
Коленчатый вал заменяют при наличии трещин любого размера и расположения, задиров на шатунных и коренных шейках и биении коренных шеек, не устраняемых шлифованием под последний ремонтный размер. Биение средних коренных шеек относительно крайних допускается не свыше 0,08 мм. Проверка производится индикатором при установленных на призмы крайних коренных шейках.
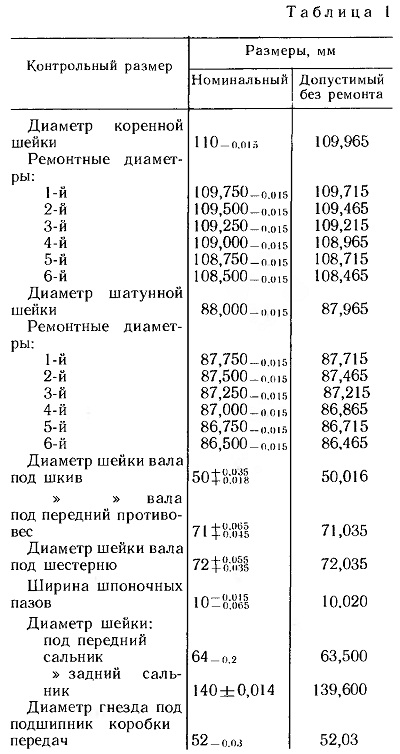
При износе хотя бы одной коренной или одной шатунной шейки сверх допустимого (табл. 1), а также при наличии хотя бы на одной из шеек глубоких
рисок или задиров все коренные или шатунные шейки перешлифовывают под один ремонтный размер. Номер ремонтного размера шатунных шеек может отличаться от номера ремонтного размера коренных шеек.
Шлифовка шеек коленчатого вала под ремонтные размеры производится в пределах величин, приведенных в табл. 1. При этом необходимо выполнение следующих условий:
переход цилиндрических участков шеек в галтели должен быть плавным (радиус галтелей 5,5—6,0 мм), без подрезов, прижогов, грубых рисок; шероховатость поверхностей шеек не должна превышать 0,20 мкм, шероховатость галтелей не ниже 0,32 мкм;
величина радиусов осей всех кривошипов вала должна быть 70±0,12 мм;
непараллельность осей средних коренных шеек относительно общей оси крайних коренных шеек не должна превышать 0,010 мм, непараллельность осей шатунных шеек относительно общей оси крайних коренных шеек должна быть не более 0,015 мм;
овальность, конусность, вогнутость и бочкообразность коренных и шатунных шеек не допускаются более 0,01 мм.
Отсутствие трещин проверяют магнитным дефектоскопом с обязательным последующим размагничиванием.
При каждом снятии коленчатого вала с двигателя для замены вкладышей полости шатунных шеек рекомендуется очищать, предварительно удалив заглушки, которыми закрыты полости. Повторное использование заглушек не допускается.
Перед установкой заглушек вспученный металл у кромок отверстий от предыдущей раскерновки запиливают, промывают вал и продувают масляные каналы. Заглушки запрессовывают на глубину 5—6 мм и раскернивают
внутри отверстии в трех точках, равномерно расположенных по окружности, для предотвращения самопроизвольного выпрессовывания заглушек.
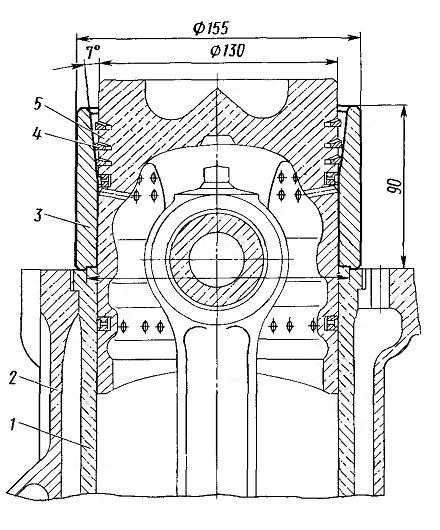
Рис. 10. Оправка для установки поршня в гильзу цилиндра:
I — гильза цилиндра; 2— блок цилиндров; 3— обжимное приспособление; 4 — поршневые кольца;
5 — поршень
Шестерню коленчатого вала заменяют при контактном разрушении зубьев, сколах, трещинах, выработке в виде канавок, а также при боковом зазоре в зацеплении с шестерней распределительного вала свыше 0,3 мм. Шестерню коленчатого вала можно заменить без снятия коленчатого вала с двигателя. При снятых шкиве и передней крышке блока передний противовес и шестерня спрессовываются с помощью съемника. Перед установкой шестерню и передний противовес необходимо нагреть до температуры 105 °С и последовательно под-прессовывать их до упора с помощью специального приспособления.
Замена вкладышей коренных и шатунных подшипников. Коленчатые валы двигателей ЯМЗ обладают высокой износостойкостью. После 80-—100 тыс. км пробега рекомендуется профилактическая замена вкладышей, которая продлит срок службы коленчатого вала до перешлифовки. Для замены вкладышей коренных и шатунных подшипников двигатель снимают с автомобиля. Вкладыши необходимо заменять в условиях, исключающих попадание грязи на подшипники и шейки коленчатого вала. Новые вкладыши должны иметь номинальные размеры.
Шатунные вкладыши меняют по порядку, начиная с подшипника первого цилиндра. Снятые вкладыши тщательно осматривают. При наличии повреждений, имеющих характер неестественного износа, определяют их причину. Масляные каналы коленчатого вала очищают от загрязненного масла и отложений, протирают шейку мягкой чистой ветошью (шейка должна быть гладкой, без глубоких рисок, заусенцев и наволакивания металла).
Перед установкой подшипников на вал шейку вала и вкладыши смазывают моторным маслом. Болты крепления шатунных подшипников затягивают с приложением момента 20—22 кгс-м.
Вкладыши коренных подшипников можно заменять при помощи штифта, не снимая коленчатый вал. Штифт
представляет собой стальной стержень длиной 25 мм, диаметром 6 мм и имеет головку диаметром 15 мм, высотой 3 мм. Для снятия верхнего вкладыша коренного подшипника штифт вставляют в отверстие масляного канала коренной шейки. Для выталкивания вкладыша коленчатый вал вращают. Для установки вкладыша в постель ее накладывают на шейку и усилием руки частично вводят в зазор между шейкой и постелью. Затем штифт вставляют в отверстие масляного канала и, проворачивая вал, устанавливают вкладыши на место. Вертикальные болты крепления крышек коренных подшипников затягивают с приложением момента 43—47 кгс-м, а горизонтальные— 10—12 кгс-м.
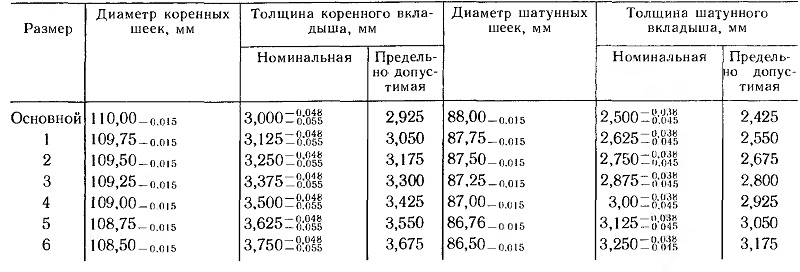
Необходимость замены вкладышей определяется величиной износа по толщине и диаметральным зазорам в сопряжении (табл. 2). Если износ по толщине превышает 0,05 мм или если диаметральный зазор более 0,23 мм, вкладыши заменяют новыми. Толщина вкладыша измеряется в его середине. Зазор проверяют измерением диаметра шейки коленчатого вала и внутреннего диаметра подшипника (после затяжки болтов крепления крышки). Вкладыши подшипников заменяются, если на них имеются забоины, трещины, смятие усика для удержания вкладыша в гнезде.
При повторной установке вкладыши устанавливают только в те постели, из которых они были вынуты ранее. Верхний и нижний вкладыши подшипника коленчатого вала невзаимозаменя-емы, так как в верхних вкладышах имеются отверстия для подвода масла и канавки для его распределения. Оба вкладыша нижней головки шатуна взаимозаменяемы.
Для ремонта коленчатого вала предусмотрено шесть ремонтных размеров вкладышей. Клеймо ремонтного размера нанесено на тыльной стороне вкладыша недалеко от стыка. Номер ремонтного размера вкладыша должен соответствовать номеру ремонтного размера соответствующей шейки коленчатого вала. Вкладыши подшипников коленчатого вала следует заменять только полностью на всем двигателе.
Восстановление герметичности клапанов. Для восстановления герметичности клапанов нужно снять головку (или головки) цилиндров, как указано выше; очистить их от масла и нагара, а затем нанести метки на тарелках клапанов, чтобы при сборке установить их в те же седла. Пользуясь приспособлением (рис. 11), сжать пружины, вынуть сухари и, освободив пружины, снять клапаны, тщательно очистить их от нагара, промыть в керосине и внимательно осмотреть для определения степени ремонта.
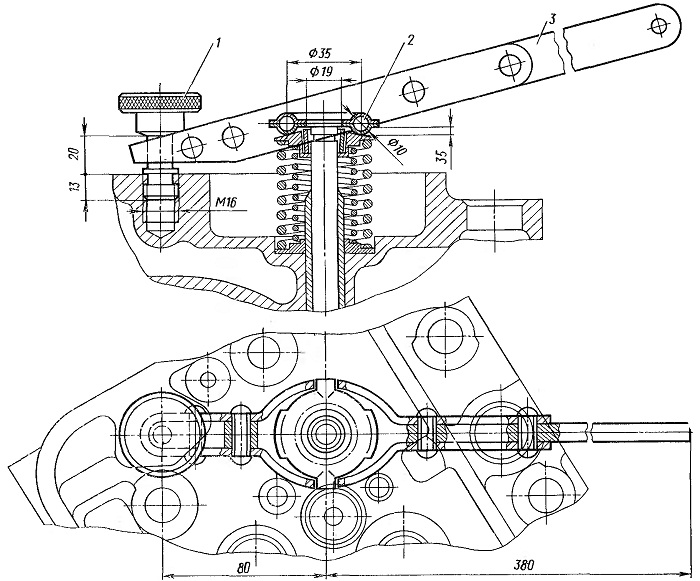
Рис. 11. Приспособление для снятия и установки клапанов газораспределения: 1 — упорный винт; 2 — нажимная тарелка; 3 — рукоятка
При незначительных износах и мелких раковинах на фаске клапана и седла, при отсутствии коробления тарелки клапанов и прогаров герметичность клапана может быть восстановлена притиркой пастой, которая приготовляется путем тщательного перемешивания 1,5 частей (по объему) микропорошка зеленого карбида кремния 63С-М28 ОСТ 2-144—71 с одной
Читайте также: Подшипник шестерни первичного вала
частью летнего моторного масла и 0,5 части дизельного топлива Л-0,2-40 ГОСТ 305—82. Перед употреблением притирочную смесь тщательно перемешивают, так как микропорошок способен осаждаться.
Процесс притирки состоит из возвратно-вращательного движения клапана при помощи специальной притирочной дрели, автоматически изменяющей направление вращения. При отсутствии специальной дрели можно пользоваться обычной ручной дрелью. Во всех случаях связь приспособления (для проворачивания клапана) с тарелкой клапана осуществляется с помощью резинового присоса.
Для притирки на фаску равномерно наносят тонкий слой пасты, смазывают
стержень клапана чистым моторным маслом и ставят его на место. Если притирка ведется ручной дрелью, то следует, слегка нажимая, провернуть клапан на 1/3 оборота, затем в обратном направлении на 1 /4 оборота и т. д. Нельзя делать притирку круговыми движениями. Клапан необходимо периодически поднимать для нанесения на его фаску новой порции притирочной пасты. Внешним признаком удовлетворительной притирки является получение на фасках клапана и седла непрерывного матового пояска шириной не менее
1,5 мм. Разрыв матовой полоски и наличие рисок на ней не допускаются.
По окончании притирки клапаны и седла следует промыть керосином и насухо вытереть и, установив клапаны
и пружины на свои места, проверить герметичность. Для этого во впускные и выпускные окна заливают керосин и выдерживают в течение 3 мин. Течь или просачивание керосина при повороте клапана на любой угол не допускаются.
Проверить качество притирки можно и с помощью карандаша. Для этого поперек фаски мягким графитовым карандашом наносят через равные промежутки 10—15 черточек. Осторожно вставив клапан в седло, сильно нажимают на него и одновременно проворачивают на 1 /4 оборота. После этого все черточки на фаске должны быть стерты. При неудовлетворительных результатах проверки притирку клапана нужно повторить. Если герметичность клапана не удается обеспечить притиркой или одной притирки недостаточно (следы прорыва газов, углубления на рабочих фасках и т. д.), то прошли-фовывают седла и клапаны, а затем повторяют притирку. Для шлифовки седел клапанов применяют шлифовальное устройство или электродрель, имеющую необходимый шлифовальный круг и оправку. Центрирование шлифовального круга в данном случае осуществляется хвостовиком оправки, входящей в направляющую втулку клапана. Если направляющие втулки клапанов необходимо заменить, то седла шлифуют только после замены втулок.
4.2. Порядок разборки двигателя
ПОРЯДОК РАЗБОРКИ ДВИГАТЕЛЯ
1. Установить двигатель кран-балкой Q=2000 кгс, с помощью подвески (рис. 60), на подставку (рис. 61) так, чтобы не повредить масляный поддон.
2. Снять КП и сцепление (См. раздел Коробка передач и сцепление).
3. Отвернуть болт крепления скобы отогнуть скобу, снять стартер с установочного штифта (S=19).
Отвернуть болты крепления кронштейнов, снять кронштейн верхний и кронштейн нижний.
4. Отвернуть болты наконечника трубки подвода масла к турбокомпрессору отвернуть болты кляммера и снять трубку (S=12, 19).
5. Отвернуть болты из отверстий наконечника трубки подвода масла к корректору по наддуву и снять трубку (S=14).
6. Отвернуть болты крепления крыльчатки вентилятора и снять ее (S=14).
7. Отвернуть болты крепления кожуха вентилятора и снять его (S=12).
8. Отвернуть болты крепления кронштейнов, крепящих кожух, к двигателю и снять их (S=12).
9. Отвернуть гайки и отсоединить провода генератора. Ослабить ремень привода генератора и снять его. Отвернуть болты крепления генератора и снять его с кронштейна. (S=12, 13, 14, 17, 19).
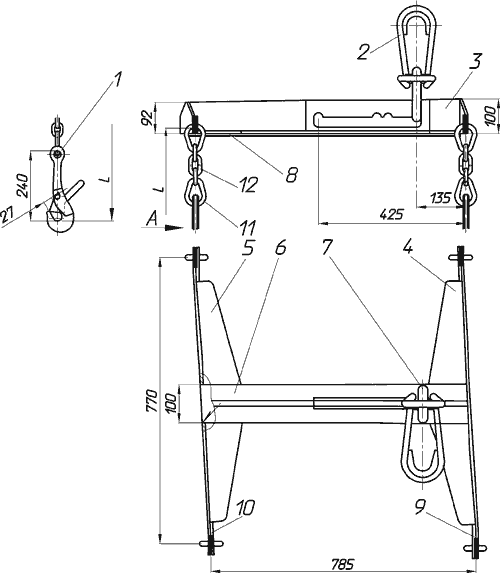
Рис. 60 – Подвеска для двигателя
1–крюк с запором; 2–перевеска; 3–траверса; 4–коромысло правое; 5–коромысло левое; 6–пластина; 7–кольцо; 8–прокладка; 9–накладка; 10–накладка; 11–звено; 12–цепь сварная; 13–цепь сварная.
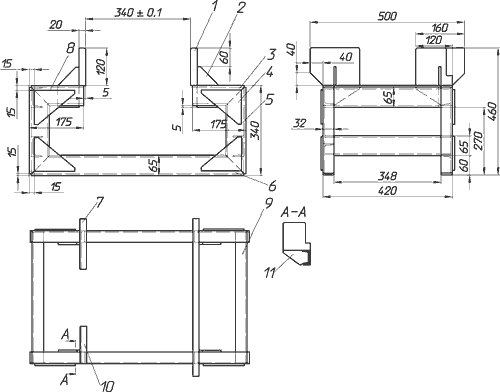
Рис. 61 – Подставка для двигателя
1–планка; 2–косынка; 3–связь верхняя; 4–косынка; 5–связь боковая; 6–связь нижняя; 7–планка; 8–связь; 9–связь поперечная; 10–планка; 11–косынка.
10. Ослабить болт натяжного устройства, снять ремень со шкива компрессора пневмотормозов, отвернуть болты и снять компрессор пневмотормозов (S=19).
11. Отвернуть болт и снять кляммер (S=14). Отвернуть болты и отсоединить трубку в сборе от электромагнитного клапана. Отвернуть болты, отсоединить провода и снять клапан электромагнитный с привода вентилятора.
12. Отвернуть болты и гайки и снять привод вентилятора (S=11, 17) с прокладкой крышки шестерен распределения.
13. Отвернуть болты, снять четыре боковые заглушки с правой и левой стороны блока цилиндров (S=12).
14. Установить двигатель с помощью подвески (рис. 60) кран-балкой Q=2000кгс на стенд переборочный (рис. 62) и закрепить с помощью четырех фиксаторов, вводимых в отверстия водяных каналов.
15. Извлечь указатель уровня масла.
16. Ослабить винты стяжных хомутиков, отвернуть болты и снять перепускную и соединительную трубки водяных термостатов (S=10).
17. Отвернуть болты и снять кронштейны, ослабить винты стяжных хомутов и снять трубу охладителя надувочного воздуха (трубу соединительную) (S=14).
18. Отвернуть болты и снять патрубок соединительный впускных трубопроводов (S=14).
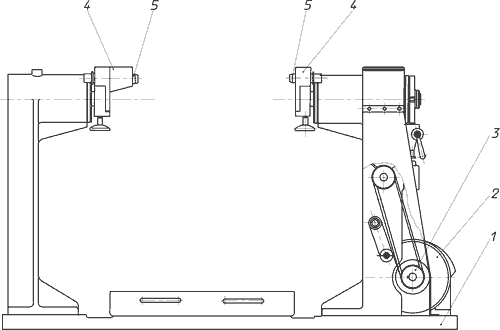
Рис. 62 – Стенд для переборки двигателя
1–плита; 2–электродвигатель; 3–шкив; 4–ползун; 5–фиксатор.
19. Ослабить стяжные хомуты, отвернуть болты и гайки, и снять патрубки подводящий и отводящий с блока цилиндров (S=17). Отвернуть гайки, снять шайбы и патрубок подводящий с крышки теплообменника. Отвернуть болт и гайки и снять патрубок отводящий переходный с
крышки теплообменника. Отвернуть болты, снять шайбы и жидкостно-масляный теплообменник (S=14, 17). Отвернуть хомуты и снять рукава соединительные (S=17).
20. Отвернуть болты и снять крышки головок цилиндров (S=12).
21. Снять скобы крепления топливных трубок высокого давления, отвернуть гайки фланцев, отвернуть накидные гайки крепления трубок от ТНВД и форсунок, отсоединить и снять трубки (S=13, 19).
23. Отвернуть болты и снять трубку отводящую от насоса топливоподкачивающего к фильтру тонкой очистки (S=19).
24. Отвернуть болты и снять трубку отводящую от ТНВД к фильтру тонкой очистки топлива (S=19).
25. Отвернуть болты, отсоединить и снять дренажные трубки форсунок и трубку отводящую от головок (S=14).
26. Отвернуть болты, отсоединить и снять трубку подводящую к головке ТНВД (S=14).
27. Отвернуть болты, отсоединить и снять трубку отводящую от головок цилиндров к топливному баку (S=14).
Читайте также: Кардан рулевого вала ваз 2123
28. Ослабить винты стяжных хомутов, отсоединить рукава. Отвернуть болты и снять водяные трубы (S=12).
29. Отвернуть болты и снять термостаты из передних водяных труб (S=12). Вывернуть из водяных труб кран ПС70, пробки (S=8).
30. Отвернуть болты, снять сильфоны и разделить коллекторы и трубы (S=14). Отвернуть болты и снять коллекторы и трубы с головок цилиндров (S= 17).
31. Отвернуть гайку крепления скоб форсунок и снять форсунки (S=17).
32. Отвернуть гайки крепления осей коромысел, снять коромысла с осями в сборе и вынуть штанги (S=24, 19).
33. Отвернуть гайки крепления головок цилиндров и снять головки цилиндров (S=24). При отворачивании гаек необходимо соблюдать следующий порядок (рис. 63). Отворачивать гайки необходимо за три приема:
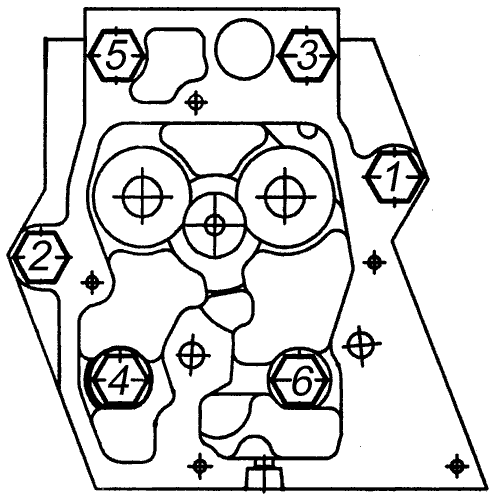
Рис. 63 – Порядок отворачивания гаек головок блока
34. Снять осторожно прокладки головок цилиндров, предохраняя их от повреждения.
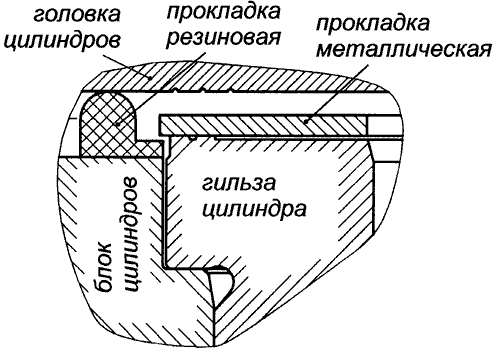
Рис. 64 – Схема расположения деталей в месте уплотнения газового стыка
35. В головку запрессован чугунный стакан форсунки. Стакан в верхней части уплотнен резиновым кольцом. Привалочная к блоку цилиндров поверхность в зоне уплотнения гильз имеет три кольцевые проточки. Уплотнение стыка головки цилиндров, блока и гильзы (рис. 64) осуществляется прокладкой состоящей из металлической прокладки, осуществляющий газовый стык, и резиновой прокладки, уплотняющей отверстия прохода штанг, масла и охлаждающей жидкости.
Металлическая и резиновая прокладка устанавливаются на штифты блока.
Снять головку цилиндра с двигателя и осмотреть ее состояние.
36. Разобрать головку цилиндров и, при необходимости, провести притирку клапанов.
Перед разборкой головок цилиндров очистить их от масла и нагара и пометить порядковые номера клапанов на торцах тарелок для того, чтобы при сборке установить их на свои места.
Для рассухаривания клапанов необходимо головку цилиндров без форсунок, коромысел, осей коромысел и шпилек крепления осей коромысел установить привалочной поверхностью на плиту так, чтобы обеспечить упор для клапанов. Рассухаривание выполнять с помощью приспособления, изображенного на рис. 65. Для этой цели ввернуть упорный болт 1 приспособления в отверстие под шпильку крепления оси коромысла, нажимную тарелку 2 приспособления установить на тарелку пружин соответствующего клапана и, нажимая на рукоятку 3 рычага приспособления, отжать пружины клапана, вынуть сухари и снять все детали клапанного узла. Таким же путем последовательно рассухарить все остальные клапаны и снять пружины клапанов и сопряженные с ними детали.
Повернуть головку цилиндров и вынуть клапаны из направляющих втулок. Клапаны и седла тщательно очистить от грязи, нагара и масляных отложений, промыть в керосине или специальном моющем растворе, высушить и осмотреть для определения степени ремонта. Восстановить герметичность клапана притиркой возможно только при наличии незначительных износов и мелких раковин на рабочей фаске и лишь в том случае, если тарелка и стержень не покороблены и нет местных прогаров на фасках клапана и седла.
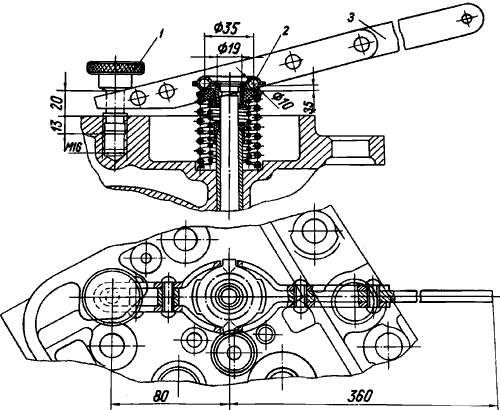
Рисунок 65 – Приспособление для снятия и установки клапанов газораспределения
1–упорный болт; 2–нажимная тарелка; 3–рукоятка.
При наличии таких дефектов притирке должны предшествовать шлифовка седел и клапанов или замена неисправных деталей новыми.
Для притирки клапанов использовать специальную притирочную пасту, приготовленную путем тщательного перемешивания трех частей (по объему) микропорошка зеленого карбида кремния с двумя частями моторного масла и одной частью дизельного топлива. Перед употреблением притирочную смесь тщательно перемешать, так как при отсутствии механического перемешивания микропорошок способен осаждаться.
Установить головку цилиндров на плиту или специальное приспособление привалочной поверхностью кверху. Нанести на фаску клапана тонкий равномерный слой притирочной пасты, смазать стержень клапана чистым моторным маслом и установить его в головку цилиндров. Допускается наносить пасту на фаску седла. Притирку выполнять возвратно-вращательными движениями клапанов при помощи специального приспособления или дрели с присосом. Нажимая на клапан с усилием 20-30Н (2-3 кгс), повернуть его на 1/3 оборота в одном направлении, затем, ослабив усилие, на 1/4 оборота в обратном направлении. Нельзя выполнять притирку круговыми движениями.
Периодически поднимая клапан и добавляя на фаску пасту, продолжать притирку, как указано выше, до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной «А» не менее 1,5 мм (рис. 66). Разрывы матового пояска и наличие на нем поперечных рисок не допускается. При правильной притирке матовый поясок «А» на фаске клапана седле должен начинаться у большего основания конуса, как показано на рис. 66а.
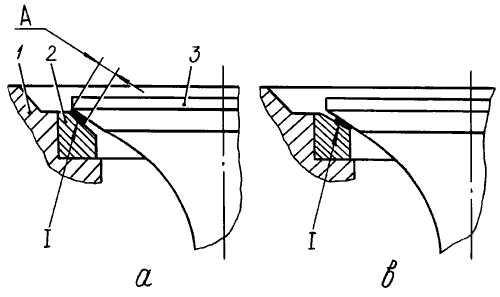
Рис. 66 – Расположение матового пояска на фаске клапана
а – правильное; в – неправильное; 1–головка цилиндров; 2–седло; 3–клапан.
После окончания притирки клапаны и головку цилиндров тщательно промыть керосином или специальным моющим раствором и высушить.
ВНИМАНИЕ! НАЛИЧИЕ ДАЖЕ НЕЗНАЧИТЕЛЬНЫХ ОСТАТКОВ ПРИТИРОЧНОЙ ПАСТЫ НА КЛАПАНЕ ИЛИ ГОЛОВКЕ ЦИЛИНДРОВ МОГУТ ПРИВЕСТИ К НАТИРУ И УСКОРЕННОМУ ИЗНОСУ ГИЛЬЗ ЦИЛИНДРОВ И ПОРШНЕВЫХ КОЛЕЦ.
37. Повернуть двигатель на стенде картером маховика вниз, отвернуть болты крепления масляного поддона и снять поддон (S=12).
38. При необходимости, снять прокладку картера.
39. Отвернуть болты крепления соединительной трубы и снять ее (S=19). Отвернуть болты фланцев крепления трубы отводящей и клапана дифференциального, снять их и положить на стол для дефектовки (S=12).
Отвернуть болты крепления трубы всасывающей с чашкой заборника в сборе (S=12), снять и положить трубу на стол для дефектовки.
40. Отвернуть болты крепления масляного насоса (S=14) и снять прокладки регулировочные, масляный насос положить на стол для дефектовки.
41. Отвернуть сливную пробку масляного картера (S=32).
42. Отвернуть гайки накидные трубы перепускной (S=22) и снять ее. Вывернуть угольники из труб левый и правый. (S=14). Отвернуть болты и снять форсунки охлаждения поршней (S=12). Вывернуть пробку из правой трубы (S=12). Отвернуть болты, упорные боковые втулки и
выпрессовать левые и правые трубы (S=14, 22).
43. Вывернуть болты крепления крышек шатунов, снять крышки шатунов, вынуть поршни в сборе с шатунами. Крышки шатунов поставить на соответствующие шатуны, руководствуясь метками, нанесенными заводом изготовителем на шатунах и крышках, и привернуть болтами (S=24). Для более легкого извлечения поршня очистить нагар с верхнего пояса гильзы.
Читайте также: Не включается компрессор кондиционера поло седан причины
44. Повернуть двигатель на стенде в рабочее положение отвернуть болты и снять фильтр тонкой очистки топлива (S=14).
45. Отвернуть болт и отсоединить трубку топливную от ТНВД к клапану электромагнитному электро-факельного устройства (S=14).
46. Отсоединить кляммер, отвернуть болты и отсоединить трубку подвода масла к корректору по наддуву от турбокомпрессора (S=10, 14, 19).
47. Отвернуть болты и отсоединить трубку отвода масла от ТНВД к блоку цилиндров.
48. Отвернуть болты фланца полумуфты, отвернуть болты крепления ТНВД к блоку цилиндров и снять ТНВД в сборе с регулятором частоты вращения, топливоподкачивающим насосом и демпферной муфтой с помощью подвески (рисунок 67) и поставить на стол для дефектовки (S=14, 19).
49. Отвернуть болты и отсоединить от ТНВД фланец полумуфты с пластинами в сборе (S=19).
50. Отвернуть болты и снять маслоочиститель центробежный (S=14).
51. Отвернуть болты и снять фильтр масляный (S=14).
52. Отвернуть болты и снять с крышки головки цилиндра, сапун с патрубком в сборе(S=14).
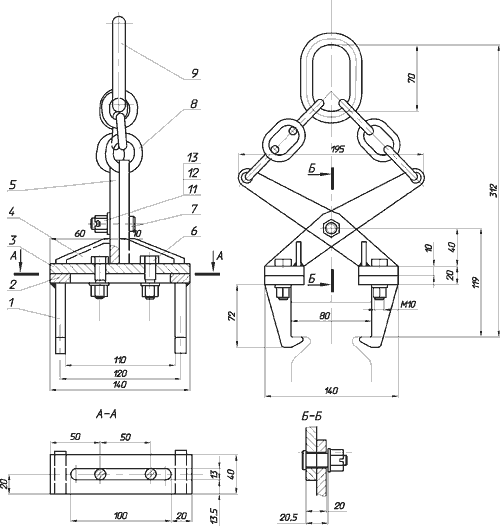
Рисунок 67 – Подвеска для ТНВД
1–прихват; 2–поперечина; 3–пластина; 4–косынка; 5–рычаг; 6–болт специальный; 7–ось; 8–звено переходное; 9–звено навесное; 11–гайка М10; 12–шайба 10; 13–шплинт 2,5
53. Вывернуть болты крепления маховика (S=24), снять пластину и снять маховик. Для снятия маховика рекомендуется использовать два воротка, которые вворачиваются до упора в специальные отверстия с резьбой М12×1,75. Во избежание перекоса маховика воротки необходимо вворачивать одновременно (рис. 68). С помощью подвески для маховика (рис. 69) установить маховик на стол для дефектовки.
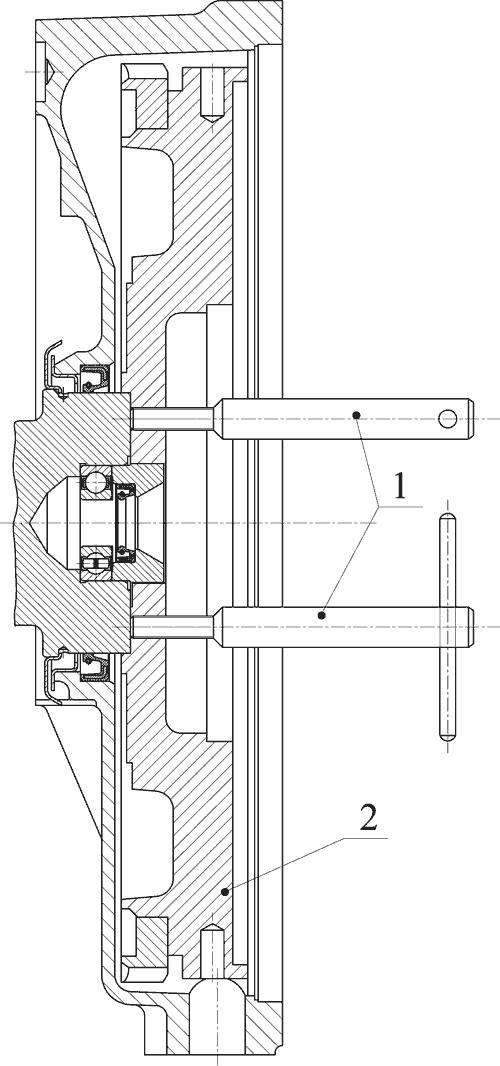
Рис. 68 – Снятие маховика с коленчатого вала
1–воротки; 2–маховик.
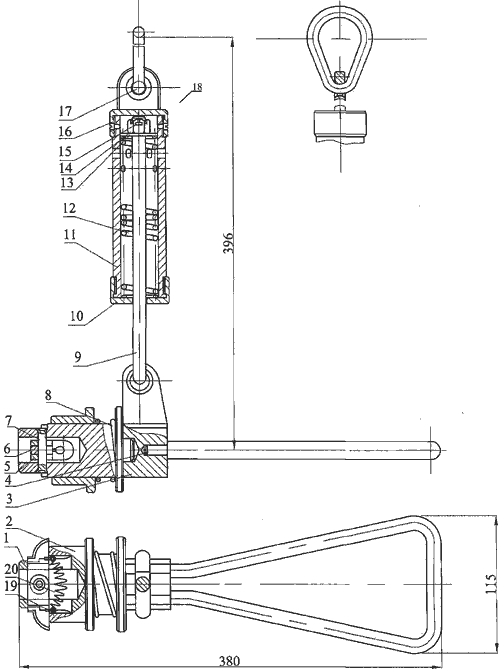
Рис. 69 – Подвеска для маховика
1–ось; 2–втулка; 3–кронштейн; 4–рукоятка; 5–сухарь; 6–сухарь; 7–ось; 8–пружина; 9–тяга; 10–крышка нижняя; 11–стакан; 12–пружина; 13–шайба; 14–гайка; 15–шплинт; 16–крышка верхняя; 17–звено; 18–столар; 19–ушко; 20–пружина.
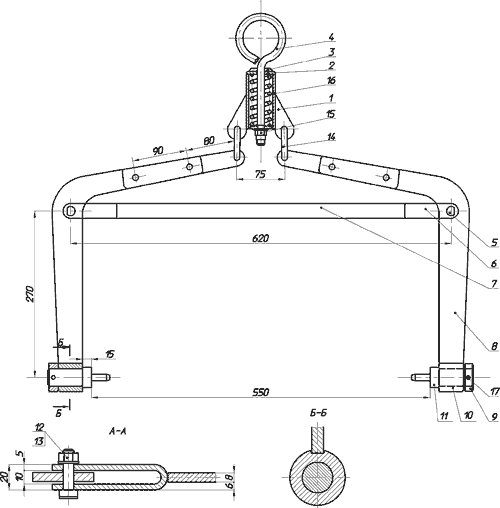
Рис. 70 – Подвеска для картера маховика
1–стакан; 2–крышка; 3–шайба упорная; 4–тяга; 5–палец; 6–вилка; 7–полоса 8х25х470; 8–рычаг; 9–заглушка; 10–втулка; 11–ось; 12–гайка; 13–шайба; 14–звено – 0,4, 15–гайка М10-005; 16–пружина; 17–штифт.
54. Отогнуть пластины стопорных шайб, отвернуть болты крепления обода зубчатого и снять его с маховика (S=14).
55. Отвернуть болты и снять турбокомпрессор с патрубка–кронштейна (S=14).
56. Отвернуть болты и снять патрубок–кронштейн с блока цилиндров (S=14).
57. Отвернуть болты крепления картера маховика и с помощью подвески для картера маховика (рисунок 70), снять картер маховика и установить на стол для дефектовки (S=17).
58. Ослабить болты рычага натяжного устройства водяного насоса и снять ремень зубчатый (S=17).
59. Отвернуть болты крепления шкива (рис. 71 поз. 1) и с помощью съемника (рис. 72) снять шкив со ступицы.
60. Отвернуть болт крепления ступицы (рис. 71 поз. 8) коленчатого вала. Вместо него ввернуть съемник (рис. 73) и снять ступицу 7 (рис. 71) с гасителем крутильных колебаний 6 (рис. 71) с конического конца коленчатого вала (S=36). Отвернуть болты 5 (рис. 71), снять шайбы 6 (рис. 71) и разъединить гаситель крутильных колебаний, ступицу гасителя и шкив коленчатого вала (S=14). С гасителем крутильных колебаний необходимо обращаться осторожно, не ронять. Установить гаситель крутильных колебаний на специальную подставку, предотвращающую гаситель от механических повреждений. Хранить гаситель крутильных колебаний допускается только в вертикальном положении.
61. Отвернуть гайки шпилек крепления водяного насоса и снять водяной насос с блока цилиндров (S=17).
62. Отвернуть болты крепления кронштейна передней опоры двигателя и снять ее (S=19).
63. Отвернуть болты крепления и снять натяжное устройство ремня привода водяного насоса. (S=14).
64. Отвернуть гайки шпилек крепления верхней крышки распределительных шестерен и снять крышку (S=14, 19).
65. Вывернуть болты крепления крышки распределительных шестерен и снять крышку (S=14, 19).
66. Повернуть двигатель на стенде картерной частью вверх, вывернуть болты крепления крышек коренных подшипников и снять крышки (S=30).
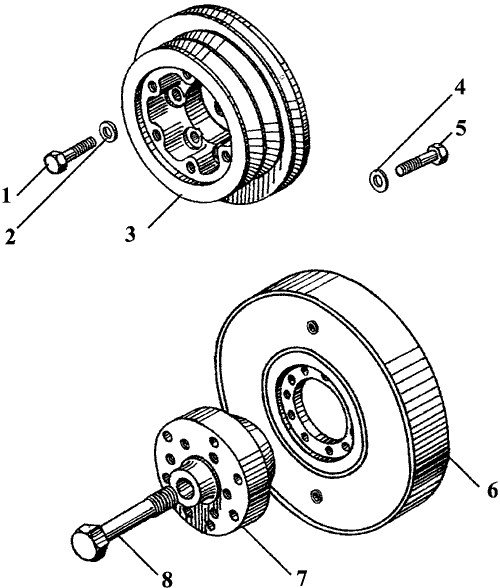
Рис. 71 – Ступица со шкивом и гасителем
1– болт; 2 – шайба; 3 – шкив; 4 – шайба; 5 – болт; 6 – гаситель; 7 – ступица; 8 – болт.
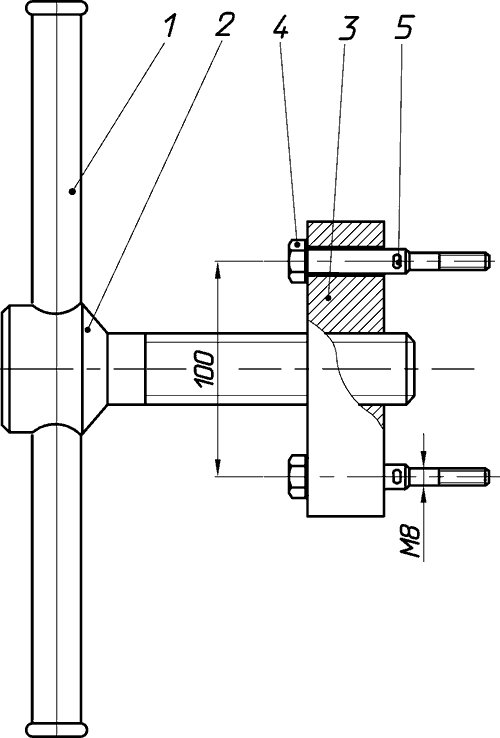
Рис. 72 – Съемник шкива с коленчатого вала
1–вороток съемника; 2–винт съемника; 3–траверса съемника; 4–болт съемника; 5–шплинт.
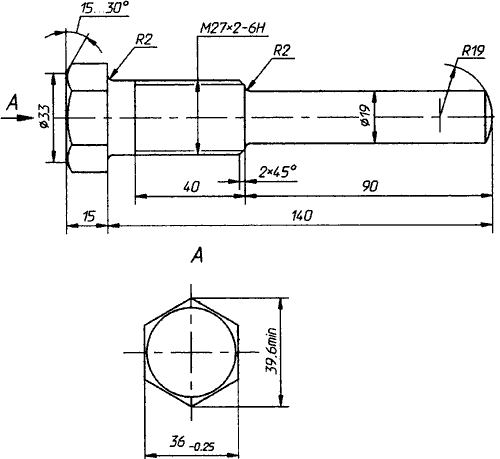
Материал — Сталь 40Х ГОСТ 4543-71, Закалить, отпустить 34-39 HRCэ
Рис. 73 – Съемник ступицы шкива коленчатого вала
67. Вынуть коленчатый вал из блока цилиндров, пользуясь специальной подвеской (рис. 74) и поставить на подставку. Шейки коленчатого вала предохранять от повреждений. Вынуть вкладыши и упорные полукольца из опор и крышек коренных подшипников. Поставить крышки коренных подшипников на свои места, руководствуясь метками, и привернуть болтами.
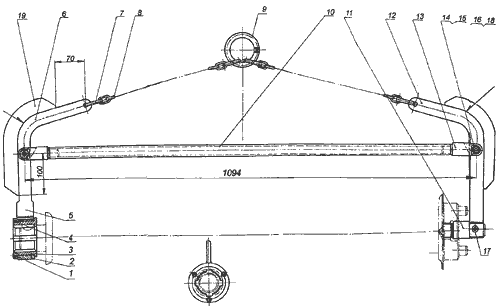
Рис. 74 – Подвеска для снятия коленчатого вала
1–винт М10×1,5; 2–втулка; 3–втулка; 4–кольцо; 5–рычаг левый; 6–рычаг левый в сборе; 7–кольцо соединительное; 8–цепь; 9–кольцо; 10–труба; 11–наконечник; 12–рычаг правый; 13– наконечник; 14–ось; 15–шайба; 16–шплинт; 17–штифт; 18–гайка; 19–накладка.
68. Отвернуть болты упорного фланца газораспределительного вала и вынуть газораспределительный вал в сборе с шестернями и положить на стол для дефектовки (S=12).
69. Отогнуть шайбу замковую, отвернуть гайку крепления шестерен на распределительном вале (S=46), вынуть шпонку и снять шестерню распределительного вала в сборе и положить на стол для дефектовки. Отвернуть болты и разъединить шестерни распределительного вала.
70. Выпрессовать, начиная с задней оси, толкателя и втулки толкателей.
71. Повернуть двигатель на стенде картерной частью вниз, вывернуть болты крепления упорного фланца ведомой шестерни привода ТНВД (S=14) и извлечь шестерню ведомую с полумуфтой ведущей и осью ведомой шестерни с подшипниками и манжетой в сборе.
72. Извлечь из блока цилиндров все гильзы. Извлечение гильзы из блока цилиндров производится с помощью съемника, изображенного на рис. 75.
Для извлечения гильзы ввести съемник во внутреннюю полость гильзы, зацепить качалку за нижний торец гильзы, упереться опорой за отверстие в блоке цилиндров и, направив на рукоятку, извлечь гильзу.
После разборки двигателя провести подразборку узлов, тщательно очистить все сопрягаемые поверхности от остатков прокладок и грязи тщательно промыть детали.
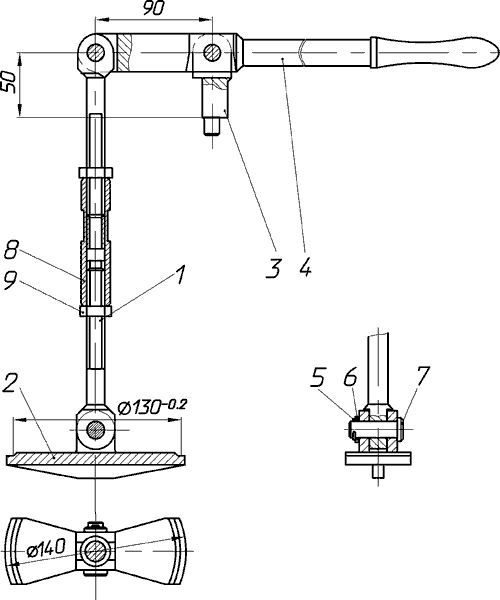
Рис. 75 – Съемник гильзы
1–тяга; 2–качалка; 3–опора; 4–рычаг; 5–шплинт; 6–шайба; 7–ось; 8–муфта; 9–гайка.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала