
Товарищи и господа инженеры.
вот объясните как так можно яхты строить?
до разборки думали, что как то умудрились сломать шпонку в верхнем валу, т.к. верхний вал свободно вращался от нижнего, а муфты соединены болтами.
после разборки оказалось, что муфты просто приварены к валам. Без шпонок, шлицов и т.п., что может адекватно воспринимать крутящие нагрузки.
придут механики — приварят. но на сколько это надежно и как долго проработает никто не знает.
есть идеи как исправить можно на месте? без съема верхнего вала? думаю может в муфте просверлить отверстие и немного на валу и какой то болт загнать. не ухудшит ли это ситуацию?
изображения большие вставились.
можно в контакте глянуть если кому удобнее
https://vk.com/feed?w=wall174606692_857
спасибо, если кто ответит.






Оснащение проходки горных выработок, ПОС, нормоконтроль, КР, АР
На кручение ломается тут сварной шов, судя по вашему посту.
Сварной шов это кольцо или труба.
Расчёт труб на кручение есть в приложении к SCAD Кристалл.
Расчёт сварных швов ведётся по границе сплавления с металлом основы (у вас по 2 границам) и по шву. Формулы есть в пособии к старому стальному снипу. Но тут, боюсь, формально то надо искать морские нормы на швы. И вообще ситуация не сниповская. Не знаю.
В статике при кручении:
Касательные напряжения = Мк / Wр Последний раз редактировалось Tyhig, 02.06.2017 в 20:35 .
Добрый день.
Привод механический. цилиндры это авторулевые. Отец поставил 2 шт., т.к. один одно время постоянно барахлил (как потом выяснилось, около компаса положили металлические вещи (комп, еще что то) и он не включался и писал ошибку. Ну и вообще, автопилот на дальних переходах при небольшой команде — это спасение.
балер приварен. как нам показалось.
нам не очень подшипник нравится как стоит. кривовато, но когда разобрали, то вроде это какой то специальный такой. он немного вращается относительно плоскости посадки. И вообще там получается нижняя часть вала, где подшипиник, подбивается клином, чтобы муфты состыковались(там у одной из них есть шип, у другой типа паза по окружности). но это было сделано изначально на верфи.
сейчас приварили. сверху как мог мастер точечно еще прихватил. там уже не подлезть.
смазку надо набить. вроде шприцовка есть для масла. попробуем.
разместить можно. ссылочку только если что на сайт дайте http://mishavnedoma.h1n.ru/index.html тут стараюсь писать, когда время есть. с апреля уже в неоплачиваемом отпуске
может интересно будет и Вам что то почитать.
если что на канале видео есть. а так вот может будет интересно про шлюзование https://youtu.be/I41Rxp2xtmo
оффттоп
Offtop: мы в основном и рулим автопилотом. Эта поломка случилась прямо перед портом. вообще странно получилось. так то автопилот бы работал, но после того как палку вытащил. нырял в этой чаче и пытался выковырять. хорошо друг пилу подарил в виде нитки. она и помогла.
Мы идем по реке святого Лаврентия и тут все подтопило и много мусора на реке. а так как приливы и отливы, то в гавань для стоянки набивается много деревяшек. а нам надо было ждать открытия шлюза в марину, чтобы попасть. а причалы для ожидания все вот в деревяшка и мусоре. знали бы, то конечно покрутились бы на реке под двигателем, но пришвартовались. а когда задним ходом отходить стали, то маааленькая щепка попала между корпусом и пером руля и при повороте заклинило. отец немного посильнее надавил на штурвал и оп.ля. мы без управления. хорошо недалеко отошли и обратно пришвартовались. руль правда был повернут и яхта шла не прямо. хорошо есть подрулька и он не засосала в себя этот мусор и хорошо отработала.
потом уже заходили на аварийном румпеле. он непосредствееннго на перо руля крепится. у нас кстати два пера руля.
яхта Alubat. алюминевая с подъемным швертом. сейчас планируем идти в Гренландию и дальше северо-западным морским путем до Аляски.
Видео:ТОЧНО и соосно просверлить вал мотора для гриндера или точила без токаркиСкачать

ДОМОСТРОЙСантехника и строительство
Товарищ попросил что-то придумать в ситуации когда нужно поставить на гриндер новый шкив диаметром 140мм. а шпоночного паза в нём нет и доступа к долбёжному станку на котором он делается тоже нет. Вот я и придумал простецкий способ для которого нужно всего лишь просверлить отверстие и нарезать резьбу М6.
Ссылки на сопутствующие материалы:
— ЗАМЕНА БОЧКИ НА ГРИНДЕРЕ: https://youtu.be/2gb0mPCYUkk
— Новая пружина для гриндера: https://youtu.be/tvv5s-uJYN0
Благодарю за лайки и комментарии, буду рад, если подпишитесь на мой канал!
При подготовке этого видео сюжета использовалась музыка из фонотеки YouTube:
— Promises
Видео Как зафиксировать шкив без шпонки. канала Анзор Ахабадзе
Видео:Как зафиксировать шкив без шпонки.Скачать

Крепление — шкив
Крепление шкивов на валах осуществляется с помощью призматических шпонок, призматических шпонок с центрованием по конусу и шлицевых соединений. Посадки шкивов на шлицах могут быть тугоразъемные и легкоразъемные. При тугоразъемном соединении шкив напрессовывают обязательно с помощью приспособления. [1]
Читайте также: Валы для плющилки зерна
Распространено также крепление шкива при помощи цангового зажима или шпонки. [3]
Проверяют надежность креплений шкивов на валах электродвигателя и редуктора. Пытаясь переместить вручную шкивы вдоль валов электродвигателя и редуктора, убеждаются в надежности их крепления, при необходимости подтягивают. [4]
Для удобства крепления шкива на верхней части вала мешалки делается бурт. [6]
Проверяют надежность крепления шкивов на валах электродвигателя и редуктора. [7]
Осевую фиксацию и крепление шкивов на валах производят так же, как зубчатых колес. [8]
Осевую фиксацию и крепление шкивов на валах производят так же, как зубчатых колес ( см. гл. [9]
На рис. 2 и 3 показаны крепления шкивов . Тип крепления по рис. 3 предпочтителен. Стопорение винта произведено проволочной обвязкой. Узел заведен в небольшое отверстие на противоположной стороне ступицы. [11]
Клиновые шпонки на лыске применяются для крепления шкивов среднего диаметра ( цельных и составных из двух частей), а также в тех случаях, когда необходимо дополнительно закрепить шкив или диск на готовом и уже смонтированном валу ( монтаж вне предприятия), поскольку путем опиливания вал легко приспособить к монтажу детали на шпонке. [12]
Перед пуском электрической машины проверяют надежность крепления шкива , полумуфт и других вращающихся частей, а также наличие заземления. [13]
Проверяют, нет ли люфта в креплении каяатоведущего шкива на валу ( смотреть надо на торец вала в момент перехода кабины с большой на малую скорость или в момент остановки); отключают вводный рубильник, подтягивают гайку, крепящую кана-товедущий шкив; отправляют редуктор для ремонта на завод, если люфт ликвидировать не удалось. [14]
Провернуть коленчатый вал ключом за бол г крепления шкива или ломиком за отвергши в маховике до полного закрытия впускною клапана 1-го цилиндра. [15]
Способы крепления зубчатых колес, полумуфт и шкивов на концевых участках валов
При закреплении деталей на конических концах валов обязательно их поджатие и крепление в осевом направлении. В легконагруженных конструкциях для этого применяют концевые (торцовые) шайбы и винты (рисунок 18.5.5, 18.5.6 и 18.5.7), а в более нагруженных конструкциях — гайки (рисунок 18.5.1, 18.5.2, 18.5.3 и 18.5.4); винты и гайки стопорят от самоотвинчивания.
Осевую фиксацию с помощью штифта (рисунок 18.5.8), установочного винта (рисунок 18.5.9) или стопорным пружинным кольцом (рисунок 18.5.10, а) применяют редко. При закреплении ступицы на валу с помощью конических стяжных колец (рисунок 18,5.10, б) она фиксируется в любом угловом положении относительно вала; при этом несущая способность зависит от осевой силы поджатия колец, а вал не ослабляется канавками.

Осевая фиксация зубчатых и червячных колес, звездочек и шкивов на валах и осях
Если применяют соединение с натягом, осевая фиксация обеспечивается силами трения за счет натяга (рисунок 18.6.2). Если соединение не с натягом, деталь можно фиксировать на валу при помощи уступа (заплечика) с одной стороны, детали или втулки (гайки) с другой стороны (рисунок 18.6.1, 18.6.4). Если невозможно изготовить буртик на валу, применяют два полукольца (рисунок 18.6.7) или втулку (рисунок 18.6.5). При этом необходимо учитывать, что канавка под полукольца ослабляет вал. Способы осевого фиксирования деталей на валах без заплечиков представлены на рисунок 18.6.2, б; 18.6.3; 18.6.8; 18.6.9 и 18.6.10.

Способы крепления осей
Различают вращающиеся и неподвижные оси. Неподвижные более просты по конструкции, тогда как вращающиеся оси обеспечивают лучшее направление насаженных на них деталей. Способы крепления неподвижных осей на двух опорах представлены на рисунок 18.10.2-18.10.7, б. Установка осей в одной опоре (консольно) показана на рисунок 18.10.1; 18.10.7, а; 18.10.8.
необходимо сначала установить шкив а потом забить шпонку в паз га вале?
или установить шкив на вал с уже установленной шпонкой, а после установки шкива подбить шпонку так чтобы получилось жесткое зацепление?

шпонка такая же только металлическая и прямоугольная, а не закругленная
Способы крепления зубчатых колес, полумуфт и шкивов на концевых участках валов
При закреплении деталей на конических концах валов обязательно их поджатие и крепление в осевом направлении. В легконагруженных конструкциях для этого применяют концевые (торцовые) шайбы и винты (рисунок 18.5.5, 18.5.6 и 18.5.7), а в более нагруженных конструкциях — гайки (рисунок 18.5.1, 18.5.2, 18.5.3 и 18.5.4); винты и гайки стопорят от самоотвинчивания.
Осевую фиксацию с помощью штифта (рисунок 18.5.8), установочного винта (рисунок 18.5.9) или стопорным пружинным кольцом (рисунок 18.5.10, а) применяют редко. При закреплении ступицы на валу с помощью конических стяжных колец (рисунок 18,5.10, б) она фиксируется в любом угловом положении относительно вала; при этом несущая способность зависит от осевой силы поджатия колец, а вал не ослабляется канавками.
Осевая фиксация зубчатых и червячных колес, звездочек и шкивов на валах и осях
Если применяют соединение с натягом, осевая фиксация обеспечивается силами трения за счет натяга (рисунок 18.6.2). Если соединение не с натягом, деталь можно фиксировать на валу при помощи уступа (заплечика) с одной стороны, детали или втулки (гайки) с другой стороны (рисунок 18.6.1, 18.6.4). Если невозможно изготовить буртик на валу, применяют два полукольца (рисунок 18.6.7) или втулку (рисунок 18.6.5). При этом необходимо учитывать, что канавка под полукольца ослабляет вал. Способы осевого фиксирования деталей на валах без заплечиков представлены на рисунок 18.6.2, б; 18.6.3; 18.6.8; 18.6.9 и 18.6.10.
Читайте также: Валы используемые в редукторах
Способы крепления осей
Различают вращающиеся и неподвижные оси. Неподвижные более просты по конструкции, тогда как вращающиеся оси обеспечивают лучшее направление насаженных на них деталей. Способы крепления неподвижных осей на двух опорах представлены на рисунок 18.10.2-18.10.7, б. Установка осей в одной опоре (консольно) показана на рисунок 18.10.1; 18.10.7, а; 18.10.8.
Видео:Как нарезать шпоночную канавку за 30 минут. How to cut the veneer groove for 30 minutes.Скачать

Шпоночные и шлицевые соединения
Шпоночные соединения предназначены для соединения валов со ступицами различных деталей вращения (зубчатых колес, шкивов, эксцентриков, маховиков и т.п.); их используют для передачи крутящего момента от вала к ступице или наоборот. Широко распространенные ненапряженные соединения осуществляют призматическими и сегментными шпонками, а напряженные — клиновыми и тангенциальными (рис. 10).
Шестигранные и комбинированные шпонки применяют для соединения тел вращения по торцовым поверхностям. У призматических шпонок рабочими являются боковые, более узкие грани. Между верхней широкой гранью шпонки и дном паза ступицы предусмотрен зазор. Использование призматических шпонок дает возможность точно центрировать сопрягаемые элементы и получать как неподвижные, так и скользящие соединения. Простые призматические шпонки бывают трех исполнений: с закругленными торцами, с одним закругленным и одним плоским торцами и с плоскими торцами. Шпонка обрабатывается с припуском 0,1…0,15 мм с учетом последующей подгонки на краску по шпоночным канавкам вала и сопрягаемой детали.
Простые шпонки устанавливают в паз вала без крепления; направляющие шпонки дополнительно крепят к валу винтами для устранения перекоса при перемещении (рис. 10, в). Призматические шпонки, скользящие вместе со ступицами вдоль вала, применяют при больших осевых перемещениях. Их выполняют с цилиндрическими выступами-головками, которые входят в соответствующие отверстия в ступицах.
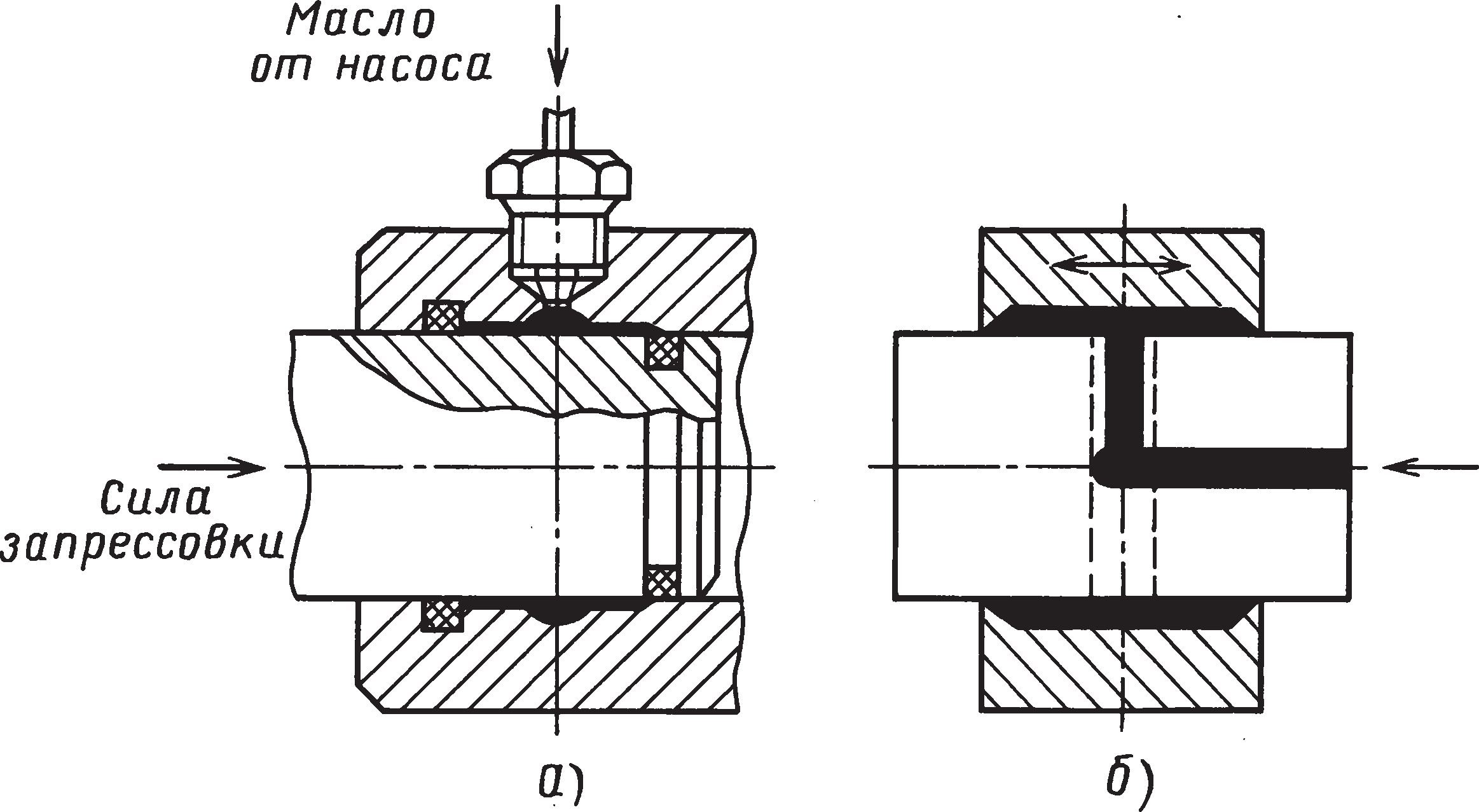
Рис. 9. Схемы гидропрессовой сборки при подводе масла через отверстие во втулке (а), в валу (б)
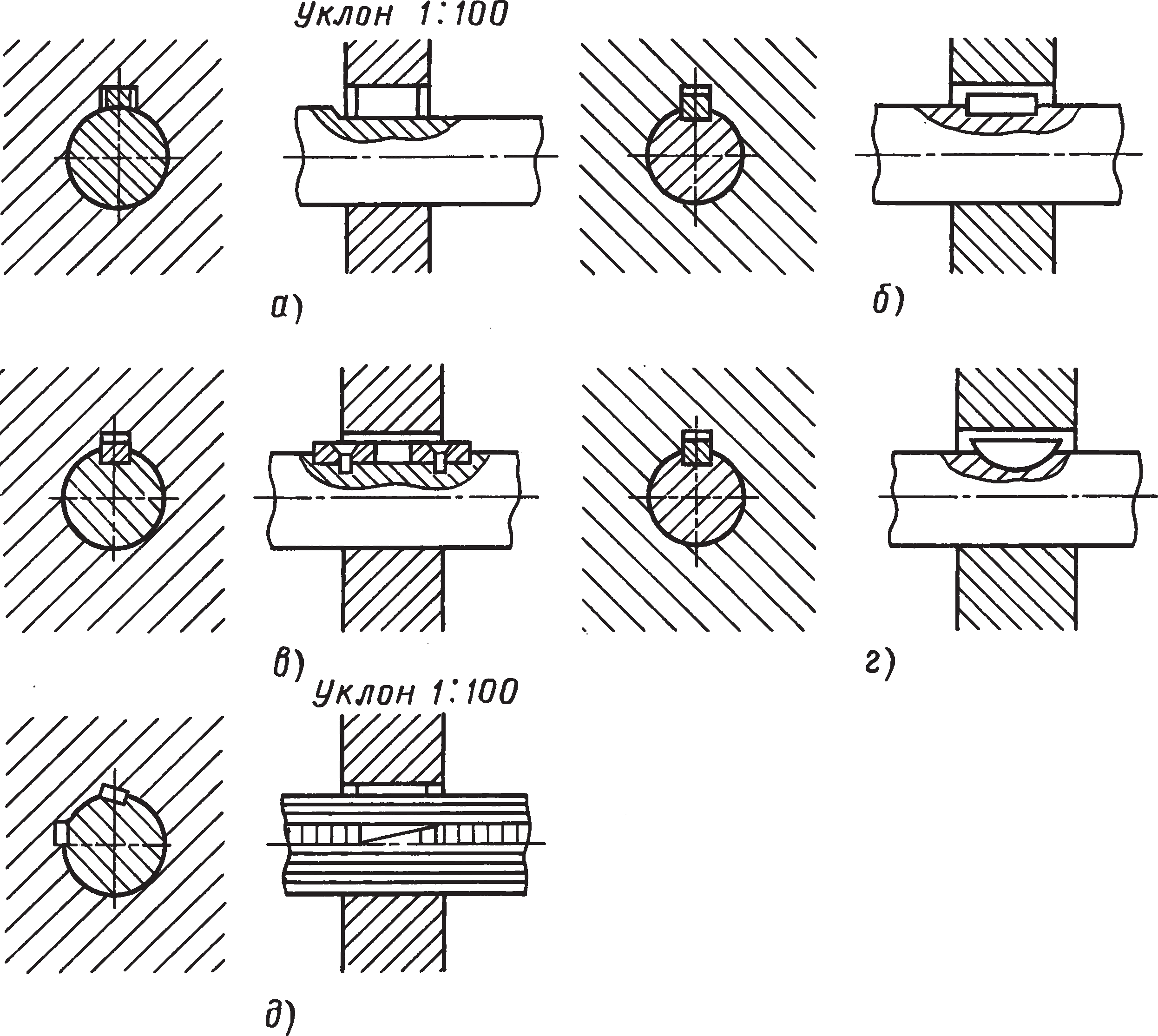
Рис. 10. Типы шпонок: а — клиновая; б — призматическая; в — направляющая; г — сегментная; д — тангенциальная
Различают свободные, нормальные и плотные шпоночные соединения с призматическими шпонками. На размер по ширине призматической шпонки устанавливают поле допуска h9. Поля допусков на ширину пазов валов установлены в зависимости от типа соединения: для свободных Н9; для нормальных N9; для плотных Р9; соответственно ширина паза во втулке D10, JS9 и Р9.
Свободное соединение имеет посадку с зазором, а нормальное и плотное — переходные посадки. Призматические шпонки по сравнению с клиновыми обеспечивают более высокую точность центрирования, а по сравнению с сегментными в меньшей степени ослабляют вал.
Сегментные шпонки (рис. 10, г) обладают некоторыми технологическими преимуществами перед призматическими. Положение сегментных шпонок на валу более устойчиво вследствие большей глубины врезания.
При необходимости по длине ступицы устанавливают две сегментные шпонки. Для сегментных шпонок и пазов под них приняты следующие поля допусков: h9 для ширины шпонки; N9 для ширины паза вала в нормальном соединении и Р9 в плотном; JS9 для ширины паза втулки в нормальном соединении и Р9 в плотном. Если детали термообработаны, применяют поля допусков Н11 для ширины паза вала и D10 для ширины паза втулки. Для упрощения и облегчения сборки соединений с сегментными шпонками, как и с призматическими, между шпонкой и дном паза ступицы вала предусмотрен зазор.
Клиновые и тангенциальные шпонки используют в тех случаях, когда требования к соосности соединяемых деталей не имеют существенного значения (шкивы, маховики и т.п.). Клиновые шпонки (рис. 10, а) изготовляют: с головками; с закругленными и прямыми торцами; с одним закругленным и одним прямым торцами. Верхняя поверхность клиновой шпонки имеет уклон 1:100. Натяг между валом и ступицей создают забиванием шпонки или затяжкой ступицы гайкой на шпонку, установленную на валу в шпоночном пазе. Клиновая шпонка должна плотно прилегать ко дну шпоночного паза вала и ступицы, а по боковым поверхностям иметь зазор. Клиновые шпонки создают напряженное соединение, способное передавать не только крутящий момент, но и осевую силу. Установка клиновой шпонки вызывает радиальное смещение оси ступицы. Уменьшения биения ступицы достигают сокращением посадочного зазора и обеспечением равенства уклонов шпонки и дна паза ступицы.
В соединениях с тангенциальными (рис. 10, д) клиновыми шпонками натяг между валом и ступицей создается не в радиальном, а в касательном направлении. Шпонки в таких соединениях работают на сжатие. Каждую шпонку составляют из двух односкосных клиньев, обращенных вершинами в разные стороны с параллельными наружными рабочими гранями. Соединения тангенциальными шпонками применяют в тяжелом машиностроении при больших динамических нагрузках для валов диаметром 60…100 мм. Поле допуска толщины шпонок принимают до h11, а угла
Читайте также: Муфта вала двигателя триммера

наклона до . Тангенциальные клиновые шпонки устанавливают попарно при ударах молотка с медным или свинцовым наконечником либо с использованием специального приспособления.
В шпоночных соединениях контролируют:
- отклонения формы и размеров шпонки, а также пазов вала и ступицы по всей длине;
- отсутствие заусенцев и забоин на рабочих поверхностях шпонки и осей пазов;
- отклонения от параллельности осей вала или отверстия ступицы;
- отклонения от симметричности боковых поверхностей пазов вала и ступицы относительно диаметральной плоскости;
- качество пригонки рабочих поверхностей шпонки и пазов;
- наличие зазоров по высоте для призматических и сегментных шпонок и по ширине для клиновых шпонок.
Порядок сборки соединений с обыкновенной призматической шпонкой:
- подготовка нужной шпонки (из чисто тянутого прутка);
- пригонка шпонки по пазу вала (припиливание или шабрение по краске);
- запрессовка шпонки в вал прессом, струбцинами или с ударами медного молотка;
- проверка щупом отсутствия зазора между боковыми сторонами шпонки с минимальным зазором для неподвижных соединений и с гарантированным зазором для подвижных.
При сборке соединений с клиновой шпонкой:
- готовят нужную шпонку;
- шпонку и пазы вала и ступицы смазывают машинным маслом;
- ступицу надевают на вал, пазы их совмещают;
- шпонку вводят в паз и ударом по широкой торцовой части или головке заклинивают;
- при этом головка шпонки не должна доходить до ступицы, что гарантирует наличие натяга в соединении;
- при наличии зазора (проверяется щупом с обеих сторон ступицы), который образуется при несовпадении уклонов шпонки и ступицы, соединение разбирают и соприкасающиеся поверхности пригоняют.
Шлицевыми называют соединения цилиндрических деталей, образованные выступами — зубьями на валу, входящими во впадины соответствующей формы в ступице. Шлицевые соединения применяют в качестве неподвижных для постоянного соединения ступицы с валом, подвижных без нагрузки, например для переключения зубчатых колес, и подвижных под нагрузкой. По форме профиля зубьев различают три типа соединений: прямобочные, эвольвентные и треугольные.
Шлицевые соединения обладают по сравнению со шпоночными следующими преимуществами: большей несущей способностью; более хорошим центрированием деталей на валах и лучшим направлением при осевом перемещении.
Соединения с прямобочными зубьями составляют 80…90 % от всех шлицевых соединений; их выполняют с центрированием по боковым граням зубьев; по наружному и внутреннему диаметру вала.
Эвольвентные шлицевые соединения с углом профиля 30° по сравнению с прямобочными отличаются повышенной точностью благодаря большому числу зубьев, их утолщению и закреплению у основания, достаточно технологичны при изготовлении. Эвольвентные шлицевые соединения применяют для валов диаметром 12…400 мм.
Области использования шлицевых соединений определяются их типами и способами центрирования (табл. 7).
Сборку соединений начинают с осмотра шлицев собираемых деталей. На их поверхностях не должно быть забоин, заусенцев или задиров. Для предупреждения возможного заедания шлицев необходимо, чтобы были выполнены все наружные фаски на торцах деталей и закругления шлицев. Сопрягаемые поверхности должны быть смазаны. В соединениях, работающих в тяжелом режиме, прилегание шлицев проверяют по краске.
Таблица 7. Области применения шлицевых соединений
| Форма профиля | Способ центрирования | Примерное назначение |
| Прямобочная |
В зависимости от применяемой посадки центрирующих поверхностей шлицев соединения подразделяются на три группы: тугоразъемные, легкоразъемные и подвижные.
В тугоразъемных соединениях охватывающую деталь напрессовывают специальным приспособлением. Собирать такие соединения с помощью молотка или кувалды не рекомендуется. Неравномерные удары вызывают перекос охватывающей детали на шлицах и даже задир. При сборке тугих шлицевых соединений диаметром свыше 50 мм целесообразно охватывающую деталь перед запрессовкой нагреть до 80…120 °С.
Зазоры в легкоразъемном шлицевом соединении являются причиной перекоса сопрягающих деталей, особенно при нагрузке, действующей несимметрично относительно средней плоскости охватывающей детали. Дополнительные осевые силы, вызванные колебательными движениями деталей шлицевого соединения, обусловливают усиленный износ последних. После установки и закрепления охватывающей детали на шлицах соединение проверяют на биение. Допускаемые радиальное и торцовое биения зависят от назначения соединения и указываются на сборочном чертеже или в технических требованиях на сборку.
В легкоразъемных и подвижных шлицевых соединениях охватывающие детали устанавливают под действием небольших сил. Осевое перемещение охватывающей детали в правильно собранной сборочной единице осуществляется легко, без заеданий, а тангенциальное — под действием крутящего момента, создаваемого вручную, допускается в узких пределах. В подвижных соединениях отверстия охватывающей детали и шлицевого вала должны быть соосны. При полной соосности все шлицы вала контактируют со шлицами отверстия; если такого контакта не будет, ухудшаются условия работы соединения.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
📹 Видео
Шпон-паз под шкив и вал!!!Одним сверлом!!!От Стального ЖукаСкачать

шпонка разбила коленвал что делать?Скачать
Внутренний шпоночный паз без долбежного станка.Скачать
Извлечение шпонки из шпонпаза вала.Скачать
Как просверлить вал электродвигателя. Удлиняю вал двигателя от стиралки.Скачать
Восстановление шпоночного паза, loctite 3478.Скачать
Шпоночные соединения Классификация и виды шпонок Достоинства и недостатки шпоночных соединенийСкачать
ШПОНОЧНЫЙ ПАЗ БЕЗ ФРЕЗЕРНОГО СТАНКА. ПАЗ ПОД ШПОНКУ НА ВАЛУ, САМЫЙ ПРОСТОЙ СПОСОБ!!!Скачать
Как нарезать шпоночный паз без станков !!!Скачать
Как удлинить вал электродвигателя без токарного станка.Скачать
Как восстановить разбитый шпоночный паз.Скачать
ПЕРЕХОДНИК насадка НА ТОЧИЛО для ПОЛИРОВКИ из болта! Фланец на наждак своими рукамиСкачать
3 способа установки комплектующих на вал электродвигателя или оборудовагияСкачать
Один из вариантов крепления шкива на валу .Скачать
Шпоночный Паз ДрельюСкачать
Шпоночное соединениеСкачать
Соединение приводных валов от Нивоводца.Скачать
















