
Система допусков подразделяется на систему отверстия и систему вала.
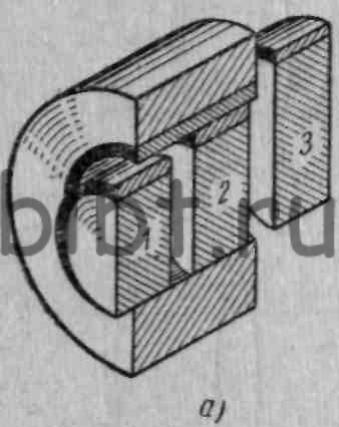
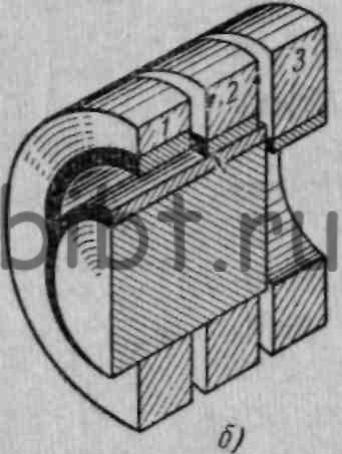
Рис. 95. Посадки в системе отверстий (а) и в системе вала (б):
1 — ходовая; 2 — скольжения; 3 — прессовая
— это совокупность посадок, в которых при одном классе точности и одном номинальном размере предельные размеры отверстия остаются постоянными, а различные посадки достигаются путем изменения предельных отклонений валов (рис. 95, а). Во всех стандартных посадках системы отверстия нижнее отклонение отверстия равно нулю. Такое отверстие называется основным.
— это совокупность посадок, в которых предельные отклонения вала одинаковы (при одном номинальном размере и одном классе точности), а различные посадки достигаются путем изменения предельных отношений отверстия (рис. 95, б). Во всех стандартных посадках системы вала верхнее отклонение вала равно нулю. Такой вал называется основным.
Поля допусков основных отверстий обозначаются буквой А, а основных валов — буквой В с числовым индексом класса точности (для 2-го класса точности индекс 2 не указывается): А 1 , А, А 2а ,А 3а , А 4 и А 5 , В 1 В 2 , В 2а , В 3 , В 3а, В 4 , В 5 . Общесоюзными стандартами установлены допуски и посадки гладких соединений.
Допускается пользоваться не только посадками, установленными стандартом, но и комбинациями стандартизованных полей допусков отверстий и валов одного или разных классов точности.
Для предпочтительного применения при номинальных размерах 1 + 500 мм установлены два ряда полей допусков отверстий и валов. В первую очередь должны применяться поля допусков 1-го ряда, затем поля допусков 2-го ряда. Только в особых случаях, при необходимости, могут применяться остальные поля допусков.
К первому ряду 2-го класса точности относятся поля допусков посадок Н, С, Х, а ко второму ряду — Пр, Г, П, Д и Л. Путем длительных наблюдений установлена зависимость изменения допуска от размеров обрабатываемых поверхностей. Эта зависимость выражается в виде кубической параболы . Сравнение допусков при разных размерах поверхности и одинаковой точности производят, используя единицу допуска. Число этих единиц, заключенных в величине допуска на обработку поверхности, характеризует степень точности обработки. Для каждого класса точности предусмотрено определенное число единиц допуска. Величина допуска равна ai, где а — число единиц допуска, i — величина единицы допуска.
По ГОСТу единица допуска i в мк выражается следующими зависимостями:
для отверстия диаметром 0,1—1 мм
для отверстий диаметром 1—500 мм
для отверстий диаметром 500—10 000 мм
где d c.a есть среднее арифметическое значение интервалов диаметров в мм. На чертежах отклонения указывают одним из двух способов:
1) указывается размер и буквенное обозначение посадки, например, при скользящей посадке 2-го класса точности для отверстия системы вала диаметром 30 мм посадка обозначается 30С, для ходовой посадки 3-го класса — 30Х 3 ; размер основного вала обозначается 30В для первого случая и 30В 3 — для второго; при системе отверстия основное отверстие будет обозначено 30А и 30А 3 , а на размерах вала соответственно будут указаны посадки;
2) указывается размер и численные значения допустимых отклонений в миллиметрах, например, для отверстия диаметром 30 мм в системе вала при скользящей посадке 2-го класса точности пишется Ø30 +0,027 ; для ходовой посадки 3-го класса точности пишется 30 +0,05 ; размер основного вала будет обозначен Ø 50 -0,017 .
Читайте также: Крестовина рулевого вала prado 120
При системе отверстия размер основного отверстия 2-го класса будет Ø 30 +0,027 , а для третьего класса Ø 30 +0,05 . Для скользящей посадки 2-го класса точности в системе отверстия размер вала будет Ø 30 -0,017 , а для ходовой посадки 3-го класса Ø 30 -0,05 .
Во всех случаях численные значения верхних отклонений указывают выше стрелки размера, а нижнее отклонение — ниже нее. Отклонения, равные нулю, на чертеже не указывают.
В машиностроении применяется в основном система отверстия, так как при этом необходимо меньше режущих инструментов с различными размерами, например, для всех посадок одного и того же класса точности при определенном номинальном размере потребуются развертки одного диаметра. При системе вала для обработки различных отверстий требуются развертки или протяжки разных диаметров в соответствии с разными размерами отверстий для различных посадок. Обработка валов обычно производится инструментами (резцами, шлифовальными кругами и т. д.), размеры которых не связаны с характером посадок.
Развертки, протяжки и другие калибрующие инструменты (размеры которых по диаметру определяют размеры обработанных ими поверхностей) относительно дороги. Таким образом, предпочитают систему отверстия из экономических соображений.
Однако в некоторых случаях оказывается более целесообразным применять систему вала. Это главным образом относится к тем случаям, когда на одном валу должно быть помещено несколько деталей с разными посадками. В этом случае при системе отверстия вал нужно было бы делать ступенчатым, а это не всегда позволит осуществить сборку.
Большая Энциклопедия Нефти и Газа
Применение — система — вал
Применение системы вала разрешается только при условии технико-экономического обоснования. [1]
Однако в некоторых случаях применение системы вала является экономически вполне оправданным. Если один вал сопрягается с несколькими деталями, причем нужно получить различные посадки, то работа по системе отверстия потребует усложнения конструкции. На рис. 119 а показано соединение шатуна / с поршнем 2 с помощью поршневого пальца 3 в системе вала, а на рис. 119 6 — в системе отверстия. [2]
Однако в некоторых случаях применение системы вала является экономически вполне оправданным. Если один вал сопрягается с несколькими деталями, причем нужно получить различные посадки, то работа по системе отверстия потребует усложнения конструкции. На рис. 129, а показано соединение шатуна 1 с поршнем 2 с помощью поршневого пальца 3 в системе вала, а на рис. 129 6 — в системе отверстия. Так как соединение пальца 3 и втулки 4 шатуна 3 необходимо выполнить по подвижной посадке, а сопряжение пальца 3 и поршня 2 — по неподвижной, то при использовании системы вала палец имеет один размер по всей длине, а необходимая посадка обеспечивается изменением диаметра сопрягаемого отверстия. При работе по системе отверстия поршней палец 3 приходится выполнять ступенчатым. [3]
Однако это не исключает применение системы вала . [4]
Расположение центрирующего пояска в отверстии требует применения системы вала . [5]
Однако в некоторых случаях конструктивные соображения диктуют применение системы вала . [6]
Когда имеется возможность использовать светлотянутый калиброванный вал, применение системы вала освободит от необходимости обработки его посадочных мест и ожидаемая экономия на обработке вала может дать большой эффект, вследствие чего преимущества будут на стороне системы вала. [7]
Различные посадки деталей на гладких валах, осях и пальцах осуществляют применение системы вала и комбинированием системы отверстия и вала. [8]
Различные посадки деталей на гладких валах, осях и пальцах осуществляют применением системы вала и комбинированием системы отверстия и вала. [9]
Читайте также: Замена промежуточного подшипника правого приводного вала пежо 408
Расположение центрирующего пояска в отверстии ( рис. 339, е) требует применения системы вала . [11]
В любом шпоночном соединении имеется две разные посадки: посадка шпонки в паз вала и посадка ее в паз втулки, что предопределяет применение системы вала . [13]
Основанием системы допусков в этом случае целесообразно принять систему отверстия, распространенную в машиностроении. Применение системы вала может иметь второстепенное значение. [14]
Система вала применяется в тех случаях, когда на гладкий вал постоянного диаметра насаживается несколько деталей с различными видами посадок. Применение системы вала целесообразно при изготовлении осей или валов из калиброванного материала. В случае использования подшипников качения их монтаж осуществляется с применением одновременно обеих систем: системы отверстия — для отверстия подшипников и системы вала — для их наружной поверхности. [15]
Система отверстия и система вала
ЕСДП состоит из двух равноправных систем допусков и посадок: системы отверстия и системы вала.
Выделение названных систем допусков вызвано различием в способах образования посадок.
Система отверстия – система допусков и посадок, при которой предельные размеры отверстия для всех посадок для данного номинального размера dн сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров вала (рис. 10).
Система вала – система допусков и посадок, при которой предельные размеры вала для всех посадок для данного номинального размера dн сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров отверстия (рис. 11 ).
Рис.10. Посадки в системе отверстия
Рис.11. Посадки в системе вала
Деталь, размеры которой для всех посадок при неизменных номинальном размере и квалитете не меняются, принято называть основной деталью.
Соответственно не основными деталями будут валы в системе отверстия и отверстия в системе вала.
В системе отверстия основной деталью является отверстие, у которого нижнее отклонение EI, а допуск задается «в тело» детали, т. е. в плюс в сторону увеличения размера от номинального, поэтому верхнее отклонение ES = + TD (рис. 10).
В обозначенииполя допуска основного отверстиядолжна быть указанабуква H, т. к. основным отклонением является нижнее отклонение EI = 0 (рис.9).
В системе вала основной деталью является вал, у которого верхнее отклонение es= 0, а допуск задается «в тело» детали, т. е. в минус – в сторону уменьшения размера от номинального, поэтому нижнее отклонение ei = − Td (рис.11)
В обозначенииполя допуска основного валадолжна быть указанабуква h, т. к. основным отклонением является верхнее отклонение es = 0(рис. 8).
Система отверстия имеет более широкое применение по сравнению с системой вала, что связано с ее преимуществами технико-экономического характера.
Для обработки отверстий с разными размерами необходимо иметь соответственно и разные комплекты дорогостоящих режущих инструментов (сверла, зенкера, развертки, протяжки и т.п.), а валы независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом.
Система вала является предпочтительной по сравнению с системой отверстия. , когда валы не требуют дополнительной размерной обработки, а могут пойти в сборку после так называемых заготовительных технологических процессов. Система вала применяется также в случаях, когда система отверстия не позволяет осуществлять требуемые соединения при данных конструктивных решениях (один и тот же вал сопрягается с несколькими отверстиями с разным характером посадок, например, посадки шпонки по ее ширине с пазами вала и отверстия осуществляются в системе вала, т. к. шпонка с пазом вала должна иметь посадку с большей вероятностью натяга, а с пазом отверстия – с большей вероятностью зазора).
Читайте также: Замена подшипников первичного вала акцент тагаз
При выборе системы посадок необходимо учитывать допуски на стандартные детали и составные части изделий, так в шариковых и роликовых подшипниках посадки внутреннего кольца на вал осуществляются в системе отверстия, а посадки наружного кольца в корпус изделия – в системе вала.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Система вала
При переводе посадок из системы отверстия в систему вала пользуются следующим правилом: при переводе квалитет точности вала и отверстия сохраняются, меняются основные отклонения — неосновной вал становится основным валом h, а основное отверстие Н заменяется неосновным отверстием.
В соответствии с этим правилом, в нашем примере, посадка в систему вала будет переведена следующим образом: Ø45 Р7/h6.
Все предыдущие расчеты повторим для системы вала
6.2.1 Номинальные диаметры вала и отверстия

6.2.2 Предельные отклонения вала с полем допуска h6 найдем по таблице 7 ГОСТ 125347 – 82 для квалитета 6 (для интервала размером свыше 40 до 50 мм):
Предельные отклонения отверстия Р7 найдем аналогично в таблице 8 ГОСТ 125347 – 82 они равны:
6.2.3 Определим предельные размеры вала и отверстия:

,

,

,

.
6.2.4 Находим допуск вала и отверстия:

,

.
6.2.5 Определим характер посадки, так как размеры вала больше, чем размеры отверстия, то в соединении образуется натяг, находим Nmax , Nmin. Они равны

,

.


Проверка:
Расчеты показали, что при переводе посадки из системы отверстия в систему вала, допуски вала и отверстия, а также характер посадки не изменяются.
6.2.7 Аналогично строим схему расположения полей допусков посадки Ø45 Р7/h6 рисунок 13.
6.2.8 Обозначение полей допусков и посадок на чертежах представлено на рисунке 14.
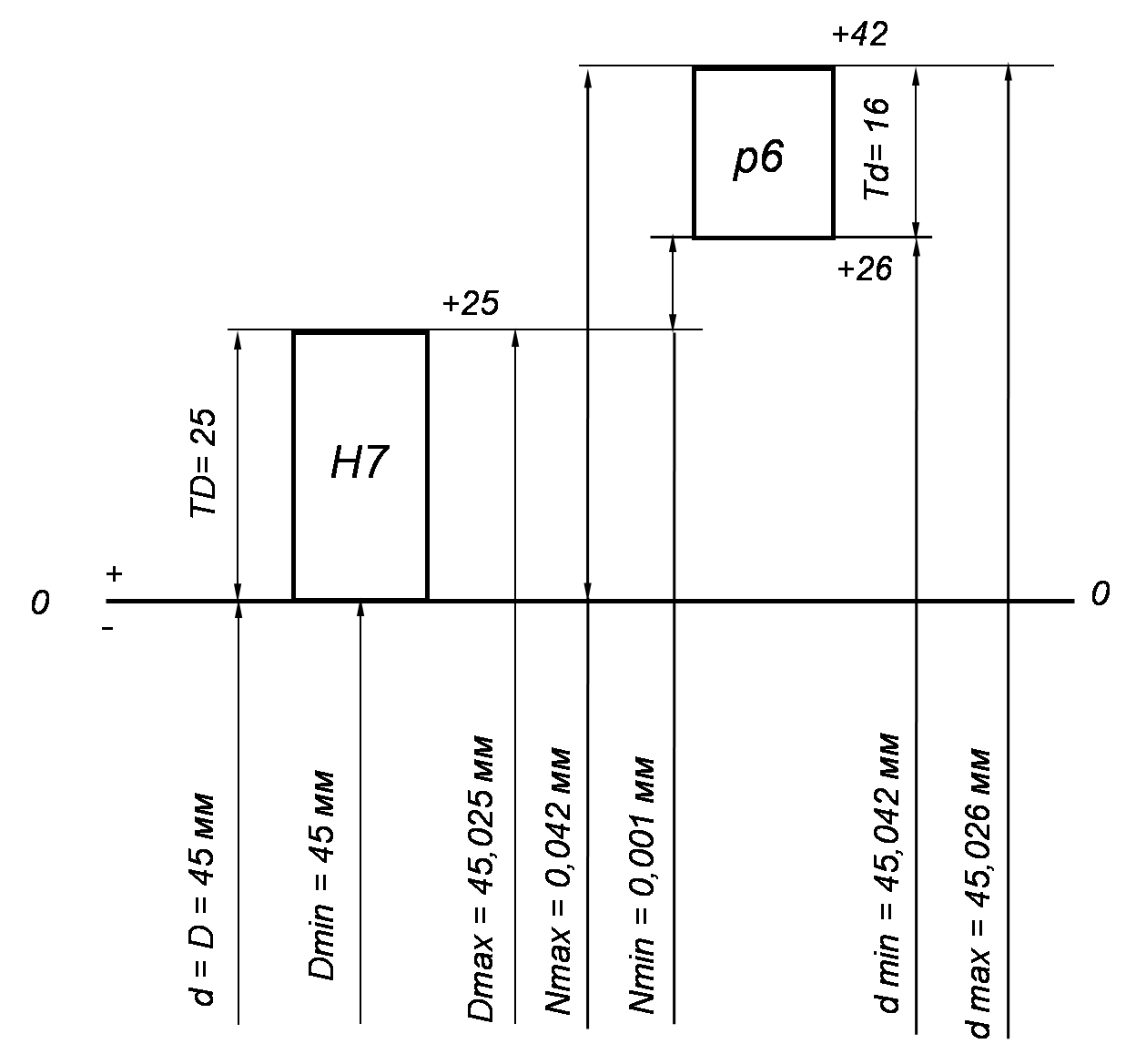
Рисунок 12 – Схема полей допусков посадки Ø 45 H7/p6 (в системе отверстия)
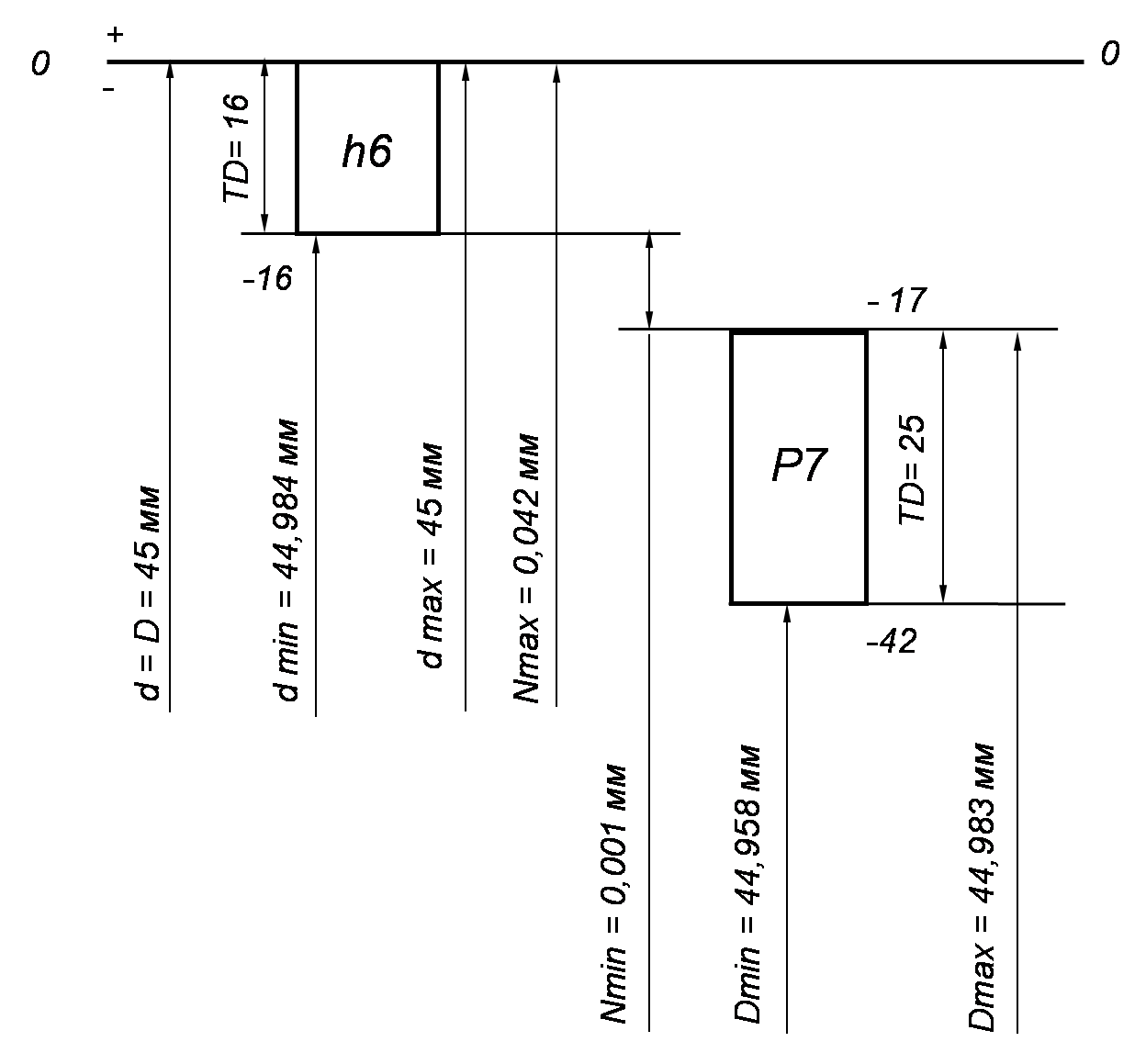
Рисунок 13 – Схема полей допусков посадки Ø 45 Р7/h6 (в системе вала)
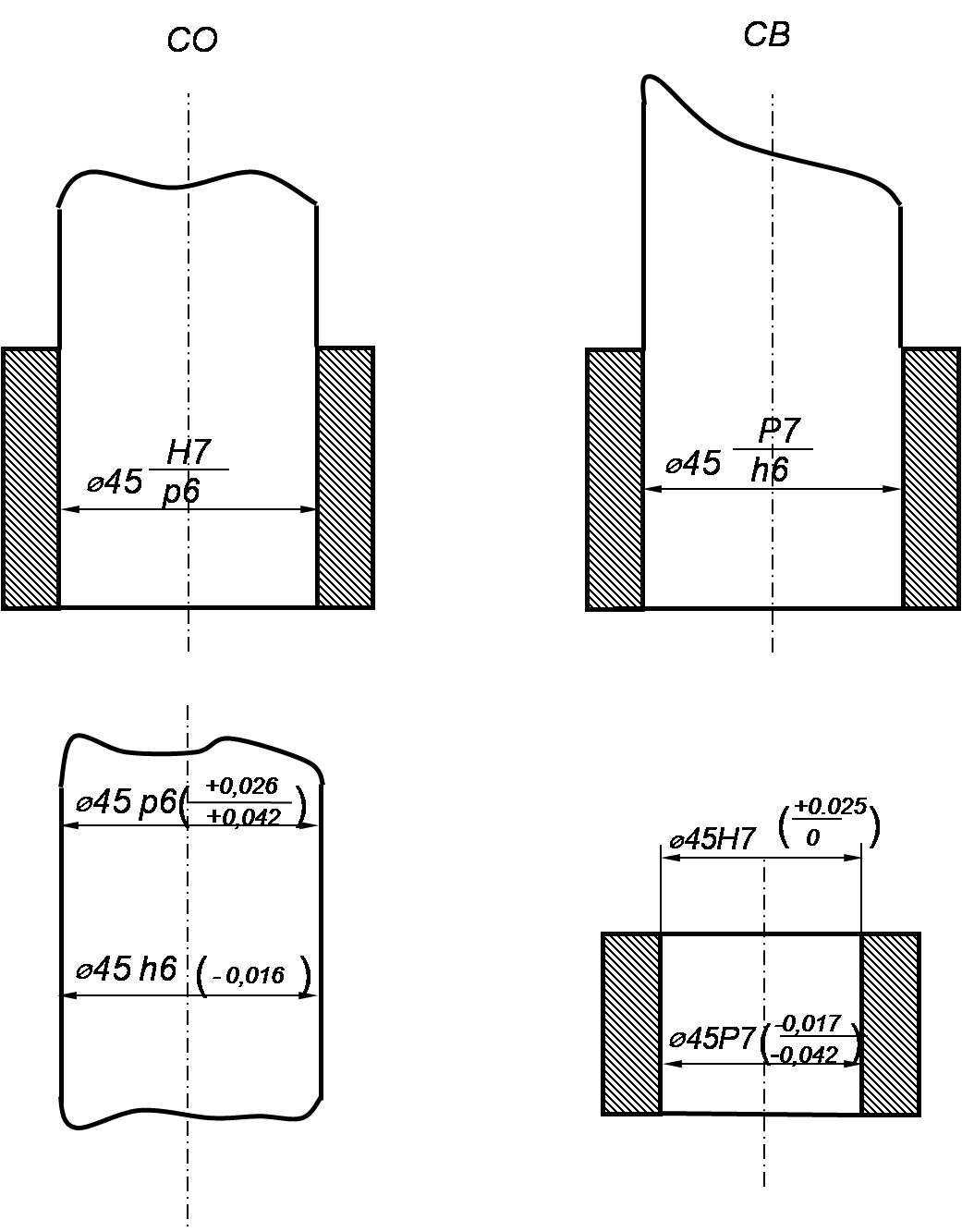
Рисунок 14 – Примеры обозначения полей допусков и посадок на чертежах
Контрольные вопросы
1 Поверхности сопрягаемые и несопрягаемые, охватывающие и охватываемые, формы сопрягаемых поверхностей.
2 Какие размеры называются номинальными, действительными, предельными, условные обозначения размеров.
3 Предельные отклонения, их назначение, условное обозначение, случаи задания отклонений и графическое расположение отклонений относительно нулевой линии.
4 Что называется допуском условное обозначение допуска, определение допуска по заданным предельным размерам и отклонениям (формулы). Может ли допуск быть отрицательным, либо равным нулю?
5 Посадка. Типы посадок. Допуск посадок. Обозначение посадок на чертеже.
6 Расположение полей допусков отверстия и вала в каждой посадке, характеристики посадок, формулы определения зазоров и натягов.
7 Что называют основным отклонением, что оно определяет, как обозначается основное отверстие и основной вал: определение, условное обозначение, графическое изображение. Симметричное поле допуска, условное обозначение и графическое изображение.
8 Дать определение квалитета, перечислить квалитеты. Чем один квалитет отличается от другого?
9 Система отверстия и система вала, определение. Перевод посадки из одной системы в другую.
10 Способы обозначения размеров на чертеже. Что называют полем допуска, дать определение.
11 Таблицы предельных отклонений, диапазоны, интервалы. В каких единицах измерения заданы предельные отклонения и допуски в справочниках?
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала