
В данных системах управления за счет применения дисковых и цилиндрических кулачков, установленных на распределительных валах, обеспечивается управление большим числом различных рабочих органов с надежной и максимальной синхронизацией их движений. Путем построения циклограммы для этих систем управления заранее проектируют и рассчитывают рабочий цикл обработки заготовки любой сложности за определенный промежуток времени соответствующий одному обороту распределительного вала. Системы управления с распределительными валами подразделяют на три группы по принципу совершения вспомогательных ходов.
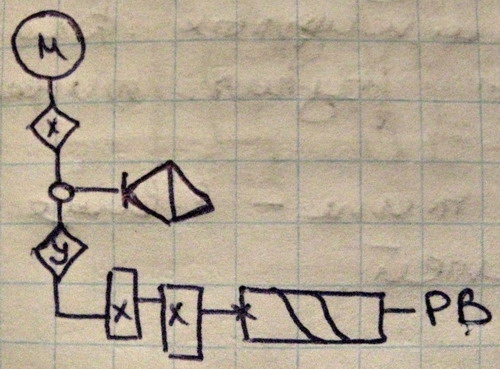
1. Системы управления с РВ, в которых частота вращения РВ для каждой настройки гитары сменных зубчатых колес постоянна в течение всего времени рабочего цикла Т (рис. 1.4а). Поэтому при изменении (например, увеличении) времени рабочих ходов пропорционально изменяется (увеличивается) время вспомогательных ходов, хотя эти вспомогательные ходы можно было бы выполнить за меньшее время.
Исходя из этого данную группу систем управления применяют в металлорежущих станках автоматах для обработки достаточно простых деталей небольшого диаметра (например, в автоматах продольного точения 1Р103, 1103, 1В06А, 1Б10П, 1М10В.
2. Системы управления, в которых распределительный вал в течение рабочего цикла Т имеет две разные частоты вращения (рис. 1.4б): вращение с малой частотой через гитару сменных зубчатых колес Y, когда выполняются рабочие хода, и вращение, с максимально возможной частотой исходя из прочности механизмов вспомогательных ходов по кинематической цепи с постоянным передаточным отношением i, когда выполняются все вспомогательные хода. Поэтому данную группу систем управления наиболее эффективно применять при обработке наиболее сложных и трудоемких деталей.
Системами управления с РВ второй группы оснащают многошпиндельные автоматы и полуавтоматы (например, 1Б216, 1Б240, 1Б290, 1Б240П и др.).
2. Системы управления, имеющие распределительный вал, который вращается так же, как в системах первой группы, с одной скоростью при выполнении всех рабочих и части вспомогательных ходов (подвод и отвод поперечных суппортов) (рис. 1.4в). Остальные вспомогательные ходы (подача и зажим прутка, поворот револьверной головки, переключение частоты и направления вращения шпинделя и др.) выполняются с помощью вспомогательного вала, который вращается с максимально возможной постоянной для данного автомата частотой по цепи с постоянным передаточным отношением. Выполнение вспомогательных ходов с помощью вспомогательного вала управляется командными кулачками, установленными на распределительном валу. Эти системы управления применяют на автоматах для обработки деталей средней трудоемкости. Системами управления третьей группы оснащают токарно-револьверные автоматы (например, 1Д112, 1Д118, 1Б124, 1Б136, 1Е125, 1Е140).
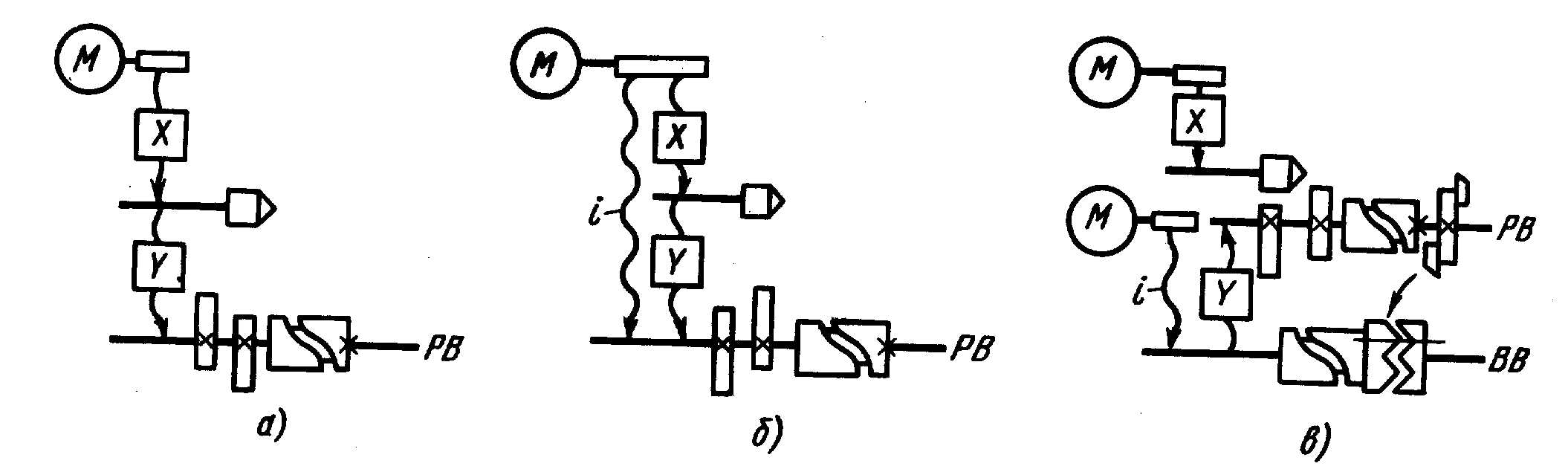
Рис. 1.4. Системы с распределительными валами
Кулачковые системы управления (с распределительными валами)
Кулачковые сист. — простейшие сист. по схеме автоматики их относят к незамкнутым системам. Работоспособность определ. применением кулачка.
Классифицируются по принципу совершение холостых ходов (Шаурмена):
1.постоянная скорость распред. вала:
доля времени холостых ходов в цикле обработки постоянна. Применяется для мелких и несложных деталей с временем цикла t=20…30с. Частота распред. вала 1,5…2 мин -1 . Применяются в автоматах продольного точения 1103, 1Б10П.

2. РВ имеет 2-е скорости(для рабочих подач и вспомог ходов):
Читайте также: Febi 47961 пыльник приводного вала комплектации
скорость быстрого движения РВ выбирают исходя из прочности механизма холостого хода. Время холостого хода- постоянно и не зависит от общего времени цикла. В приводе РВ применяют обгонную муфту, позвол. передавать ускор. вращения без выключения привода раб. скор. вала. Используются для сложных деталей из сложно обрабатываемых материалов. Время цикла t>30с. Применяются в одношпиндельных и многошпиндельных автоматах: 1Б240,1Б290.

часть времени на хол. ход пропорциональны. Длительность холл. хода (от кулачков до распред. вала) 2-я часть остаётся постоянной. Используются в станках ID112…Н8, 1Б124.
По рекомендации Шаурмена обозначая технической производительности через
Системы управления с распределительными валами
В системах управления с распределительными валами (РВ) или кулачковых программа управления воплощается в программоносителях, которыми являются: кулачок для одного исполнительного механизма и система кулачков, установленных на РВ в соответствии с разработанной циклограммой, для автоматизированного станка в целом. Величины перемещений рабочих органов при этом задаются подъёмом на кулачке, а их длительность – углами поворота РВ, совершающего один оборот за цикл.
Кулачковые СУ автоматизированными станками могут быть разделены на 3 группы. Структурные схемы автоматизированных станков с кулачковыми СУ представлены на рис. 4.5:
а) автоматизированные станки I группы
На схеме (см. рис. 4.5,а) показаны:
А – кинематическая цепь привода шпинделя, имеющая звено настройки х,
В – кинематическая цепь привода РВ, имеющая звено настройки у.
От РВ осуществляются все рабочие ходы цикла (подачи) и все холостые.
РВ имеет постоянную частоту вращения, величина которой зависит от требуемых скоростей подач, в связи с чем время холостых ходов зависит от общей длительности цикла. Поэтому станки I группы целесообразно использовать для малотрудоемких работ;
б) автоматизированные станки II группы
На таких станках (см. рис. 4.5,б), как и в предыдущем случае, имеются настраиваемые цепи А и Б, но РВ в течение цикла должен последовательно получать две скорости вращения:
— медленную – для выполнения рабочих ходов,
— быструю – для выполнения холостых ходов.
Для осуществления холостых ходов предусмотрена самостоятельная кинематическая цепь С, обеспечивающая быстрое вращение РВ с постоянной скоростью.
В этом случае, каким бы ни было время обработки детали, время на холостые ходы остаётся постоянным и не зависит от длительности цикла;
в) автоматизированные станки III группы
На таких станках (см. рис. 4.5,в), как и на станках I группы, имеются настраиваемые цепи А и Б, и РВ в течение цикла вращается с одной и той же скоростью как при рабочих, так и при холостых ходах. На РВ установлены кулачки для осуществления всех рабочих ходов и части холостых. Для осуществления остальных холостых ходов предусматривается дополнительный управляющий механизм – вращающийся быстро с постоянной скоростью вспомогательный вал (ВВ). Команды на совершение этих ходов от ВВ подаются специальными кулачками РВ.
Следящие САУ
Следящие системы управления имеются в ряде типов копировальных станков и станков с системами ЧПУ замкнутого типа.
В копировальных станках со следящими САУ режущий инструмент связан со щупом через электромеханические или гидравлические усилительные устройства, а не непосредственно, как в механических копировальных системах. Работа таких систем осуществляется на принципах слежения и серводействия.
Читайте также: Как снять подшипник с компрессора кондиционера логан
Суть принципа слежения состоит в том, что инструмент повторяет движение щупа, не будучи с ним непосредственно связанным.
Суть принципа серводействия заключается в том, что слабые сигналы управляют мощностями много большими, чем мощность управляющих сигналов.
В следящей системе сравниваются положения щупа и инструмента и при возникновении рассогласования появляется соответствующий сигнал, обеспечивающий включение привода и перемещение рабочего органа. Это перемещение происходит до тех пор, пока рассогласование не будет устранено. Следящие системы, таким образом, являются замкнутыми; обратная связь в них обеспечивается соединением корпуса следящего устройства с рабочим органом, несущим инструмент. Обратная связь восстанавливает равновесие в системе после исполнения управляющего сигнала.
Пусть (рис. 4.6,а) шпиндельная бабка 7 вместе с закреплённой на ней копировальной головкой 1 непрерывно перемещается в вертикальном направлении со скоростью S2 (S2 – т.н. ведущая или задающая подача). Щуп 2 под действием профиля копира 3 смещается вправо или влево в пределах малого зазора между контактами копировальной головки. При замыкании правого контакта включается перемещение бабки 7 вправо (S1 – т.н. следящая подача) и бабка перемещается до тех пор, пока правый контакт не разомкнется. При включении левого контакта бабка перемещается влево. В результате фреза 6 формирует на детали 5 соответствующий профиль. Так образуется одна строчка. Затем стойка 4 с деталью и копиром смещается в поперечном направлении (периодическая подача S3) и обрабатывается новая строчка.
В копировально-фрезерном станке с гидравлической системой копирования (рис. 4.6,б) на головке 9 с приводом главного движения и фрезой 6 закреплён корпус дросселирующего гидрораспределителя, в расточке которого находится т.н. следящий (управляющий) золотник 10 со щупом 2. Для перемещения головки в направлении следящей подачи S1 в неё встроен гидроцилиндр, шток которого закреплён на станине неподвижно.
При нейтральном положении следящего золотника щели между его буртами и кромками кольцевых канавок в расточке корпуса дросселирующего распределителя закрыты, масло в гидроцилиндр не поступает и головка стоит на месте. Во время продольного (S2) перемещения стола 8 с копиром 3 и заготовкой 5 копир воздействует на щуп следящего золотника, который, поднимаясь или опускаясь, переключает гидропотоки в цилиндр. Благодаря этому корпус цилиндра, а значит и головка с фрезой, поднимается или опускается, и фреза обрабатывает заданный профиль на детали.
Дата добавления: 2016-07-09 ; просмотров: 1363 ;
Системы управления с распределительным валом.
Если представить обычный копир обернутым на цилиндр, а все цилиндры с копирами — посаженными на один общий вал, то при вращении вала получим надежную и максимальную синхронизацию всех движений цикла любой сложности. Такая система управления (с распределительным валом) получила широкое распространение в автоматах самого широкого технологического назначения для крупносерийного и массового производства деталей. Большое значение при конструировании машин-автоматов имеет длительность холостых ходов, осуществляемых самой машиной. Чем быстрее совершаются холостые ходы, там выше коэффициент производительности и сама производительность. В зависимости от конструкции целевых механизмов, осуществляющих холостые ходы, автоматы и полуавтоматы можно разделить на 3 основные группы:
Читайте также: Устройство вала центробежного насоса
Автоматы группы I с одним распределительным валом предназначены для выполнения одним целевым механизмом (распределительным валом) как всех рабочих, так и холостых ходов цикла. За один оборот распределительного вала производится одна или несколько деталей. Распределительный вал (РВ) приводится в движение по одной кинематической цепи со звеном настройки is , а, следовательно, для данной наладки скорость его вращения постоянна. Причем кулачки для осуществления холостых ходов являются постоянными, требующими определенного угла поворота РВ, тогда как кулачки для производства рабочих ходов в зависимости от характера работы в каждом конкретном случае требуют различных углов поворота РВ.
Для автоматов этой группы характерна большая потеря времени при вспомогательных движениях. Однако в автоматах малых размеров с небольшим количеством холостых движений и небольшим рабочим циклом (до 20с) применение такой схемы целесообразно вследствие ее простоты.
Автоматы труппы IIпредставляет собой основную часть автоматного парка металлорежущих станков. К этой группе относится часть одношпиндельных и почти все многошипндельные автоматы и полуавтоматы.
Автоматы группы II также имеют один РВ с кулачками для осуществления рабочих и холостых ходов. Но в отличие от автоматов I группы в автоматах II группы РВ получает две скорости вращения: рабочую (медленную) и для осуществления холостых ходов (быструю).
Привод рабочего движения имеет звено настройки is , обеспечивающее для каждого конкретного случая различную скорость вращения РВ. Для осуществления холостых ходов РВ получает вращение по другой кинематической цепи iy без звена настройки с постоянной скоростью, определяемой прочностью звена механизма холостых ходов автомата.
Следовательно, каково бы ни было время обработки детали, время на осуществление холостых ходов остается постоянным, а коэффициент производительности автоматов группы II является величиной переменной, зависящей от технологической производительности.
Автоматы группы III (промежуточной) представляют собой сочетание автоматов групп I и II. Автоматы этих групп имеют два вала: Распределительный 1 и вспомогательный 2. Распределительный вал 1 вращается с одной скоростью, определяемой звеном настройки is как при осуществлении рабочих, так и холостых ходов. На нем установлены кулачки рабочих ходов и некоторой части холостых. Кроме того, этот вал несет на себе командные кулачки для переключения тех или иных механизмов, осуществляющих холостые движения с помощью специального вспомогательного вала 2, а также муфты включения и выключения механизмов холостых ходов.
Вспомогательный вал вращается с большей скоростью, чем распределительный вал по отдельной кинематической цепи iy, характерной для данной конструкции автомата.
Автоматы III структурной группы характерны для токарно-револьверных автоматов и полуавтоматов.
Основными характеристиками СУ с РВ является длительное время переналадки, что обусловило их применение прежде всего в автоматах и полуавтоматах для массового и крупномасштабного производства. Для уменьшения времени наладки автоматов в плоских кулачках небольших размеров делают пазы для замены их без демонтажа РВ. Другим средством повышения мобильности является бескулачковая наладка, то есть с ЧПУ.
Дата добавления: 2018-05-02 ; просмотров: 398 ; Мы поможем в написании вашей работы!
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала