

Предельные отклонения размеров для клиновых шпонок такие, как и для призматических (ГОСТ 23360-78).
По ширине шпонки  стандарт устанавливает соединения по ширине паза вала и втулки с использованием полей допуска
стандарт устанавливает соединения по ширине паза вала и втулки с использованием полей допуска  . Длина паза вала
. Длина паза вала  — с полем
— с полем  . Предельные отклонения глубины пазов
. Предельные отклонения глубины пазов  я
я  соответствуют отклонениям для призматических шпонок.
соответствуют отклонениям для призматических шпонок.
Предельные отклонения угла наклона верхней грани шпонки и паза по ГОСТ 8908-81.
Пример условного обозначения клиновой шпонки исполнения 2 с номинальными размерами

Шпонка 2 — 8 х 7 х 25 ГОСТ 24068-80.
Методы и средства контроля элементов деталей шпоночного соединения

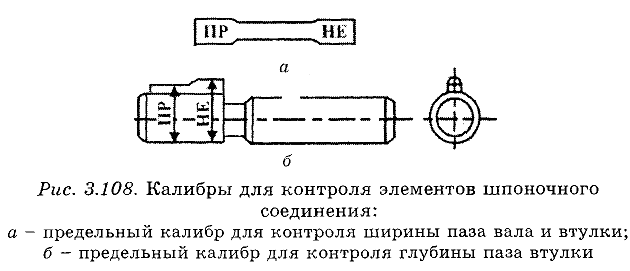
Для контроля используются два метода: дифференциальный (поэлементный) и комплексный. Для реализации первого метода применяют универсальные средства измерения. Выбор того или иного средства измерения определяется возможностью его использования с учетом конкретной конфигурации детали и обеспечения необходимой точности измерения. Метод целесообразно применять на стадии отладки технологического процесса. Он имеет высокую информативность, однако требует больших затрат времени и определенной квалификации персонала. Комплексный контроль стандартизованных шпоночных пазов применяется при контроле годности готовых деталей и осуществляется калибрами (рис. 3.108). Ширину пазов вала и втулки проверяют пластинами, имеющими проходную и непроходную стороны (рис. 3.108, а). Размер от образующей цилиндрической поверхности втулки до дна паза контролируют пробкой со ступенчатым выступом (рис. 3.108, б).
Для осуществления непосредственного контроля отклонения от симметричности отклонения шпоночного паза могут быть использованы калибры двух вариантов исполнения (рис. 3.109).
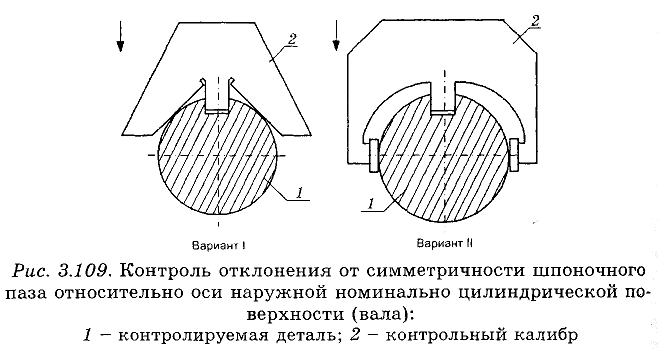
При контроле детали по варианту I калибр вставляют в шпоночный паз. Вал со шпоночным пазом считается годным, если выступ специального шпоночного калибра-призмы входит в шпоночный паз и отсутствует зазор между валом и измерительными поверхностями калибра-призмы.
При контроле детали по варианту II калибр вставляют в шпоночный паз и деталь считается годной, если калибр проходит.
Для комплексного контроля размеров и отклонений расположения шпоночного паза может быть использован шпоночный калибр-пробка (рис. 3.110).
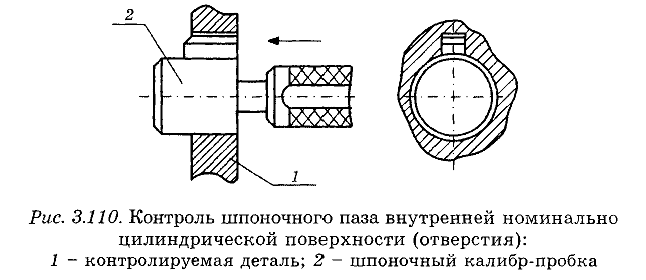
При контроле детали шпоночный калибр-пробку вставляют в отверстие, и если калибр проходит в деталь, считается, что первое условие годности детали соблюдено.
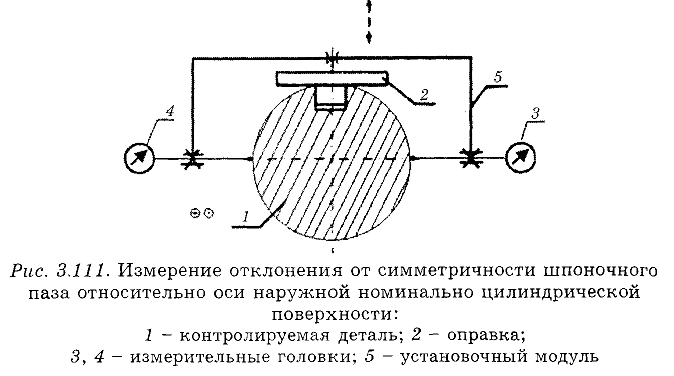
Измерения могут выполняться также с использованием специального накладного средства измерения (рис. 3.111), состоящего из двух измерительных головок, закрепленных неподвижно в установочном модуле, жестко связанном с контрольной оправкой цилиндрической или призматической формы. Данное средство измерения предварительно настраивают на нуль по образцовой детали, имеющей ту же конфигурацию и номинальные размеры, что и контролируемая деталь. При настройке и при выполнении измерений средство измерения базируют таким образом, чтобы контрольная оправка плотно входила в паз детали (образцовой или контролируемой). При измерении отклонений расположения средство измерения перемещают в направлении оси контролируемой детали вдоль паза и фиксируют максимальную разность показаний измерительных головок на длине паза.
За результат измерения принимается половина зафиксированной максимальной разности показаний измерительных головок.
Эта лекция взята со страницы лекций по нормированию точности: