
Средства контроля деталей шпоночного соединения показаны на рис. 70 [9]. Контроль ширины шпоночных пазов производят предельным калибром в виде пластины 1 со сторонами ПР и НЕ (рис. 70, а). Контроль глубины шпоночного паза втулки производят гладкой пробкой 2 со ступенчатой предельной шпонкой 3 (рис. 70, б). У этою калибра гладкая пробка предназначена для его центрирования. Диаметр калибра принимают равным наименьшему диаметру отверстия d А наим . Предельные размеры калибра ПР и НЕ устанавливают исходя из суммы размеров диаметра и глубины паза втулки. Принцип определения годности детали обычный: сторона ПР должна зайти во втулку, а сторона НЕ не должна входить. Отклонение от симметричности паза втулки относительно оси контролируют гладкой пробкой 4 со шпонкой 5 (рис. 70,в). У этого калибра гладкая часть пробки по размеру равна наименьшему предельному диаметру отверстия d А наим , ширину шпонки рассчитывают с учетом допускаемого смещения паза. Годность определяют по полному заходу калибра в отверстие втулки. Глубину шпоночного паза калибр не проверяет — между дном паза и плоскостью шпонки должен быть зазор.

Рис. 70. Средства контроля деталей шпоночных соединений
Для контроля глубины шпоночного паза на валу используют кольцевой калибр 7 со стержнем 6 (рис. 70, г), на котором нанесены две риски (или две ступеньки), соответствующие проходной и непроходной сторонам калибра. У годной детали, при контакте торца стержня с дном паза, торец калибра должен находиться между рисками, расстояние между которыми равно допуску на глубину паза. Диаметр кольцевого калибра принимают равным наибольшему предельному размеру вала с^внаиб..
Для контроля отклонений от симметричности шпоночного паза вала относительно оси используют калибр с призмой 9 и стержнем 8 (рис. 70, д). При наложении призмы на вал стержень должен заходить в шпопочный паз. Если стержень упирается в кромки паза, то это означает, что действительное смещение паза превышает допустимое. Ширину шпоночных пазов вала и втулки можно измерять универсальными измерительными инструментами, а смещение шпоночных пазов — универсальными измерительными приборами.
Соединения
Для контроля используются два метода: дифференциальный (поэлементный) и комплексный. Для реализации первого метода применяют универсальные средства измерения. Выбор того или иного средства измерения определяется возможностью его использования с учетом конкретной конфигурации детали и обеспечения необходимой точности измерения. Метод целесообразно применять на стадии отладки технологического процесса. Он имеет высокую информативность, однако требует больших затрат времени и определенной квалификации персонала.
Комплексный контроль стандартизированных шпоночных пазов применяется при дефектации деталей и осуществляют калибрами (рис. 3.108), Ширину пазов вала и втулки проверяют пластинами, имеющими проходную и непроходную стороны (рис.3.108, а). Размер от образующей цилиндрической поверхности втулки до паза дна (∆ + t2) контролируют пробкой со ступенчатым выступом (б).
Рис. 3.108. Калибры для контроля элементов шпоночного соединения
Для осуществления непосредственного контроля данного отклонения расположения шпоночного паза могут быть использованы калибры двух вариантов исполнения (рис. 3.109).
При контроле детали по варианту I калибр вставляют в шпоночный паз. Вал со шпоночным пазом считается годным, если выступ специального шпоночного калибра-призмы входит в шпоночный паз и отсутствует зазор между валом и измерительными поверхностями калибра-призмы.
При контроле детали по варианту II калибр вставляют в шпоночный паз и деталь считается годной, если калибр проходит.
Читайте также: Диаметр рулевого вала форд мондео 4
1 – контролируемая деталь; 2 – контрольный калибр
Рис. 3.109. Контроль отклонения от симметричности шпоночного паза
относительно оси наружной номинально цилиндрической поверхности (вала)
Для комплексного контроля размеров и отклонений расположения шпоночного паза может быть использован шпоночный калибр-пробка (рис. 3.110).
1 – контролируемая деталь; 2 – шпоночный калибр-пробка
Рис. 3.110. Контроль шпоночного паза
внутренней номинально цилиндрической поверхности (отверстия)
При контроле детали шпоночный калибр-пробку вставляют в отверстие, и если калибр проходит в деталь, считается что первое условие годности детали соблюдено.
Измерения могут выполняться также с использованием специального накладного средства измерения (рис.3.111), состоящего из двух измерительных головок, закрепленных неподвижно в установочном модуле, жестко связанном с контрольной оправкой цилиндрической или призматической формы. Данное средство измерения предварительно настраивают на нуль по образцовой детали, имеющей ту же конфигурацию и номинальные размеры, что и контролируемая деталь. При настройке и при выполнении измерений средство измерения базируют таким образом, чтобы контрольная оправка плотно входила в паз детали (образцовой или контролируемой. При измерении отклонений расположения средство измерения перемещают в направлении оси контролируемой детали вдоль паза и фиксируют максимальную разность показаний измерительных головок на длине паза.
За результат измерения принимается половина зафиксированной максимальной разности показаний измерительных головок.
1 – контролируемая деталь; 2 – оправка;
3, 4 – измерительные головки; 5 – установочный модуль
Рис. 3.111. Измерение отклонения от симметричности шпоночного паза
относительно оси наружной номинально цилиндрической поверхности
Контроль шпоночных соединений
Контроль шпоночных соединений в серийном и массовом производстве осуществляется специальными предельными калибрами. В связи с тем, что допуск на ширину паза является комплексным, в пределах которого находятся отклонения собственно ширины паза и отклонения расположения, ограничение всех отклонений в пределах допуска на ширину паза достигается контролем комплексным и элементными калибрами. Ширина пазов вала и втулки проверяются пластинами, имеющими проходную и непроходную сторону.
Глубина паза (размер t1) контролируется комплексными калибрами, имеющими стержень с проходной и непроходной ступенью. Глубина паза втулки (размер d +t2 ) контролируется пробками со ступенчатой шпонкой. Симметричность пазов относительно осевой плоскости проверяют комплексными калибрами: у отверстия — пробкой со шпонкой, а у вала — накладной призмой с контрольным стержнем.
После сборки контроль шпоночного соединения производят путем установления биения охватывающей детали на валу и перемещением охватывающей детали вдоль вала (в случае подвижного соединения).
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Виды шлицевых соединений и их основные параметры
Шлицевые соединения предназначены для передачи больших крутящих моментов в условиях высоких требований к соосности соединяемых деталей.
Шлицевые соединения называют подвижными, когда детали, насаживаемые на вал, имеют возможность осевого перемещения (например, зубчатые колеса коробок скоростей станков, автомобилей; муфты сцепления и др.), и неподвижными, если втулка неподвижна относительно вала.
В зависимости от профиля зубьев шлицевые соединения делятся на прямобочные, эвольвентные и с треугольным профилем (рис. 4.1).
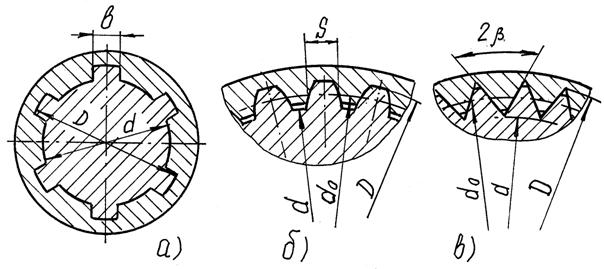
Рисунок 4.1 — Виды шлицевых соединений: а) прямобочное; б) эвольвентное; в) с треугольным профилем
Наибольшее распространение в машиностроении получили шлицевые соединения с прямобочным профилем зуба по ГОСТ 1139-80, имеющие четное число зубьев: 6, 8, 10, 16, 20 [2]. Эти соединения появились раньше других, и их изготовление лучше обеспечено оборудованием и инструментом. В зависимости от высоты и числа зубьев для одного и того же диаметра d установлено три серии соединений: легкая, средняя и тяжелая.
Читайте также: Шестерня привода распределительного вала z18xer
Шлицевые соединения с эвольвентным профилем зубьев стандартизованы для модулей m в пределах от 0,5 до 10 мм, для диаметров D — от 4 до 500 мм и чисел z, — от 6 до 82 — по ГОСТ 6033-80 [5] . Распространенность этих соединений обусловлена рядом преимуществ перед другими:
1) технологичностью (для обработки всех типоразмеров валов с одинаковым модулем требуется одна модульная фреза; во многих случаях после фрезерования последующая обработка шлифованием исключается и т.д.);
3) точностью (детали эвольвентного соединения лучше центрируются и самоустанавливаются под нагрузкой).
Поэтому эвольвентные шлицевые соединения являются более предпочтительными.
Шлицевые соединения с треугольным профилем имеют мелкие зубья. Угол профиля характеризуется углом впадины вала[5] .Основные параметры этого типа: т = 0,3 ¸ 0,8 мм; z = 15 ¸ 70; 2b = 90° или 72°. Такие соединения нестандартизованы; их применяют чаще всего тогда, когда по каким-либо причинам нежелательны прессовые посадки, а также при тонкостенных втулках для передачи небольших крутящих моментов.
Выбор параметров центрирования шлицевых соединений
4.2.1 В шлицевых прямобочных соединениях применяют три способа относительного центрирования вала и втулки: по наружному диаметру (D); по внутреннему диаметру(d) и по боковым поверхностям зубьев(b). Центрирование по D рекомендуется в случаях повышенных требований к точности cоосности элементов соединения, когда твердость втулки невысокая и допускает обработку чистовой протяжкой, а вал обрабатывается фрезерованием и окончательно шлифуется по наружному диаметруD. Применяется в неподвижных и подвижных соединениях, передающих небольшие крутящие моменты и имеющие небольшие износы центрирующих поверхностей.
Центрирование по d применяется аналогично с центрированием по D, если твердость втулки высокая и не позволяет обрабатывать деталь протяжкой при условии возникновения коробления валов после термообработки. В этом случае вал и втулка по d обрабатываются шлифованием. Такой способ значительно дороже, но обеспечивает наибольшую точность центрирования.
Центрирование по b используется, когда не требуется особой точности, при передаче значительных моментов, в случаях передачи реверсивных (знакопеременных) моментов. Этот способ центрирования является наиболее простым и экономичным.
4.2.2 Наиболее распространенным способом центрирования деталей эвольвентного соединения является центрирование по боковые сторонам зубьев s(е). Этот способ наиболее экономичен и обеспечивает достаточную точность центрирования. Центрирование по D применяется в случае повышенных требований к соосности деталей на валу. Центрирование по внутреннему диаметруd применяется редко, ввиду малых размеров опорных площадок по впадинам зубьев. В машиностроении широко используется центрирование относительно вспомогательной цилиндрической поверхности а, диаметр которой несколько больше наружного диаметра соединения (рис. 4.2).
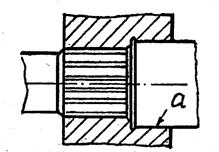
Рисунок 4.2 — Центрирование по вспомогательной цилиндрической поверхности а
4.2.3 Центрирование шлицевых соединений с треугольным профилем осуществляется только по боковым сторонам зубьев, а по внутреннему и наружному диаметрам имеют зазоры (рис. 4.1, в).
Дата добавления: 2018-04-15 ; просмотров: 2514 ; Мы поможем в написании вашей работы!
Методы и средства контроля элементов деталей шпоночного соединения
Рекомендуемые поля допусков для соединения вал – втулка
| Условия работы пары вал — втулка | Характер сопряжения | Рекомендуемые поля допусков | |
| отверстия | вала | ||
| Возможность осевого перемещения втулки по валу | С зазором | Н6 | h6 |
| Р7 | h7, g6, f6 | ||
| Обеспечение высокой точности центрирования, минимальное радиальное биение | Переходные | H6 | js6, k6, m6, n6 |
| Наличие больших динамических нагрузок, возможность реверсного движения | С натягом | H6 | s7 |
| H7 | s8 |