
Натяг N — разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия (рис.8.3.,в). Посадка с натягом — посадка, при которой обеспечивается натяг в соединении, а поле допуска отверстия расположено под полем допуска вала (рис.8.3.,г).Для посадки с натягом важное значение имеют наименьший Nmin и наибольший Nmax натяги.
Переходная посадка — посадка, при которой возможно получение как зазора, так и натяга (рис.8.3.,д). В этом случае поля допусков отверстия и вала перекрываются частично или полностью.
Вследствие неизбежного колебания размеров вала и отверстия от наибольшего до наименьшего значений возникает колебание зазоров и натягов при сборке деталей. Наибольшие зазоры и наименьшие зазоры и натяги рассчитывают по формулам, приведенным в табл. 8.2.. Чем меньше колебание зазоров или натягов, тем выше точность посадки.
Предельные зазоры (натяги), посадки и допуск посадки
| Наименование, условное обозначение и определения | Расчетные формулы |
| Наибольший зазор Smax — разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала или алгебраическая разность между верхним отклонением отверстия и нижним отклонением вала | Smax = Dmax – dmin или Smax = ES – ei |
| Наименьший зазор Smin — разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала или алгебраическая разность между нижним отклонением отверстия и верхним отклонением вала | Smin = Dmin – dmax или Smin = EI – es |
| Наибольший натяг Nmax – разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия или алгебраическая разность между верхним отклонением вала и нижним отклонением отверстия | Nmax = dmax – Dmin или Nmax = es – EI |
| Наименьший натяг Nmin – разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия или алгебраическая разность между нижним отклонением вала и верхним отклонением отверстия | Nmin = dmin – Dmax или Nmin = ei – ES |
| Допуск посадки с зазором TS (с натягом TN) — разность между наибольшим зазором (натягом ) и наименьшим зазором (натягом) или сумма допусков отверстия и вала | TS = Smax – Smin (TN = Nmax – Nmin) или TS = TD + Td (TN = TD + Td) |
| Допуск переходной посадки ТNS сумма наибольшего зазора и наибольшего натяга или сумма допусков отверстия и вала | ТNS = Smax + Nmax или ТNS = TD + Td |
Вал и отверстие, образующие посадку, имеют один и тот же номинальный размер и различаются верхними и нижними отклонениями; поэтому на чертежах над размерной линией посадку обозначают после номинального размера дробью, в числителе которой записывают предельные отклонения для отверстия, а в знаменателе – аналогичные данные для вала, например соединение с натягом Æ53 (или Æ53 ).
Вставка мсс 2 часть
Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов.
В настоящее время большинство стран мира применяют системы допусков и посадок ИСО.
Предусмотрены посадки в системе отверстия (СА) и в системе вала (СВ).
Посадки в системе отверстия – посадки в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием (рис.1.8.4.,а). Основное отверстие – отверстие, нижнее отклонение которого равно нулю (EI = 0).
Посадки в системе вала – посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом (рис.8.4.,б). Основной вал – вал, верхнее отклонение которого равно нулю (es = 0).
Системы образования посадок
Предпочтительной является система отверстия, т.к. сокращается номенклатура режущего и измерительного инструмента. Но есть типовые случаи применения системы вала:
· посадка нескольких шкивов с разной степенью подвижности на общем валу;

· посадка наружного кольца подшипника качения в корпус.
Для образования полей допусков в ЕСПД в каждом интервале номинальных размеров установлено 28 основных отклонений полей допусков валов и отверстий (рис.8.5.). Основные отклонения обозначают одной, а в отдельных случаях двумя (для сопряжений точного машиностроения) буквами латинского алфавита: прописными (А, В, С и т. д.) – для отверстий и строчными (a, b, c и т.д.) – для валов.
Основное отверстие в системе отверстия обозначается буквой Н ( нижнее отклонение отверстия равно нулю), а основной вал в системе вала – h ( верхнее отклонение вала равно нулю). Для отклонений отверстий (валов), обозначенных буквами Js (js), поле допуска располагается строго симметрично относительно нулевой линии, и предельные отклонения равны по значению и противоположны по знаку.
Основные отклонения
| A B C D E F G a b c d e f g посадки с зазором | J (Js) K M N j (js) k m n переходные посадки | P R S T U V X Y Z p r s t u v x y z посадки с натягом | – отверстия – валы |
| H h | |||
| зазор увеличивается | натяг увеличивается | натяг увеличивается | |
| зазор увеличивается |
Для удовлетворения требований в отношении отдельных деталей и их посадок для каждого номинального размера предусмотрены гаммы допусков и основных отклонений, характеризующих положение этих допусков относительно нулевой линии.
Допуск, величина которого зависит от номинального размера, обозначается цифрами (квалитет).
Квалитеты(степени точности) — ступени градации значений допусков системы. Для гладких соединений ГОСТ 25346—82 устанавливает 19 квалитетов, которым присвоены номера (в порядке понижения точности) от 01 до 17 (Рис.18.5). Стандартный допуск того или иного квалитета обозначается сочетанием букв IT (от англ. Interneishenl tolerance — международный допуск) с номером квалитета, например, IT01, IT5, IT14 и т.д. Табличные, значения допусков IT01 . IT4 включительно подсчитаны по индивидуальным для каждого квалитета зависимостям, а для IT5 . IT 17 — по зависимости
Читайте также: Замена гибкого вала привода спидометра
где: i — единица допуска в мкм, определяемая по формуле
где: D — средний размер из интервала в мм.
Стандарт допускает вводить квалитеты IT18 и даже IT19.
ГОСТ 25346—82 диапазон размеров до 10 000 мм разбит на 26 интервалов таким образом, чтобы табличный допуск, подсчитанный по среднему размеру интервала, отличался от допусков для крайних размеров интервала не более чем на 5 . 8 %. Если такое отличие неприемлемо (например, для посадок с натягом), основные интервалы в соответствующем месте стандарта дополнительно подразделяют на так называемые промежуточные интервалы.
Положение поля допуска относительно нулевой линии, зависящее от номинального размера, обозначается буквой латинского алфавита (или в некоторых случаях двумя буквами) — прописной для отверстий и строчной для валов
Таким образом, размер, для которого указывается поле допуска, обозначается числом, за которым следует условное обозначение, состоящее из буквы (иногда из двух букв) и цифры (или двух цифр).
Примеры: 40 g6, 40 Н7, 40 Н11.
В обозначение посадки входит номинальный размер, общий для обоих соединяемых элементов (отверстия и вала), за которым следуют обозначения полей допусков для каждого элемента, начиная с отверстия.
Пример: 40 H7/g6 (или 40 H7—g6, или ).
| 01, | 0, 1, | 2, 3, 4, | 5, 6, 7 | 8, 9, 10, 11, 12, 13, 14, | 15, 16, 17 | 18* | 19* |
значение допуска увеличивается, точность изготовления уменьшается
* Квалитеты применяются для пластмасс и в деревообработке.
Рис. 8.6. Применение квалитетов точности.
В числителе (или на первом месте) всегда указывают поле допуска отверстия, в знаменателе (на втором месте) — поле допуска вала. В силу традиций и удобства в случаях Комбинированных или чисто числовых обозначений, составляющих посадку полей допусков, второй способ считают основным. Первый вариант более удобен для воспроизведения в машинописных и типографских текстах, при ограниченном расстоянии на чертеже между размерными стрелками и т. п.
На размерных линиях чертежа посадки проставляются одним из указанных ниже вариантов:
Рис. 8.7 Варианты простановки размеров.
При проектировании встречаются случаи, когда приходится назначать так называемые внесистемные посадки, образуемые сочетанием неосновных полей допусков. Например, посадка 50JS6/g5 образована соединением отверстия из системы вала с валом из системы отверстия.
Во все 19 квалитетов включены только поля допусков основной детали, h и поля jS, с симметричными (±IТ/2) отклонениями, что отмечает индекс s. Большинство из них не предназначено для образования посадок. Аналогичная картина для отверстий в системе вала, где имеются поля Н и J, всех квалитетов: тот же характер распределения посадок с зазором или натягом, но несколько меньшее число отобранных полей в связи с меньшей применяемостью системы вала.
Пример построения схем полей допусков и посадок
Сопряжение номинальным диаметром 38 мм, выполнено в системе вала. Вал и отверстие выполнены в одном квалитете точности, по степени подвижности — посадка с зазором.
2. По ГОСТ 25347-82 определяем предельные отклонения отверстия и вала (мкм):
3. Строим схему полей допусков посадки Ø38D11/h11 (Рис.18.8)
4. Делаем проверку по величине допуска посадки.
5. Даем пример применения посадки. Для этого выполняем эскизы соединения и деталей соединения отдельно и приводим сведения о применяемости данной посадки [ ].
- Допуски и посадки
- Допуски и посадки гладких соединений
- Определения терминов, вошедших в раздел, по ГОСТ 25346-89
- Принципы построения системы допусков и посадок
- Правила образования посадок
- Нанесение предельных отклонений размеров
- Методы выбора посадок
- Допуски и посадки типовых соединений
- Геометрические параметры деталей: выбор и нанесение размеров на чертежи
Допуски и посадки
Здравствуйте, на этой странице я собрала полный курс лекций по разделу «допуски и посадки»
| Если что-то непонятно — вы всегда можете написать мне в WhatsApp и я вам помогу! |
Допуски и посадки гладких соединений
Рассмотрим сопряжение с зазором (рис. 1.1, а). Для получения зазора  в сопряжении размер
в сопряжении размер  отверстия втулки должен быть больше размера
отверстия втулки должен быть больше размера  вала.
вала.
При изготовлении деталей размеры и выполняются с погрешностями. Конструктор исходит из того, что погрешности неизбежны, и определяет, в каких пределах они допустимы, т. е. сопряжение еще удовлетворяет требованиям правильной сборки и нормальному функционированию. Конструктор устанавливает два предельных размера для вала,  , и два предельных размера для отверстия —
, и два предельных размера для отверстия —  . внутри которых должны находиться действительные размеры сопрягаемых деталей (рис. 1.1, б). Разность между наибольшим и наименьшим предельными размерами называется допуском —
. внутри которых должны находиться действительные размеры сопрягаемых деталей (рис. 1.1, б). Разность между наибольшим и наименьшим предельными размерами называется допуском —  и
и  .
.
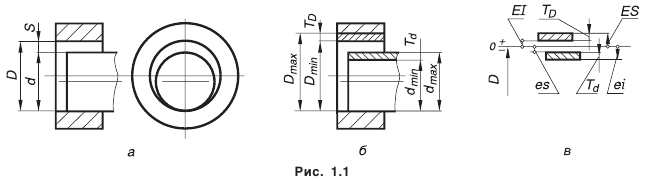
Нанесение на чертеже соединения такого количества размеров крайне неудобно, поэтому было принято устанавливать один общий размер для вала и отверстия, называемый номинальным — , и указывать от него предельные отклонения (рис. 1.1, в).

Верхнее отклонение — алгебраическая разность между наибольшим и номинальным размерами.


Нижнее отклонение — алгебраическая разность между наименьшим и номинальным размерами.

Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно нулевой линии, соответствующей номинальному размеру.
Графическое изображение полей допусков посадки с зазором приведено на рис. 1.1, в.
Чем уже поле между верхним и нижним отклонениями, тем выше при прочих равных условиях степень точности, которая обозначается цифрой и называется квалитетом.
Положение допуска относительно нулевой линии определяется основным отклонением — одним из двух предельных отклонений, ближайшим к нулевой линии, и обозначается одной из букв (или их сочетанием) латинского алфавита. Прописные буквы относятся к отверстиям, а строчные — к валам.
Таким образом, поле допуска обозначается сочетанием буквы, указывающей на положение допуска относительно нулевой линии, с цифрой, говорящей о степени точности — величине допуска.
Примеры обозначения на чертеже полей допусков и схемы их построения для отверстия и вала, а также значения отклонений и расчет допусков приведены на рис. 1.2, а, б.
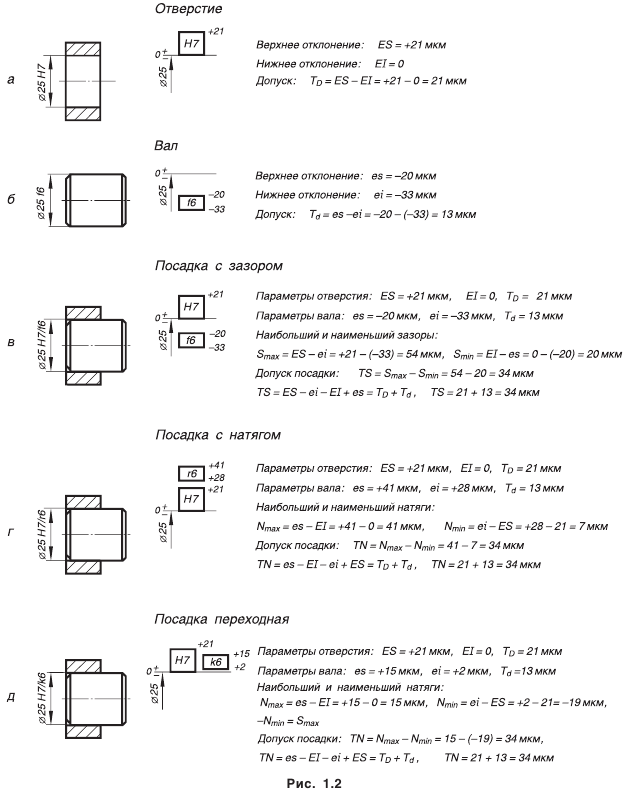
В зависимости от взаимного расположения полей допусков отверстия и вала различают посадки трех типов: с зазором, с натягом и переходные.
Читайте также: Компрессор 380 вольт переделать в 220 вольт
На рис. 1.2, в, г, д приведены примеры различных посадок. Указаны формулы для расчета зазоров и натягов в соединениях и амплитуды их колебаний, называемые допуском посадки (TS, TN).
Нетрудно заметить, что допуск посадки, независимо от ее типа, есть сумма допусков отверстия и вала, составляющих соединение.
Наибольший зазор переходной посадки часто представляют в виде отрицательного наименьшего натяга (см. рис. 1.2, д).
При расчете и выборе посадок конструктора могут интересовать не только предельные зазоры и натяги, но и средние, обычно наиболее вероятные, зазоры и натяги:

средний зазор:

средний натяг:
Определения терминов, вошедших в раздел, по ГОСТ 25346-89
Размер — числовое значение линейной величины (диаметра, длины и т. п.) в выбранных единицах измерения.
Действительный размер — размер элемента, установленный измерением с допустимой погрешностью.
Квалитет — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок.
Вал — термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие — термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Посадка — характер соединения двух деталей, определяемый разностью их размеров до сборки. Допуск посадки — сумма допусков отверстия и вала, составляющих соединение.

Зазор — разность между размерами отверстия и вала до сборки, если отверстие больше размера вала.

Натяг — разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
Посадка с зазором — посадка, при которой всегда образуется зазор в соединении, т. е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала (см. рис. 1.2, е).
Посадка с натягом — посадка, при которой всегда образуется натяг в соединении, т. е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала (см. рис. 1.2, г).
Переходная посадка — посадка, при которой возможно получение как зазора, так и натяга в соединении в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично (см. рис. 1.2, д).
Принципы построения системы допусков и посадок
Системой допусков и посадок (СДП) называется совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин, дает возможность стандартизировать режущие инструменты и калибры, облегчает конструирование, производство и взаимозаменяемость деталей машин, а также обусловливает их качество.
Первый принцип построения СДП (установлено 20 квалитетов и определены формулы для расчета допусков)
Было принято, что две или несколько деталей разных размеров следует считать одинаковой точности (принадлежащими одному квалитету), если их изготавливают на одном и том же оборудовании при одних и тех же условиях обработки (режимах резания и т. д.).
Отсюда следует, что точность валов, изготовленных, например, шлифованием, во всем диапазоне диаметров одинакова, несмотря на то что погрешность обработки, как показали эксперименты, растет с увеличением размера обрабатываемой детали (рис. 1.3).
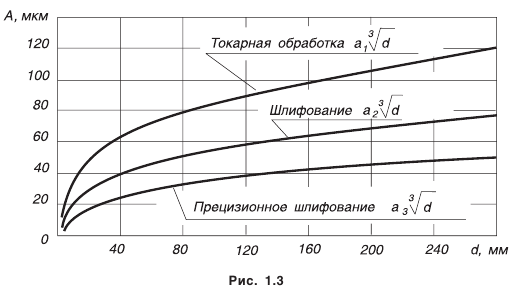

Зависимость изменения погрешности была представлена как произведение двух частей. Одна часть (а) характеризовала тип станка, другая — зависела лишь от размера детали :

где  — амплитуда рассеяния размеров, характеризующая погрешность обработки, мкм;
— амплитуда рассеяния размеров, характеризующая погрешность обработки, мкм;  — диаметр обрабатываемой детали, мм;
— диаметр обрабатываемой детали, мм;  — коэффициент, зависящий лишь от типа станка. В дальнейшем было решено, что допуски одного квалитета должны меняться так же, как изменяется погрешность обработки на станке в зависимости от размера обрабатываемой детали. Допуск
— коэффициент, зависящий лишь от типа станка. В дальнейшем было решено, что допуски одного квалитета должны меняться так же, как изменяется погрешность обработки на станке в зависимости от размера обрабатываемой детали. Допуск  рассчитывается по формуле:
рассчитывается по формуле:

где  — число единиц допуска, установленное для каждого квалитета;
— число единиц допуска, установленное для каждого квалитета;  — единица допуска, зависящая только от размера (табл. 1.1).
— единица допуска, зависящая только от размера (табл. 1.1).
Стандартом установлены квалитеты: 01, 0, 1, 2, 3, 4, 5, …, 11, 12….. 18.
Самые точные квалитеты (01, 0, 1,2, 3, 4), как правило, применяются при изготовлении образцовых мер и калибров.
Квалитеты с 5-го по 11-й, как правило, применяются для сопрягаемых элементов деталей. Квалитеты с 12-го по 18-й применяются для несопрягаемых элементов деталей.
Чтобы максимально сократить число значений допусков при построении рядов допусков, стандартом установлены интервалы размеров, внутри которых значение допуска для данного квалитета не меняется.
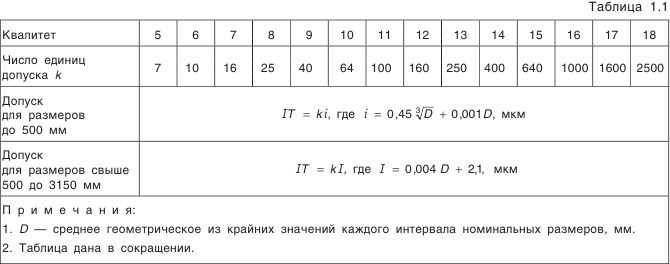
Значения допусков для установленных интервалов в диапазоне размеров до 1350 мм приведены в табл. П.1.1 приложения 1.
Второй принцип построения СДП (установлено 27 основных отклонений валов и 27 основных отклонений отверстий)
Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение, ближайшее к нулевой линии.
Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов — строчными. Схема расположения основных отклонений с указанием квалитетов, в которых рекомендуется их применять, для размеров до 500 мм приведена в сокращении на рис. 1.4. Затемненная область относится к отверстиям.
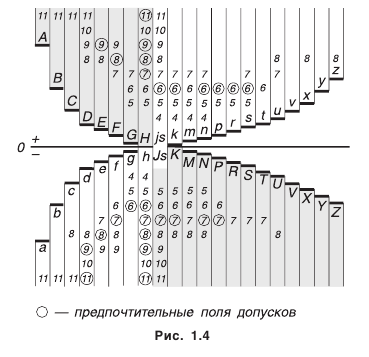
Для обеспечения образования посадок в системе вала, аналогичных посадкам в системе отверстия, существует общее правило построения основных отклонений, заключающееся в том, что основные отклонения отверстий равны по величине и противоположны по знаку основным отклонениям валов, обозначенным той же буквой. Из этого правила сделано исключение. Для получения идентичных зазоров и натягов в системе вала и в системе отверстия у переходных и прессовых посадок, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета, основные отклонения рассчитываются по специальной зависимости и поэтому становятся несимметричными.
Читайте также: Hp до 1320 подшипник резинового вала правый hp
Третий принцип построения СДП (предусмотрены системы образования посадок)
Предусмотрены посадки в системе отверстия и в системе вала.

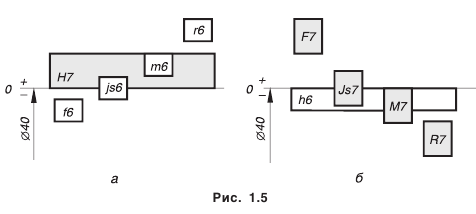
Посадки в системе отверстия — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия (рис. 1.5, а). Основное отверстие — отверстие, нижнее отклонение которого равно нулю.

Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (рис. 1.5, б). Основной вал — вал, верхнее отклонение которого равно нулю.
Точные отверстия обрабатываются дорогостоящим мерным инструментом (зенкерами, развертками, протяжками и т. п.). Каждый такой инструмент применяют для обработки только одного размера с определенным полем допуска. Валы же независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом.
При широком применении системы вала необходимость в мерном инструменте многократно возрастет, поэтому предпочтение отдается системе отверстия.
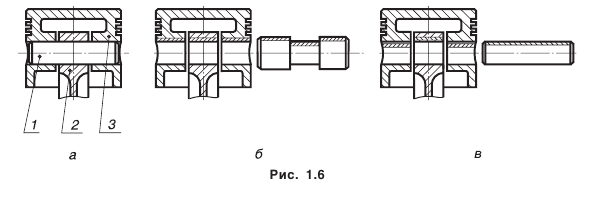
Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с разными посадками на одном валу. На рис. 1.6, а показано соединение, имеющее подвижную посадку поршневого пальца 1 с шатуном 2 и неподвижную в бобышках поршня 3, которое целесообразно выполнить в системе вала (рис. 1.6, е), а не в системе отверстия (рис. 1.6, б).
Систему вала выгоднее применять и тогда, когда оси, валики, штифты могут быть изготовлены из точных холоднотянутых прутков без дополнительной механической обработки их наружных поверхностей.
В некоторых случаях целесообразно применять посадки, образованные таким сочетанием полей допусков отверстия и вала, при котором ни одна из деталей не является основной. Такие посадки называются внесистемными.
Четвертый принцип построения СДП (установлена нормальная температура)
Допуски и предельные отклонения, установленные в настоящем стандарте, относятся к размерам деталей при температуре +20 °С.
Правила образования посадок
- Можно применять любое сочетание полей допусков, установленных стандартом.
- Посадки должны назначаться либо в системе отверстия, либо в системе вала.
- Применение системы отверстия предпочтительнее.
- Следует отдавать предпочтение рекомендуемым посадкам (см. ГОСТ 25347-82), при этом в первую очередь — предпочтительным.
- Посадки с 4-го по 7-й квалитеты рекомендуется образовывать путем сопряжения отверстия на квалитет грубее, чем вал.
Отверстия при прочих равных условиях изготавливаются с большими погрешностями, чем валы, поэтому и допуск посадки делится не поровну, большая часть отдается отверстию, меньшая — валу.
Нанесение предельных отклонений размеров
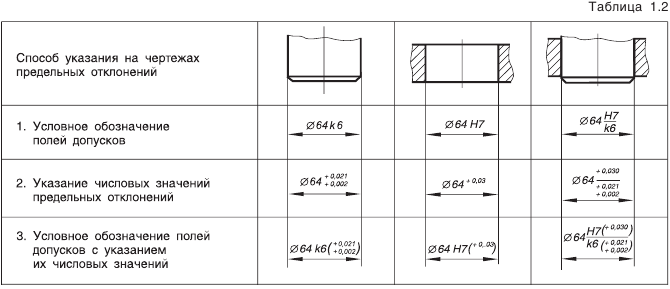
Способы нанесения предельных отклонений линейных размеров приведены в табл. 1.2. При указании предельных отклонений следует руководствоваться следующими правилами.

- Предельные отклонения размеров следует указывать непосредственно после номинальных размеров.
- Предельные отклонения линейных и угловых размеров относительно низкой точности допускается не указывать непосредственно после номинальных размеров, а оговаривать общей записью в технических требованиях чертежа. Например, «ГОСТ 30893.1 — », что означает — неуказанные предельные отклонения линейных размеров, радиусов скругления, высот фасок, угловых размеров должны иметь симметричные отклонения по классу точности средний*.
Общие допуски установлены по четырем классам точности: точный —  средний — ; грубый —
средний — ; грубый —  очень грубый —
очень грубый —  Числовые значения предельных отклонений приведены в ГОСТ 30893.1-2002.
Числовые значения предельных отклонений приведены в ГОСТ 30893.1-2002.
- При указании предельных отклонений предпочтение следует отдавать условному обозначению полей допусков.
- При указании предельных отклонений условными обозначениями обязательно указывать их числовые значения в следующих случаях:
• при назначении предельных отклонений размеров, не включенных в ряды нормальных линейных размеров по ГОСТ 6636-69;
• при назначении предельных отклонений, условные обозначения которых не предусмотрены в ГОСТ 25347-82;
• при назначении предельных отклонений размеров уступов с несимметричным полем допуска.
- Предельные отклонения угловых размеров указывают только числовыми значениями.
Методы выбора посадок
Выбор посадок производится одним из трех методов.
Метод прецедентов, или аналогов. Посадка выбирается по аналогии с посадкой в надежно работающем узле. Сложность метода заключается в оценке и сопоставлении условий работы посадки в проектируемом узле и аналоге.
Метод подобия — развитие метода прецедентов. Посадки выбираются на основании рекомендаций отраслевых технических документов и литературных источников. Недостатком метода является, как правило, отсутствие точных количественных оценок условий работы сопряжений. Расчетный метод является наиболее обоснованным методом выбора посадок. Посадки рассчитываются на основании полуэмпирических зависимостей. Однако формулы не всегда учитывают сложный характер физических явлений, происходящих в сопряжении.
В любом случае новые опытные образцы изделий перед запуском в серийное производство проходят целый ряд испытаний, по результатам которых отдельные посадки могут быть подкорректированы. Квалификация конструктора, в частности, определяется и тем, потребовалась ли корректировка посадок в разработанном им узле.
Допуски и посадки типовых соединений
Геометрические параметры деталей: выбор и нанесение размеров на чертежи
Эти дополнительные страницы возможно вам будут полезны:


Образовательный сайт для студентов и школьников
Копирование материалов сайта возможно только с указанием активной ссылки «www.lfirmal.com» в качестве источника.
© Фирмаль Людмила Анатольевна — официальный сайт преподавателя математического факультета Дальневосточного государственного физико-технического института
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала