
Система допусков подразделяется на систему отверстия и систему вала.
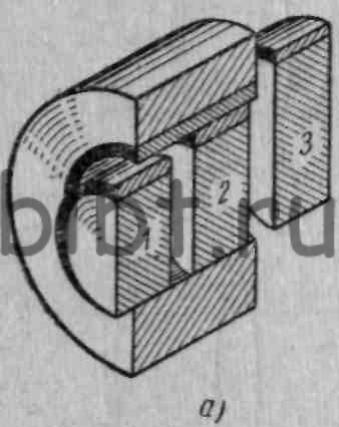
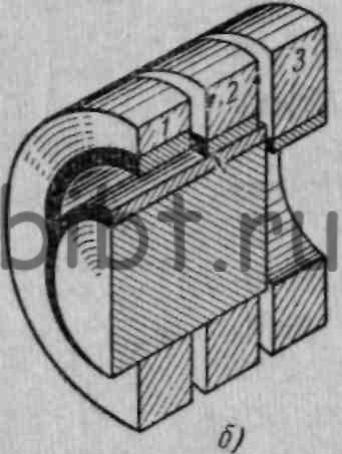
Рис. 95. Посадки в системе отверстий (а) и в системе вала (б):
1 — ходовая; 2 — скольжения; 3 — прессовая
— это совокупность посадок, в которых при одном классе точности и одном номинальном размере предельные размеры отверстия остаются постоянными, а различные посадки достигаются путем изменения предельных отклонений валов (рис. 95, а). Во всех стандартных посадках системы отверстия нижнее отклонение отверстия равно нулю. Такое отверстие называется основным.
— это совокупность посадок, в которых предельные отклонения вала одинаковы (при одном номинальном размере и одном классе точности), а различные посадки достигаются путем изменения предельных отношений отверстия (рис. 95, б). Во всех стандартных посадках системы вала верхнее отклонение вала равно нулю. Такой вал называется основным.
Поля допусков основных отверстий обозначаются буквой А, а основных валов — буквой В с числовым индексом класса точности (для 2-го класса точности индекс 2 не указывается): А 1 , А, А 2а ,А 3а , А 4 и А 5 , В 1 В 2 , В 2а , В 3 , В 3а, В 4 , В 5 . Общесоюзными стандартами установлены допуски и посадки гладких соединений.
Допускается пользоваться не только посадками, установленными стандартом, но и комбинациями стандартизованных полей допусков отверстий и валов одного или разных классов точности.
Для предпочтительного применения при номинальных размерах 1 + 500 мм установлены два ряда полей допусков отверстий и валов. В первую очередь должны применяться поля допусков 1-го ряда, затем поля допусков 2-го ряда. Только в особых случаях, при необходимости, могут применяться остальные поля допусков.
К первому ряду 2-го класса точности относятся поля допусков посадок Н, С, Х, а ко второму ряду — Пр, Г, П, Д и Л. Путем длительных наблюдений установлена зависимость изменения допуска от размеров обрабатываемых поверхностей. Эта зависимость выражается в виде кубической параболы . Сравнение допусков при разных размерах поверхности и одинаковой точности производят, используя единицу допуска. Число этих единиц, заключенных в величине допуска на обработку поверхности, характеризует степень точности обработки. Для каждого класса точности предусмотрено определенное число единиц допуска. Величина допуска равна ai, где а — число единиц допуска, i — величина единицы допуска.
По ГОСТу единица допуска i в мк выражается следующими зависимостями:
для отверстия диаметром 0,1—1 мм
для отверстий диаметром 1—500 мм
для отверстий диаметром 500—10 000 мм
где d c.a есть среднее арифметическое значение интервалов диаметров в мм. На чертежах отклонения указывают одним из двух способов:
1) указывается размер и буквенное обозначение посадки, например, при скользящей посадке 2-го класса точности для отверстия системы вала диаметром 30 мм посадка обозначается 30С, для ходовой посадки 3-го класса — 30Х 3 ; размер основного вала обозначается 30В для первого случая и 30В 3 — для второго; при системе отверстия основное отверстие будет обозначено 30А и 30А 3 , а на размерах вала соответственно будут указаны посадки;
2) указывается размер и численные значения допустимых отклонений в миллиметрах, например, для отверстия диаметром 30 мм в системе вала при скользящей посадке 2-го класса точности пишется Ø30 +0,027 ; для ходовой посадки 3-го класса точности пишется 30 +0,05 ; размер основного вала будет обозначен Ø 50 -0,017 .
Читайте также: Ручной перфоратор с коленчатым валом
При системе отверстия размер основного отверстия 2-го класса будет Ø 30 +0,027 , а для третьего класса Ø 30 +0,05 . Для скользящей посадки 2-го класса точности в системе отверстия размер вала будет Ø 30 -0,017 , а для ходовой посадки 3-го класса Ø 30 -0,05 .
Во всех случаях численные значения верхних отклонений указывают выше стрелки размера, а нижнее отклонение — ниже нее. Отклонения, равные нулю, на чертеже не указывают.
В машиностроении применяется в основном система отверстия, так как при этом необходимо меньше режущих инструментов с различными размерами, например, для всех посадок одного и того же класса точности при определенном номинальном размере потребуются развертки одного диаметра. При системе вала для обработки различных отверстий требуются развертки или протяжки разных диаметров в соответствии с разными размерами отверстий для различных посадок. Обработка валов обычно производится инструментами (резцами, шлифовальными кругами и т. д.), размеры которых не связаны с характером посадок.
Развертки, протяжки и другие калибрующие инструменты (размеры которых по диаметру определяют размеры обработанных ими поверхностей) относительно дороги. Таким образом, предпочитают систему отверстия из экономических соображений.
Однако в некоторых случаях оказывается более целесообразным применять систему вала. Это главным образом относится к тем случаям, когда на одном валу должно быть помещено несколько деталей с разными посадками. В этом случае при системе отверстия вал нужно было бы делать ступенчатым, а это не всегда позволит осуществить сборку.
Система отверстия и система вала;
ЕСДП состоит из двух равноправных систем допусков и посадок: системы отверстия и системы вала.
Выделение названных систем допусков вызвано различием в способах образования посадок.
Система отверстия – система допусков и посадок, при которой предельные размеры отверстия для всех посадок для данного номинального размера dн сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров вала (рис. 10).
Система вала – система допусков и посадок, при которой предельные размеры вала для всех посадок для данного номинального размера dн сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров отверстия (рис. 11 ).
Рис.10. Посадки в системе отверстия
Рис.11. Посадки в системе вала
Деталь, размеры которой для всех посадок при неизменных номинальном размере и квалитете не меняются, принято называть основной деталью.
Соответственно не основными деталями будут валы в системе отверстия и отверстия в системе вала.
В системе отверстия основной деталью является отверстие, у которого нижнее отклонение EI, а допуск задается «в тело» детали, т. е. в плюс в сторону увеличения размера от номинального, поэтому верхнее отклонение ES = + TD (рис. 10).
В обозначенииполя допуска основного отверстиядолжна быть указанабуква H, т. к. основным отклонением является нижнее отклонение EI = 0 (рис.9).
В системе вала основной деталью является вал, у которого верхнее отклонение es= 0, а допуск задается «в тело» детали, т. е. в минус – в сторону уменьшения размера от номинального, поэтому нижнее отклонение ei = − Td (рис.11)
Читайте также: Диск пилы с валом
В обозначенииполя допуска основного валадолжна быть указанабуква h, т. к. основным отклонением является верхнее отклонение es = 0(рис. 8).
Система отверстия имеет более широкое применение по сравнению с системой вала, что связано с ее преимуществами технико-экономического характера.
Для обработки отверстий с разными размерами необходимо иметь соответственно и разные комплекты дорогостоящих режущих инструментов (сверла, зенкера, развертки, протяжки и т.п.), а валы независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом.
Система вала является предпочтительной по сравнению с системой отверстия. , когда валы не требуют дополнительной размерной обработки, а могут пойти в сборку после так называемых заготовительных технологических процессов. Система вала применяется также в случаях, когда система отверстия не позволяет осуществлять требуемые соединения при данных конструктивных решениях (один и тот же вал сопрягается с несколькими отверстиями с разным характером посадок, например, посадки шпонки по ее ширине с пазами вала и отверстия осуществляются в системе вала, т. к. шпонка с пазом вала должна иметь посадку с большей вероятностью натяга, а с пазом отверстия – с большей вероятностью зазора).
При выборе системы посадок необходимо учитывать допуски на стандартные детали и составные части изделий, так в шариковых и роликовых подшипниках посадки внутреннего кольца на вал осуществляются в системе отверстия, а посадки наружного кольца в корпус изделия – в системе вала.
Система отверстия и система вала
Совокупность разных точностей и различных отклонений для образования разнообразных посадок и их построение называется системой допусков. Система допусков подразделяется на систему отверстия и систему вала.

Рис. Посадки в системе отверстий (а) и в системе вала (б): 1 — ходовая; 2 — скольжения; 3 — прессовая
Система отверстия — это совокупность посадок, в которых при одном классе точности и одном номинальном размере предельные размеры отверстия остаются постоянными, а различные посадки достигаются путем изменения предельных отклонений валов (рис. 95, а). Во всех стандартных посадках системы отверстия нижнее отклонение отверстия равно нулю. Такое отверстие называется основным.
Система вала — это совокупность посадок, в которых предельные отклонения вала одинаковы (при одном номинальном размере и одном классе точности), а различные посадки достигаются путем изменения предельных отношений отверстия (рис. 95, б). Во всех стандартных посадках системы вала верхнее отклонение вала равно нулю. Такой вал называется основным.
Поля допусков основных отверстий обозначаются буквой А, а основных валов — буквой В с числовым индексом класса точности (для 2-го класса точности индекс 2 не указывается): А1, А, А2а,А3а, А4 и А5, В1 В2, В2а, В3, В3а, В4, В5. Общесоюзными стандартами установлены допуски и посадки гладких соединений.
Допускается пользоваться не только посадками, установленными стандартом, но и комбинациями стандартизованных полей допусков отверстий и валов одного или разных классов точности.
Для предпочтительного применения при номинальных размерах 1 + 500 мм установлены два ряда полей допусков отверстий и валов. В первую очередь должны применяться поля допусков 1-го ряда, затем поля допусков 2-го ряда. Только в особых случаях, при необходимости, могут применяться остальные поля допусков.
Читайте также: Шлифовка коленчатых валов в тюмени

К первому ряду 2-го класса точности относятся поля допусков посадок Н, С, Х, а ко второму ряду — Пр, Г, П, Д и Л. Путем длительных наблюдений установлена зависимость изменения допуска от размеров обрабатываемых поверхностей. Эта зависимость выражается в виде кубической параболы . Сравнение допусков при разных размерах поверхности и одинаковой точности производят, используя единицу допуска. Число этих единиц, заключенных в величине допуска на обработку поверхности, характеризует степень точности обработки. Для каждого класса точности предусмотрено определенное число единиц допуска. Величина допуска равна ai, где а — число единиц допуска, i — величина единицы допуска.
По ГОСТу единица допуска i в мк выражается следующими зависимостями:
для отверстия диаметром 0,1-1 мм

для отверстий диаметром 1-500 мм
для отверстий диаметром 500-10 000 мм

где dc.a есть среднее арифметическое значение интервалов диаметров в мм. На чертежах отклонения указывают одним из двух способов:
) указывается размер и буквенное обозначение посадки, например, при скользящей посадке 2-го класса точности для отверстия системы вала диаметром 30 мм посадка обозначается 30С, для ходовой посадки 3-го класса — 30Х3; размер основного вала обозначается 30В для первого случая и 30В3 — для второго; при системе отверстия основное отверстие будет обозначено 30А и 30А3, а на размерах вала соответственно будут указаны посадки;
) указывается размер и численные значения допустимых отклонений в миллиметрах, например, для отверстия диаметром 30 мм в системе вала при скользящей посадке 2-го класса точности пишется Ø30+0,027; для ходовой посадки 3-го класса точности пишется 30+0,05; размер основного вала будет обозначен Ø 50-0,017.
При системе отверстия размер основного отверстия 2-го класса будет Ø 30+0,027, а для третьего класса Ø 30+0,05. Для скользящей посадки 2-го класса точности в системе отверстия размер вала будет Ø 30-0,017, а для ходовой посадки 3-го класса Ø 30 -0,05.
Во всех случаях численные значения верхних отклонений указывают выше стрелки размера, а нижнее отклонение — ниже нее. Отклонения, равные нулю, на чертеже не указывают.
Блоки полиспаста до ф1000, тормозные шкивы до ф700, валы до ф1500 до 6м
В машиностроении применяется в основном система отверстия, так как при этом необходимо меньше режущих инструментов с различными размерами, например, для всех посадок одного и того же класса точности при определенном номинальном размере потребуются развертки одного диаметра. При системе вала для обработки различных отверстий требуются развертки или протяжки разных диаметров в соответствии с разными размерами отверстий для различных посадок. Обработка валов обычно производится инструментами (резцами, шлифовальными кругами и т. д.), размеры которых не связаны с характером посадок.
Развертки, протяжки и другие калибрующие инструменты (размеры которых по диаметру определяют размеры обработанных ими поверхностей) относительно дороги. Таким образом, предпочитают систему отверстия из экономических соображений.
Однако в некоторых случаях оказывается более целесообразным применять систему вала. Это главным образом относится к тем случаям, когда на одном валу должно быть помещено несколько деталей с разными посадками. В этом случае при системе отверстия вал нужно было бы делать ступенчатым, а это не всегда позволит осуществить сборку.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала