
В современных условиях, когда объем необходимых для человека знаний резко и быстро возрастает уже не возможно делать главную ставку на усвоение определенной суммы фактов. Важно прививать умение самостоятельно наполнять свои знания ориентироваться в стремительном потоке научной и политической информации. Можно констатировать, что деревообработка даже в условиях экономического кризиса осталось одной из нескольких отраслей, продолжавших реально работать. Сегодня в России наблюдается интенсивный процесс развития структуры лесной и деревообрабатывающей промышленности. В этих условиях возник высокий спрос на специалистов этой сферы.
Заготовки: порода-сосна, влажность 12%
Размеры: ширина 200мм, толщина 50мм, длина 2000мм.
Задание: фуговальный станок
В настоящее время в промышленности наибольшее применение нашли фуговальные станки СФ4-IА, СФ6-IА, С2Ф4-I. Имеются и другие типы станков, но у этих станков станина, передние и задние столы, механизмы резания и задние столы, механизмы резания устроены аналогично, они отличаются размерами и мощностью двигателя. Эти станки снабжаются механизмами подачи (автоподачиками или конвейерами).
Буквенноцифровое обозначение индексов станков: С – строгальный, Ф – фуговальный, 2-двухстороний два режущих инструмента /. 4;6 – наибольшая ширина строгания в дм. Цифры после тире обозначают номер модели
А – автоматизированный.
К – конвейерная подача.
Назначение станков: служат для создания базовых поверхностей с одной или двух сторон. К недостаткам механизмов подачи относится то, что под действием роликов кривые, особенно тонкие заготовки, выпрямляются, а после выхода из станка снова деформируются.
Конвейерные механизмы подачи уменьшают этот недостаток, но полностью его не устраняют. Для расчетов примем. Станок СФК6 – 1 станок имеет два стола: передний и задний, между которыми в двух подшипниковых опорах горизонтальный ножевой вал, приводимый во вращения от электродвигателя через ременную передачу. Передний стол установлен в эксцентриковых опорах, которые поворачиваются рукояткой и стол смещается по высоте по отношению к окружности резания на толщину срезаемого слоя древесины. Задний стол устанавливается, по касательной к окружности резания с помощью винта (разворачивается эксцентриковые опоры). В начале обработки заготовка базируется по переднему столу, а затем по мере обработки и формирования базовой поверхности базирование полностью переходит на задний стол. Прижим заготовок у станков СФ4-IА и СФ6-IА производиться рабочим при ручной подаче, а у станка СФК6 конвейером.
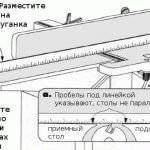
На фуговальных станках устанавливаются направляющие линейки, можно перемещать поперек стола при обработки разной ширины. Направляющую линейку можно устанавливать перпендикулярно и под углом к поверхности стола.
Конвейер станка СФК6-1 имеет 2-е цепи которые приводятся в движение с помощью двух ведущих туеров, которые вращаются от электродвигателя через ременный вариатор, червячную передачу общим валом.
Натяжение цепей производиться ведомыми туерами с помощью механизма натяжения цепей (винтового). Заготовки захватываются и перемещаются подпружинными захватами, закрепленными на цепях. Конвейер можно устанавливать по высоте в зависимости от толщины заготовок отдельным электродвигателем или вручную винтом (маховичком или ключом).
Режущий инструмент
Режущий инструмент является плоские ножи изготовленные по ГОСТ 6567-75, имеют следующие размеры: длина 25–1610 мм, ширина 25–40 мм, толщина 3 мм.
Приложение, рис. 2
Ножи крепятся в ножевых валах или ножевых головках с помощью клиньев, клинья прижимают ножи с помощью болтов. Число ножей в ножевом вале или головке – 2, иногда – 4.
Наладка фуговальных станков производиться в следующем порядке:
1. Установка ножей в ножевом валу. Ножи должны быть без трещин, хорошо заточены, без заусенец. Парные ножи должны быть сбалансированы и уравновешены ножи устанавливают так, чтобы лезвие выступало над кромкой стружко – ломателя на 1–2 мм, а из вала не более 2 мм. Непараллельность лезвия ножа поверхности заднего стола не должна превышать 0,1 мм на длине 1000 мм. Выступления ножа из ножевого вала определяется с помощью бруска, шаблона или индикатора. Проверка производиться в трех сечениях по длине ножа. Брусок укладывается на задний стол. При развороте ножевого вала режущие кромки должны касаться бруска, но не отжимать брусок.
2. Конвейер нужно установить так, что при наименьшем усилии прижимы заготовки подавались. При сильном прижатии заготовки деформируются и увеличиваются мощность на подачу.
3. Выбор величины скорости в зависимости от ширины обрабатываемой поверхности и толщины снимаемого древесины.
4. Проверка работы станка на холостом ходу. Пропускают несколько пробных деталей, сделав проверку на точность обработки. Пропускают несколько пробных деталей, сделав проверку на точность обработки. Погрешность при проверки на плоскость не должна превышать 0,15 мм на длине 1000 мм, а перпендикулярность 0,1 мм на 100 мм. Угол заострения ножей 40, ножи затачиваются на станках ТчН6-6.
Читайте также: Стихи с днем рождения для тете вале
Техническая характеристика станков
| Наименование | СФ4-1А | СФ6-1А | С2Ф4-1 | СФК6-1 |
| 1.Размеры обрабатываемых деталей в мм. | ||||
| 2.Наибольшая ширина | 400 | 630 | 400 | 630 |
| 3.Наибольшая толщина | – | – | 100 | 250 |
| 4.Скорость подачи, м/мин | – | – | 7–30 | 6–30 |
| 5.Диаметр ножевого вала, мм | 115 | 115 | 125 | 125 |
| 6.Частота вращения ножевого вала в мин –1 | 4500 | 4500 | 5100 | 4500 |
| 7.Число валов (головок) | 1 | 1 | 2 | 1 |
| 8.Установленная мощность двигателя ножевого вала, кВт |
Характеристика обрабатываемого материала на фуговальных станках обрабатывают заготовки из древесины хвойных и лиственных пород. Заготовки выпиливаются из пиломатериалов хвойных пород изготовленных согласно ГОСТ 8486–86. Пиломатериалы хвойных пород изготавливаются 5-ти сортов: отборный, 1, 2, 3, 4 – сорт. Пиломатериалы лиственных пород изготавливается согласно ГОСТ 2695-83 3-х сортов: 1-го, 2-го и –3-го сорта.
Заготовки изготавливаются 4х сортов: отборный, 1-й, 2-й, 3-й. Лиственных пород согласно ГОСТ 7897-83 и хвойных пород ГОСТ 9685-61.
Габаритные размеры обрабатываемых деталей. Максимальная ширина обрабатываемых заготовок на станке СФ4-1А до 400 мм, на СФК6-1, СФ6-1А до 63 мм. Толщина заготовок для станков с ручной подачей – любая, для станков с конвейерной подачей ограничена 250 мм.
В наших сибирских условиях чаще обрабатываются заготовки хвойных пород: сосна, ель, пихты, лиственница, кедр. Из них изготовляют заготовки для оконных и дверных блоков, для мебели (сиденья, спинки, каркасы) и т.д.
Как правило, заготовки фугуются сухими. С влажностью 8–12% (мебель), 16–18% детали домостроения.
В проекте примем влажность – 12%, порода – сосна. Параметры шероховатости обрабатываемых поверхностей деталей зависит от подачи на 1 зуб.
Основные кинематические соотношения:
1. Скорость главного движения, м/с
Д – диаметр окружности резания, 128 мм,
п – частота вращения ножевого вала, 4500 мин.
= 3,14 * 128 * 4500/60 * 1000 = 30,144 м/с
– подача на 1 оборот ножевого вала, мм
где Z – число зубьев (число ножей в ножевом валу, 2)
Численные значения при фрезеровании на станках составляют в пределах 20–70 м/с, а скорость подачи 6–40 м/мин.
От подачи на один зуб зависит шероховатость фрезерованной поверхности, которая будет определяться кинематическими неровностями. Неровности на фрезерованной поверхности будут иметь вид волн, размеры которых характеризуются длиной “Л” и глубиной “У”. Величина “У” для плоского фрезерования может быть вычислена по формуле:
Размеры всех волн при Z = 1(один резец) будут одинаковыми, причем длина численно равна подаче заготовки на один оборот, Л = Ип.
При двух резцах длина волны будет вдвое меньше. Практически длина волн не будет одинакова. Даже при тщательной установки режущих кромок по окружности резания, не удается обеспечить равенство радиусов резания резцов. Практическая точность установки резцов колеблется от 0,5 до 0,1 мм и лишь в исключительных случаях 0,02 мм (индикатором).
Итак, надо стремиться к тому, чтобы длина волны “Л” соответствовала подаче материала на один резец, а величина была по возможности минимальной. Вывод: длина волны зависит от скорости подачи, числа резцов, частоты вращения и тщательной установки режущих кромок в ножевом валу.
Имеется 12 классов шероховатости, от 1го 1600мкм до 12ти 4мкм. На фуговальных станках можно получить шероховатость 5го, 7го класса.
- Амолицкий В.В. Станки и инструменты 1977 г. стр.60
- Любченко В.И., Дружков Г.Ф. Станки и инструменты мебельного или оборудование отрасли. Рис. 11
Расчет потребной мощности на фрезерование
где: – табличное значение удельной работы, Дж/см, соответствует удельному сопротивлению резания, н/ммв числовом выражении, 19 н/мм
А попр – поправочный множитель;
В – ширина строгания, 250 мм;
Н – толщина срезаемого слоя древесины, 2мм;
А попр = ап * аw * ар * а * аv
ап – на породу древесину, для сосны – 1;
аw – на влажность древесины, w = 12%, аw = 1;
ар – на затупления резца, время непрерывной работы, ар = 1,5;
а– на угол резания 11.08.2009
- Обороты для самодельного станка
- admin
- 26 ответов на “Обороты для самодельного станка”
- Методика и технология настройки фуговального станка
- настройка фуговального станка
- Основными неисправностями фуганка могут быть:
- настройка столов фуговального станка
- Для начала проверяется износ стола по его длине.
- Подгонка пластин примыкания к ножевому валу
- Существует несколько способов настройки параллельности подающего и приемного стола.
- Простой способ настройки используется для бытовых станков.
- Правильный способ настройки профессионального фуговального оборудования:
- Установка ножей
Обороты для самодельного станка
admin
26 ответов на “Обороты для самодельного станка”
Кстати, Владимир, так у меня и не получилось спросить у Вас на счёт портала. У меня проблема такая (возможно для Вас и не проблема вовсе) , дверной проем у меня не совсем обычный для портала. Слева и сверху как обычно а справа сплошная стена. Как в таких ситуациях быть? Примерно знаю как сделать, но тогда он будет не симметричный, а мне так не нравится ((((
Класс. Владимир, а система поднятия принимающего и подающего столов на эсцентриках?
шикарно.и мощно и чистенько.приятно работать на таком.молодец!
Ещё пропашет 20 лет, дикое железо, мотор ещё Брежневский, как пить дать.
Володя, не плохо бы продублировать в описании к видео все параметры и особенности станка (например конструкцию подъёмного механизма).
имеет значение вес вала у завода 120 мм. Инерция.
с дубом, ясенем, каштаном поработаеш ручки неотмоеш. информации для любителей
отлично!а какая толщина и для столов?
Не, а чего хотеть? 3 КВт на трех фазах + нормальные подшипники + ножи наточены как следует + выставлены по-человечески. Чего хотеть? Все нормально, а иначе и быть не может: 3750 в минуту для фуговального хоть и нижний, может быть, предел, но все равно в норме. Не вижу вопросов.
Для трех ножей вполне… для двух, по моему мнению, мало.
Какова длинна стола? У меня примерно те же параметры, двиг. 3 КВт 3000 об. на валу 4000 об. 2 ножа, но стол коротковат. Лет 15 мучаюсь, хочу переделать — удлинить, и ни как не решу какую длину сделать? Заранее спасибо!
тоже недавно своему комбинированному ревизию делал. поменял шкив ( че-то там выщитывал, должно быть около 5000 об) было 3500 вроде. чище стал работать. на диске 254 мм предел 5000 стоит. работаю не нарадуюсь ,но столы уж сильно коротковаты у меня(((.
станку работать,вам идей в голову добрых))))
Методика и технология настройки фуговального станка
настройка фуговального станка
Операция фугования в столярной обработке древесины является базовой (первичной). Все остальные операции проводятся после получения первой плоской поверхности.
Основное назначение фуговального станка – это получение гладкой ровной (плоской) поверхности.

Все настроечные работы проводятся только после устранения неисправностей фуганка.
Основными неисправностями фуганка могут быть:
- Привод вала (электродвигатель)
- Посадочное место вала двигателя и его шкив (разбитый вал – разбалансированный шкив). Данная ситуация часто возникает при проведении ремонтных работ, когда происходит слом края шкива в процессе его демонтажа. В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
- Подшипниковые опоры строгального вала. Данная неисправность возникает в результате не квалифицированного демонтажа шкива для замены подшипников строгального вала. Возникает дисбаланс вала и вибрации.
- Износ опорных шеек строгального вала
- Шкив строгального вала
- Износ приводного ремня
- Заклинивание эксцентриковых опор столов
Настройка фуговального станка производится каждый раз при :
- окончании ремонтных работ
- перемещении станка на новое место
- ухудшении точностных характеристик станка.
настройка столов фуговального станка
Является главной операцией. От точности ее выполнения зависит качество настройки станка и получение плоской поверхности обрабатываемой заготовки.
Для проверки параллельности подающего и приемного стола основным измерительным инструментом является поверочная линейка. Для настройки фуганков с длиною столов от 2100 мм оптимальным инструментом будет поверочная линейка ШД-2000. В случае ее отсутствия можно воспользоваться новым строительным уровнем такой же длины.
Перед началом проверки и выставления параллельности столов необходимо убедиться в геометрии каждого стола в отдельности. Если настраиваемый станок ранее был в эксплуатации или рассматривается вопрос приобретения станка БУ, необходимо проверить геометрию столов.
Для начала проверяется износ стола по его длине.
Дело в том, что столы фуговальных станков изготавливаются из «мягких» сортов чугуна, слабо устойчивых на истирание. При большом сроке эксплуатации и работе с грязным материалом возникает повышенный износ столов в их средней части. Это главный параметр, по которому можно оценить целесообразность покупки станка БУ.
Укладываем поверочную линейку поперек стола и в начале, средине и конце стола проверяем измерительным щупом величину износа стола. В идеальном случае износа быть не должно. При большом зазоре данный дефект может быть исправлен только шлифованием (фрезерованием) всего стола целиком. Стоимость данной операции может быть соизмерима с ценой всего БУ станка. В этом случае целесообразность покупки такого станка вызывает большой вопрос.
Подгонка пластин примыкания к ножевому валу
Для столов, имеющих регулируемые (съемные пластины примыкания к ножевому валу) необходимо установить короткую поверочную линейку на соответствующий стол и используя измерительный щуп, проконтролировать отсутствие зазора между линейкой и столом.
В случае наличия зазора необходимо:
- Демонтировать пластину
- Очистить посадочное место
- Используя подкладку мерных пластин выровнять пластину примыкания. В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.
После проверки столов и настройки примыкающих пластин возможна настройка параллельности столов в целом.
Существует несколько способов настройки параллельности подающего и приемного стола.
Простой способ настройки используется для бытовых станков.
Такие устройства, как правило не имеют отдельных (4) опор установки столов.
- Подающий стол устанавливается на высоту приемного
- Укладывается поверочная линейка на 2 стола
- Контролируется отсутствие зазоров под линейкой.
В случае зазоров мерными подкладками под направляющими столов выводиться одна плоскость.
Правильный способ настройки профессионального фуговального оборудования:
- Проверка положения строгального вала относительно приемного стола. Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
На части станков приемный стол так же имеет возможность настройки своего положения за счет поворота эксцентриков. В таком случае установка стола осуществляется регулировочной гайкой 9.
- На приемный стол укладывается поверочная линейка таким образом, чтобы всей своей длиной она находилась на приемном столе, а ее свободный конец висел над подающим столом. При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.
- Мерным щупом измеряется расстояние от поверочной линейки до стола в 4 точках (1,2,3,4). Данные точки расположены над опорами стола. При этом измерения проводятся в 2 этапа: когда линейка расположена над точками 2 и 4, затем линейка переставляется параллельно на другой край стола и призводятся измерения в точках 1 и 3.
- Выбирается точка с наименьшим расстоянием. Пусть это будет точка 2.
- Поднимаем подающий стол до положения, когда точка 2 коснется поверочной линейки.
- Мерным щупом определяем расстояния в четырех точках и записываем их на столе. Пример т.1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм
- Данные значения соответствуют толщинам мерных подкладок, которые в соответствующих точках необходимо подложить под опоры.
- После установки мерных пластин еще раз контролируем параллельность подающего и приемного столов.
Последнюю операцию необходимо проверять при положении стола в верхней точке и в нижней. Иногда встречаются «сложные случаи» неквалифицированного ремонта, когда настройка проводиться по методике описанной выше, а последний пункт (8) не выполняется. Столы теряют параллельность при изменении высоты строжки (толщины съема). Такая ситуация может возникать в том случае, если в течении долгой жизни станка проходил ремонт эксцентриковых опор подъема стола (например меняли тягу, связывающую эксцентрики опор подъема. Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Соответственно при изменении положения рычага передняя часть стола поднимается а задняя опускается.
Установка ножей
Производиться после их переточки либо необходимости их подстройки.

Правильность установки ножей можно легко проверить после осмотра отфугованной заготовки. В случае «провала ножа» — нож установлен ниже уровня приемного стола, будет заметен «вырыв» древесины в начале заготовки. При высоком положении ножа такой же эффект виден в конце обработанной заготовки.
Правильность установки ножей хорошо видна на рисунке: при повороте строгального вала ножи должны касаться заготовки но не отрывать ее от стола.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала