
Редуктор является ответственным прибором для производства газовой сварки металлов.
С помощью редуктора можно изменить рабочее давление кислорода в пределах от 1 до 15 кгс/см 2 .
Кислородный редуктор (рис. 10) комплектуют двумя манометрами высокого давления со шкалой 0 – 250 кгс/см 2 для контроля давления газа в баллоне и низкого давления со шкалой 30 кгс/см 2 для контроля давления газа на выходе из редуктора – рабочего давления газа. Запрещается пользоваться редукторами с неисправными манометрами.
Кислородные редукторы и манометры окрашиваются таким же цветом, что и кислородные баллоны.

Рис. 10. Кислородный редуктор: 1 — клапан; 2 — винт; 3 и 4 — манометры; 5 — корпус; 6 — кран; 7 — ниппель.
Редуцирование растворенного ацетилена осуществляется ацетиленовыми редукторами, которые также комплектуют манометрами высокого давления с пределами измерения до 30 кгс/см 2 и низкого давления с пределами измерения до 5 кгс/см 2 .
Пропан – бутановые смеси и сжиженные газы редуцируют специальными редукторами с манометрами. Редукторы и манометры для ацетиленовых и пропан – бутановых газов окрашивают в цвет окраски баллона.
Все манометры на шкале имеют красную черту, соответствующую наибольшему рабочему давлению, допустимому для данного манометра. Чтобы не испортить манометр, не следует повышать давление выше указанного красной чертой.
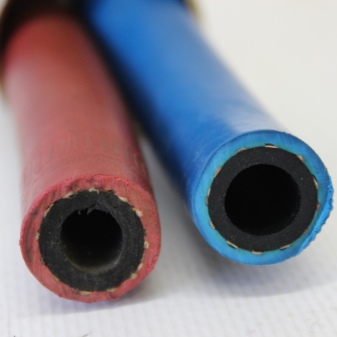
Для подвода кислорода и горючего газа к горелке или резаку используют резинотканевые шланги. Они обладают достаточной прочностью, чтобы выдержать давление газа, и гибкостью, чтобы не стеснять движений сварщика во время работы. Шланги изготовляют из вулканизированной резины с одной или двумя прокладками из капроновой или хлопчатобумажной ткани. Толщину внутреннего резинового слоя делают не менее 2, наружного – не менее 1 мм.
Чаще всего пользуются шлангами с внутренним диаметром 9,5 и наружным 17,5 мм. Для наиболее мощных горелок и резаков применяют шланги с внутренним диаметром 16 и 19 мм.
Длина шлангов для газовой сварки и резки, как правило, не должна превышать 20 м. В монтажных условиях допускается применение шлангов длиной до 40 м.
Безопасная работа сварщиков во многом зависит от знаний рабочими устройства и принципа работы сварочной горелки и резка, а также умения подготовить их к работе.
Сварочная горелка предназначена для получения и дозировки ацетилено – кислородной горючей смеси, регулирования мощности и формы сварочного пламени, а также придания ему нужного направления по отношению обрабатываемого изделия.
По способу подвода ацетилена в смесительную камеру горелки делятся на два типа: инжекторные и безинжекторные.
В инжекторных горелках ацетилен поступает в смесительную камеру вследствие разрежения, создаваемого струей кислорода, проходящего через центральное сопло инжекторного устройства. Для работы инжекторных горелок используют ацетилен, имеющий низкое давление 0,01 – 0,2 кгс/см 2 , который можно получить в ацетиленовых генераторах любой системы. однако давление кислорода, поступающего в горелку, должно быть в пределах 3 – 4 кгс/см 2 . Поэтому такие горелки называют горелками низкого давления.
В безинжекторных горелках ацетилен и кислород подаются в смесительную камеру под одинаковым давлением – 0,5 — 1 кгс/см 2 . Эти горелки высокого давления, они обеспечивают постоянство состава горючей смеси при более продолжительной работе. Вместе с тем для их применения требуются источники питания ацетилена с повышением давления, которые не всегда бывают в условиях сельских строек. Существенный недостаток таких горелок – возможность перенесения ацетилена в кислородный канал и наоборот – кислорода в ацетиленовый канал, что может нарушить нормальную работу и вызвать обратные удары или хлопки.
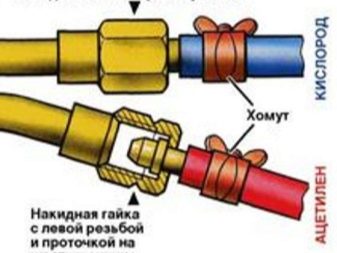
Чтобы исключить возможность неправильного соединения шлангов для ацетилена и кислорода к стволу сварочной горелки, штуцер для ацетилена и накидная гайка ацетиленового шланга имеет левую резьбу.
Кроме этого, эти детали отличаются внешне от деталей кислородного штуцера наличием кольцевой канавки на штуцере и риски на средние ребра накидной гайки.
Во время работы сварочной горелки вследствие нагревания ее наконечника создаются условия обогащения смеси газов кислородом, что влечет за собой снижение температуры, воспламенения смеси. Кроме того, проходящая по наконечнику смесь газов нагревается, в результате чего увеличивается вероятность ее воспламенения. Таким образом, температура нагрева наконечника постепенно повышается и наступает такой момент, когда горючая смесь устремляется по ацетиленовому каналу горелки в шланг, а затем в генератор.
Во время работы горелки ее мундштук иногда засоряется окалиной или каплями расплавленного металла. Это вызывает сужение его канала и способствует обогащению смеси кислородом. Создаются благоприятные условия обратного удара пламени.
Засорение мундштука может привести к полному его закупориванию. В это случае смесь газов, находящихся в камере смешения, не найдя выходя через мундштук, устремляется по ацетиленовому каналу в ацетиленовый шланг и генератор, создавая там опасность взрыва ацетилена и разрушения генератора.
Для резки металлов и их сплавов применяют специальные горелки – резаки. Наиболее широкое распространение получил резак «Пламя».
Приступая к ацетилено-кислородной резке, надо предварительно хорошо очистить поверхность металла от ржавчины, краски, масла, грязи, чтобы во время резки не усилилось разбрызгивание металла и воздух не сильно загрязнялся пылью, испарениями и газами.
Чтобы правильно присоединить кислородные и ацетиленовые шланги к ниппелям, на штуцерах ствола резака выбиты буквы «Г» (газ, ацетилен) и «К» (кислород).
Перед началом работы проверяют исправность сварочной горелки. Для этого на кислородный ниппель надевают кислородный шланг, закрепляют его накидной гайкой и продувают кислородом ствол горелки.
Редукторы, шланги, горелки и резаки и прочная аппаратура должны находиться в исправном состоянии. Для обеспечения их безопасности в работе необходимо соблюдать следующие требования:
1. Поступающая на предприятие новая аппаратура (резаки, горелки, редукторы и т.д.) перед эксплуатацией должна быть разработана, промыта и проверена после сборки на исправность с регистрацией в журнале. Не реже одного раза в месяц и во всех случаях подозрения на неисправность все резаки и горелки необходимо проверять на газонепроницаемость с последующей регистрацией результатов проверки в журнале. Не реже одного раза в квартал следует производить технический осмотр и испытание всех кислородных и ацетиленовых редукторов.
2. Газовая аппаратура с изношенными поврежденными резьбовыми соединениями к эксплуатации не допускается. Степень износа определяется контрольно-измерительными инструментами.
3. Используемые исправные ручные резаки, горелки, редукторы, шланги и газорезательные машины должны быть закреплены за определенными газосварщиками.
4. Перед присоединением редуктора к кислородному баллону необходимо: тщательно осмотреть снаружи баллон (не просрочен ли срок испытания, не загрязнен ли маслом или жирными веществами, исправна ли резьба штуцера вентиля);
Читайте также: Переборка редукторов в москве
Проверить исправность накидной гайки, наличие в ней фибровой прокладки (заменять фибровую прокладку кожаной или резиновой запрещается);
Продуть запорный вентиль баллона, открыв его не более чем на четверть оборота на 1 – 2 сек. Продувая запорный вентиль, рабочий должен находиться с противоположной стороны от струи газа;
Убедиться в исправности манометров редуктора (высокого и низкого давления). При отсутствии исправных манометров выполнять работу запрещается.
Манометр считаются неисправными, если нет клейма о ежегодном испытании, просрочен срок испытания, разбито стекло, манометр показывает неправильно.
5.В случае самовозгорания редуктора следует защищенной рукой быстро закрыть вентиль кислородного баллона.
6. Подтягивать резьбовые соединения редуктора и баллона при открытом баллонном вентиле запрещается.
7. Для присоединения горелки (резака) к аппаратуре для газопламенной обработки металлов с использованием ацетилена или пропан-бутана необходимо применять исправные шланги соответствующего ГОСТ.
Применение неисправных шлангов, а также подмостка их изолированной лентой и другими материалами запрещается. Длина шлангов не должна превышать 20 м.
8. При необходимости ремонта шланга испорченные места должны быть вырезаны, а отдельные куски его должны быть соединены между собой посредством двухстороннего ниппеля (штуцера) и зажимных хомутиков.
Соединять шланги с редукторами и горелкой (резаком) разрешается только стальными хомутиками. Во избежание прорезания шлангов применять для соединения проволоку запрещается.
На ниппели водяных затворов шланги следует плотно надевать, но не закреплять.
9. Нельзя допускать утечки ацетилена, пропан-бутана или паров бензина (керосина), так как при этом может образоваться взрывчатая газо-воздушная смесь. Для проверки плотности присоединения редуктора, шлангов и горелки (резака) следует пользоваться мыльным раствором.
10. Применять для подвода кислорода шланги, использовавшиеся ранее для ацетилена или других горючих газов, а также использовать кислородные шланги в качестве ацетиленовых запрещается, так как при этом возможно образование взрывчатой смеси.
11. Во время работы необходимо оберегать шланги от соприкосновения с токоведущими проводами, стальными канатами, нагретыми предметами, масляными и жировыми материалами.
Перекручивать, перегибать и переламывать шланги запрещается. Шланги, проложенные в проходах и проездах, необходимо защищать специальными коробами от возможных повреждений.
- Соединение кислородного шланга с редуктором
- Технические характеристики и тонкости эксплуатации кислородного шланга
- Особенности
- Технические характеристики
- Размеры
- Материалы изготовления
- Давление
- Виды и назначение
- Дополнительные комплектующие
- Как выбрать?
- Как подсоединить?
- Правила эксплуатации
- Практические рекомендации
Соединение кислородного шланга с редуктором
Горелка, резаки и другая аппаратура присоединяются к баллонам, генераторам, газопроводам при помощи гибких шлангов (рукавов).
Шланги для кислорода имеют внутренний и наружный слои из вулканизированной резины и несколько прокладок из льняной или бумажной ткани. Ацетиленовые шланги могут не иметь тканевой прокладки. Внутренний диаметр шлангов может быть равен 9, 12, 16 и 18 мм. Чаще применяются шланги с внутренним диаметром 9 и 12 мм типа «Г» (ГОСТ 8318-57), а для жидкого горючего — бензомаслостойкие (ГОСТ В-1819-42) диаметром 4—6мм. Бензомаслостойкие (дюритовые) шланги имеют снаружи продольную белую ленточку.
Шланги для подвода горючих газов допускают рабочее давление до 3ат, а для кислорода — до 10ат.
Длина шлангов при работе от баллонов должна быть не менее 8 м, а от генераторов— 10 м. Не следует брать шланги длиннее 20 м, так как излишне длинный шланг будет значительно понижать давление газа.
Если нужно удлинить шланги, то их соединяют с помощью латунных или стальных ниппелей, к которым прикрепляют концы шлангов с помощью специальных хомутиков, или же мягкой отожженной стальной проволоки. Причем конец шланга необходимо перевязать проволокой не менее чем в двух местах по длине ниппеля.
Для соединения шлангов нельзя пользоваться отрезками гладких трубок во избежание срыва шланга во время работы. Ацетиленовые шланги ни в коем случае нельзя соединять медными ниппелями или отрезками трубок.
Не допускается соединение ниппелем шлангов для керосина или бензина, так как в местах соединения, как бы оно тщательно ни было выполнено, может просачиваться горючее и при попадании искры загореться.
Если шланг туго надевается на ниппель, то отверстие такого шланга нельзя расширять выжиганием раскаленным металлом. Такой шланг будет ослаблен и может разорваться при работе.
Кроме того, от стенок шланга отрываются кусочки резины, которые, попав в горелку или резак, вызовут ряд неполадок.
Разорванный шланг нельзя ремонтировать обматыванием изоляционной лентой. Поврежденное место нужно вырезать и соединить концы шлангов двухсторонним ниппелем.
Шланги должны надежно крепиться на резаках, редукторе и бачке для жидкого горючего. Особенно тщательно крепятся шланги для жидкого горючего. Это делается во избежание ожогов и пожара, к которым может привести срыв шланга с резака или бачка.
При работе следует избегать крутых изгибов шлангов и размещать их так, чтобы на них не попадали искры и брызги металла или шлака.
На ниппели водяных затворов шланги должны плотно надеваться, но не закрепляться.
Шланги следует периодически проверять на плотность. Для этого один конец шланга присоединяется к воздушной магистрали, на которой имеется манометр, а другой конец заглушается. Давление постепенно поднимают до 10 кг/см 2 , при этом в течение 10 мин не должно быть падения давления.
Снаружи шланг смачивают мыльной водой. В неплотных местах появятся пузырьки.
Шланги следует применять в соответствии с их назначением. Не допускается использование кислородных шлангов для подачи ацетилена и наоборот.
Не разрешается использовать кислородный шланг для подачи сжатого воздуха к пневматическому инструменту с последующим использованием шланга для кислорода.
При употреблении новых шлангов их надо продуть для удаления из внутреннего канала порошкообразного талька, которым покрывается поверхность резиновых изделий после изготовления. Продувка предотвращает засорение каналов горелки или резака.
До присоединения к горелке или резаку шланги должны быть продуты рабочими газами: кислородные — кислородом, ацетиленовые — ацетиленом.
Технические характеристики и тонкости эксплуатации кислородного шланга

Технология газовой сварки применяется уже более сотни лет и до сих пор пользуется большим спросом. Объяснить подобное явление можно простотой и эффективностью самой технологии. Под воздействием высокой температуры материал плавится и его можно соединять.
Для работы необходимо иметь специальные шланги, баллон, горелку или резак. Особенно актуальная тема – это шланги, по которым подается горючая смесь и кислород. Эти изделия должны быть качественными и соответствовать необходимым стандартам.


Особенности
Без специальных шлангов сварочные работы проводиться не могут. Шланги обеспечивают поступление горючей газообразной субстанции. Передача газообразного вещества реализуется от баллона к пункту, в котором проводятся сварочные работы. Официальное название кислородных шлангов для сварки – «Рукава для газовой сварки ГОСТ 9357-76». Применяются подобные устройства для подачи горючей смеси и чистого кислорода к аппаратам для сварки. Рукава бывают трех видов для работы с разными субстанциями:
Читайте также: Задний редуктор тигуан дизель


Аббревиатура кислородного изделия III-9-2,0-У ГОСТ 9357-76. Это шланг третьего класса, сечением 9 мм. Может работать при давлении 2,0 МПа. Буква «У» подтверждает, что устройство может эксплуатироваться в средней полосе России. Рукава выдерживают рабочую температуру отгружающей среды от -36 градусов до +72.
Кислородный шланг сделан из пластичного материала – кордовой нити, которая обернута специальной резиной. Резиновый шланг для кислорода – это простое устройство, которое используется повсеместно. Сварочный аппарат с таким изделием надежно работает, выполняя за короткое время надлежащий объем работ, и обеспечивает доставку кислорода, воздуха, ацетилена и пропана.
Также подобные изделия активно используются в медицинской технике. Структура изделия имеет резиновый слой, который оплетается кордовой нитью из хлопчатобумажной ткани, пропитанной химическим раствором.


Технические характеристики
Кислородные шланги дифференцируются на 3 типа:
- поставка бутана и ацетилена (давление 0,64 Мпа);
- поставка бензина;
- поставка кислорода (давление до 2,1 Мпа).
В записи на продукте зашифровывается информация, которая раскрывает технические данные каждого изделия:
- назначение;
- диаметр сечения;
- при каком давлении может работать.
Если шланг может применяться при больших отрицательных температурах, то на нем обязательно ставится обозначение «ХЛ». Шланги также могут быть разных колеров. Красный колер имеет устройство, которое может передавать газ под давлением 0,64 Мпа. Самый распространенный шланг синего колера, имеет радиус сечения девять миллиметров.


Есть также изделия черного и желтого колера. Если изделие черного колера (ГОСТ 9357), то на таком шланге обязательно есть две полоски, которые имеют тот же колер, что и само изделие.
Газосварочный рукав размещается в специальных бухтах и закрывается пленкой ПВХ. Изделия хранятся на складах в сухих помещениях. Допустимая высота бухты до 1,55 метра. Солнечные лучи не должны попадать на материал. Также бухты должны располагаться вдали от нагревательных приборов.
На материал не должны воздействовать никакие агрессивные вещества:
- кислоты;
- щелочи;
- горюче-смазочные материалы.
Если изделие приходится хранить в холодное время года, то перед хранением их следует держать сутки в теплом помещении. Искусственно нагревать шланги возбраняется, так как они могут испортиться.


Размеры
Внутренний диаметр изделия может быть:
Перед эксплуатацией изделие следует тщательно осмотреть, не должно быть трещин или разломов. Производители, выпуская продукцию, проверяют ее по упаковкам 2000 метров.


Шланг обязательно проходит тесты на прочность и герметичность, а также на нагрузки разрывные. Выдерживать материал должен агрессивные субстанции, такие как ацетилен или бензин. Особенно тщательно проверяются изделия, которые имеют отношение ко второму типу.
Выходные данные по ГОСТ формируются согласно требованиями по аббревиатурной разметке и перевозки рукавов. В качестве иллюстрации можно привести следующие примеры:
- если материал выдерживает давление 0,64 Мпа (6,4 кгс/см2), то сечение должно быть 6,31мм внутри, снаружи – 13,1 мм;
- при транспортировке кислорода с давлением 2,1 Мпа (20,1 кгс/см2), сечение внутри рукава будет 8,1 мм, а внешнее сечение – 16,1 мм.
Также выпускаются изделия, которые выдерживают давление до 4 МПа (40,1 кгс/см2). В этом случае внутреннее сечение изделия составляет 6,31 мм, а внешний диаметр – 16,1 мм.


Материалы изготовления
ГОСТ 9358 предусматривает изготовление кислородных шлангов из определенного материала, в который входит:
- тканевое покрытие;
- резиновое покрытие;
- усилительный каркас.
Шланги, которые эксплуатируются в сварке, проходят тестирование и проверку, они должны быть герметичны и выдерживать заданное давление. Обычно запас прочности таких рукавов делается с коэффициентом 3,5. Не менее важно, чтобы изделия имели хороший коэффициент натяжения. Давление возрастает в месте стыка шланга с ниппелем, поэтому эти узлы укрепляют особенно тщательно. Стоимость изделия рукава колеблется от 45 до 78 рублей за один погонный метр.
Дюритовый рукав – это изделие, которое имеет несколько слоев из специальной резины и технической ткани. Отличаются такие изделия хорошей прочностью и износостойкостью.
Рукава сделаны из прорезиненного слоя, который взаимодействует с газом. Все рукава производятся из резины черного цвета для всех видов. Самым ходовым является кислородный шланг с сечением 9 мм (ГОСТ у него 9356-76). Рукав размечается специальными цветными полосами. Качественные кислородные рукава могут выдерживать большие температуры и нагрузки.


Давление
Шланги бывают трех типов. Первый применяется для передачи горючих смесей, выдерживает давление не более 0,64 Мпа. Второй используется для резаков, давление при этом такое же, 0,64 Мпа. Самый распространенный – это третий тип, который может держать давление до двух Мпа. Армированные изделия этого типа могут передать не только кислород, но также углекислый и инертный газ. Такие шланги пользуются большой популярностью в СТО, с их помощью передается под давлением кислород к компрессору. В эксплуатации они просты и функциональны, сделаны из двух частей, внутренней и внешней.
Выбирают продукцию по следующим критериям:
При самом маленьком изгибе деформация внутреннего сечения не превышает 10% от номинала. Материал этот является расходным, его требуется периодически менять. Важно следить за тем, чтобы на поверхности не возникало повреждений.

Виды и назначение
Для резака нужен резиновый шланг, который способен работать под высоким давлением. В работе задействованы такие субстанции:
Газовый резак собирается следующим образом:
- монтируются в первую очередь редукторы;
- синий ставится на емкость с кислородом О2;
- красный помещается на емкость с пропаном.


Перед тем как плотно закручивать вентиль, следует проверить резиновые прокладки. На деталях не должно быть каких-либо жирных или масляных пятен. Подгонка на штуцере должна быть плотной. Шланги для баллона следует подбирать по резьбе (левосторонняя и правосторонняя). Следует также проверить все хомутовые фиксаторы. Возбраняется продувать рукав с помощью кислорода, а также переставлять рукава. На штуцер следует установить специальный защитный клапан. Рукав для О2 соединяется со штуцером, а газовый, в свою очередь, вкручивается. Отвинчивается редуктор, который подает кислород.
Следует проверить, поступает ли горючая смесь. Для этого к штуцеру приставляется палец – его должно обязательно затягивать. Если есть притяжение, то все операции были сделаны правильно, в обратную сторону можно избежать удара.
Читайте также: Чертежи колесных редукторов для уаз
Только после этого можно соединить шланг с пропаном. Выставляется давление 0,51. В пропорциях кислород соотносится 1: 10. Если кислород подается в 5 атмосфер, то, соответственно, пропан следует подавать в 0,5 атмосфер. После этого немного откручивается вентиль, смесь зажигается, резак упирается в поверхность материала и добавляется кислород.
Чтобы закрыть кран, в первую очередь прикрывается пропан, затем кислород. Важно помнить, что если огонь неожиданно пропал, то во избежание ответного удара, следует сразу перекрыть горючий газ. Нельзя сразу закрывать кислород – может случиться взрыв.

Дополнительные комплектующие
Сопутствующими элементами к газовым шлангам являются:
- подушки;
- баллоны;
- запасные шланги;
- кислородный концентратор.


Как выбрать?
При покупке шланга в первую очередь следует определить его эластичность и толщину стенок. Также нужно обратить внимание на прорезиненные слои и кордовое покрытие. Рекомендуется сжать шланг двумя пальцами, он должен быть «тугой». Если материал слишком мягкий, то через короткое время на изделии появится выпуклость – подобное явление неизбежно отразится на работе сварочного аппарата, давление будет заметно ниже.
Главные характеристики шлангов, которые следует учитывать при выборе:
- название шланга;
- длина изделия;
- к какому классу относится;
- размер сечения;
- рабочее давление;
- для каких температур предназначен;
- какой имеется номер стандарта.
Перед покупкой изделия следует акцентировать внимание на некоторых особенностях.
Если придется работать на открытом воздухе или в большом цеху, то длина шланга может быть до 42 метров. В закрытых небольших помещениях этот показатель обычно сокращается в два раза. Бухты продаются чаще всего 40, 50, 100 метров.


Вес изделия также важен, если приходится работать на весу. Изделие не должно быть очень тяжелым, чтобы руки не уставали. В резаках Р1 используются изделия 6 мм и 9 мм. Есть резаки более мощные (Р3), которые режут металл толщиной до 3 см. Поэтому для таких устройств необходимы шланги сечением 9 мм.
Важный показатель – радиус изгиба. Если шланг имеет сечение 6 мм, то радиус изгиба должен быть равен 49 мм. Для сечения шланга 9 мм необходим радиус изгиба порядка 78 мм.
Зарубежная продукция производится с различными синтетическими добавками, эластомерами, которые заметно повышают ТТХ шлангов. Инновационные материалы технологичны, функциональны, но цена их несколько выше. Все изделия снабжены маркировкой, при приобретении шланга рекомендуется обращать внимание на выходные данные.
Чтобы резать металл на сварочном полуавтомате (аргоновая сварка), следует останавливать свой выбор на рукавах класса 1 (красный колер). Во время работы шланги не должны перекручиваться. Сварочный шланг делается из резины, обладает прокладками из вулканизированной резины.
Некоторые производители добавляют в материал шлангов некачественный ПВХ. Такие шланги не выдерживают минусовых температур и быстро трескаются. Выбирая необходимый аксессуар, следует останавливать свой выбор на материалах, которые выдерживают температуру до -42 градусов по Цельсию. Шланги не должны иметь вздутий, трещин. Диаметр трубки при сгибании не должен быть меньше 12%.


Как подсоединить?
Шланги, которые выпускаются в России, окрашены в черный колер, на их поверхность наносится длинная метка красного колера (для бутана), для кислорода существует голубая метка. Зарубежные изготовители чаще всего делают шланги разных цветов.
Шланг присоединяется к редуктору. Правильное подключение позволит безопасно работать с любым оборудованием. Особенно большим спросом пользуются шланги, которые между собой соединяются. Это позволяет эффективно использовать оборудование, шланги не перекручиваются и не путаются на полу.


Правила эксплуатации
Перед использованием шланга, его следует тщательно осмотреть, трещин или разломов наблюдаться не должно. Производители, выпуская шланги, проверяют их по упаковкам 2000 м. Шланг обязательно проходит тесты на прочность и герметичность, а также на нагрузки разрывные.
Материал должен выдерживать агрессивные субстанции, такие как ацетилен или бензин. Особенно тщательно тестируются изделия, которые относятся ко второму виду.
Изделия должны использоваться с соблюдением нескольких правил.
- Применяются шланги только для «своих» горелок.
- Прежде чем начинать работать, шланги следует продуть, чтобы удалить частицы талька.
- Изделия прочищаются газообразной смесью, когда продувка завершена.
- Длина шланга не менее 9,1 метров. Максимальный размер должен быть 30,2 метра.
- Иногда изделие наращивают до 50,5 метров, но делать это можно только по специальному разрешению.
- Шланг может иметь не более трех стыков. Все стыки выполняются с помощью хомутовых креплений.


- Шланг располагается на ровной поверхности, заломов быть не должно. Допустимо применять спаренные шланги.
- Начиная работать, следует провести тестовый осмотр. Особенное внимание обратить на соединения.
- Допустимое давление для кислородного шланга не более 20 атмосфер. Давление для ацетиленового шланга не более 5 атмосфер.
- Каждые 4 месяца шланги проходят тестовый осмотр, проводится тестирование газом при давлении 10 атмосфер. Также делаются гидравлические тесты, прогоняется вода под давление 32 атмосферы.
- Если обнаружен дефект, шланги подлежат незамедлительному ремонту.
- Каждый работник должен пользоваться только «своим» шлангом, чтобы знать, как изделие работает, его сильные и слабые стороны.
- Если все делать правильно, то транспортировать газы можно безопасно и просто.
Кислород взрывоопасен, поэтом следует соблюдать правила техники безопасности, особенно это касается транспортировки. Все баллоны должны иметь целостную структуру и снабжаться всем необходимым. Важно, чтобы у баллона присутствовал ключ.
Механизмы по проведению шовной сварки – это высокопроизводительное оборудование, которое позволяет соединять между собой различные листы из металла. Подобная техника не очень сложная, но она дает возможность делать качественные швы, как поперечные, так и продольные.


Практические рекомендации
- Если есть дефекты на шланге, то их следует не обматывать изолентой или скотчем, а обязательно срезать и сделать стыки. Допускается изготовление не более трех стыков.
- Шланги не должны переламываться или нагружаться тяжестями. На шланг не должны попадать щелочи, кислоты, бензин. Шланги следует держать вдали от электрических кабелей, а также стальных тросов.
- Чтобы укрепить рукав, требуется использовать хомутовые фиксаторы из нержавейки. Крепления не должны иметь отверстия. Хомуты следует закреплять умеренно – если «перетянуть», то такое крепление может не выдержать и выйти из строя.
- Герметичность легко проверить. Для этого достаточно в миске с водой развести кусок мыла и кисточкой обработать все стыки. Не должно быть никаких пузырей, если они появились, то стыки следует заново укрепить.



Обзор кислородного шланга для газосварочных работ смотрите в следующем видео.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала