

Производство и применение валов-шестерен необходимо для передачи мощности исполнительному устройству посредством редукторов и приводных механизмов в различных отраслях промышленности.
- Что такое вал-шестерня?
- Области применения валов-шестерен
- Изготовление валов-шестерен
- Общая часть
- Служебное назначение и техническая характеристика заданной детали
- Технологический раздел
- Описание конструкции и служебного назначения детали
- Оценка конструкции и служебное назначение детали (шестерня)
- Страницы работы
- Последовательность обработки поверхностей вал – шестерни
Что такое вал-шестерня?
Этот механизм представляет собой узел, объединивший функционал двух элементов – вала и шестерни. Выполняется из углеродистой и легированной стали. Работа вала-шестерни заключается в передаче момента вращения от одного элемента другому – механизм зацепляет соседнее зубчатое колесо, передавая воздействие ему. Особенности процесса изготовления валов-шестерен позволяют задействовать такие механизмы в условиях высоких оборотов и сильных нагрузок. Монолитная конструкция позволяет изготавливать шестерни размером, превышающим диаметр вала в два раза.
Вал-шестерня является более надежным и точным аналогом насадной шестерни. Парная конструкция нашла широкое применение в механизмах с редукторами и приводами. Вал-шестерни не смогли вытеснить насадные только в тех механизмах, в которых зубчатое колесо должно двигаться в процессе работы по оси вала.
Готовый вид вала-шестерни определяется:
- типом вала – он может быть гладким, полым или ступенчатым;
- формой оси – прямой, гибкой, коленчатой, геометрической;
- типом зубьев – выполняются прямые, косые и шевронные зубья.
Области применения валов-шестерен
Применение различных модификаций валов-шестерен распространенно во всех сферах, где применяются зубчатые передачи. Валы-шестерни применяются в:
- машиностроении;
- судостроении;
- пищевой промышленности;
- автомобилестроении;
- сельском хозяйстве;
- горнодобывающей промышленности;
- грузоподъемных механизмах;
- приводных системах;
- станкостроении;
- военном деле;
- двигателестроении;
- буровых установках и насосах.
Изготовление валов-шестерен
Производство валов-шестерен – одна из наиболее сложных технических задач, которые предусматривает металлообработка на заказ. Зубонарезание, задействование сверлильного оборудования, фрезерование и шлифовка требуют точности и сноровки. При изготовлении валов-шестерен необходимо учитывать сферу применения механизма передачи, форму и модуль детали, диаметры элементов, вид термообработки изделия.
Изготовление вала-шестерни включает:
- фрезерование торцов на горизонтально- и продольно-фрезерном станке;
- двустороннее центрирование вала с помощью фрезерно-центровальных станков;
- токарную обработку – черновое и чистовое обтачивание вала и венца шестерни – на многорезцовых одношпиндельных и токарно-копировальных полуавтоматах.
Специфика технологических операций может определяться формой вала-шестерни и видом зубьев.
Общая часть
Служебное назначение и техническая характеристика заданной детали
Вал-шестерня представляет собой тело вращения, располагается в корпусе редуктора, работает в зацеплении с другим зубчатым колесом с целью передачи крутящего момента от двигателя к приводам. Ступенчатая форма вала позволяет свободно передвигать каждую деталь вдоль вала до ее посадочного места и просто фиксировать ее на этом посадочном месте в осевом направлении.
Вал-шестерня устанавливается в корпусе редуктора с помощью двух подшипников. Цилиндрические поверхности Ш35h6 мм и Ш40js6 мм являются опорными и служат базовыми поверхностью для установки подшипников качения. Необходимое условие для данных поверхностей — посадка с натягом и шероховатость Ra1,6 мкм и Ra0,4 мкм соответственно, что необходимо для работы редуктора в соответствии с предъявленными ему требованиями.
Цилиндрическая поверхность Ш40m6мм служит для базирования соединительной муфты на выходном конце вала, которая передает крутящей момент от двигателя к редуктору. Наличие закрытого осуществляет передачу крутящего момента. Ось паза должна быть симметрична и параллельна относительной оси шейки вала, на которой паз расположен. Необходимые условия для данных поверхностей — посадка с натягом и шероховатость Ra0,8 мкм.
Цилиндрические канавки Ш33мм и Ш37,5 мм- две штуки шириной 1,9 мм служит для базирования стопорного колец под подшипник для его плотной фиксации и для предотвращения соскальзывания подшипника с конца вала.
Цилиндрические канавки Ш33 мм шириной 3 мм — технологические канавки, они служат для выхода рабочего инструмента, что облегчает обработку заготовки. Необходимая шероховатость Ra3,2 мкм.
Центровые отверстия В4 ГОСТ 14034-74 служат для базирования вала при его обработке и контроле. Базирование по центровым отверстиям осуществляется на токарных, зубообрабатывающих, шлифовальных операциях. Располагаются центровые отверстия на торцах вала. В центровых отверстия типа В имеется коническое отверстие с углом 120 О , которое служит для защиты от повреждений рабочей поверхности с углом 60 О .
Наличие зубчатого венца с эвольвентным профилем обеспечивает зацепление вала-шестерни с зубчатым колесом. Степень точности зубчатого венца существенно влияет на выбор методов получения зубьев. Зубчатый венец, имеющий точность 7-ой степени необходимо подвергать отделочной обработке, что удорожает изготовление вала-шестерни и усложняет маршрут обработки.
Точность зубчатого венца обозначается по четырем нормам точности: на первом месте указывается степень по нормам кинематической точности; на втором — по нормам плавности; на третьем — по нормам контакта и виду бокового зазора — В. Степени точности по всем трем нормам одинаковые 7-В.
Технологический раздел
Описание конструкции и служебного назначения детали
технологичность производство заготовка шестерня
Данная вал шестерня входит в сборочную единицу редуктора. По своей форме, конструкции и технологическим признакам деталь можно отнести к классу валов. По конструкции имеет ступенчатую форму с двухсторонним расположением ступеней.
Валы применяют для поддержания и установки вращающихся деталей машин. Они испытывают изгиб от усилий, возникающих в деталях передач, от веса этих деталей и собственного веса. Передают вращающиеся моменты и испытывают кручение.
Редуктор, в который входит вал шестерня — трехступенчатый вертикальный (навесной), редуктор роликов рольганга. Предназначен для передачи вращательного движения роликам. Рольганг служит для перемещения металла, заготовок и т.д.
Читайте также: Уплотнитель для валов водяных насосов
Чертеж детали вал-шестерня содержит все необходимые сведения о детали. Рассмотрим обрабатываемые поверхности с целью установления методов обработки. Наибольший диаметр детали 121,5 мм, длиной 70 мм. Это рабочая часть, на ней нарезаны зубья модулем 5 мм, числом зубьев Z=22, степени точности 6-В. По обе стороны от наибольшего диаметра расположены шейки 80к6, предназначенные для установки подшипников. Левая сторона детали имеет шейку 65k6, на которой прорезан шпоночный паз в=18Р9 для соединения зубчатого колеса посредством призматической шпонки.
Поверхности 80к6 выполнены по 6-му квалитету точности, шероховатость — 7-й класс; 65k6 — по 6-му квалитету точности и 6-му классу шероховатости. Остальные поверхности выполнены по 14-му квалитету точности и шероховатость 3-й класс (Ra =25 мкм). Длина детали 292 мм, масса 14,6 кг.
Деталь изготавливается из конструкционной легированной стали 20Х ГОСТ 4543-81. Химический состав и механические свойства стали приведены соответственно в таблицах 1.1, 1.2.
Таблица 1.1 — Химический состав стали 20Х ГОСТ 4543-81
Оценка конструкции и служебное назначение детали (шестерня)
Страницы работы

1. Оценка конструкции и служебное назначение детали.
Деталь “шестерня” показана на чертеже ВГСХА 010.00.00.000
Разрабатываемая деталь – шестерня служит передачи крутящего момента и вращательного движения через зубчатое зацепление.
Шестерня устанавливается на входной вал коробки скоростей и находится в зацеплении с блоком шестерен, который расположен на промежуточном валу.
Шестерня состоит из контурно-сложной поверхности (зубчатый венец), плоскостей (шлицевый паз), торцевых и цилиндрических поверхностей вращения.
Зубчатый венец – прямозубый, с наружным зацеплением эвольвентного профиля. Имеет модуль m=2мм, делительный диаметр d=140мм, ширину зубчатого венца b=18мм.
Материал детали сталь 45 по ГОСТ 1050-88, твердость 200-220 HB, химический состав представлен в таблице №1.
Таблица №1 – Химический состав стали 45.
Данная деталь изготавливается из стали 45 – очень технологичный, дешевый и распространенный материал, заготовка получается штамповкой на горизонтально-ковочной машине ГКМ. Полученная заготовка повторяет контур детали, что уменьшает время на механическую обработку и отход материала в стружку.
Деталь проходит термическую обработку, поэтому при нагреве и охлаждении возможны коробления. Можно отметить, что деталь не обладает достаточной жесткостью для применения методов пластического формообразования зубчатого венца.
С точки зрения механической обработки зубчатые колеса в целом не технологичны, т. к. операция нарезания зубьев производится в основном малопроизводительными методами.
Положительным следует считать наличие двух фасок, наружный диаметр которых больше наружного диаметра шлицевого отверстия.
В остальном деталь достаточно технологична.
Тип производства определяется по коэффициенту серийности:
где — такт выпуска изделия, мин/шт.;
— среднее штучное время по операциям технологического процесса.
Величина такта выпуска рассчитывается:
где — действительный готовый фонд времени работы оборудования,
=4015 при 2-х сменной рабочей неделе [1];
N – годовая программа выпуска, шт.
Подставляя значения в формулу (2), получим:
Определяем среднее штучное время по формуле:
где — суммарное штучное время на каждой операции, мин.;
Значения штучного времени для каждой операции приведены в таблице №2.
черновая обточка за один переход.
протягивание шпоночного паза
Штучно-калькуляционное время определяется:
где — коэффициент, зависящий от вида обработки, =2,14 – токарные станки; =1,98 – токарно-револьверный; =1,66 – зуборезные.
Подставляя значения в формулы (3) и (1) получим:
В серийном производстве количество деталей в партии для одновременного запуска определяется по формуле:
где — программа выпуска деталей, шт;
a — число дней, на которое необходимо иметь запас деталей, а =10 [1]
F- число рабочих дней в году: F=240дн.
Подставляя значения в формулу (5) получим:
Точность изделия является одной из важнейших характеристик качества. Повышение точности механической обработки устраняет пригоночные работы на сборке. При оптимальных значениях показателей качества поверхностного слоя материала (твердость, шероховатость) скорость изнашивания деталей наименьшая, детали прирабатываются быстрее, возрастает долговечность машин.
В данной детали наиболее точно и чисто обрабатываются посадочные отверстия (по 7 квалитету точности, 7 классу шероховатости), т. к. требуется обеспечить точное центрирование и увеличить жесткость конструкции.
Поверхность вершин шестерни выполняется по 9 квалитету точности, а шероховатость по делительному диаметру соответствует 7 классу.
По ГОСТ 7505-89 выбирается группа стали М2, степень сложности С1, и сходный индекс 11, ТЧ
Последовательность обработки поверхностей вал – шестерни
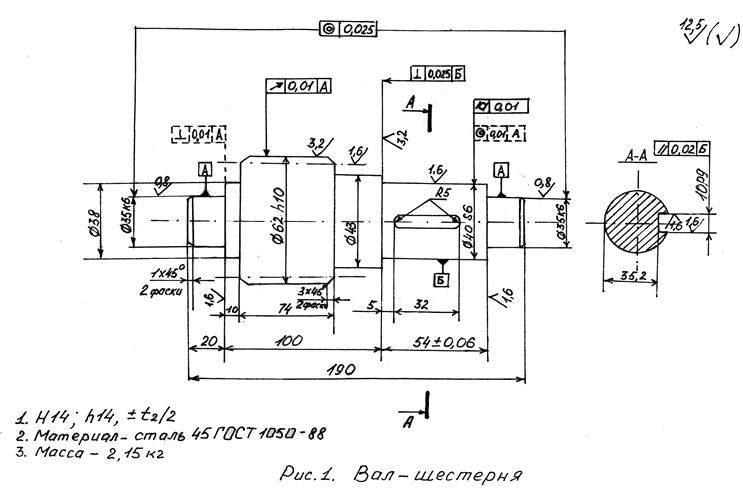
Пример разработки маршрутного технологического процесса механической обработки вала – шестерни, представленного на Рис.1.
13.1.Анализ служебного назначения вал – шестерни и требований чертежа деталей.
Анализ служебного назначения вал – шестерни показал, что он выполняет функцию кинематического звена, обеспечивая передачу крутящего момента от ведущего вала к ведомому валу редуктора. С этой целью в конструкции вала – шестерни предусмотрен зубчатый венец выполняемый за одно с валом и цилиндрическая поверхность Ø 40 s6 со шпоночным пазом для установки на нее зубчатого колеса. Таким образом боковые поверхности зубьев шестерни являются исполнительными поверхностями рассматриваемой детали. Как следует из чертежа, зубья выполняются прямые, по 10 квалитету точности, допуск на радиальное биение зубчатого венца относительно основных поверхностей детали 0,01 мм, торцевое биение не оговаривается. Предъявленные требования к исполнительным поверхностям отвечают ГОСТ и обеспечивают детали выполнения ими своего служебного назначения.
Читайте также: Муфты для маленьких валов
Положение вал-шестерня в сборочной единице определяется двумя цилиндрическими поверхностями Ø36к6 и торцевой поверхностью между Ø36к6 и Ø38, представляющих собой комплект основных баз вала — шестерни. В совокупности две цилиндрические поверхности Ø36к6 образуют двойную направляющую базу, торцевая поверхность — опорную.
Наличие посадочного зазора между цилиндрическими поверхностями вала и внутренними цилиндрическими поверхностями подшипников предопределяет
неопределенность базирования в двух взаимно перпендикулярных направлениях к цилиндрической поверхности. В соответствии с требованием, допускаемая несоосность цилиндрических поверхностей не должна превышать 0.015 мм, что соответствует квалитету точности изготовления детали. Указанное требование по биению цилиндрических поверхностей относительно оси детали излишне. В технических требованиях целесообразно оговорить неперпендикулярность торцевой поверхности относительно цилиндрической поверхности Ø36к6 в пределах 0.01 мм.
Служебное назначение вала — шестерни предполагает присоединение к нему зубчатого колеса. Для определения положения зубчатого колеса предусмотрен комплекс вспомогательных поверхностей, включающий цилиндрическую поверхность Ø40s6 и длиной 54, выполняющую роль двойной направляющей базы, и торец Ø43 — Ø40s6.
В технических условиях целесообразно дополнительно предусмотреть несоосность цилиндрической поверхности Ø40s6 относительно основной цилиндрической поверхности Ø35к6 в пределах 0.01 мм.
Все остальные поверхности свободные обрабатываются по 14 квалитету точности, что вполне экономично исходя из служебного назначения вала – шестерни. Дополнительные требования к валу – шестерни показаны на Рис.1. пунктиром.
В соответствии с конструктивно-технологической классификацией вал – шестерня относится к 5 типу зубчатых колес – зубчатые колеса — валы. Поэтому за основу разработки технологического процесса вал – шестерни может быть использован типовой ТП изготовления подобного типа деталей.
Исходя из количества деталей, подлежащих выпуску – 2000 штук, определяем тип производства – серийный, организационную форму ТП – поточно-серийную.
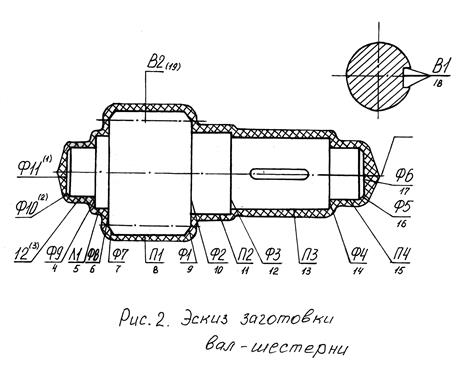
Вал – шестерня изготавливается из стали 45. В качестве заготовки при заданной программе выпуска для изготовления подобного типа деталей наиболее целесообразно использовать поковку, получаемую штамповкой в закрытых штампах на горизонтально-ковочной машине и обеспечивающей колебания размеров поковок 0.4-2.5 мм, а также максимальное приближение заготовки к конфигурации детали, при этом линия разъема штампа пройдет по наибольшему габаритному размеру вдоль оси детали. С учетом выбранного вида заготовки и метода ее получения, сформируем ее контур, нанеся его на эскиз детали (Рис.2.).
13.2.Разработка вариантов технологического маршрута обработки поверхностей детали.
Пронумеруем поверхности детали с учетом направления доступа инструмента (Рис.2.).
Исходя из анализа проведенного в п.1., выделим следующие технологические комплексы:

В2 – Л2 – П4; Л2 – П4 – Ф9; Ф3 – П3; П3 – Л2 – П4; В1 – П3.
Занесем в таблицу 1 сведения о точности исходной заготовки, о точности и шероховатости каждой обрабатываемой поверхности заготовки.
Установив по каждой поверхности требуемую величину уточнения, которую необходимо обеспечить в результате обработки, выбираем способ окончательной обработки и намечаем последовательность обработки поверхностей, используя обобщенную таблицу этапов обработки [9].
Варианты технологического маршрута обработки поверхностей с учетом уточнения по каждому переходу отражены в таблице 1.
13.3.Выбор вариантов схем базирования вала – шестерни.
Анализ размерного описания вала – шестерни свидетельствует, что ни одна поверхность детали не может выполнять функции единой технологической базы, так как все ступени вала – шестерни должны быть соосны с общей осью подшипниковых шеек Ø35к6 вала – шестерни.
Использовать как эти шейки, выполняющих функцию основной базы, так и другие для установки заготовки вала на станках токарной, шлифовальной группы невозможно. В этой связи для изготовления вала, необходимо создать дополнительные специальные поверхности – конические центровые отверстия, общая ось которых будет выполнять функцию единой ТБ практически на всех операциях ТП.
При такой установке технологическими размерами при обработке любой ступени является несоосность этой ступени с общей осью конических отверстий центровых гнезд.
Формирование центровых отверстий осуществляется на первой операции с использованием черновых баз исходной заготовки. В качестве комплекта черновых баз на первой операции целесообразно принять исходные поверхности основных баз вала – шестерни Л2 и П4, для обеспечения равномерности снятия припуска при формировании торцов вала – шестерни Ф11 и Ф6 за черновую базу принять исходную поверхность основной базы Ф9.
Таким образом укрупнено план обработки вала – шестерни можно представить следующим образом:
1) при установке на черновые базы поверхностей Л2, П4, Ф9 обрабатываются поверхности Ф11,Ф6,формируются конические центровые отверстия, в совокупности представляющие собой комплект единой ТБ.
2) при установке на единую ТБ формируются все остальные поверхности вала – шестерни.
13.4.Синтез маршрута обработки вала – шестерни.
Используя рекомендации, изложенные в п.9. настоящего руководства, данные о последовательности обработки отдельных поверхностей (Табл.1.) наметим содержание операций механической обработки вала – шестерни.
Формирование операций проведем в непосредственной увязке с выбором необходимого для их выполнения типом оборудования, направлением действия инструмента и выделенными, исходя из служебного назначения, технологическими комплексами поверхностей.
В начале выделим операции, предусматривающие чистовую и отделочную обработку поверхностей вала – шестерни, которые по технологическим соображениям совмещать с предшествующими им формообразующими методами обработки нецелесообразно, поскольку это требует применения более точного оборудования для обеспечения заданных чертежом показателей точности и шероховатости поверхности.
Читайте также: Изготовим валы по чертежам
Это прежде всего шлифование основных поверхностей вала – шестерни
Л2 – П4, входящих в единый технологический комплекс. Однако специфика оборудования, применяемого для этой цели, в частности использование круглошлифовального станка не позволяет осуществить одновременную обработку этих поверхностей с одной установки.
Поэтому шлифование основных поверхностей вала – шестерни целесообразно реализовать в две операции: 1)шлифование I – обработка поверхности П4; 2)шлифование II – обработка поверхности Л2.
Чистовое обтачивание комплекса основных поверхностей Л2 – Ф9 – П4; Ф4 и вспомогательных поверхностей П3 – Ф3 можно реализовать на токарном станке с ЧПУ в два установа: 1)на первом установе осуществить обработку поверхностей, имеющих правое направление доступа инструмента П3, П4, а также поверхности Ф3, Ф4; 2)на втором – левое – Л2, а также поверхность Ф9.
Формообразующие операции сгруппируем по типам поверхностей вала – шестерни: 1)поверхности наружные цилиндрические и торцевые для их обработки может быть предусмотрен токарный станок с ЧПУ; 2)шпоночный паз В1 для формирования которого может быть применен шпоночно-фрезерный станок; 3)зубья вала — шестерни для нарезания которых может быть использован зубофрезерный станок; 4)конические центровые отверстия могут быть сформированы на фрезерно-центровальном станке.
Формирование наружных цилиндрических поверхностей целесообразно осуществить в два установа в зависимости от левого и правого направления доступа инструмента.
Таки образом, руководствуясь вышеизложенным, составим маршрут механической обработки вала – шестерни.
| № опер. | Наименование операции | * | Обрабатываемые поверхности |
| Фрезерно-центровальная | 2Г942 | Поверхности Ф11,Ф6,конические поверхности центровых отверстий | |
| Токарная (черновая и получистовая) | 16К20Ф3 | Поверхности П1,П2,П3,П4; Ф1,Ф2,Ф3,Ф4,Ф5; Л1,Л2; Ф7,Ф8,Ф9,Ф10, | |
| Токарная (чистовая) | 16К20Ф3 | П3,П4,Л2; Ф3,Ф4,Ф9 | |
| Шпоночно-фрезерная | 6Р10 | В1 | |
| Зачистная | В1, П3 | ||
| Зубофрезерная | 5304В | В2 | |
| Закругление зубьев | 6Р10 | Ф1, Ф7 | |
| Шевингование зубьев | В2 | ||
| Мойка и стабилизирующий отпуск | |||
| Шлифовальная 1 | Л2 | ||
| Шлифовальная 2 | П4 | ||
| Контрольная | Согласно ТУ |
Проведенный маршрут механической обработки вала — шестерни также может быть получен на базе типовой технологии процесса изготовления зубчатых колес 5группы.
Последовательность обработки поверхностей вал – шестерни
| № пов-ти к | Техн. комп-лекс | Параметры качества поверхности | Заготовка | eDК | Э1 | Э3 | Э4 | Э7 | Э8 | eЭ | Э12 | ||||
| Кв Точн. | ТDК | R0/R2 | Э0 | T3 | Черно вое | ТК1 | Полу-чист. | ТК3 | Термообр. | Чистов. | Т7 | Чист. | Т8 | Общ. | Контр. |
| П1 | 0.12 | 3.2 | Штамповка в закрытых штампах на ГКМ (точность – Т2) | 2.0 | 16.6 | Обтач. черн. | 0.3 | Обтач. чист. | 0.12 | 16.7 | |||||
| П2 | 0.62 | 12.5 | 1.8 | 2.9 | Обтач. черн. | 0.62 | 2.9 | ||||||||
| П3 |       | 0.016 | 1.6 | 1.8 | 112.5 | Обтач. черн. | 0.25 | Обтач. чист. | 0.062 | Обтач. тонк. | 0.016 | 112.5 | К | ||
| П4 |      | 0.016 | 0.8 | 1.8 | 112.5 | Обтач. черн. | 0.25 | Обтач. п/чист. | 0.100 | Обтач. чист. | 0.039 | Шлиф. | 0.016 | 112.5 | К |
| Л1 | 0.62 | 12.5 | 1.8 | 2.9 | Обтач. черн. | 0.62 | 2.9 | ||||||||
 Л2 Л2 |  | 0.016 | 0.8 | 1.8 | 112.5 | Обтач. черн. | 0.25 | Обтач. п/чист. | 0.100 | Обтач. чист. | 0.039 | Шлиф. | 0.016 | 112.5 | К |
| Ф1 | 0.25 | 12.5 | — | — | Загругл Фаски | 0.25 | — | ||||||||
| Ф2 | 0.74 | 12.5 | 2.0 | 2.7 | Подрез. | 0.74 | Подрез. | 0.3 | 2.7 | ||||||
| Ф3 |  | 0.30 | 3.2 | 2.0 | 6.66 | Подрез. | 0.74 | Подрез | 0.12 | 6.66 | К | ||||
| Ф4 | 0.12 | 1.6 | 2.0 | 16.6 | Подрез. | 0.30 | 16.65 | ||||||||
| Ф5 | 0.25 | 12.5 | — | — | Точ. фаски | 0.25 | — | ||||||||
| Ф6 | 1.15 | 12.5 | 2.5 | 2.17 | Фрез. | 1.15 | 2.17 | ||||||||
| Ф7 | 0.25 | 12.5 | — | — | Загругл Фаски | 0.25 | — | ||||||||
| Ф8 | 0.74 | 12.5 | 2.0 | 2.7 | Подрез. | 0.74 | 2.7 | ||||||||
| Ф9 |  | 0.084 | 1.6 | 1.8 | 21.42 | Подрез. | 0.21 | Подрез | 0.084 | 21.43 | К | ||||
| Ф10 | 0.25 | 12.5 | — | — | Точ. Фаски | 0.25 | — | ||||||||
| Ф11 | 1.15 | 12.5 | 2.5 | 2.17 | Фрез. | 1.15 | К | ||||||||
| В1 | | 0.036 | 1.6 | — | — | Фрез. | 0.039 | 2.17 | К | ||||||
| В2 |  | 0.120 | 1.6 | 2.0 | 16.6 | Фре-зерн. | 0.30 | Шевингов. | 0.12 | Стаби- лизир. отпуск | 16.65 |
1. Безжон В.И. Технологичность конструкций машин: Учеб. пособие.Ростов-на-Дону: Изд. центр ДГТУ, 2000. 28 с.
2. Методические указания к дипломному проектированию по разделу «Расчет производственной программы и определение типа производства» / ДГТУ, Ростов-на-Дону, 1994, 17 с.
3. Обработка металлов резанием: Справочник технолога / А.А. Панов, В.В. Аничкин, Н.Г. Бойм и др. Под общей ред. А.А. Панова – М.: Машиностроение, 1988, 736 с.
4. Беспалов Б.Л. и др. Технология машиностроения (специальная часть). – М.: Машиностроение, 1973, 448 с.
5. Демьянюк Ф.С. Технологические основы поточно-автоматизированного производства. – М.: «Высшая школа», 1968, 700 с.
6. Попов М.Е., Самадуров В.А., Сибирский В.В. Проектирование и производство заготовок: Учеб. пособие / РИСХМ. Ростов н/Д, 1989, 81 с.
7. Справочник технолога – машиностроителя в 2-х т. / Под ред. Косиловой А.Г., Мещерякова Р.К.; т.1. М.: Машиностроение, 1985.
9. Выбор плана обработки поверхностей: Методические указания по проведению практического занятия по курсу «Технология машиностроения и технологическая подготовка производства». / Ростов –на-Дону. Изд. центр ДГТУ, 1997. 12 с.
10. Методические указания по заполнению технологических документов. Механическая обработка. / ДГТУ. Ростов-на-Дону, 1993, 111 с.
11. Мельников А.С. Технология машиностроения: основы достижения точности детали: Учебное пособие. Ростов-на-Дону: Изд. центр ДГТУ, 1995, 128 с.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала