
Видео:Как правильно эксплуатировать насос НШ /ТОП-5 ошибок/Скачать

Плунжерный ручной насос высокого давления для запрессовки и распрессовки соединений
Невозможность свободного снятия охватывающей детали во время распрессовки является в ряде случаев причиной отказа от соединений с гарантированным натягом и перехода к более свободным посадкам. Это приводит к усложнению соединений, так как переходные посадки требуют дополнительного крепления от проворачивания деталей и от осевых смещений. В некоторых случаях конструктор вынужден заведомо предусматривать в конструкции узла возможность разрушения одной или нескольких деталей при его разборке для замены изношенных деталей.
Распрессовка соединений с гарантированным натягом на предприятиях, не связанных с машиностроением (нефтепромыслы, аглофабрики, металлургические заводы и т. Д.) и удаленных от машиностроительных заводов, до сих пор является трудно разрешимой задачей, связанной с большой затратой времени и средств.
Ниже показаны способы, коренным образом улучшающие условия распрессовки и запрессовки соединений деталей. Так как величина коэффициента трения при обычной распрессовке весьма значительна, то велико и усилие распрессовки. На уменьшение трения прямое влияние оказывает смазка. Наиболее рациональным следует считать способ, при котором поверхности контакта смазываются в процессе самой распрессовки, благодаря чему уменьшается величина усилия, необходимого для разъединения деталей.
Сущность этого способа заключается в создании между контактными поверхностями сопряженных деталей масляной прослойки, находящейся под высоким давлением. Благодаря высокому (в пределах 1000 ат) и очень высокому (в пределах 1000— 2000 ат) давлению масла происходят такие упругие увеличения диаметра втулки и уменьшения диаметра вала, что непосредственный контакт сопрягаемых поверхностей почти полностью-ликвидируется. Таким образом, соединение с гарантированным натягом как бы превращается в соединение с зазором, что уже само по себе совершенно меняет условия разъединения сопрягаемых деталей.
Автором были выведены основные зависимости, позволяющие широко применять на производстве способ распрессовки и запрессовки деталей с применением масла под давлением.
Масло, нагнетаемое через маслораспределительные канавки специальным ручным плунжерным насосом, создает жидкостное трение сопрягаемых поверхностей, значительно снижая коэффициент трения, а в связи с этим и усилие распрессовки в сотни раз.
Путем решения задачи о деформации толстостенного сосуда выведено уравнение для расчета потребного давления масла при распрессовке соединений. Необходимое давление масла р для распрессовки определяется как сумма трех слагаемых: p=p1+p2+p3
Первое слагаемое р1 — это давление масла, потребное для уравновешивания удельного давления, возникшего в зоне контакта сопрягаемых поверхностей при запрессовке. Оно определяется по формуле
где i — максимальный натяг соединения, см;
d — номинальный диаметр соединения, см;
cа и cв—коэффициенты, зависящие от соотношения наружного и внутреннего диаметров втулки, номинального диаметра втулки, номинального диаметра вала и механических свойств материалов вала и втулки;
Еа — модуль упругости материала втулки, кг/см 2 ;
Ев — модуль упругости материала вала, кг/см 2 .
Второе слагаемое р2 — давление масла, необходимое для расширения втулки на величину сжатия вала, возникшего во время запрессовки. Оно определяется по формуле:
где i1 — суммарная величина расширения втулки и сжатия вала, см;
i’a— величина расширения втулки, см;
i’b— величина сжатия вала при вышеуказанном расширении втулки, см.
При различных соотношениях наружного D и внутреннего (d диаметров втулки, изготовленной из стали марки 40Х (вал из стали марки 40) значения i1 будут следующими:

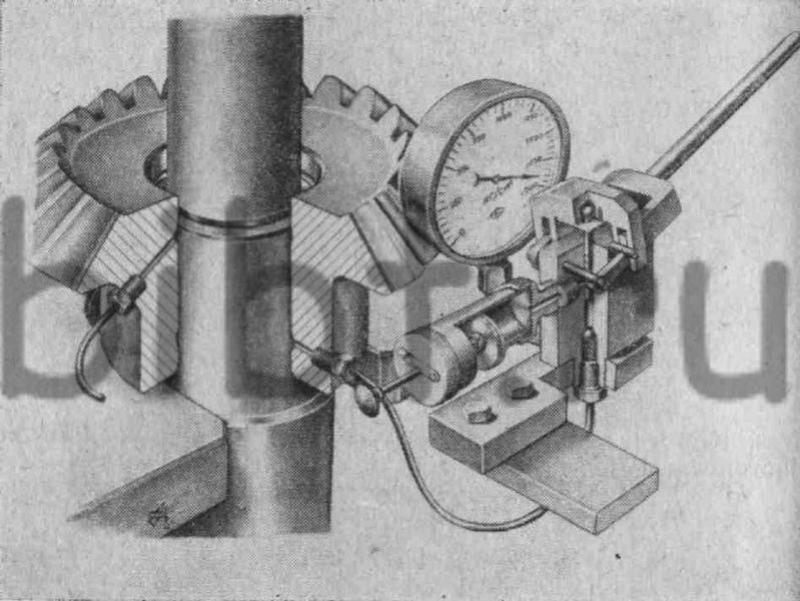
Фиг. 247. Плунжерный ручной насос высокого давления для запрессовки и распрессовки соединений.
Третье слагаемое уравнения р3 — давление, потребное для дополнительного расширения втулки и сжатия вала с целью создания гарантированного зазора для размещения масляного слоя, обеспечивающего жидкостное трение при распрессовке. Оно определяется по формуле:
где — 2(kRz1+0,6Rz2) -суммарная величина, на которую дополнительно должна быть расширена втулка и сжат вал с учетом шероховатости сопрягаемых поверхностей, см;
Rz1 — высота микронеровностей вала, см;
Rz2 — высота микронеровностей втулки, см;
k — коэффициент заполнения микропрофиля, равный 0,6, для посадок, осуществляемых под прессам, и посадок, распрессовка которых производится в сторону, обратную направлению запрессовки.
Для посадок, осуществляемых нагревом охватывающей или охлаждением охватываемой детали, или при распрессовке в направлении, совпадающем с направлением запрессовки, к=1.
Для распрессовки крупных деталей применяются рычажные насосы с баллонами (фиг. 247) для масла, позволяющие производить подачу его в соединение более длительное время, чем. винтовыми насосами.
Фиг. 248. Распрессовка шестерни с применением ручного рычажного насоса.
При повышении давления масла до величины, превышающей сопротивление, оказываемое кромками маслораспределительной канавки, масло начнет поступать между контактными поверхностями втулки и вала, расширяя втулку и сжимая вал. Подача масла производится до тех пор, пока давление не будет поднято до расчетного или пока масло не покажется наружу из втулки. В это время надо производить распрессовку.
Читайте также: Как правильно подключить воздушный сигнал с компрессором 12 вольт
На фиг. 248 приведен момент распрессовки шестерни с применением рычажного насоса. Масло подается по двум трубкам.
В результате практического применения нового технологического процесса распрессовки на конкретных деталях (подшипники качения, шестерни, муфты и т. п.) могут быть высказаны следующие основные положения.
1. Распрессовку можно производить с любым минеральным маслом. Наилучшими являются масла, имеющие вязкость 2,9° Е100. Расход масла при распрессовке ничтожный, примерно 10 г на поверхность 100 см2 при натяге соединения 0,1 мм.
2. Расположение маслораспределительной канавки имеет существенное влияние на величину усилия распрессовки. Чем дальше расположена канавка от верхнего торца втулки по направлению распрессовки вала, тем меньшая поверхность контакта подлежит распрессованию без масла.
3. Усилие распрессовки остается постоянным независимо от времени нахождения вала и втулки в сопряжении.
4. Первоначальный сдвиг происходит при незначительном повышении усилия, значительно меньшего по величине, чем при сухой распрессовке, и в отдельных случаях распрессовка начинается даже под собственным весом распрессовываемой детали.
5. Запрессовка может производиться на оборудовании меньшей мощности (в 10—20 раз), чем при сухом процессе запрессовки.
6. Новый технологический процесс запрессовки может быть рекомендован для посадки крупных подшипников качения, длинных и тонких втулок, шестерен и т. д. Распрессовку и запрессовку с применением масла под давлением следует рекомендовать для соединений с номинальным диаметром 100 мм и выше, хотя в некоторых случаях они целесообразны и при меньших диаметрах.
7. При расположении маслораспределительных канавок на концах охватывающих деталей расстояние от оси канавки до торца детали принимается примерно 15—20 мм. Расположение канавок приведено на фиг. 249. Соединение состоит из шестерни и вала. Подвод масла (в соединение производится как через шестерню (узел Л), так и через вал (узел Б). При различных поперечных сечениях охватывающей детали одна из маслораспределительных канавок должна располагаться в месте большего сечения (Б).
8. Количество канавок берется в зависимости от длины детали L и ее поперечного сечения d. При L L>d количество канавок —2; при L > 2d количество канавок 3.
9. Распрессовку соединений, имеющих несколько маслораспределительных канавок, производят несколькими насосами (по числу канавок), но в случае необходимости можно обойтись и одним насосом. Для этого перед распрессовкой в приемные отверстия ввертываются специальные клапанные штуцеры Насос присоединяется поочередно ко всем штуцерам, и через каждый из них в соединение нагнетается масло.
10. Для облегчения распрессовки соединений, имеющих шпонки, также рекомендуется применять масло, подаваемое в соединение под давлением.
11. С несколько меньшим эффектом можно применять распрессовку с маслом для соединения, находящегося длительное время в эксплуатации и не имеющего маслораспределительных канавок. Отсутствие круговой маслораспределительной канавки в этом случае заменяется сверлением нескольких отверстий диаметром 5—7 мм в ступице охватывающей детали на глубину, равную толщине стенки ступицы плюс 3—5 мм тела вала, затем производят рассверливание и нарезание резьбы в этих отверстиях для присоединения насосов.
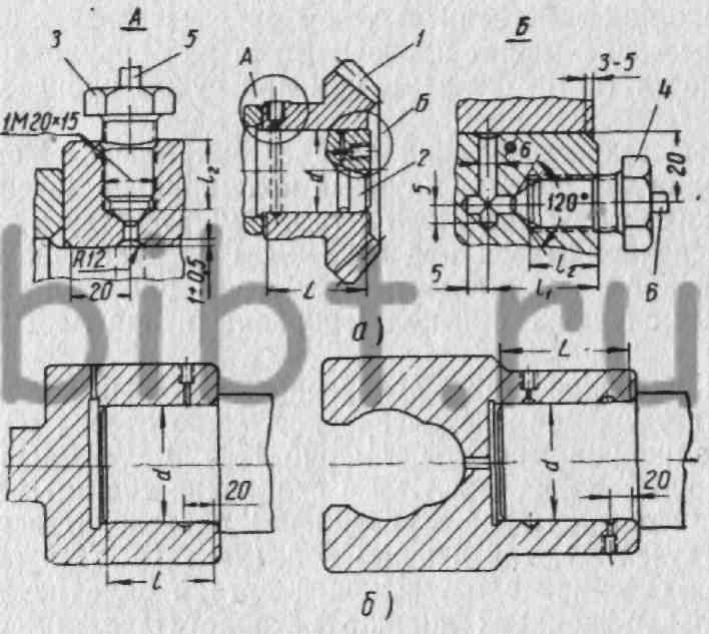
Фиг. 249. Размеры и расположение маслораспределительных канавок:
а — на соединении — шестерня — вал;
б — на головках шпиндельных соединений шестеренной клети прокатного стана.
12. Определение величины давления, а также величины усилия распрессовки с применением масла под давлением для каждого конкретного соединения рекомендуется производить с помощью номограмм, построенных на основании приведенных уравнений.
Применение нового способа распрессовки и запрессовки дает возможность сделать следующие основные выводы о целесообразности его внедрения.
1. Использование способа запрессовки и распрессовки с применением масла под давлением позволяет считать соединения с гарантированным натягом разъемными, что открывает неограниченные возможности для конструкторов в части создания принципиально новых конструкций узлов и механизмов.
2. Применение этого способа дает возможность создавать компактные конструкции узлов машин и механизмов, так как при этом не требуется предусматривать особые условия для захвата труднодоступных деталей, что необходимо при сухом процессе распрессовки.
3. Имеется полная возможность разъединения соединений, имеющих значительную длину поверхностей контакта, превышающую 1,5 d без повреждения их.
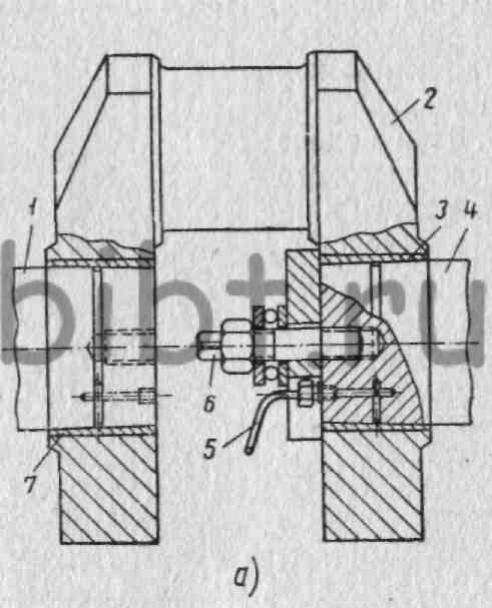
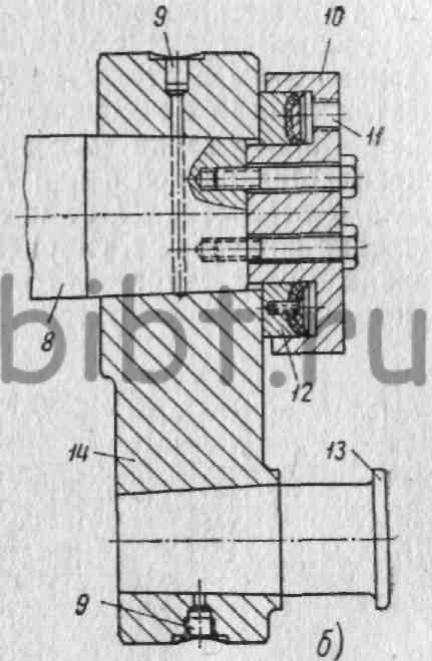
Фиг. 250. Сборка составных коленчатых валов с применением масла под давлением:
а — коленчатый вал; б — кривошипный вал.
4. Возможность распрессовки без износа сопрягаемых поверхностей позволяет увеличивать величину натяга и тем самым увеличивать прочность соединения, что важно для повышения работоспособности машин.
5. В связи с повышением прочности соединения деталей при посадке в горячую или путем охлаждения в жидком азоте имеется полная возможность отказаться от шпоночных соединений, что значительно уменьшает не только трудоемкость изготовления машин, но также сокращает цикл их изготовления и дает экономию материала.
Читайте также: Мотоблоки с валом отбора мощности в липецке
6. Простота процессов и разработанные руководящие материалы позволяют быстро осваивать и внедрять эти процессы в производство.
Представляет большой интерес для тяжелого машиностроения сборка сложных валов из отдельных деталей, посадка на них муфт, шестерен и других деталей с применением масла под высоким давлением. На фиг. 250, а показан коленчатый вал, собранный из осей 1, 4 и колена 2. Оси вставлены в отверстия в колене через конические промежуточные втулки 3 и 7. Дозатяжка осей осуществляется винтовым приспособлением 6 с подачей масла по трубке 5 от насоса высокого давления. Винт приспособления ввернут в ось. По окончании сборки приспособление снимается.
На фиг. 250,б показан коленчатый вал, собранный из осей 8 и 13, а также кривошипа 14. Сборка осей произведена без промежуточных втулок с посадкой на конусы. При подаче масла под давлением в отверстие 9 производится дозатяжка осей с помощью гидравлической гайки. Корпус гайки 10 с помощью болтов закрепляется на оси 8 или 13. При подаче масла в отверстие 11 от насоса высокого давления поршень 12, упираясь в торец кривошипа, будет втягивать ось в отверстие. При необходимости рассмотренные соединения могут быть быстро разобраны при применении этой же гидравлической гайки.
Видео:Шестеренный насос - устройство, принцип работы, применениеСкачать

Способ демонтажа детали типа шестерни



Владельцы патента RU 2269403:
Изобретение относится к области машиностроения и может быть использовано для демонтажа запрессованных изделий с вала. Способ включает захват демонтируемой детали и приложение осевого усилия посредством по меньшей мере двух тяг и, например, гидроцилиндра. Шток гидроцилиндра взаимодействует с торцом вала. Тяги связаны с противоположного относительно демонтируемой детали конца плитой. Каждая из тяг выполнена с эксцентричной канавкой. Тяги устанавливают в отверстия демонтируемой детали с возможностью зацепления уступом, образованным эксцентричной канавкой. Между стенкой отверстия демонтируемой детали и каждой тягой размещают серповидную в поперечном сечении полувтулку. Гидроцилиндр упирают в плиту, при этом выдерживают соотношение: D1≤D2, b≥H, e=h, где D1 — наружный диаметр тяги; D2 — диаметр отверстия демонтируемой детали; b — ширина эксцентричной канавки; Н — толщина демонтируемой детали; е — эксцентриситет канавки относительно оси тяги; h — максимальная толщина серповидной полувтулки. В результате обеспечивается расширение технологических возможностей. 1 з.п. ф-лы, 2 ил.
Изобретение относится к области машиностроения, в частности для облегчения разборки запрессованных изделий, и может быть использовано в ремонтном производстве при невозможности демонтажа «приваренных трением» деталей из труднодоступных мест.
Известен способ демонтажа детали типа шестерни с вала, включающий захват детали и приложение осевого усилия (см. а.с. СССР №544531, кл. В 23 Р 19/02, опубл. в бюл. №4 за 1977 год).
Известен также способ демонтажа детали типа шестерни с вала, включающий захват детали и приложение осевого усилия посредством тяг, связанных с противоположного относительно демонтируемой детали конца плитой, и, например, гидроцилиндра, шток которого взаимодействует с торцом вала (см. а.с. СССР №210763, кл. В 23 Р 19/027, опубл. 04.06.1968).
Однако известные способы демонтажа не позволяют снять деталь типа шестерни с вала, если за нее нет возможности зацепиться (находится в труднодоступном месте), и она так прочно сидит на валу (сварка трением), что имеющиеся на ней технологические отверстия для съема (демонтажа) не обеспечивают по прочности усилия съемника.
В основу заявляемого изобретения положена техническая задача: создать способ демонтажа детали типа шестерни, который позволил бы осуществить разборку запрессованных, «приваренных трением» деталей из труднодоступных мест.
Техническим результатом заявляемого изобретения является расширение технологических возможностей путем обеспечения увеличения осевого усилия съема.
Указанный технический результат достигается тем, что в способе демонтажа детали типа шестерни с вала, включающем захват детали и приложение осевого усилия посредством тяг, связанных с противоположного относительно демонтируемой детали конца плитой, и, например, гидроцилиндра, шток которого взаимодействует с торцом вала, используют, по меньшей мере, две тяги, каждая из которых из которых выполнена с эксцентричной канавкой и оснащена закладным элементом в виде серповидной в поперечном сечении полувтулки, тяги устанавливают в отверстия демонтируемой детали с возможностью зацепления уступом, образованным эксцентричной канавкой, с недоступной торцовой поверхностью демонтируемой детали, между стенкой отверстия демонтируемой детали и каждой тягой размещают серповидную в поперечном сечении полувтулку, а гидроцилиндр упирают в плиту, при этом выдерживают соотношения:
где D1 — наружный диаметр тяги;
D2 — диаметр отверстия демонтируемой детали;
Читайте также: Неисправности первичного вала кпп ваз
b — ширина эксцентричной канавки;
Н — толщина демонтируемой детали;
е — эксцентриситет канавки относительно оси тяги;
h — максимальная толщина серповидной полувтулки.
Кроме того, при демонтаже шестерни с отверстиями, предназначенными, например, для облегчения, тяги и закладные элементы могут быть установлены в упомянутые отверстия.
На фиг.1 представлен схемно-конструктивный вариант реализации предлагаемого способа; на фиг.2 — разрез А-А на фиг.1.
Способ осуществляется следующим образом.
Шестерня 1 прочно сидит на валу 2. Технологические отверстия для демонтажа на ступице шестерни 1 не обеспечивают необходимого для ее съема усилия. Демонтаж шестерни 1 с вала 2 осуществляют заявляемым способом, который включает захват демонтируемой шестерни 1 и приложение осевого усилия. Осевое усилие прикладывают посредством тяг 3, связанных с противоположного относительно демонтируемой шестерни 1 конца плитой 4, и гидроцилиндра 5, шток 6 которого взаимодействует с торцом вала 2. Способ предусматривает использование, по меньшей мере, двух тяг 3. Каждую тягу 3 выполняют с эксцентричной канавкой 7 и оснащают закладным элементом 8 в виде серповидной в поперечном сечении полувтулки. Тяги 3 устанавливают в отверстия 9 демонтируемой шестерни 1 с возможностью зацепления уступом, образованным эксцентричной канавкой 7, с недоступной торцовой поверхностью 10 демонтируемой шестерни 1. Между стенкой отверстия 9 демонтируемой шестерни 1 и каждой тягой 3 размещают серповидную в поперечном сечении полувтулку 8. Гидроцилиндр 5 упирают в плиту 4. При этом выдерживают соотношения: D1≤D2, b≥H, e=h, где D1 — наружный диаметр тяги; D2 — диаметр отверстия демонтируемой шестерни; b — ширина эксцентричной канавки; Н — толщина демонтируемой шестерни; е — эксцентриситет канавки относительно оси тяги; h — максимальная толщина серповидной полувтулки.
Причем при демонтаже шестерни 1 с отверстиями 9, предназначенными для облегчения, тяги 3 и закладные элементы 8 устанавливают в упомянутые отверстия 9.
Пример. Способ был апробирован на автоматической линии продольного роспуска рулонной стали фирмы «Soenen», Бельгия, где в узле «Наматывающее устройство» шестерня, приводящая вал этого устройства в действие через бесшпоночное соединение и расположенная в нише станины, не поддалась демонтажу с целью замены подшипников вала. Демонтировать шестерню вместе с валом оказалось конструктивно невозможным. Тяги с резьбой М36, завернутые в технологические отверстия на ступице шестерни, при достижении усилия съема 60 т разрушились. Причиной явилось ослабление бесшпоночного соединения, проворот шестерни относительно вала и, как результат, сварка трением шестерни и вала. Для достижения осевого усилия, превышающего усилие сварки трением, были использованы тяги ⊘64 мм, которые были заведены в отверстия ⊘65 мм диска шестерни. Расстояние в нише от диска до стенки станины 20 мм оказалось достаточным, чтобы зацепиться тягами за недоступную торцовую поверхность диска шестерни через отверстия ⊘65 мм диска. Расстояние от зубчатого венца шестерни до станины в нише составило 3 мм. В четыре отверстия диска шестерни установили четыре тяги с четырьмя серповидными полувтулками. Все тяги с противоположного конца были связаны общей плитой, в которую был оперт гидроцилиндр, шток которого, взаимодействуя с торцом вала, при подаче гидравлического давления надавил на вал, и при достижении осевого усилия примерно 150 т произошел сдвиг шестерни относительно вала. При разборке четко просматривался приваренный участок шириной 10 мм и длиной 175 мм, который вырвало с посадочной поверхности шестерни и который остался на валу.
Таким образом, заявляемый способ демонтажа позволяет разбирать запрессованные изделия при невозможности демонтажа «приваренных трением» деталей из труднодоступных мест, что расширяет его технологические возможности путем обеспечения увеличения осевого усилия съема.
1. Способ демонтажа детали типа шестерни с вала, включающий захват детали и приложение осевого усилия посредством тяг, связанных с противоположного относительно демонтируемой детали конца плитой, и, например, гидроцилиндра, шток которого взаимодействует с торцом вала, отличающийся тем, что используют, по меньшей мере, две тяги, каждая из которых выполнена с эксцентричной канавкой и оснащена закладным элементом в виде серповидной в поперечном сечении полувтулки, тяги устанавливают в отверстия демонтируемой детали с возможностью зацепления уступом, образованным эксцентричной канавкой, с недоступной торцевой поверхностью демонтируемой детали, между стенкой отверстия демонтируемой детали и каждой тягой размещают серповидную в поперечном сечении полувтулку, а гидроцилиндр упирают в плиту, при этом выдерживают соотношения
где D1 — наружный диаметр тяги;
D2 — диаметр отверстия демонтируемой детали;
b — ширина эксцентричной канавки;
Н — толщина демонтируемой детали;
е — эксцентриситет канавки относительно оси тяги;
h — максимальная толщина серповидной полувтулки.
2. Способ по п.1, отличающийся тем, что при демонтаже шестерни с отверстиями, предназначенными, например, для облегчения, тяги и закладные элементы устанавливают в упомянутые отверстия.
🎬 Видео
Как устроена рулевая рейка / система ГУРСкачать

Мало кто знает ЭТОТ СЕКРЕТ ХОЛОДНОЙ СВАРКИ! Почему мастера не говорят про это!Скачать

ТЕХНИКА БЕЗОПАСНОСТИ. Вид Грубейшего Нарушения ТРЕБОВАНИЙ ТБ при работе на СТАНКАХ.Скачать

Как определить вращение насоса НШ /3 способа/Скачать

Как открутить скрученный болт? Есть решение...Скачать

Зачем менять масло в ГУР, признаки, последствия, тест жидкостей.Скачать

Левый и правый нш, как поменять направление вращения.Скачать

Ошибки при комплектации и изготовлении РВД.Скачать

Сорвана резьба в алюминии что делать.Сорвана резьба что делать.Сорвана резьба на автомобилеСкачать

ОБСЛУЖИЛ СВОЙ ФОРД ФОКУС 2, ЗАМЕНА МАСЛА, ЗАМЕНА САЙЛЕНТБЛОКОВ ЗАДНИХ РЫЧАГОВ, ЗАМЕНА ШАРОВЫХ.Скачать

Как соединить мотор с НШ. Соединительная муфта для НШ.Скачать

Неисправности электроусилителя руляСкачать

БОКОВУШЕЧКА У ТУАЛЕТА в плацкартеСкачать

Почему гидравлика не держит навеску, и почему не поднимает гидравликаСкачать

Как надёжно закрутить болт, если резьба сорванаСкачать

2,5 TDI VW T-5Скачать

изготовление гидравлического шланга самомуСкачать

замена ремня ГРМ и маслонасосаСкачать
