
Описание распространяется на питчевые шлицевые соединения c эвольвентным профилем зубьев, расположенных параллельно оси соединения, с углом профиля 30° и соотвествующих американскому стандарту SAE J498.
Стандарт ANSI B92.1-1996 — результат совместной работы SAE Эвольвентные шлниы, Зубцы с Инспекционным Комитетом и Комитетом В92 по Стандартам Американского национального института стандартов, Эвольвентные шлицы и Дефектоскопия, чтобы обновить ASA В5.15-1960 ранее написанный прежним Техническим Комитетом Номер 13 Комитета В5 США по стандартизации Элементов Станков и Мелких ручных инструментов.
Большинство функций 1960 стандарта сохранено; плюс дополнение трех классов допуска, для в обшей сложности четырех действующих. Термин «Эвольвентный зубец» прежде относился к эвольвентным шлицам с углом профиля 45° градусов, был удален, и стандарт теперь включает эвольвентные шлицы с углом профиля 30°, 37,5°, и 45°. Таблицы для этих шлицев можно найти в стандарте ANSI B92.1-1996.
Здесь приведены номинальные размеры шлицев выходных валов гидравлических насосов, выполненных в соответствии со стандартом SAE J498, представляющих собой плоский корень с боковой посадкой с толщиной шлица, уменьшенной на 0,127 мм (0,005 дюйма) по отношению к посадке класса 1 (для обеспечиния разьемного соединения), а также внешние шлицы SAE Sauer-Danfoss.
Шлицевые соединения с эвольвентным профилем зуба имеют то же назначение, что и прямобочные, но обладают рядом преимуществ: технологичностью (для обработки всех типоразмеров валов с определенным модулем требуется только одна червячная фреза, возможно применение всех точных методов обработки зубьев); большей прочностью (обладают меньшими концентратами напряжений и большим количеством зубьев).
Шлицевые соединения с эвольвентным профилем зубьев применяются для подвижных и неподвижных соединений.
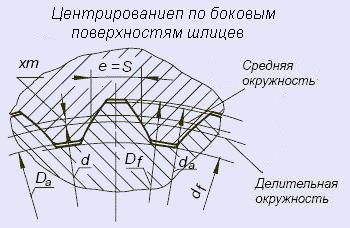
К основным параметрам относятся:
— D – наружный диаметр зубьев, номинальный диаметр соединения;
— Р – диаметральный питч;
— z – число зубьев;
— α = 30° — угол профиля.
Диаметральный питч, Р – это количество зубьев на дюйм диаметра начальной окружности. Диаметральный питч определяет окружной шаг и основную ширину впадин или толщину зуба. В сочетании с количеством зубьев он также определяет диаметр делительной окружности.
РАЗМЕРЫ СЕЧЕНИЙ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВ
| Обозначение шлицев | Число зубцов, z | Окружной шаг шлицев Р, in/мм | da мм | df мм | Df мм | Da мм | Модуль, m | Мин. эффективная ширина впадин Smin in/мм |
| SAE J498 9T 16/32 DP | 9 | 0,1963 / 4,986 | 15,456 | 12,0 | 15,875 | 12,70 | 1,5875 | 0,0982 / 2,494 |
| SAE J498 11T 16/32 DP | 11 | 0,1963 / 4,986 | 18,00 | 19,05 | 16,017 | 0,0982 / 2,494 | ||
| SAE J498 13T 16/32 DP | 13 | 0,1963 / 4,986 | 21,737 | 22,225 | 19,134 | 0,0982 / 2,494 | ||
| SAE J498 15T 16/32 DP | 15 | 0,1963 / 4,986 | 24,912 | 25,40 | 22,268 | 0,0982 / 2,494 | ||
| SAE J498 14T 12/24 DP | 14 | 0,2611 / 6,632 | 31,224 | 31,750 | 27,589 | 2,1167 | 0,1209 / 3,071 |
Эффективная ширина впадин, S — эффективная ширина впадин внутреннего шлица равная круговой толщине зуба на начальной окружности идеального внешнего шлица, который смонтировал бы внутренний шлиц без зазора или пересечения, рассматривая зацепление всей аксиальной длины шлица. Минимальная эффективная ширина впадин внутреннего шлица является всегда основной. Модификации посадки могут быть получены регулировкой толщины зуба внешнего шлица.
Полные таблицы с номинальными размерами питчевых эвольвентных шлицев с углом профиля 30°, 37,5°, и 45° можно найти в стандарте ANSI B92.1-1996.
— пример выполнения чертежа детали с эвольвентными шлицами;
— ГОСТ 1139-80 — «Основные нормы взаимозаменяемости. Соединения шлицевые прямобочные. Размеры и допуски»;
— соединения шлицевые эвольвентные с углом профиля 30° по DIN 5482;
— соединения шлицевые эвольвентные с углом профиля 30° по ГОСТ 6033-80.
Правила конструирования шлицевых соединений

Правила конструирования шлицевых соединений.
В шлицевых валах наиболее напряженным является сечение А—А (рис. 599, а), в котором действуют полный крутящий момент, передаваемый соединением, и напряжения изгиба шлицев. Степень концентрации напряжений зависит от формы перехода от шлицев к валу.
Для снижения напряжений в этом сечении целесообразно увеличивать внутренний диаметр шлицев Dвн (вид б) на 15—20% по сравнению с диаметром d вала.
Равномерность нагрузки по длине шлицев сильно зависит от формы ступицы и вала. Следует избегать резких изменений сечений, а там, где они необходимы по конструкции, учитывать направление силового потока. Конструкция в насадной детали нецелесообразна. Нагрузка на шлицы передастся преимущественно в узле жесткости (участок перехода ступицы в диск); остальная часть шлицев нагружена слабо. Нагрузка на шлицы выравнивается, если диск перенести к переднему обрезу ступицы и сделать переход диска в ступицу более плавным (вид г).
Входные кромки шлицев как на валу, так и во втулке должны иметь фаски для облегчения монтажа во избежание концентрации силы на кромках, а также с целью предупреждения случайного забоя шлицев при монтаже, демонтаже и транспортировке.

Снятие фасок на угловых кромках шлицев (рис. 600, а) недостаточно. Правильнее выполнять шлицы со скосом (вид б) под углом β = 15—30° так, чтобы наружный диаметр D1 фаски на ступице был несколько больше диаметра Dнар впадин шлицев, а внутренний диаметр d2 фаски на валу — несколько меньше диаметра dвн впадин на валу.

Наиболее целесообразно делать фаски или галтели по всему контуру шлицев (вид в). Эту операцию в массовом производстве выполняют на специальных заправочных станках.
Заправка торцов по контуру обязательна в шлицах, предназначенных для переключения (например, в муфтах сцепления).
Шлицы ступиц рекомендуется утапливать по отношению к торцу (вид г). Эта мера предупреждает забой шлицев, увеличивает прочность участка выхода шлицев и облегчает сборку, особенно при соединении тяжелых деталей в горизонтальном положении.
Если шлицевой вал имеет продолжение, то можно облегчить сборку, выполнив на ближайшей к шлицам части вала центрирующий поясок m (вид д) диаметром, несколько меньшим внутреннего диаметра шлицев.
Сила затяжки чаще всего воспринимается упорными буртиками на валу. Если необходим упор в сплошную кольцевую поверхность, то буртик делают на гладкой части вала (рис. 601, а); шлицы полного профиля заканчивают на расстоянии l от буртика.

Впадина на участке l1 выхода фрезы очерчена по эллипсу, малая ось которого равна Dфр, а большая Dфр·соs ϕ, где Dфр — наружный диаметр фрезы; ϕ — угол скрещивании, т. е. угол установки фрезы в плане относительно заготовки вала (рис. 602), определяемый из соотношения

где D0фр — средний диаметр зубьев фрезы; t — шаг фрезы.


Поскольку угол ϕ мал (обычно ϕ = 3—5°) и соs ϕ близок к единице, можно считать, что участок выхода очерчен дугой окружности диаметром Dфр. Тогда

Минимальное расстояние, при котором не происходит подрезания буртика,

Диаметр фрезы определяют по ГОСТ 9324—80 или по сортаменту червячных фрез, применяемых на заводе. Ориентировочно Dфр можно принимать равным диаметру вала.
Шлицы ступицы рекомендуется не доводить до начала подъема впадин, предусматривая страховочный зазор s = 1—2 мм (рис. 601), предупреждающий упор шлицев в днище впадин. Обычно с этой целью торцы шлицев скашивают под углом α = 15—20°, начиная от точки, соответствующей крайнему положению фрезы.
Для увеличения прочности шлицы отверстия на участке выхода соединяют с телом ступицы пологими переходами m (вид в).
Участок вала l (вид б) иногда используют для центрирования ступицы, выполняя на нем центрирующий поясок n (вид г), или для установки насадных деталей, например, подшипников качения (вид д).
В конструкциях, где наличие сплошной кольцевой опорной поверхности необязательно, буртики прорезают частично (вид е) или насквозь (виды ж, з), что позволяет приблизить шлицы ступицы вплотную к упорному буртику (вид и) и сократить тем самым общую длину шлицевого соединения.
На шлицевых валах, подвергаемых шлифованию по внутреннему диаметру или по боковым граням шлицев, гладкая поверхность вала для возможности обработки напроход должна быть расположена ниже впадин шлицев (вид к). Прочность таких шлицев на изгиб несколько меньше чем в конструкциях видов ж, з. При сквозном прорезании буртика применяют фрезу с повышенной высотой f режущих зубьев (вид ж). Для повышения прочности и стойкости зубьев высоту H1 буртика рекомендуется делать не больше 0,5H (рис. 603, виды в, б).

У эвольвентных шлицев высота буртиков ограничена утонением шлицев к вершине (вид в). При угле исходного профиля α0 = 30° предельная высота буртика Н1 ≈ 0,5m (m — модуль) или
0,25 высоты шлица; при α0 = 20° высота буртика H1 ≈ 0,6m или
Для треугольных шлицев упор и прорезной буртик неприменим.
Плотное прилегание торца ступицы к упорному буртику вала обеспечивают фаской (рис. 604, а), выточкой (вид б) в ступице или канавкой на шлицах вала (вид в).

На чертежах шлицевых валов численное значение радиуса подъема впадины обычно не указывают, ограничиваясь надписью Rфр (рис. 605, а) и нанося длину L участка шлицев с полным профилем.

Если необходимо точно выдержать полную длину шлицев L + l1, то наносят радиус фрезы или, предпочтительнее, указывают координату l’ точки выхода впадин.
У валов со шлифуемым внутренним диаметром или рабочими гранями шлицев указывают длину подлежащих шлифованию участков (рис. 605, б).
Длина l2 участка подъема шлицев должна быть достаточной для выхода шлифовального круга и определяется из соотношения

где Dкр — диаметр шлифовального круга; Н — высота шлицев.
Помимо упора в буртик, применяют другие способы. Упор на штифт, запрессованный в вал (рис. 606, а), не позволяющий осуществить силовую затяжку, применим только в слабонагруженных соединениях. Целесообразнее конструкции с упором в кольцевой стопор прямоугольного (вид б) или круглого (вид в) сечения, заведенный в выточку в шлицах или цилиндрической части вала.

В конструкции (г) на участке выхода шлицев проточена кольцевая канавка. Шлицы ступицы упираются в стенку канавки. При этом способе сильно снижается прочность шлицев вала на изгиб.
В конструкции (д) упор воспринимает шлицевая шайба 1, заводимая в кольцевую канавку шлицев вала (вид д, I). Шайбу надевают через шлицы вала, проворачивают в канавке так, чтобы ее шлицы стали против шлицев вала, и фиксируют в этом положении выступающими за торец ступицы удлиненными концами 2 шлицев ступицы (вид д, II).
На виде (е) показан пример использования шлицевой шайбы 3 для крепления двух насадных деталей на валу. Ступицы деталей стягивают винтами, которые одновременно фиксируют угловое положение шайбы в канавке (шлицами против шлицев вала). Затяжки соединения эта конструкция не обеспечивает.
Надежную фиксацию обеспечивает упор шлицев отверстия на участки n подъема впадин вала (вид ж). Для того чтобы упор распространялся на всю окружность, необходимо на последней стадии фрезерования шлицев дать валу несколько оборотов при выключенной продольной подаче.
Осевое положение ступицы на валу при этом способе упора зависит от диаметра фрезы и угла фаски на упорном участке шлицев ступицы. Для повышения точности осевой фиксации и уменьшения растягивающих напряжений в ступице целесообразно принять наружный диаметр фаски (рис. 607, а, точка л) равным диаметру D шлицев, а внутренний (точка м) расположить на расстоянии 0,5H от наружного диаметра D, где Н — высота шпицев.

Угол θ наклона фаски целесообразно делать равным среднему углу наклона профиля шлицевых впадин на участке л—м выхода шлицев вала (рис. 607, б). Тогда осевое положение ступицы определяется координатой l1 точки (л) выхода шлицев, подсчитываемой по уравнению (161).
Угол θ находится их соотношения cos θ = 1—1,5H/Dфр.
Нерабочий участок (м—н) шлицев ступицы (рис. 607, а) следует срезать под углом θ1, определяемым из соотношения cos θ1 = 1—Н/Dфр.
Значения θ и θ1 в зависимости от Н/Dфр показаны на рис. 608.

В крупношлицевых соединениях шлицы облегчают с помощью продольных выемок на нерабочих поверхностях (рис. 609), для чего режущим зубьям червячных фрез и протяжек придают специальный профиль. Прочности шлицев выемки не снижают.